Bomba de fusión para extrusión: Cuándo es útil y cuándo no es necesaria
El tornillo ya es una bomba, ¿por qué añadir otra?
En cualquier extrusora, el tornillo ya está haciendo dos trabajos a la vez. Funde y homogeneiza el material, y genera la presión que empuja la masa fundida a través de la matriz. Suena eficiente, pero en la práctica esas dos tareas interfieren entre sí. Los cambios en el comportamiento del material, en la carga del husillo o en la consistencia de la masa pueden manifestarse como una fluctuación de la presión a la entrada de la matriz, y esa fluctuación se convierte en una producción inestable.
El tornillo es una bomba, pero no es un dosificador de precisión.
Esa es la razón de ser de las bombas de fusión. A bomba de masa fundida para extrusión no hace que la extrusora sea “mejor” en un sentido general. Lo que hace es separar funciones: la extrusora se centra en fundir y suministrar material, mientras que la bomba de masa fundida asume la función de generar presión y dosificar con una consistencia volumétrica mucho más ajustada en un tiempo específico. configuración de la extrusora.
Esta distinción es importante porque evita uno de los malentendidos más comunes en la planificación de líneas de extrusión: una bomba de fusión mejora la estabilidad de la producción, no la calidad de la fusión. Si la masa fundida no es uniforme, una bomba de fusión no lo solucionará. La primera pregunta nunca es “¿Deberíamos añadir una bomba de fusión?”. La primera pregunta es “¿Qué tipo de inestabilidad tenemos realmente?”.”

Lo que aprenderá
- Qué hace y qué no hace una bomba de fusión
- El problema de fondo que aborda: la pulsación de presión de la salida del tornillo
- En qué se diferencia del control en bucle cerrado del sensor de presión de fusión
- Qué productos y escenarios benefician realmente
- Cuándo una bomba de fusión es innecesaria - y en qué centrarse en su lugar
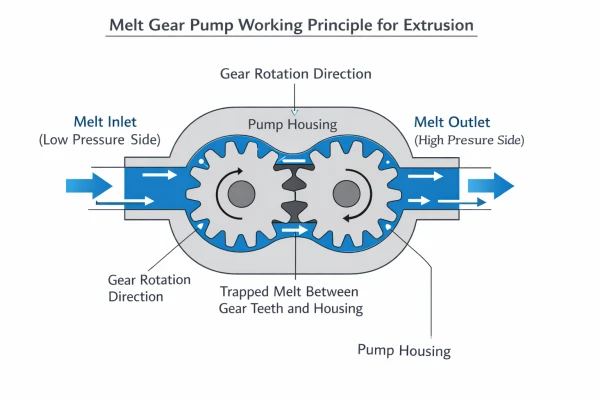
Cómo funciona una bomba de fusión: Desplazamiento positivo, no sólo presión adicional
Una bomba de masa fundida -también llamada bomba de engranajes para extrusora- es una bomba de desplazamiento positivo. Dos engranajes de precisión giran dentro de una carcasa calefactada de tolerancia ajustada, transportando un volumen fijo de polímero en los espacios entre los dientes de los engranajes desde el lado de entrada hasta el lado de descarga. Dado que el volumen movido por revolución se fija mecánicamente, el rendimiento está estrechamente ligado a la velocidad de la bomba y no a la variación de la presión aguas arriba del tornillo extrusor.
Esta es la razón por la que una bomba de fusión no debe describirse como un “reforzador auxiliar”. Su valor real no es simplemente añadir presión. Su valor es medición controlada y repetible.
Una forma práctica de ver la diferencia: la salida del tornillo se comporta como un proceso impulsado por presión con fluctuación natural, mientras que la salida de la bomba de fusión se comporta como un dispositivo de suministro dosificado. Según Documentación técnica de PSI-Polymer Systems, Las bombas de engranajes de extrusión modernas alcanzan eficiencias volumétricas de 98-99% o mejores, y pueden amortiguar las oscilaciones de presión de la matriz relacionadas con la extrusora en proporciones de 20:1 a 50:1.
Cómo se conecta a la extrusora
En una configuración típica, la bomba de masa fundida se sitúa entre la salida de la extrusora y la matriz. Un sensor de presión en la entrada de la bomba controla la presión de succión. Si la presión de aspiración disminuye -lo que significa que el tornillo suministra menos masa fundida- el sistema de control ajusta la velocidad del tornillo para compensar. De este modo se crea un bucle de funcionamiento estable en el que el husillo alimenta a la bomba y la bomba alimenta a la matriz.
Cuando se añade una bomba de masa fundida, el trabajo del husillo cambia. En lugar de generar toda la presión de la matriz, el tornillo sólo tiene que plastificar y suministrar masa fundida a la entrada de la bomba a una presión de aspiración relativamente baja y estable. La bomba de masa fundida se encarga de presurizar y dosificar.
Lo que no hace una bomba de fusión
Es importante dejarlo claro:
- No mejora la calidad de la fusión. No mezcla mejor, ni homogeneiza mejor, ni elimina geles o contaminantes. Si la masa fundida que entra en la bomba está mal plastificada, contiene burbujas de humedad o está contaminada, la bomba empujará fielmente esa misma masa fundida de mala calidad a la matriz, sólo que a un ritmo más constante.
- No soluciona los problemas de alimentación. Si la inestabilidad comienza aguas arriba (formación de puentes, baja densidad aparente, problemas de flujo en la tolva), la bomba no es la primera solución.
- No resuelve los problemas de geometría del troquel. Si el troquel tiene una mala distribución o equilibrio del flujo, el problema no es de dosificación. Añadir una bomba de masa fundida puede hacer que el proceso parezca más sofisticado y dejar intacto el mecanismo defectuoso.
Una bomba de fusión estabiliza cuánto de masa fundida llega a la matriz por unidad de tiempo. No cambia qué tipo de fundido llega a la matriz. Y no cambia cómo se distribuye el troquel que se derriten.
El problema que resuelve - Pulsaciones de presión en la salida del husillo
Todas las extrusoras monohusillo producen cierto grado de variación en la producción. Esto es inherente al principio de funcionamiento del tornillo, no un signo de fallo del equipo:
- Desgaste del tornillo: Con el tiempo, la holgura entre la punta de vuelo y la pared del cañón aumenta, lo que permite que se filtre más masa fundida hacia atrás.
- Variabilidad del material: Las diferencias entre lotes en el tamaño del granulado, la densidad aparente o el contenido de humedad se propagan a través de la masa fundida.
- Deriva térmica: Las fluctuaciones de temperatura en el barril afectan a la viscosidad de la masa fundida, modificando la resistencia al flujo y el comportamiento de la presión.
- Transitorios de velocidad del tornillo: Incluso los pequeños ajustes de velocidad crean perturbaciones de presión que tardan en estabilizarse.
Estos factores crean pulsación de presión en la entrada de la matriz - variaciones cíclicas o aleatorias de la presión de la masa fundida que alimenta la matriz. Los efectos prácticos:
- Fluctuación del grosor de la pared en tubos y tuberías
- Variación del peso por metro en los perfiles
- Incongruencias superficiales (marcas de flujo, variación del brillo)
- Desviación dimensional en largos recorridos continuos
Para muchos productos estándar -mangueras de jardín, tuberías básicas de PVC, perfiles comunes- estas variaciones entran dentro de tolerancias aceptables. Pero en los productos en los que el margen de tolerancia es estrecho (tubos médicos de precisión, perfiles de grado óptico, tubos especiales de pared delgada), incluso pequeñas pulsaciones de presión pueden superar las especificaciones. Ahí es donde una bomba de fusión se gana su lugar en la línea.
Control en bucle cerrado de la bomba de fusión frente al sensor de presión de fusión
Esta es la comparación que más se confunde en la planificación de líneas de extrusión. Ambas implican sensores de presión. Ambas pretenden mejorar la estabilidad dimensional. Pero funcionan de maneras fundamentalmente distintas.
Control de la velocidad del tornillo en bucle cerrado (sin bomba de masa fundida): Un transductor de presión situado cerca de la matriz mide la presión de la masa fundida en tiempo real. Cuando la presión sube por encima del valor de consigna, el sistema de control reduce la velocidad del husillo; cuando baja, la velocidad aumenta. Se trata de un bucle de realimentación: detecta los cambios de presión y los corrige. Como se documenta en el trabajo técnico de Dynisco sobre control de presión en bucle cerrado para extrusión, Este enfoque puede reducir significativamente la variación de la producción debida a la sobrecarga del extrusor. Pero tiene un retraso de respuesta inherente: el tornillo es un sistema grande y de respuesta lenta, y para cuando el cambio de velocidad surte efecto, la perturbación de presión puede haber pasado ya a través de la matriz.
Bomba de fusión: La bomba desacopla mecánicamente la presión de la matriz del comportamiento del tornillo. No “vigila y corrige”, sino que asume directamente la tarea de dosificación. Las variaciones de presión aguas arriba se absorben en la entrada de la bomba y no se propagan a la matriz.
Esto sí no El control de presión en bucle cerrado es un sustituto de menor calidad. En muchas líneas de extrusión reales, es la solución adecuada: menor coste, menor complejidad, ningún componente mecánico adicional que mantener. La lógica de selección debería ser sencilla:
- Empiece por el requisito de tolerancia de su producto.
- Determine si la salida del tornillo más el control de presión en bucle cerrado pueden mantenerla de forma fiable.
- Sólo cuando ese camino haya alcanzado su límite práctico, una bomba de fusión debería entrar en la conversación.
En muchos casos, la actualización a un sistema de control de línea prolonga aún más la estabilidad antes de que sea necesaria una bomba de fusión.
| Comparación | Control de la velocidad del husillo en bucle cerrado | Bomba de fusión |
|---|---|---|
| Mecanismo | Ajusta las RPM del tornillo en respuesta a la señal de presión | Desacopla mecánicamente la matriz del tornillo mediante desplazamiento positivo |
| Velocidad de respuesta | Más lento - la inercia del tornillo crea retraso | Inmediato - la bomba aísla la presión mecánicamente |
| Mayor complejidad | Bajo - sensor + lógica PLC | Componente mecánico de alta precisión con necesidades de mantenimiento |
| Coste | Baja | Más alto |
| Lo mejor para | Productos estándar con tolerancias moderadas | Productos de precisión con requisitos dimensionales estrictos |
| ¿Mejora de la calidad de la fusión? | No | No |
El error más común: “Hemos añadido una bomba de fusión, pero el problema sigue ahí”
Esto ocurre más a menudo de lo que muchos compradores esperan.
Una línea muestra un grosor de pared inestable o una deriva de tamaño. El equipo asume que la salida del tornillo debe estar fluctuando. Se añade una bomba de fusión. La producción parece algo más estable, pero el defecto no desaparece. Después de perder más tiempo, la causa real resulta ser una consistencia de fusión deficiente, inestabilidad de la alimentación, desequilibrio de la matriz o un problema de control aguas abajo.
Esa secuencia no es un fallo de la bomba de fusión. Es un fallo diagnóstico.
La bomba de fusión hizo su trabajo correctamente: dosificó de forma más consistente. Pero, para empezar, la raíz de la inestabilidad nunca fue la pulsación de presión.
Esta es exactamente la razón por la que una bomba de fusión debe tratarse como una decisión de configuración basada en la causa raíz, no como una mejora general de precisión. El mejor uso de una bomba de fusión comienza con una pregunta honesta: ¿La línea es inestable porque el tornillo no dosifica con suficiente precisión para esta ventana de tolerancia, o el verdadero problema está en otra parte?
Esa pregunta ahorra más dinero que la propia bomba.

Cuándo está técnicamente justificada una bomba de fusión
El umbral real es sencillo: la tolerancia del producto ha superado lo que la salida del husillo más el control de presión en bucle cerrado pueden mantener de forma fiable. No si el producto se llama “de precisión”. No si el presupuesto de la línea parece más completo con más componentes.
Tolerancias estrictas de espesor de pared en tubos de precisión
Esta es una de las justificaciones más claras. Cuando el tubo es pequeño, la pared es fina y el margen de tolerancia es estrecho, incluso una pulsación de salida menor se manifiesta directamente como una fluctuación dimensional. Operaciones descendentes - La impresión, el corte, el montaje o las pruebas de aceptación funcional pueden magnificar el efecto de las pequeñas variaciones de las paredes.
Hemos construido líneas de tubos de precisión cuyo producto son tubos rígidos de pequeño diámetro con base de PS utilizados en aplicaciones médicas y de laboratorio. Los requisitos de tolerancia de pared en este tipo de productos son tan estrictos que el tornillo por sí solo, incluso si está bien mantenido y controlado, no puede mantener las especificaciones de forma fiable en tiradas largas. Este es el tipo de aplicación en el que una bomba de masa fundida pasa de ser una “mejora de precisión opcional” a un auténtico requisito del proceso.
Perfiles de grado óptico o sensibles a la apariencia
Para cubiertas de difusores LED, perfiles de guías de luz o productos similares en los que la consistencia de la superficie y la precisión dimensional afectan directamente al rendimiento óptico, la pulsación de la masa fundida puede causar marcas de flujo visibles o variaciones de espesor que degradan la uniformidad de la distribución de la luz. Una vez que se ha optimizado el control de tornillo en bucle cerrado y la línea sigue sin poder mantener la consistencia requerida, el siguiente paso razonable es una bomba de masa fundida.
Formulaciones Regrind-Heavy o de viscosidad variable
Cuando los altos porcentajes de material triturado o de material virgen fuera de especificación provocan una notable inestabilidad del flujo en el lado de la matriz, una bomba de masa fundida puede ayudar haciendo que el suministro sea más lineal y menos sensible a la fluctuación normal del tornillo. El límite importa: sólo es una razón válida cuando el producto sigue exigiendo consistencia dimensional. Si la tolerancia es amplia, es probable que el proceso no necesite este nivel de control.
Largas tiradas continuas con especificaciones contractuales de peso por metro
Algunos productos industriales se venden con especificaciones de peso por metro escritas en los contratos de suministro. Las variaciones en la producción suponen un desperdicio de material (por encima de las especificaciones) o un riesgo de rechazo (por debajo de las especificaciones). Una bomba de masa fundida ajusta la banda de entrega, reduciendo tanto los residuos como el riesgo de incumplimiento en las tiradas de producción 24/7.
Cuándo no necesita una bomba de fusión
La mayoría de las líneas de extrusión no necesitan una bomba de fusión. Vale la pena decirlo directamente, porque muchos debates sobre líneas se distorsionan con la idea de que un hardware más preciso significa automáticamente una línea mejor.
Las tolerancias de sus productos están dentro de la capacidad de los tornillos
Si su tubo, manguera o perfil estándar ya funciona dentro de las especificaciones utilizando un tornillo en buen estado y un control básico del proceso, una bomba de fusión no producirá una mejora significativa de la calidad. Antes de considerar una, mida su variación dimensional actual y compárela con sus requisitos de tolerancia. Si la diferencia no está ahí, tampoco lo está la justificación.
Su verdadero problema está aguas arriba
La plastificación deficiente, la alimentación irregular, la humedad en la resina o la inestabilidad de la temperatura en el barril no son problemas de la bomba de fusión. Para resolverlos es necesario ir aguas arriba. Una bomba de masa instalada en el lugar incorrecto de la cadena lógica añade costes y deja intacta la verdadera fuente de inestabilidad.
Materiales abrasivos o difíciles
Las bombas de engranajes son dispositivos de precisión con espacios reducidos. Los materiales de alta viscosidad pueden aumentar el cizallamiento interno y la generación de calor. Los compuestos abrasivos -polímeros muy cargados, grados reforzados con vidrio- aceleran el desgaste de la superficie de los engranajes y acortan la vida útil. Esto no descarta automáticamente una bomba de fusión con estos materiales, pero sí significa que la tasa de desgaste, los límites de funcionamiento y los costes de mantenimiento deben evaluarse cuidadosamente antes de comprometerse con la configuración.
Cambios frecuentes de color, material o tamaño
La bomba de masa fundida añade volumen muerto a la trayectoria del flujo. Durante los cambios de material o de color, este volumen muerto debe purgarse completamente antes de que el nuevo producto salga limpio. En la producción continua de una familia de productos estable, este coste es aceptable. En la producción de lotes pequeños con cambios frecuentes, el tiempo de purga adicional, los desechos de transición y la carga de limpieza pueden compensar totalmente el valor de una dosificación más ajustada. Adecuado sincronización de la velocidad de línea a través de la transición también reduce los desechos durante los cambios.
Startups con presupuesto limitado o líneas que aún se están marcando
Una bomba de fusión es una herramienta de optimización para un proceso que ya funciona. Si todavía está optimizando su producto, los parámetros de su proceso y su disciplina operativa, invierta primero en hacer las cosas bien. Añadir un componente de dosificación de precisión sobre una base inestable no crea estabilidad, sino que añade costes a la inestabilidad.
Antes de decidirse - Cinco preguntas
Si está evaluando si una bomba de fusión debe formar parte de su línea, analice estos puntos antes de decidirse:
- ¿Cuáles son sus tolerancias dimensionales reales? Obtenga cifras concretas: grosor de pared ±, diámetro exterior ±, peso por metro ±. Si no dispone de estos datos, recopilarlos es el primer paso.
- ¿Ha medido la estabilidad de su presión actual? Instale un sensor de presión de fusión cerca de la matriz y registre los datos durante una tirada de producción representativa. Si la variación ya se mantiene dentro de su banda de tolerancia, la bomba puede no ser necesaria.
- ¿Está optimizado su proceso ascendente? Alimentación constante, temperaturas estables, un tornillo que no esté excesivamente desgastado, material acondicionado adecuadamente. Muchos problemas aparentes de dosificación empiezan aquí.
- ¿Cuáles son los requisitos de mantenimiento? Las superficies de los engranajes se desgastan. Las juntas se degradan. Hay que controlar los elementos calefactores. Tenga en cuenta los costes corrientes en el coste total de propiedad, no sólo el precio de compra.
- ¿Qué ocurre si falla la bomba? ¿Puede puentearse y seguir funcionando temporalmente, o el servicio de la bomba implica una parada completa de la línea? Comprenda el riesgo de tiempo de inactividad antes de comprometerse con una configuración que depende de la bomba para cada hora de producción.
Preguntas frecuentes
P1: ¿Qué es una bomba de masa fundida en la extrusión de plásticos y cómo funciona?
R: Una bomba de polímero fundido (también llamada bomba de engranajes para extrusora) es una bomba de desplazamiento positivo instalada entre la extrusora y la matriz. Dos engranajes de precisión entrelazados transportan un volumen fijo de polímero fundido por revolución desde el lado de entrada hasta la matriz, proporcionando una salida volumétrica altamente estable que está ampliamente desacoplada de la fluctuación de presión del tornillo aguas arriba.
P2: ¿Mejora una bomba de fusión la calidad de la masa fundida?
R: No. Una bomba de masa estabiliza el volumen y la presión de salida, no mejora la plastificación, la mezcla o la homogeneidad, y no elimina contaminantes o geles. Si la calidad de la masa fundida que entra en la bomba es mala, la calidad de salida también será mala, sólo que será más uniforme.
P3: ¿Puede el control del sensor de presión de fusión de bucle cerrado sustituir a una bomba de fusión?
R: Para muchos productos estándar, sí: un sensor de presión de fusión con control de velocidad de tornillo de bucle cerrado proporciona una estabilidad de salida significativa a un coste y complejidad menores. Una bomba de fusión ofrece una mejora sustancial en la estanqueidad de la dosificación, pero añade costes de equipo y mantenimiento. La elección depende de los requisitos reales de tolerancia de su producto, no de qué solución parece más avanzada.
P4: ¿Una bomba de masa fundida ayuda cuando se trabaja con un alto contenido de remolido?
R: Es posible. Cuando el material triturado o la entrada de calidad variable provocan inestabilidad en el flujo del lado de la matriz, una bomba de masa fundida puede hacer que el suministro sea más lineal y menos sensible a la fluctuación normal del husillo. Pero esto sólo es útil cuando su producto todavía exige consistencia dimensional - si las tolerancias son amplias, el nivel de control que proporciona una bomba de masa fundida puede no ser necesario.
P5: ¿Qué mantenimiento requiere una bomba de fusión?
R: Inspección periódica de las holguras de los engranajes (que se desgastan con el tiempo), estado y sustitución de las juntas, calibración de los elementos calefactores y comprobaciones de la alineación del sistema de transmisión. Una fusión limpia es esencial: la contaminación y las partículas no fundidas aceleran el desgaste de la superficie del engranaje. La mayoría de los fabricantes recomiendan revisiones programadas en función de las horas de funcionamiento.
P6: ¿Aumenta el consumo de energía si se añade una bomba de fusión?
R: La bomba añade un motor de accionamiento y elementos calefactores, por lo que aumenta el consumo total de energía. Sin embargo, dado que la bomba asume la función de generación de presión, el husillo de la extrusora puede funcionar a una presión de cabeza más baja, lo que compensa parcialmente el aumento. El impacto energético neto depende de la configuración específica de la línea y de las condiciones de funcionamiento.
Conclusión
Una bomba de masa fundida estabiliza la dosificación de salida, no la calidad de la masa fundida.
No añada una bomba de fusión antes de confirmar que la inestabilidad real proviene de la pulsación de presión y no de la fusión, la alimentación o el diseño de la matriz.
La mayoría de las líneas de extrusión no necesitan una bomba de masa fundida, y cuando realmente la necesitan, la razón debe quedar clara en los datos del proceso.
Una bomba de fusión es una respuesta especializada a un problema específico. Cuando ese problema está realmente presente - tolerancias estrechas, pulsaciones de presión verificadas, un proceso aguas arriba que ya está optimizado - es la herramienta adecuada. Cuando el problema está en otra parte, la bomba añade costes y complejidad sin resolver nada.
Para preparar esta información de forma estructurada, utilice nuestro lista de control de ofertas.
Si está evaluando configuraciones de línea y no está seguro de si su aplicación requiere un control a nivel de bomba de fusión, comparta con nosotros su tipo de producto, material, requisitos de tolerancia y patrón de producción. Podemos decirle directamente si una bomba de fusión está técnicamente justificada o si es mejor optimizar primero el diseño del tornillo, el sistema de alimentación o el control del proceso.
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Extrusora Jinxin y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la extrusora: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...