Precision Plastic Profile Extrusion Line for PP, PE, ABS and TPU Profiles
Single screw plastic profile extrusion line configured from your drawing, material grade, tolerance requirement, surface finish target and downstream sizing method.
Jinxin configures each precision plastic profile extrusion line from your drawing, resin grade, profile geometry and acceptance criteria. The line is built around the material behavior, cross-section, tolerance requirement, surface finish target and downstream sizing method required for your product.
This PP, PE, ABS and TPU profile extrusion line can be configured for single-material profiles, dual-color profiles, cap-layer structures and selected soft-rigid co-extruded profiles. PVC can be reviewed only as pelletized compound where appropriate, not as a PVC window or door profile line.
What Is a Precision Plastic Profile Extrusion Line?
A precision plastic profile extrusion line is a single screw plastic profile extrusion line that converts PP, PE, ABS, TPU and selected PVC pellet compounds into continuous profiles built to your drawing — with defined cross-section, dimensional tolerance, surface finish and downstream sizing method.
Unlike a finished-profile supplier or contract extrusion service, this line is production equipment configured around your profile geometry, wall distribution, material behavior and acceptance criteria. The buyer provides the drawing and resin grade; the line is configured to produce that profile under agreed production conditions.
The process follows this sequence: material feeding → screw melting and homogenization → die shaping to your cross-section → sizing (free-sizing or vacuum calibration) → haul-off → cutting and stacking. Co-extrusion can be added for dual-color, cap-layer or soft-rigid structures.
Key configuration variables that determine line setup:
- Material and resin grade — screw geometry, compression ratio and temperature profile are matched to your compound
- Cross-section complexity — die flow balance, vacuum calibrator design or free-sizing selection
- Tolerance and surface target — cooling path, haul-off type and contact pressure
- Profile rigidity and shape stability — straightening correction, cutting method and stacking logic
This page covers precision plastic profile extrusion lines for pellet materials. It does not cover PVC window or door profile lines, which typically use twin screw systems with powder compound, finished profile supply, or contract extrusion services.
Configuring Your Single Screw Plastic Profile Extrusion Line
Jinxin configures each precision plastic profile extrusion line from your drawing, material grade and acceptance criteria, not from a standard catalog. Our engineering workflow aligns screw design, die tooling and downstream modules to your profile geometry, surface target and shape stability needs. PVC is supported as pelletized compound only.
Material Behavior Review
Confirm resin type and processing window (PP / PE / TPU / ABS / selected PVC pellet compound) to define screw geometry and stable melt delivery.
Profile Die & Flow Balance
Die tooling is designed around your cross-section and asymmetric wall distribution for consistent flow and dimensional stability.
Downstream Module Selection
Free-sizing direct-to-water cooling or vacuum calibration, plus haul-off, cutting and optional straightening, are selected by profile rigidity and shape-lock priority.
Quick Links to Material-Specific FAQ
Precision Plastic Profile Extrusion Line Components
The modules below form the complete line. Final configuration varies by material, profile geometry and sizing requirement. Images are for reference only.

Extrusion Platform
Main Single-Screw Extruder (Configured)
- Drive System: Siemens Beide motor + ABB ACS580 inverter with stable speed control for continuous profile extrusion.
- Screw & Barrel: Material-driven screw design with process window matched to PP / PE / ABS / TPU / selected PVC pellet compound.
- Heating Control: Solid state relay (SSR) heating control with multi-zone temperature regulation for stable melt temperature.

Co-Extrusion Platform Optional
Co-Extruder Unit
- Extruder Module: Co-extruder with output matched to layer structure requirements, such as dual-color, cap layer or soft-rigid structures.
- Drive System: Standard motor + inverter with synchronized speed control for layer stability.
- Integration: Line integration with mechanical and control interfaces aligned to the main extruder and tooling.
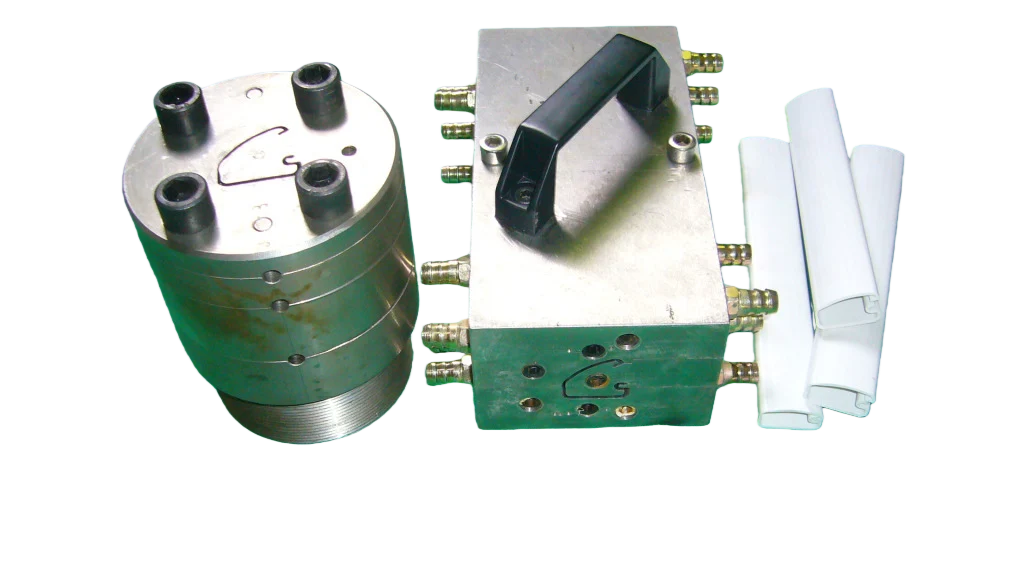
Tooling
Profile Die & Co-Extrusion Tooling
- Die Design: Flow paths engineered around your cross-section and wall thickness distribution for uniform melt delivery.
- Co-Extrusion Interface: Tooling for dual-color, cap layer or soft-rigid structures, depending on the product.
- Flow Balance: Distribution geometry designed to reduce interface instability across layers, depending on material compatibility.

Sizing & Cooling
Sizing Options: Free-Sizing or Vacuum Calibration
- Free-Sizing Cooling: Direct-to-water cooling for profiles where surface appearance is contact-sensitive.
- Vacuum Calibration: Calibrator + vacuum tank for hollow or complex profiles requiring shape lock. Multi-stage vacuum sizing is available for demanding geometries.
- Water & Vacuum Management: Cooling loop and vacuum stability monitoring for consistent sizing performance. Final setup depends on profile geometry and site utilities.
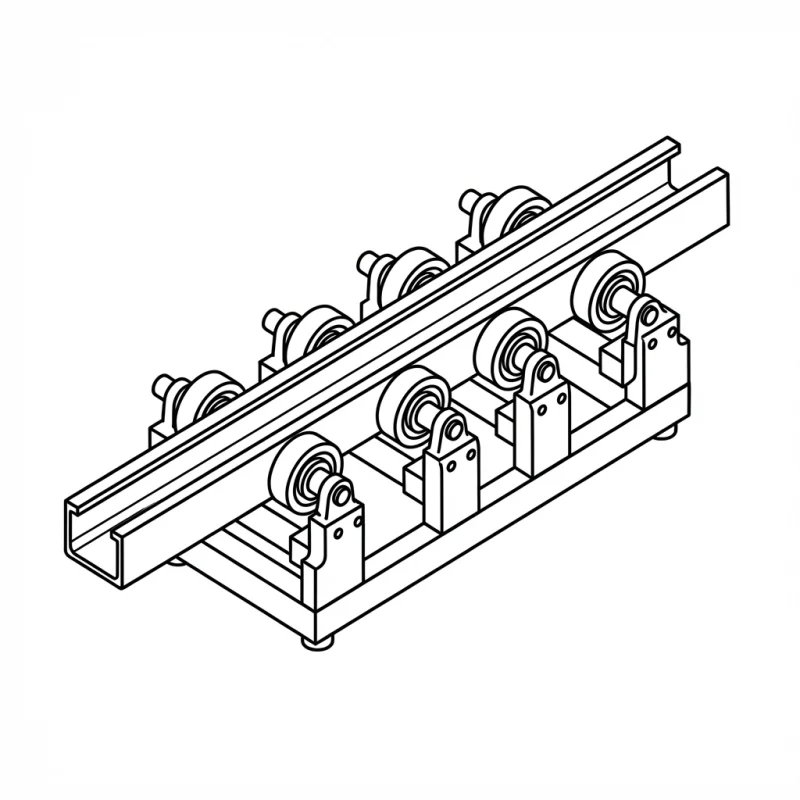
Haul-Off
Precision Haul-Off / Traction Unit
- Traction Type: Belt or caterpillar haul-off matched to profile rigidity and surface sensitivity.
- Speed Control: Synchronized to reduce thickness fluctuation and dimensional drift.
- Maintainability: Quick-adjust, access-friendly structure for routine cleaning and changeover.
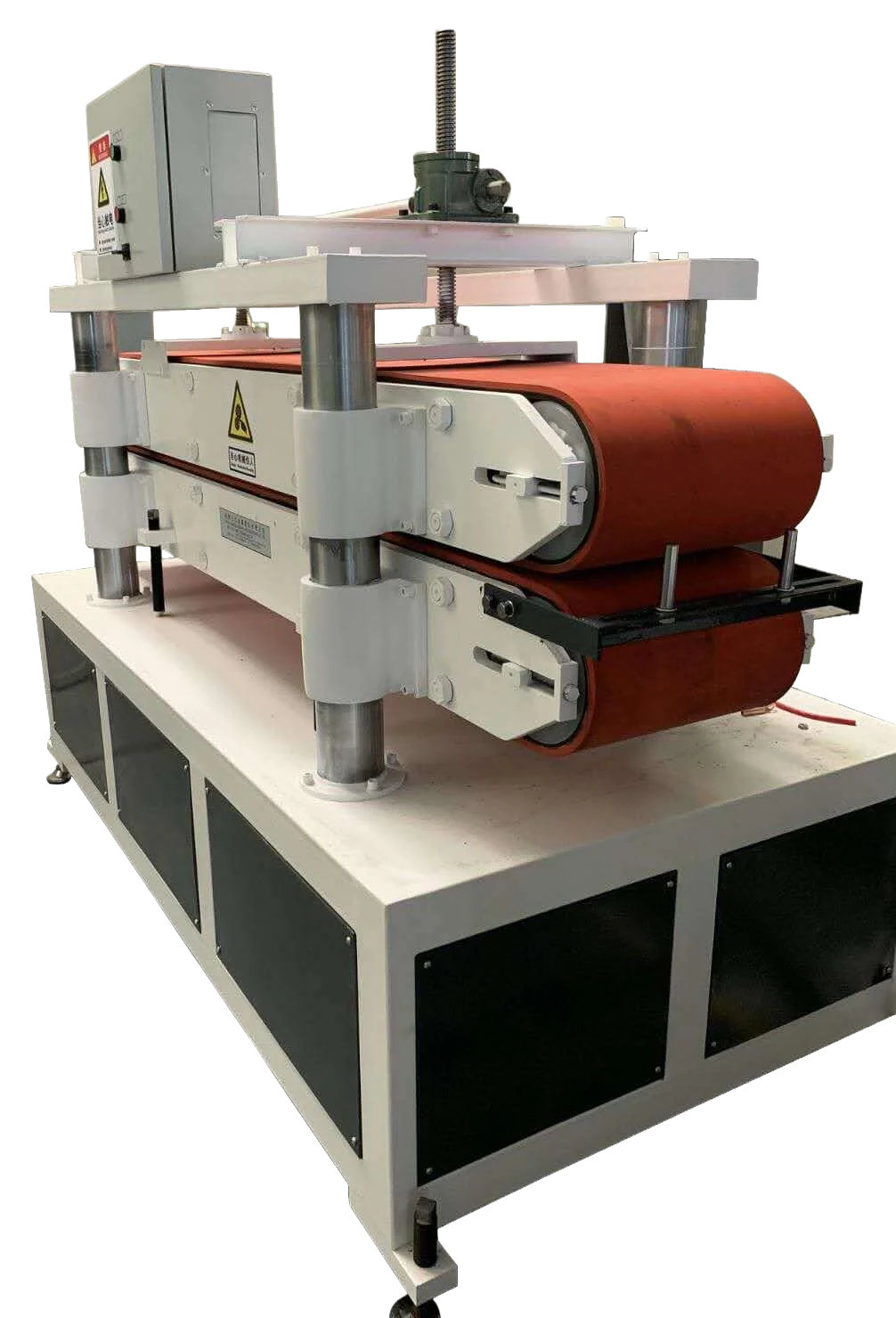
Alignment Optional
Straightening / Anti-Twist Correction
- Correction Module: Straightening and alignment devices for profiles prone to twist, bend or camber.
- Setup Logic: Adjustment method based on cross-section complexity and stability requirement.
- Placement: Positioned after sizing and cooling according to product behavior.

Downstream
Cutting + Take-Off + Stacking
- Cutting Method: Cutting unit matched to material rigidity, wall thickness and target length, such as saw, rotary or guillotine cutting.
- Handling: Take-off and stacking for stable handling without surface damage.
- Layout Fit: Downstream layout based on plant space and packaging preference.

Recommended Auxiliary
Air-Cooled Industrial Chiller
- Function: Closed-loop water cooling system.
- Advantage: No civil water pool needed.
- Install: Plug-and-play design.
- Result: Constant temperature supports stable profile dimensions.
Ready to Configure Your Precision Plastic Profile Extrusion Line?
Send us your profile drawing or sample, material grade, tolerance requirement, surface finish target and expected practical output. Jinxin will review the die tooling, sizing method, haul-off and downstream configuration for your profile production line.
Use the contact panel on this page or email sales@jfextruder.com.
Plastic Profile Applications by Material and Cross-Section
This precision plastic profile extrusion line is configured for a range of applications across PP, PE, ABS, TPU and selected PVC pellet compounds:
- PVC track and guide profiles from pelletized compound — transparent or colored profiles for electrical, sliding and interior applications
- ABS protection and decorative profiles — wall guards, corner trims and high-gloss visible components for healthcare, commercial and interior use
- TPU flexible and sealing profiles — elastic strips, seals and soft-touch profiles requiring surface clarity and dimensional stability
- PP and PE industrial profiles — structural and functional profiles with shrinkage control and shape stability under continuous production
- Co-extruded profiles — dual-color, cap-layer or soft-rigid combinations when material compatibility and product design allow
See the material-specific FAQ section on this page for configuration guidance by resin type.
Why Manufacturers & Procurement Leaders Choose Jinxin
Product-Based Factory Testing
Before shipment, we test-run the agreed product type to check die matching and stable profile dimensions under real extrusion conditions. After the product runs stably, we record practical startup references such as temperature zones, screw speed, haul-off speed and downstream settings.
- Dimensional Verification: We run the line to prove the die delivers your exact profile dimensions and tolerances.
- The “Start-Up Recipe”: We record the successful processing parameters (temperatures, speeds) used during the trial. You receive this Data Sheet to skip the guesswork and start production immediately.
- Material Calibration: f your product uses a special compound, we may recommend sending material samples before testing so the startup references are based on the intended material.
Transparent, Line-by-Line Quoting
Your quotation isn’t a vague summary. It is a line-by-line manifest listing every equipment component and brand (e.g., Siemens, ABB), ensuring the hardware matches the promise.
- Detailed Configuration List: Every motor, inverter, tank, and controller is listed by brand and model.
- Clear Service Options: On-site installation and training are quoted as a distinct, transparent line item—no surprise fees later.
- The “Final” Price: No hidden add-ons. What you sign is what you pay.
Global-Service Component Strategy
We strictly implement a “Service-Ready” Component Strategy to ensure your supply chain security.
- Tier 1 Global Giants: For core drives and motors, we use Siemens, ABB, RKC and Omron—available in almost any industrial city worldwide.
- Proven International Brands: For controls and electrics, we select brands like WECON and CHINT, which have established distributor networks across major markets.
- Result: Whether it’s a premium drive or a standard relay, verified quality and convenient maintenance are guaranteed.
Trust Credentials
A majority of our international clients expand their capacity with us — an indicator of long-term reliability.
We configure the line to meet your target profile specifications and end-user testing requirements upon request. We also provide Certificate of Origin to help minimize your import duties.
Trusted by Manufacturers Serving Global Brands
We produce transparent PVC track profiles for sliding power socket systems — a wall-mounted rail that allows socket modules to slide freely along the track.
The profile must be optically clear for a premium home-interior look and dimensionally precise for the socket module to glide smoothly without jamming.
The screw design in Jinxin’s profile extrusion line gave us a stable, bubble-free melt from the start. The transparency and snap-fit precision passed our client’s incoming inspection on the first submitted batch.
Our main product is ABS wall protection profiles for hospital corridors — the guard rails mounted along walls to prevent damage from beds and wheelchairs.
Surface consistency and color uniformity across long production runs are critical, because these profiles are installed in visible, high-traffic areas.
Jinxin configured the die and cooling path to hold tight dimensional tolerances over continuous runs. We have been running the line for over two years with stable output.“
Plastic Profile Extrusion FAQ by Material
Select your material below to see common profile extrusion questions and configuration guidance.
General Line Configuration FAQ
When should a plastic profile line use a single screw extruder instead of a twin screw extruder?
A single screw plastic profile extrusion line is normally used for pellet materials such as PP, PE, ABS, TPU and selected PVC pellet compounds. It is suitable when the project depends on stable melt delivery, profile die matching, surface finish control and downstream sizing rather than powder-compound processing.
Twin screw systems are more commonly used for PVC powder compound and rigid PVC window or door profile production. This page focuses on precision plastic profile extrusion lines for pellet materials, not PVC window profile lines or finished profile supply.
PVC Pellet Compound FAQ
How do we choose free-sizing, no vacuum, vs vacuum calibration for PVC pellet compound profiles, especially for glossy surfaces?
If the profile geometry and stability allow, free-sizing direct-to-water cooling can reduce tooling contact, which helps when surface appearance is the priority. Vacuum calibration is typically selected when the cross-section requires stronger shape lock, often for hollow or complex profiles.
Final selection depends on the drawing, PVC compound formulation and the agreed appearance or defect criteria.
How do you protect glossy PVC pellet compound profiles from scratches during handling and packing?
An optional film-laminating protective wrapping unit can be added at the end of the line to apply surface protection before handling, stacking and packing. The film type and application method are configured to your profile shape and surface requirement.
How do you reduce delamination risk in co-extruded profiles, and what are the key preparation steps?
Delamination in soft-rigid co-extruded profiles is typically caused by poor interfacial bonding between the two compounds. We manage this through material compatibility review, temperature strategy to support bonding at the interface, clean material handling to avoid contamination and flow balance through the co-extrusion tooling to maintain consistent layer ratios.
Final settings depend on your specific compound pair and layer structure, and are verified against your acceptance method.
TPU Elastic and High-Clarity FAQ
How do you eliminate surface drag marks and bubbles in TPU profiles?
TPU is sensitive to friction and moisture. We use specialized non-stick coatings on sizing sleeves and a screw design that supports gentle homogenization to reduce air entrapment and surface defects.
TPU profiles can shrink or drift after cooling. How do you stabilize dimensions in continuous production?
Dimensional stability depends on cooling consistency and traction control matched to your profile geometry. We configure the cooling path and water temperature to avoid uneven contraction, then tune haul-off tension to maintain steady pull without deforming the profile.
Verification is done against your drawing tolerances using agreed sampling points under production conditions.
Can your line handle very soft TPU, such as 60A-80A?
Yes. For very soft TPU, we configure the line with a specialized soft-touch caterpillar haul-off and chipless rotary cutters to reduce deformation during traction and cutting.
PP & PE High-Shrinkage Polyolefin FAQ
How do you control warping, shrinkage and dimensional drift in PP or PE profiles?
PP and PE have high crystallization rates and significant post-cooling shrinkage. Dimensional control starts at the die, where we compensate for die swell in the tooling design. After the die, we use extended multi-stage vacuum tanks and high-volume water spray to freeze the dimensions rapidly, reducing temperature gradients across thick and thin walls.
Haul-off type and contact pressure are selected to maintain steady pull without imprinting. For complex cross-sections, in-line straightening units can be added to counteract post-cooling deformation.
Do PP and PE profiles require different downstream configurations compared with rigid materials like ABS?
Yes. PP and PE are semi-crystalline and continue to shrink as they cool, unlike amorphous resins such as ABS, which stabilize faster. This means PP and PE lines typically need longer cooling paths, more aggressive water spray coverage and lower haul-off contact pressure to avoid surface marking on the softer material.
We configure these parameters based on your specific resin grade and profile geometry.
ABS High-Gloss Engineering Plastic FAQ
How do you ensure the high-gloss surface finish required for ABS profiles?
ABS surface quality depends on melt homogeneity and precise temperature control. ABS-specific screw geometry is designed to deliver a uniform melt with minimal flow lines. We also recommend integrated desiccant dryers to reduce moisture before processing, because residual moisture in ABS can cause silver streaks or splay marks that damage surface gloss.
How do you maintain impact strength in ABS extrusion?
ABS contains a butadiene rubber phase that gives it impact resistance. Excessive shear or barrel temperature can degrade this rubber phase, making the final profile brittle. Screw geometry should use controlled shear to help preserve the polymer structure.
We also monitor melt temperature closely to keep it within the safe processing window: high enough for good flow, but low enough to reduce thermal degradation risk.
Send Your Plastic Profile Drawing for Line Configuration
Share your profile drawing, material grade, tolerance requirement, surface finish target and expected production format through the form on this page. If the profile needs co-extrusion, vacuum calibration, free-sizing cooling or straightening correction, include those details so Jinxin can review the line configuration more accurately.
You can also email sales@jfextruder.com with your drawing and project notes.
