Pompe de fusion pour l'extrusion : Quand c'est utile et quand ce n'est pas nécessaire
La vis est déjà une pompe - pourquoi en ajouter une autre ?
Dans tous les cas extrudeuse, Dans ce cas, la vis fait déjà deux choses à la fois. Elle fait fondre et homogénéise le matériau et génère la pression qui pousse la matière fondue à travers la filière. Cela semble efficace, mais dans la pratique, ces deux tâches interfèrent l'une avec l'autre. Les changements dans le comportement du matériau, la charge de la vis ou la consistance en amont peuvent tous apparaître comme des fluctuations de pression à l'entrée de la filière - et ces fluctuations se transforment en une production instable.
La vis est une pompe, mais ce n'est pas un dispositif de dosage de précision.
C'est la raison d'être de l'ingénierie des pompes à fonte. A pompe à matière fondue pour l'extrusion ne rend pas l'extrudeuse “meilleure” au sens général du terme. Elle sépare les fonctions : l'extrudeuse reste concentrée sur la fusion et l'apport de matière, tandis que la pompe de fusion se charge de la mise sous pression et du dosage avec une cohérence volumétrique beaucoup plus étroite dans une zone spécifique de l'extrudeuse. configuration de la extrudeuse.
Cette distinction est importante car elle permet d'éviter l'un des malentendus les plus courants dans la planification des lignes d'extrusion : une pompe de fusion améliore la stabilité de la production, pas la qualité de la fusion. Si la matière fondue elle-même n'est pas uniforme, une pompe à matière fondue n'y remédiera pas. La première question n'est jamais “Faut-il ajouter une pompe à fusion ?”. La première question est : “Quel type d'instabilité avons-nous réellement ?”

Ce que vous apprendrez
- Ce qu'une pompe de fusion fait réellement - et ce qu'elle ne fait pas
- Le problème de fond auquel il répond : les pulsations de pression à la sortie de la vis.
- En quoi il diffère du contrôle en boucle fermée par capteur de pression de fusion
- Quels sont les produits et les scénarios réellement avantageux ?
- Quand une pompe à fonte n'est pas nécessaire - et ce qu'il faut faire à la place
Comment fonctionne une pompe de fusion : Déplacement positif, pas seulement une pression supplémentaire
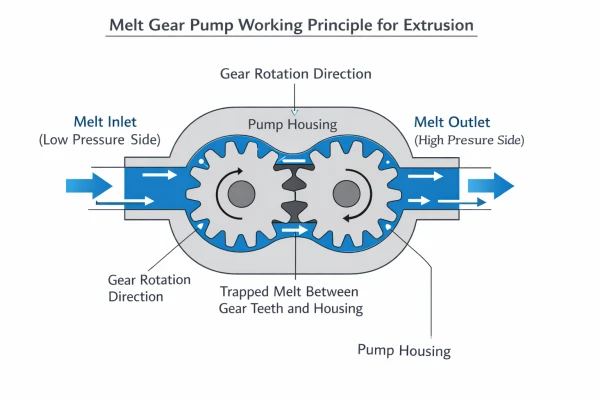
Une pompe de fusion - également appelée pompe à engrenages pour extrudeuse - est une pompe volumétrique. Deux engrenages de précision tournent à l'intérieur d'un boîtier chauffé à tolérance étroite, transportant un volume fixe de polymère dans les espaces entre les dents de l'engrenage, du côté de l'entrée au côté du refoulement. Le volume déplacé par révolution étant mécaniquement fixe, le rendement est étroitement lié à la vitesse de la pompe plutôt qu'à la variation de la pression en amont de la vis d'extrusion.
C'est pourquoi une pompe à fonte ne devrait pas être décrite comme un “surpresseur auxiliaire”. Sa véritable valeur n'est pas simplement d'ajouter de la pression. Sa valeur est un dosage contrôlé et reproductible.
En pratique, la différence est la suivante : le débit de la vis se comporte comme un processus sous pression avec des fluctuations naturelles, tandis que le débit de la pompe à matière fondue se comporte comme un dispositif de distribution dosé. D'après Documentation technique de PSI-Polymer Systems, Les pompes à engrenages modernes pour l'extrusion atteignent des rendements volumétriques de 98-99% ou mieux, et peuvent amortir les variations de pression des filières liées à l'extrusion dans des rapports de 20:1 à 50:1.
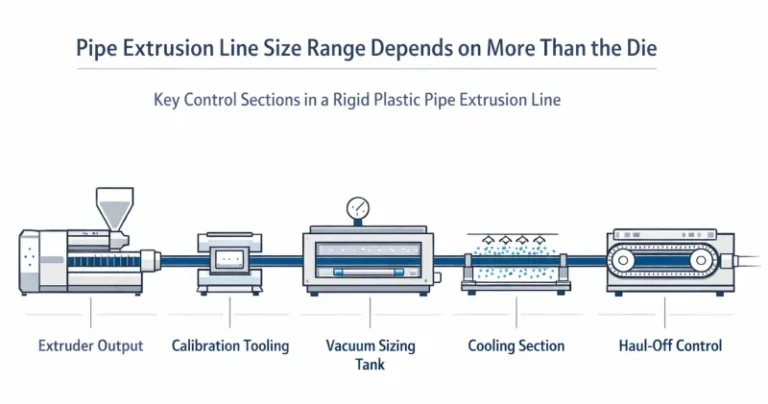
Comment il se connecte à l'extrudeuse
Dans une installation typique, la pompe à matière fondue se trouve entre la sortie de l'extrudeuse et la filière. Un capteur de pression situé à l'entrée de la pompe surveille la pression d'aspiration. Si la pression d'aspiration chute - ce qui signifie que la vis produit moins de matière fondue - le système de contrôle ajuste la vitesse de la vis pour compenser. Cela crée une boucle de fonctionnement stable dans laquelle la vis alimente la pompe et la pompe alimente la filière.
Lorsqu'une pompe à matière fondue est ajoutée, la tâche de la vis change. Au lieu de produire une pression maximale dans la filière, la vis n'a plus qu'à plastifier et à envoyer la matière fondue à l'entrée de la pompe à une pression d'aspiration relativement faible et stable. La pompe à matière fondue se charge de la pressurisation et du dosage.
Ce qu'une pompe de fusion ne fait pas
Il est important de le préciser :
- Il n'améliore pas la qualité de la fonte. Elle ne mélange pas mieux, n'homogénéise pas mieux, n'élimine pas les gels ou les contaminants. Si la matière fondue entrant dans la pompe est mal plastifiée, contient des bulles d'humidité ou est contaminée, la pompe poussera fidèlement cette même matière fondue de mauvaise qualité vers la filière, mais à un rythme plus régulier.
- Il ne règle pas les problèmes d'alimentation. Si l'instabilité commence en amont - formation de ponts, faible densité en vrac, problèmes d'écoulement dans la trémie - la pompe n'est pas la première solution.
- Il ne résout pas les problèmes de géométrie des matrices. Si la filière présente une mauvaise répartition ou un mauvais équilibre du flux, le problème n'est pas un problème de dosage. L'ajout d'une pompe de fusion peut rendre le processus plus sophistiqué tout en laissant intact le mécanisme des défauts.
Une pompe à fonte stabilise combien atteint la filière par unité de temps. Il ne change pas quel type de la matière fondue atteint la filière. Et il ne change pas comment la filière se distribue qui fondent.
Le problème qu'il résout - Pulsation de la pression à la sortie de la vis
Chaque extrudeuse à vis unique produit un certain degré de variation de la production. Ce phénomène est inhérent au principe de fonctionnement de la vis et n'est pas un signe de défaillance de l'équipement :
- Usure de la vis : Avec le temps, l'espace entre la pointe de la volée et la paroi du canon augmente, ce qui permet à une plus grande quantité de matière fondue de s'écouler vers l'arrière.
- Variabilité des matériaux : Les différences de taille, de densité ou de teneur en eau des granulés d'un lot à l'autre se propagent dans la matière fondue.
- Dérive thermique : Les fluctuations de température dans le tonneau affectent la viscosité de la matière fondue, ce qui modifie la résistance à l'écoulement et le comportement de la pression.
- Transitoires de la vitesse de la vis : Même de petites modifications de la vitesse créent des perturbations de la pression qui mettent du temps à se stabiliser.
Ces facteurs créent pulsation de pression à l'entrée de la filière - les variations cycliques ou aléatoires de la pression de la matière fondue alimentant la filière. Les effets pratiques :
- Fluctuation de l'épaisseur de la paroi dans les tuyaux et les tubes
- Variation du poids par mètre dans les profils
- Incohérences de surface (marques d'écoulement, variations de brillance)
- Dérive dimensionnelle sur de longues séries continues
Pour de nombreux produits standard - tuyaux d'arrosage, tuyaux en PVC de base, profilés courants - ces variations se situent dans des limites de tolérance acceptables. Mais pour les produits où la fenêtre de tolérance est étroite - tubes médicaux de précision, profilés de qualité optique, tubes spéciaux à parois minces - même de petites pulsations de pression peuvent pousser la production au-delà des spécifications. C'est là qu'une pompe de fusion gagne sa place dans la chaîne.
Pompe de fusion vs. capteur de pression de fusion Contrôle en boucle fermée
Il s'agit de la comparaison la plus souvent confondue dans la planification des lignes d'extrusion. Toutes deux impliquent des capteurs de pression. Elles visent toutes deux à améliorer la stabilité dimensionnelle. Mais ils fonctionnent de manière fondamentalement différente.
Contrôle de la vitesse de la vis en boucle fermée (sans pompe de fusion) : Un capteur de pression situé à proximité de la filière mesure la pression de la matière fondue en temps réel. Lorsque la pression dépasse le point de consigne, le système de contrôle réduit la vitesse de la vis ; lorsqu'elle diminue, la vitesse augmente. Il s'agit d'une boucle de rétroaction qui détecte les changements de pression et les corrige. Comme l'indiquent les travaux techniques de Dynisco sur les systèmes d'alimentation en eau potable, le système de contrôle de la vitesse de la vis est une boucle de rétroaction. contrôle de la pression en boucle fermée pour l'extrusion, Cette approche peut réduire de manière significative les variations de production dues aux coups de bélier de l'extrudeuse. Mais elle présente un retard de réponse inhérent : la vis est un système de grande taille qui réagit lentement et, au moment où le changement de vitesse prend effet, la perturbation de la pression peut déjà avoir traversé la filière.
Pompe de fusion : La pompe découple mécaniquement la pression de la matrice du comportement de la vis. Elle ne se contente pas de “surveiller et corriger”, elle prend directement en charge la tâche de dosage. Les variations de pression en amont sont absorbées à l'entrée de la pompe et ne se propagent pas à la filière.
Il s'agit de pas Le contrôle de pression en boucle fermée moyen est un substitut de qualité inférieure. Dans de nombreuses lignes d'extrusion réelles, c'est la bonne solution - moindre coût, moindre complexité, pas de composant mécanique supplémentaire à entretenir. La logique de sélection devrait être simple :
- Commencez par les exigences de tolérance de votre produit.
- Déterminer si la sortie de la vis et le contrôle de la pression en boucle fermée peuvent la maintenir de manière fiable.
- Ce n'est que lorsque cette voie a atteint ses limites pratiques qu'une pompe de fusion doit être envisagée.
Dans de nombreux cas, le passage à un système de contrôle de ligne prolonge la stabilité avant qu'une pompe de fusion ne soit nécessaire.
| Comparaison | Contrôle de la vitesse de la vis en boucle fermée | Pompe de fusion |
|---|---|---|
| Mécanisme | Ajuste la vitesse de rotation de la vis en réponse au signal de pression | Découplage mécanique de la matrice de la vis par déplacement positif |
| Vitesse de réponse | Plus lent - l'inertie de la vis crée un décalage | Immédiat - la pompe isole mécaniquement la pression |
| Complexité accrue | Faible - capteur + logique PLC | Composant mécanique de haute précision nécessitant une maintenance |
| Coût | Plus bas | Plus élevé |
| Meilleur pour | Produits standard avec des tolérances modérées | Produits de précision avec des exigences dimensionnelles strictes |
| Amélioration de la qualité de la fonte ? | Non | Non |
L'erreur d'appréciation la plus courante : “Nous avons ajouté une pompe de fonte, mais le problème est toujours là”.”
Cette situation est plus fréquente que ne le pensent de nombreux acheteurs.
Une ligne indique une épaisseur de paroi instable ou une dérive de taille. L'équipe suppose que le débit de la vis doit fluctuer. Une pompe de fusion est ajoutée. La production semble un peu plus régulière, mais le défaut ne disparaît pas. Après une perte de temps supplémentaire, la cause réelle s'avère être une mauvaise consistance de la fusion, une instabilité de l'alimentation, un déséquilibre de la filière ou un problème de contrôle en aval.
Cette séquence n'est pas une défaillance de la pompe à fusion. Il s'agit d'une échec du diagnostic.
La pompe de fusion a fait son travail correctement - elle a dosé de manière plus cohérente. Mais l'instabilité fondamentale n'a jamais été une pulsation de pression au départ.
C'est précisément la raison pour laquelle une pompe à fusion doit être considérée comme une décision de configuration basée sur les causes profondes, et non comme une amélioration générale de la précision. La meilleure utilisation d'une pompe à fusion commence par une question honnête : La ligne est-elle instable parce que la vis ne dose pas avec suffisamment de précision pour cette fenêtre de tolérance - ou le vrai problème est-il ailleurs ?
Cette question permet d'économiser plus d'argent que la pompe elle-même.

Quand une pompe de fusion est techniquement justifiée
Le seuil réel est simple : la tolérance du produit a dépassé ce que la sortie de la vis et le contrôle de la pression en boucle fermée peuvent maintenir de manière fiable. Il ne s'agit pas de savoir si le produit est dit “de précision”. Il ne s'agit pas non plus de savoir si le devis de la ligne semble plus complet avec plus de composants.
Tolérances serrées sur l'épaisseur des parois des tubes de précision
C'est l'une des justifications les plus claires. Lorsque le tube est petit, que la paroi est mince et que la fenêtre de tolérance est étroite, toute pulsation de sortie, même mineure, se traduit directement par une fluctuation dimensionnelle. Opérations en aval - l'impression, la découpe, l'assemblage ou les essais de réception fonctionnelle - peuvent tous amplifier l'effet d'une petite variation de paroi.
Nous avons construit des lignes de tubes de précision dont le produit est un tube rigide de petit diamètre à base de PS utilisé dans les laboratoires et les applications médicales. Les exigences en matière de tolérance de paroi sur ce type de produit sont suffisamment strictes pour que la vis seule, même bien entretenue et bien contrôlée, ne puisse pas maintenir la spécification de manière fiable sur de longues séries. C'est dans ce type d'application qu'une pompe de fusion passe du statut d“”amélioration optionnelle de la précision" à celui de véritable exigence du processus.
Profils de qualité optique ou sensibles à l'apparence
Pour les couvercles de diffuseurs LED, les profils de guides de lumière ou des produits similaires où la cohérence de la surface et la précision dimensionnelle affectent directement la performance optique, la pulsation de la matière fondue peut provoquer des marques d'écoulement visibles ou des variations d'épaisseur qui dégradent l'uniformité de la distribution de la lumière. Lorsque le contrôle de la vis en boucle fermée a déjà été optimisé et que la ligne ne peut toujours pas maintenir la consistance requise, une pompe de fusion est l'étape suivante raisonnable.
Formulations de Regrind à viscosité élevée ou variable
Lorsque des pourcentages élevés de matières rebroyées ou de matières vierges hors spécifications provoquent une instabilité notable du flux côté filière, une pompe à matière fondue peut aider en rendant le débit plus linéaire et moins sensible aux fluctuations normales de la vis. Les limites sont importantes : cette raison n'est valable que lorsque le produit exige encore une cohérence dimensionnelle. Si la tolérance est large, le processus n'a probablement pas besoin de ce niveau de contrôle.
Longues séries continues avec spécifications contractuelles de poids au mètre
Certains produits industriels sont vendus avec des spécifications de poids au mètre inscrites dans les contrats de fourniture. Les variations de production entraînent soit un gaspillage de matériaux (dépassement des spécifications), soit un risque de rejet (dépassement des spécifications). Une pompe de fusion resserre la bande de livraison, réduisant à la fois les déchets et les risques de non-conformité pour des cycles de production de 24 heures sur 24 et 7 jours sur 7.
Quand vous n'avez pas besoin d'une pompe de fusion
La plupart des lignes d'extrusion n'ont pas besoin de pompe de fusion. Cela vaut la peine d'être dit directement, car de nombreuses discussions sur les lignes sont faussées par l'idée qu'un matériel plus précis signifie automatiquement une meilleure ligne.
Les tolérances de vos produits sont à la portée des vis
Si votre tube, tuyau ou profilé standard est déjà conforme aux spécifications en utilisant une vis bien entretenue et un contrôle de processus de base, une pompe de fusion ne produira pas d'amélioration significative de la qualité. Avant d'en envisager une, mesurez votre variation dimensionnelle actuelle et comparez-la à vos exigences en matière de tolérance. Si l'écart n'existe pas, la justification n'existe pas non plus.
Votre vrai problème se situe en amont
Une mauvaise plastification, une alimentation irrégulière, de l'humidité dans la résine ou une instabilité de la température dans le tonneau - aucun de ces problèmes n'est lié à la pompe à fusion. Pour les résoudre, il faut aller en amont. Une pompe de fusion installée au mauvais endroit de la chaîne logique augmente les coûts tout en laissant intacte la véritable source d'instabilité.
Matériaux abrasifs ou difficiles
Les pompes à engrenages sont des dispositifs de précision avec des jeux serrés. Les matériaux à haute viscosité peuvent augmenter le cisaillement interne et la production de chaleur. Les composés abrasifs - polymères hautement chargés, grades renforcés de verre - accélèrent l'usure de la surface de l'engrenage et raccourcissent la durée de vie. Cela n'exclut pas automatiquement l'utilisation d'une pompe à fusion avec ces matériaux, mais cela signifie que le taux d'usure, les limites de fonctionnement et les coûts de maintenance doivent être évalués avec soin avant de s'engager dans la configuration.
Changements fréquents de couleur, de matériau ou de taille
La pompe de fusion ajoute un volume mort au circuit d'écoulement. Lors d'un changement de matériau ou de couleur, ce volume mort doit être entièrement purgé avant que le nouveau produit ne s'écoule proprement. Dans le cadre d'une production continue sur une famille de produits stable, ce coût est acceptable. Dans le cas d'une production en petites séries avec des changements fréquents, le temps de purge supplémentaire, les déchets de transition et la charge de nettoyage peuvent compenser entièrement la valeur d'un dosage plus serré. Les bonnes pratiques synchronisation de la vitesse de la ligne L'utilisation de la technologie de l'eau à travers la transition permet également de réduire les déchets lors des changements de format.
Startups à budget limité ou lignes encore en cours de composition
Une pompe de fusion est un outil d'optimisation pour un processus qui fonctionne déjà. Si vous êtes encore en train d'optimiser votre produit, les paramètres de votre procédé et votre discipline d'exploitation, investissez d'abord dans les bases. L'ajout d'un composant de dosage de précision sur une fondation instable ne crée pas de stabilité - il ajoute des coûts à l'instabilité.
Avant de décider - Cinq questions
Si vous vous demandez si une pompe à fonte a sa place dans votre ligne de production, examinez les points suivants avant de prendre votre décision :
- Quelles sont vos tolérances dimensionnelles réelles ? Obtenez des chiffres précis - épaisseur de la paroi ±, diamètre extérieur ±, poids au mètre ±. Si vous ne disposez pas de ces données, la première étape consiste à les collecter.
- Avez-vous mesuré la stabilité de votre pression actuelle ? Installez un capteur de pression de fusion près de la filière et enregistrez les données sur un cycle de production représentatif. Si la variation se maintient déjà dans votre marge de tolérance, la pompe n'est peut-être pas nécessaire.
- Votre processus en amont est-il optimisé ? Une alimentation régulière, des températures stables, une vis qui n'est pas excessivement usée, un matériau correctement conditionné. De nombreux problèmes apparents de dosage commencent ici.
- Quelles sont les exigences en matière de maintenance ? Les surfaces des engrenages s'usent. Les joints se dégradent. Les éléments chauffants doivent être surveillés. Les coûts permanents doivent être pris en compte dans le coût total de possession, et pas seulement dans le prix d'achat.
- Que se passe-t-il en cas de défaillance de la pompe ? Pouvez-vous contourner et continuer à fonctionner temporairement, ou l'entretien de la pompe implique-t-il un arrêt complet de la ligne ? Comprenez le risque de temps d'arrêt avant de vous engager dans une configuration qui dépend de la pompe pour chaque heure de production.
Questions fréquemment posées
Q1 : Qu'est-ce qu'une pompe de fusion dans l'extrusion des matières plastiques et comment fonctionne-t-elle ?
R : Une pompe de fusion (également appelée pompe à engrenages pour extrudeuse) est une pompe volumétrique installée entre l'extrudeuse et la filière. Deux engrenages de précision qui s'entrecroisent transportent un volume fixe de polymère fondu par tour du côté de l'entrée vers la filière, fournissant un débit volumétrique très stable qui est largement découplé des fluctuations de la pression de la vis en amont.
Q2 : Une pompe à matière fondue améliore-t-elle la qualité de la matière fondue ?
Une pompe de fusion stabilise le volume et la pression de sortie - elle n'améliore pas la plastification, le mélange ou l'homogénéité, et n'élimine pas les contaminants ou les gels. Si la qualité de la matière fondue entrant dans la pompe est médiocre, la qualité de la sortie sera également médiocre, mais plus régulière.
Q3 : Le contrôle du capteur de pression de la matière fondue en boucle fermée peut-il remplacer une pompe à matière fondue ?
R : Pour de nombreux produits standard, oui - un capteur de pression de fusion avec un contrôle de la vitesse de la vis en boucle fermée offre une stabilité de sortie significative à un coût et une complexité moindres. Une pompe de fusion permet d'améliorer sensiblement l'étanchéité du dosage, mais augmente les coûts d'équipement et de maintenance. Le choix dépend des exigences de tolérance réelles de votre produit, et non de la solution qui semble la plus avancée.
Q4 : Une pompe à matière fondue est-elle utile lorsque la teneur en matière rebroyée est élevée ?
R : C'est possible. Lorsque la matière rebroyée ou de qualité variable provoque une instabilité du flux côté filière, une pompe de fusion peut rendre le débit plus linéaire et moins sensible aux fluctuations normales de la vis. Si les tolérances sont larges, le niveau de contrôle offert par une pompe de fusion n'est pas forcément nécessaire.
Q5 : Quel est l'entretien d'une pompe à fonte ?
R : Inspection régulière du jeu des engrenages (qui s'usent avec le temps), de l'état et du remplacement des joints, de l'étalonnage de l'élément chauffant et du contrôle de l'alignement du système d'entraînement. La propreté de la fonte est essentielle - la contamination et les particules non fondues accélèrent l'usure de la surface des engrenages. La plupart des fabricants recommandent des révisions programmées en fonction du nombre d'heures de fonctionnement.
Q6 : L'ajout d'une pompe de fusion augmente-t-il la consommation d'énergie ?
R : La pompe ajoute un moteur d'entraînement et des éléments chauffants, ce qui augmente la consommation totale d'énergie. Cependant, comme la pompe prend en charge la fonction d'augmentation de la pression, la vis d'extrusion peut fonctionner à une pression de tête inférieure, ce qui compense partiellement l'augmentation. L'impact énergétique net dépend de la configuration spécifique de la ligne et des conditions d'exploitation.
Conclusion
Une pompe de fusion stabilise le dosage de la production, pas la qualité de la fusion.
N'ajoutez pas de pompe de fusion avant d'avoir confirmé que l'instabilité réelle provient de la pulsation de la pression plutôt que de la fusion, de l'alimentation ou de la conception de la filière.
La plupart des lignes d'extrusion n'ont pas besoin d'une pompe à matière fondue - et lorsque c'est vraiment le cas, la raison doit être clairement indiquée dans les données du processus.
Une pompe de fusion est une réponse spécialisée à un problème spécifique. Lorsque ce problème est réellement présent - tolérances serrées, pulsations de pression vérifiées, processus en amont déjà optimisé - c'est l'outil adéquat. Lorsque le problème est ailleurs, la pompe ajoute des coûts et de la complexité sans rien résoudre.
Pour une méthode structurée de préparation de ces informations, utilisez notre liste de contrôle des devis.
Si vous évaluez la configuration de votre ligne et n'êtes pas sûr que votre application nécessite un contrôle au niveau de la pompe de fusion, faites-nous part de votre type de produit, de votre matériau, de vos exigences en matière de tolérance et de votre modèle de production. Nous pourrons vous dire directement si une pompe de fusion est techniquement justifiée - ou si la meilleure solution consiste à optimiser d'abord la conception de la vis, le système d'alimentation ou le contrôle du processus.
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Achats (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Extrudeuse Jinxin et un ingénieur chevronné possédant plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une extrudeuse : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...