Melt Pump for Extrusion: When It Helps and When It Is Not Necessary
The Screw Is Already a Pump — So Why Add Another One?
In any extrusion line, the screw is already doing two jobs at once. It melts and homogenizes the material, and it generates the pressure that pushes melt through the die. That sounds efficient, but in practice those two jobs interfere with each other. Changes in material behavior, screw loading, or upstream consistency can all appear as pressure fluctuation at the die entrance — and that fluctuation turns into unstable output.
The screw is a pump, but it is not a precision metering device.
That is the engineering reason melt pumps exist. A melt pump for extrusion does not make the extruder “better” in a general sense. It separates functions: the extruder stays focused on melting and supplying material, while the melt pump takes over the pressure-building and metering role with much tighter volumetric consistency in a specific extrusion line configuration.
This distinction matters because it prevents one of the most common misunderstandings in extrusion line planning: a melt pump improves output stability, not melt quality. If the melt itself is not uniform, a melt pump will not fix that. The first question is never “Should we add a melt pump?” The first question is “What kind of instability do we actually have?”

What You Will Learn
- What a melt pump actually does — and what it does not
- The root problem it addresses: pressure pulsation from screw output
- How it differs from melt pressure sensor closed-loop control
- Which products and scenarios genuinely benefit
- When a melt pump is unnecessary — and what to focus on instead
How a Melt Pump Works: Positive Displacement, Not Just Extra Pressure
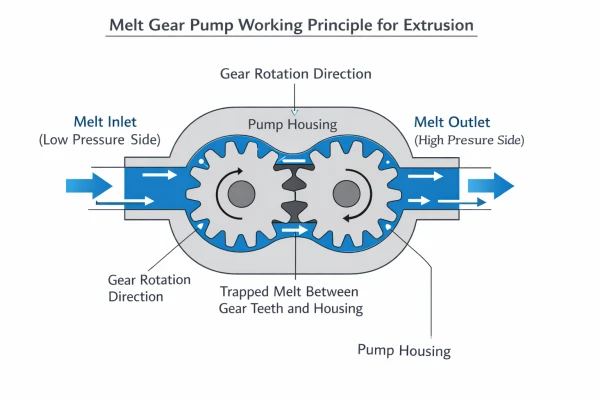
A melt pump — also called a gear pump for extruder — is a positive displacement pump. Two precision gears rotate inside a close-tolerance heated housing, carrying a fixed volume of polymer in the spaces between gear teeth from the inlet side to the discharge side. Because the volume moved per revolution is mechanically fixed, output becomes closely tied to pump speed rather than to upstream pressure variation from the extruder screw.
This is why a melt pump should not be described as an “auxiliary booster.” Its real value is not simply adding pressure. Its value is controlled, repeatable metering.
A practical way to think about the difference: screw output behaves like a pressure-driven process with natural fluctuation, while melt pump output behaves like a metered delivery device. According to PSI-Polymer Systems’ technical documentation, modern extrusion gear pumps achieve volumetric efficiencies of 98–99% or better, and can dampen extruder-related die pressure swings by ratios of 20:1 to 50:1.
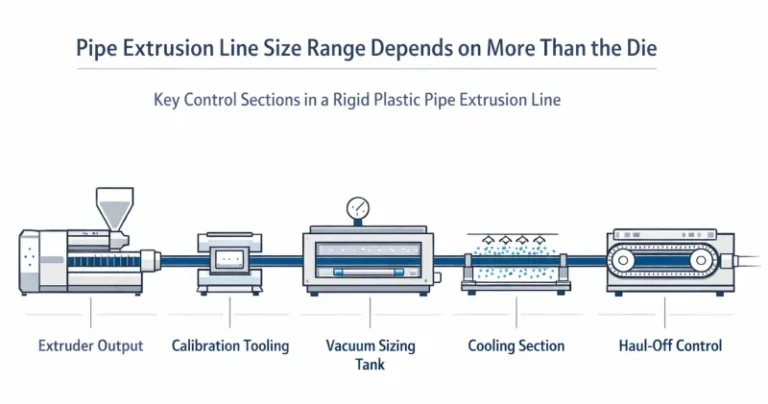
How It Connects to the Extruder
In a typical setup, the melt pump sits between the extruder outlet and the die. A pressure sensor on the pump inlet monitors suction pressure. If suction pressure drops — meaning the screw is delivering less melt — the control system adjusts screw speed to compensate. This creates a stable operating loop where the screw feeds the pump and the pump feeds the die.
When a melt pump is added, the screw’s job changes. Instead of building full die pressure, the screw only needs to plasticize and deliver melt to the pump inlet at a relatively low, stable suction pressure. The melt pump takes over pressurizing and metering.
What a Melt Pump Does Not Do
This is important to state clearly:
- It does not improve melt quality. It does not mix better, homogenize better, or remove gels or contaminants. If the melt entering the pump is poorly plasticized, contains moisture bubbles, or carries contamination, the pump will faithfully push that same poor-quality melt to the die — just at a steadier rate.
- It does not fix feeding problems. If instability starts upstream — bridging, poor bulk density, hopper flow issues — the pump is not the first fix.
- It does not solve die geometry problems. If the die has poor flow distribution or balance, the problem is not a metering problem. Adding a melt pump may make the process look more sophisticated while leaving the defect mechanism untouched.
A melt pump stabilizes how much melt reaches the die per unit time. It does not change what kind of melt reaches the die. And it does not change how the die distributes that melt.
The Problem It Solves — Pressure Pulsation from Screw Output
Every single-screw extruder produces some degree of output variation. This is inherent to the screw’s operating principle, not a sign of equipment failure:
- Screw wear: Over time, the clearance between flight tip and barrel wall increases, allowing more melt to leak backward.
- Material variability: Batch-to-batch differences in pellet size, bulk density, or moisture content propagate through the melt.
- Thermal drift: Temperature fluctuations in the barrel affect melt viscosity, changing flow resistance and pressure behavior.
- Screw speed transients: Even small speed adjustments create pressure disturbances that take time to stabilize.
These factors create pressure pulsation at the die inlet — cyclical or random variations in the melt pressure feeding the die. The practical effects:
- Wall thickness fluctuation in pipes and tubes
- Weight-per-meter variation in profiles
- Surface inconsistencies (flow marks, gloss variation)
- Dimensional drift over long continuous runs
For many standard products — garden hoses, basic PVC pipes, common profiles — these variations fall within acceptable tolerances. But for products where the tolerance window is narrow — precision medical tubing, optical-grade profiles, thin-wall specialty tubes — even small pressure pulsations can push output beyond spec. That is where a melt pump earns its place in the line.
Melt Pump vs. Melt Pressure Sensor Closed-Loop Control
This is the most commonly confused comparison in extrusion line planning. Both involve pressure sensors. Both aim to improve dimensional stability. But they work in fundamentally different ways.
Closed-loop screw speed control (without a melt pump): A pressure transducer near the die measures melt pressure in real time. When pressure rises above the setpoint, the control system reduces screw speed; when it drops, speed increases. This is a feedback loop — it detects pressure changes and then corrects. As documented in Dynisco’s technical work on closed-loop pressure control for extrusion, this approach can meaningfully reduce output variation from extruder surging. But it has inherent response lag: the screw is a large, slow-responding system, and by the time the speed change takes effect, the pressure disturbance may have already passed through the die.
Melt pump: The pump mechanically decouples die pressure from screw behavior. It does not “watch and correct” — it directly takes over the metering task. Upstream pressure variations are absorbed at the pump inlet and do not propagate to the die.
This does not mean closed-loop pressure control is a lower-grade substitute. In many real extrusion lines, it is the right solution — lower cost, lower complexity, no additional mechanical component to maintain. The selection logic should be straightforward:
- Start with your product’s tolerance requirement.
- Determine whether screw output plus closed-loop pressure control can hold it reliably.
- Only when that path has reached its practical limit should a melt pump enter the conversation.
In many cases, upgrading to a complete line control system extends stability further before a melt pump becomes necessary.
| Comparison | Closed-Loop Screw Speed Control | Melt Pump |
|---|---|---|
| Mechanism | Adjusts screw RPM in response to pressure signal | Mechanically decouples die from screw via positive displacement |
| Response speed | Slower — screw inertia creates lag | Immediate — pump isolates pressure mechanically |
| Added complexity | Low — sensor + PLC logic | High — precision mechanical component with maintenance needs |
| Cost | Lower | Higher |
| Best for | Standard products with moderate tolerances | Precision products with tight dimensional requirements |
| Melt quality improvement? | No | No |
The Most Common Misjudgment: “We Added a Melt Pump, but the Problem Is Still There”
This happens more often than many buyers expect.
A line shows unstable wall thickness or size drift. The team assumes the screw output must be fluctuating. A melt pump is added. The output looks somewhat steadier, but the defect does not disappear. After more time is lost, the real cause turns out to be poor melting consistency, feed instability, die imbalance, or a downstream control issue.
That sequence is not a melt pump failure. It is a diagnosis failure.
The melt pump did its job correctly — it metered more consistently. But the root instability was never pressure pulsation to begin with.
This is exactly why a melt pump should be treated as a root-cause-based configuration decision, not a general precision upgrade. The best use of a melt pump starts with one honest question: Is the line unstable because the screw is not metering precisely enough for this tolerance window — or is the real problem somewhere else?
That question saves more money than the pump itself.

When a Melt Pump Is Technically Justified
The real threshold is simple: product tolerance has exceeded what screw output plus closed-loop pressure control can reliably hold. Not whether the product is called “precision.” Not whether the line quote looks more complete with more components.
Tight Wall Thickness Tolerances on Precision Tubes
This is one of the clearest justifications. When the tube is small, the wall is thin, and the tolerance window is tight, even minor output pulsation shows up directly as dimensional fluctuation. Downstream operations — printing, cutting, assembly, or functional acceptance testing — can all magnify the effect of small wall variation.
We have built precision tubing lines where the product is PS-based small-diameter rigid tube used in lab and medical applications. Wall tolerance requirements on that type of product are tight enough that the screw alone, even well-maintained and well-controlled, cannot reliably hold the spec over long runs. This is the kind of application where a melt pump transitions from “optional precision upgrade” to a genuine process requirement.
Optical-Grade or Appearance-Sensitive Profiles
For LED diffuser covers, light guide profiles, or similar products where surface consistency and dimensional precision directly affect optical performance, melt pulsation can cause visible flow marks or thickness variation that degrades light distribution uniformity. Once closed-loop screw control has already been optimized and the line still cannot hold the required consistency, a melt pump is the reasonable next step.
Regrind-Heavy or Variable-Viscosity Formulations
When high percentages of regrind or off-spec virgin material cause noticeable die-side flow instability, a melt pump can help by making delivery more linear and less sensitive to normal screw fluctuation. The boundary matters: this is only a valid reason when the product still demands dimensional consistency. If the tolerance is wide, the process likely does not need this level of control.
Long Continuous Runs With Weight-per-Meter Contractual Specs
Some industrial products are sold with weight-per-meter specifications written into supply contracts. Output variation either wastes material (overshooting spec) or risks rejection (undershooting). A melt pump tightens the delivery band, reducing both waste and compliance risk across 24/7 production runs.
When You Do Not Need a Melt Pump
Most extrusion lines do not need a melt pump. Worth stating directly, because many line discussions become distorted by the idea that more precision hardware automatically means a better line.
Your Product Tolerances Are Within Screw Capability
If your standard pipe, hose, or profile already runs within spec using a well-maintained screw and basic process control, a melt pump will not produce a meaningful quality improvement. Before considering one, measure your current dimensional variation and compare it to your tolerance requirements. If the gap is not there, neither is the justification.
Your Real Problem Is Upstream
Poor plasticization, inconsistent feeding, moisture in the resin, or temperature instability in the barrel — none of these are melt pump problems. Solving them requires going upstream. A melt pump installed in the wrong place in the logic chain adds cost while leaving the real instability source untouched.
Abrasive or Difficult Materials
Gear pumps are precision devices with tight clearances. High-viscosity materials can increase internal shear and heat generation. Abrasive compounds — highly filled polymers, glass-reinforced grades — accelerate gear surface wear and shorten service life. This does not automatically rule out a melt pump with these materials, but it does mean the wear rate, operating limits, and maintenance costs need to be evaluated carefully before committing to the configuration.
Frequent Color, Material, or Size Changeovers
The melt pump adds dead volume to the flow path. During material or color changes, this dead volume must be purged completely before the new product runs clean. In continuous production on one stable product family, that cost is acceptable. In small-batch production with frequent switches, the additional purge time, transition scrap, and cleaning burden can offset the value of tighter metering entirely. Proper line speed synchronization across the transition also reduces scrap during changeovers.
Budget-Constrained Startups or Lines Still Being Dialed In
A melt pump is an optimization tool for a process that already works. If you are still optimizing your product, your process parameters, and your operating discipline, invest in getting the basics right first. Adding a precision metering component on top of an unstable foundation does not create stability — it adds cost to the instability.
Before You Decide — Five Questions
If you are evaluating whether a melt pump belongs in your line, work through these before deciding:
- What are your actual dimensional tolerances? Get specific numbers — wall thickness ±, OD ±, weight per meter ±. If you do not have this data, collecting it is the first step.
- Have you measured your current pressure stability? Install a melt pressure sensor near the die and log data over a representative production run. If variation already holds within your tolerance band, the pump may not be needed.
- Is your upstream process optimized? Consistent feeding, stable temperatures, a screw that is not excessively worn, properly conditioned material. Many apparent metering problems start here.
- What is the maintenance requirement? Gear surfaces wear. Seals degrade. Heating elements need monitoring. Factor ongoing costs into total cost of ownership, not just the purchase price.
- What happens if the pump fails? Can you bypass and continue running temporarily, or does pump service mean a full line stop? Understand the downtime risk before committing to a configuration that depends on the pump for every production hour.
Frequently Asked Questions
Q1: What is a melt pump in plastic extrusion, and how does it work?
A: A melt pump (also called a gear pump for extruder) is a positive displacement pump installed between the extruder and the die. Two intermeshing precision gears carry a fixed volume of polymer melt per revolution from the inlet side to the die, delivering a highly stable volumetric output that is largely decoupled from upstream screw pressure fluctuation.
Q2: Does a melt pump improve melt quality?
A: No. A melt pump stabilizes output volume and pressure — it does not improve plasticization, mixing, or homogeneity, and it does not remove contaminants or gels. If the melt quality entering the pump is poor, the output quality will also be poor, just delivered more consistently.
Q3: Can closed-loop melt pressure sensor control replace a melt pump?
A: For many standard products, yes — a melt pressure sensor with closed-loop screw speed control delivers meaningful output stability at lower cost and complexity. A melt pump provides a step-change improvement in metering tightness but adds equipment cost and maintenance. The choice depends on your product’s actual tolerance requirements, not on which solution sounds more advanced.
Q4: Does a melt pump help when running high regrind content?
A: It can. When regrind or variable-quality input causes die-side flow instability, a melt pump can make delivery more linear and less sensitive to normal screw fluctuation. But this is only useful when your product still demands dimensional consistency — if tolerances are wide, the level of control a melt pump provides may not be needed.
Q5: What maintenance does a melt pump require?
A: Regular inspection of gear clearances (which wear over time), seal condition and replacement, heating element calibration, and drive system alignment checks. Clean melt is essential — contamination and unmelted particles accelerate gear surface wear. Most manufacturers recommend scheduled overhauls based on operating hours.
Q6: Does adding a melt pump increase energy consumption?
A: The pump adds a drive motor and heating elements, so total power draw increases. However, because the pump takes over the pressure-building function, the extruder screw can operate at lower head pressure, which partially offsets the addition. The net energy impact depends on the specific line configuration and operating conditions.
Conclusion
A melt pump stabilizes output metering, not melt quality.
Do not add a melt pump before confirming that the real instability comes from pressure pulsation rather than melting, feeding, or die design.
Most extrusion lines do not need a melt pump — and when one truly does, the reason should be clear in the process data.
A melt pump is a specialized answer to a specific problem. When that problem is genuinely present — tight tolerances, verified pressure pulsation, an upstream process that is already optimized — it is the right tool. When the problem is somewhere else, the pump adds cost and complexity without solving anything.
For a structured way to prepare this information, use our quotation checklist.
If you are evaluating line configurations and unsure whether your application calls for melt pump-level control, share your product type, material, tolerance requirement, and production pattern with us. We can tell you directly whether a melt pump is technically justified — or whether the better path is optimizing your screw design, feeding system, or process control first.
Have Technical Questions?
Our engineering team is ready to help with your extrusion process or machine configuration.

Jason Shen
Jason is the founder of Jinxin Extruder and a veteran engineer with over 20 years of hands-on experience in plastic machinery.
Starting his career on the shop floor, he mastered every technical detail—from electrical wiring to complex troubleshooting.
Today, he personally oversees final inspections, ensuring every machine is built with deep technical expertise and field-tested reliability.
Further Reading
Extrusion Line Quotation: What Is Included and What to Check Before You Buy
Comparing extrusion line quotations? Use this scope of supply checklist to see what is included, what is typically excluded, and…Extrusion Screen Changer & Melt Filtration: How to Reduce Contamination and Pressure Fluctuation
A practical guide to screen changers in plastic extrusion — how melt filtration controls contamination, why screen changes cause pressure…