Preventive Maintenance for Extrusion Lines: What to Adjust for Heat, Humidity, and Dust
Preventive maintenance for extrusion lines is not just a fixed daily, weekly, and monthly routine. It also means adjusting maintenance priorities when the environment changes.
A standard checklist assumes reasonably stable factory conditions. In real production, that assumption breaks quickly. Ambient temperature rises. Humidity climbs. Dust load changes with weather, nearby construction, or seasonal winds. When those variables shift, the cooling system, electrical cabinet, feed section, water circuit, and raw material handling no longer behave the same way.
That is why some problems seem to “appear suddenly” at certain times of year. The line was already vulnerable. The environment simply pushed it past the margin that had been hiding the weakness.
Instead of waiting for a VFD overtemperature alarm, unstable feeding, rust on tooling, or cut-length drift, you adjust maintenance focus before those problems develop into downtime or scrap.
This guide covers what preventive maintenance for extrusion lines should look like under four environmental conditions:
- hot-weather operation
- high-humidity operation
- dusty operating conditions
- transition periods with large temperature swings
It is designed to work alongside your routine extrusion line maintenance checklist. That checklist covers maintenance rhythm. This guide covers environmental adjustment.
The core principle of environmental preventive maintenance: when factory conditions change, maintenance priorities must change with them — before the line begins to drift.

Hot-Weather Preventive Maintenance for Extrusion Lines
When ambient temperature rises, cooling efficiency drops across the board — cooling towers reject heat less effectively, chillers work harder, cooling water arrives warmer, and electrical cabinets retain more heat. A line that runs comfortably at 25 °C ambient can become marginal at 38–45 °C without any change in product, screw speed, or operator settings. The first bottleneck is usually the cooling system. The second is electrical heat management.
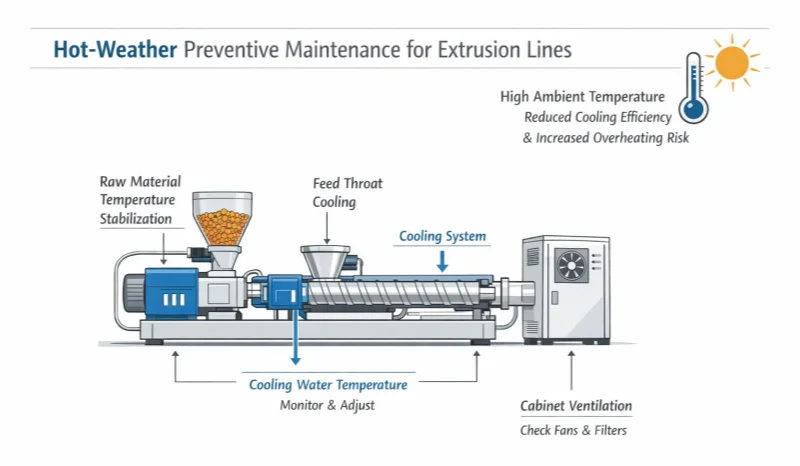
Audit cooling system capacity under actual summer load
Many cooling systems are sized for moderate conditions — roughly 25 °C ambient. They work well in spring and become marginal once the workshop reaches 38–45 °C. The system has not failed. It simply does not have enough capacity left for the actual operating environment.
Do not rely only on a controller setpoint. Measure the actual cooling water temperature reaching the process and compare it with what the product needs. If the water is warmer than normal, the product retains more heat after the die and calibration stages. That leads to deformation, slow dimensional stabilization, or downstream pulling problems.
This is the right time to inspect the heat-rejection side:
- Clean condenser fins and cooling tower air paths
- Remove lint, dust, and debris from all airflow surfaces
- Verify pump performance and circulation rate
- Check whether the chiller setpoint needs seasonal adjustment
A heat exchanger that performs acceptably in spring may be the real cause of product instability in midsummer.
Increase attention to feed throat cooling
Feed throat cooling is more critical in hot weather because the incoming cooling water is already warmer. That reduces the thermal margin at the feed section.
Confirm that water flows properly through the feed throat jacket and that the return temperature shows real heat removal. If the feed throat overheats, pellets soften too early and stick before entering the screw channel. The result is unstable output, surging, or full blockage in the feed zone.
This is a common real-world failure pattern on lines that run well most of the year and begin showing feeding trouble in peak summer. Where the general cooling loop is already overloaded, giving the feed throat its own dedicated colder circuit can solve the problem.
If the line begins showing output instability during hot periods, check feed throat cooling before changing barrel temperatures or screw speed. For the specific failure mode and diagnosis path, see Extruder Not Feeding: Causes and Fixes.
Protect electrical cabinets from seasonal overheating
Electrical failures in summer are often heat-management failures, not “mysterious VFD problems.”
Check all cabinet cooling components:
- Confirm fans are running and air conditioners (if installed) are functional
- Verify that the internal temperature stays within the VFD and PLC rated operating range
- Clean or replace intake filters — in hot, dusty environments, increase filter service from weekly to twice weekly
- Confirm the cabinet is not exposed to direct sunlight or blocked airflow
For factories without cabinet air conditioning: ensure adequate workshop ventilation and airflow around the cabinet. A cabinet that runs safely in mild weather may reach overtemperature limits in summer without any internal fault.
The first symptom is often nuisance alarms. The second is production interruption.
Stabilize raw material temperature before use
Raw material temperature is often ignored. Pellets stored in metal sheds, outdoor areas, or poorly ventilated warehouses can reach 50–60 °C in summer. Feeding hot material directly into the extruder changes the thermal balance at the feed section and reduces the safety margin against premature softening near the throat.
Let material stabilize in the production area for at least 4–6 hours before use. This simple step prevents avoidable process instability without touching any machine settings.
High-Humidity Preventive Maintenance for Extrusion Lines
Humidity puts water where it should not be — condensation inside electrical cabinets, rust on die surfaces after shutdown, moisture pickup in hygroscopic resins, biological growth in cooling water. In wet conditions, equipment that looks clean and stable may be operating closer to failure than anyone realizes. The problems are not mainly about heat — they are about moisture appearing in places where it causes damage.
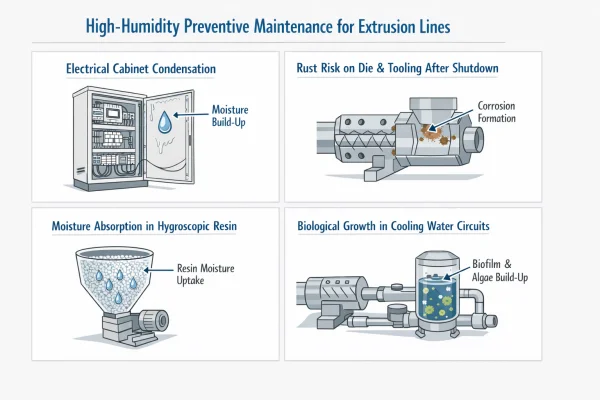
Prevent condensation inside electrical cabinets
When cabinet temperature falls below the dew point, condensation forms directly on terminals, circuit boards, and cable connections. That creates conditions for corrosion, ground leakage, short circuits, and intermittent faults that are difficult to diagnose.
This is one of the most overlooked problems in humid climates, especially during shutdown periods and morning startups.
To reduce the risk:
- Install anti-condensation heaters and keep them active during shutdown
- Inspect cabinet door seals and cable entry points for gaps
- Look for corrosion traces around terminals and low-voltage devices
- Monitor cabinet internal humidity if sensors are available
If unexplained electrical faults become more frequent during wet months, cabinet condensation should be one of the first things checked.
Protect dies and tooling from rust after shutdown
In high humidity, rust can begin forming on exposed metal surfaces within hours of shutdown. Even light corrosion on a polished die lip or calibration surface transfers directly to the product as surface marks or contamination.
The preventive maintenance response:
- Clean tooling surfaces immediately after shutdown
- Apply a rust-preventive spray or thin oil film before the surface has time to oxidize
- Cover tooling that will not return to service within a few hours
- Store spare tooling in sealed bags or humidity-controlled cabinets
This matters most for appearance-sensitive products and any tooling with polished flow or contact surfaces. Once corrosion starts, repair takes far more time than prevention.
Tighten moisture control for raw materials
Hygroscopic materials — PA, PC, PMMA, TPU, and others — absorb moisture faster in humid conditions. Standard drying parameters that work in a dry season may not be sufficient.
In humid periods:
- Increase drying temperature or extend drying time based on actual dew-point readings
- Monitor dryer dew-point stability more closely
- Avoid leaving opened bags exposed — reseal material promptly
- Consider a dedicated dehumidifying storage area for moisture-sensitive resins
Even non-hygroscopic materials (PE, PP) are not completely immune. Opened bags that sit in high humidity collect surface moisture, which can cause bubbles, surface roughness, or haze during extrusion.
When defects begin appearing in wet weather, check moisture handling before assuming the cause is machine temperature or die condition. For a full discussion of how resin moisture affects extrusion quality, see Why Resin Drying Matters in Plastic Extrusion.
Increase cooling water system inspection frequency
Warm, humid conditions accelerate biological growth, scale formation, and residue buildup in water tanks, pipes, filters, and heat exchangers.
Cooling water quality becomes a preventive-maintenance priority:
- Inspect filters and strainers more often — increase from weekly to twice weekly in peak humidity
- Monitor water clarity and odor for early signs of biological contamination
- Add biocide or algaecide treatment if the system is prone to algae growth
- Watch for flow restriction or pressure drop across heat exchangers
- Flush and clean problem circuits before cooling performance degrades visibly
If a line begins showing unstable cooling, warping, or dimensional inconsistency during humid months, inspect the water circuit before chasing process settings. For station-by-station diagnosis, see Extrusion Troubleshooting by Station.
Dust-Related Preventive Maintenance for Extrusion Lines
Dust affects every component that depends on clean airflow, accurate sensing, or uncontaminated lubrication. It does not damage a line all at once — it accelerates the decline of every system that depends on these conditions. Filters clog faster. Bearings and guide rails wear faster. Sensor windows lose signal quality.
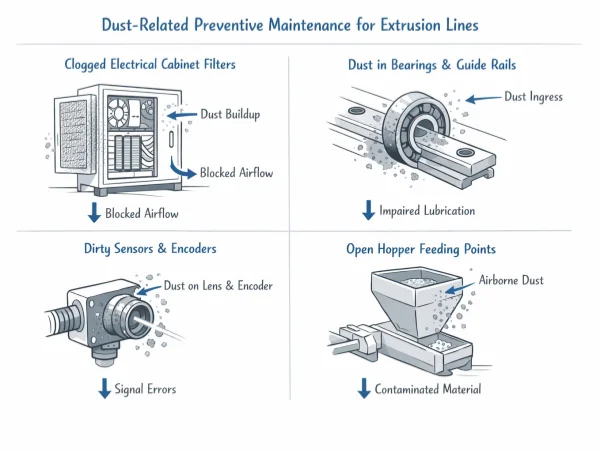
Shorten filter-cleaning intervals
Every air-moving component becomes more vulnerable in dusty environments:
- Electrical cabinet intake filters and fan guards
- Cooling tower and chiller condenser air paths
- Compressed-air system filters
- Motor cooling fan intakes
Under high-dust conditions, standard cleaning intervals are often insufficient. If airflow is restricted, cooling efficiency drops, temperatures rise, and electrical reliability decreases. In many dusty factories, filter service intervals need to be cut roughly in half.
Protect bearings, rails, and exposed motion components
Dust that enters lubrication points becomes abrasive. Exposed linear guides, bearings, ball screws, and mechanical motion assemblies on the haul-off, cutter, and winder wear significantly faster in dusty environments.
- Check that all dust covers, seals, and bellows are intact
- Inspect grease condition for signs of contamination (gritty texture, discoloration)
- Increase lubrication frequency to flush out fine particles before they cause deeper wear
Dust-related mechanical wear is rarely dramatic at first. It shows up as gradually worsening movement quality, increased resistance, or shortened component life.
Clean sensors and encoders before accuracy drifts
Dust on optical sensor windows and encoder surfaces weakens signal quality long before the line stops. The result may be inconsistent cut length, poor trigger timing, unstable speed feedback, or unexplained measurement error.
Routine cleaning with clean, dry compressed air and a soft cloth is simple but prevents a disproportionate number of downstream accuracy problems. This matters most where the line depends on precise haul-off speed feedback or cut-length control.
Seal hoppers and feed points against contamination
Dust also contaminates the resin stream. Check hopper covers, transfer-hose connections, feed lids, and any open charging points.
In consistently dusty environments, open feeding is a contamination risk, not just a housekeeping issue. Enclosed feeding systems or sealed transfer lines are part of preventive maintenance, not optional upgrades.
Preventive Maintenance During Transition Seasons and Large Temperature Swings
The problem in transition seasons is not simply cold or hot. It is change — large day-to-night temperature swings and rapid seasonal transitions create stresses that do not exist under stable conditions.
Allow more time for thermal stabilization at startup
When equipment starts from a much lower overnight temperature, the die, barrel, adapter, and surrounding components need more time to reach stable operating condition. Rushing the startup creates uneven thermal expansion and unstable early production.
In periods of large temperature swing, add 15–20 minutes to the standard preheat time, especially for the die and barrel system. This costs less than the scrap produced by a premature startup.
Check for condensation before morning startup
After a cool night followed by humid morning air, condensation can appear on the barrel exterior, inside tooling, or around electrical connections. Moisture in the melt stream causes bubbles and surface defects. Moisture on electrical points causes short circuits or erratic signals.
A quick visual inspection and wipe-down before startup is a small task that prevents a large number of “mysterious” morning problems.
Recheck joints affected by thermal cycling
Repeated expansion and contraction loosen connections that stay tight under steady conditions. Transition periods are the right time to verify:
- Die bolt torque
- Adapter flange connections
- Cooling-water fittings and hose clamps
- Hydraulic and pneumatic line connections
- Any joint that spans a significant temperature gradient
A small seep at a cooling-water fitting may not be noticeable in stable weather but becomes persistent once daily thermal cycling begins.
Re-evaluate cooling-water temperature settings
Cooling water should not be a fixed year-round setpoint. When ambient temperature drops, cooling water becomes colder than the process needs. Overcooling can increase internal stress in the product, cause brittleness, create surface whitening, or change the way dimensions settle after calibration.
Review cooling water setpoints at the start of each season change. Adjust based on actual product behavior, not last summer’s settings.
Conclusion
An extrusion line does not run in laboratory conditions. It runs in heat, humidity, dust, and changing weather.
Preventive maintenance for extrusion lines means adjusting maintenance priorities before environmental stress turns into downtime, scrap, or unstable production. Do not wait for the first overheating alarm, the first rust-marked product, or the first cooling-related dimensional failure. Review the environment, identify which systems are under more stress than usual, and act before the line begins to drift.
When environmental problems are misdiagnosed as process problems, the wrong fixes get applied first. Common examples:
- Warped product caused by reduced cooling capacity — not a die issue
- Unstable feeding caused by overheated feed-throat conditions — not a screw or material issue
- VFD alarms caused by clogged cabinet filters — not a drive fault
- Electrical faults caused by condensation — not a wiring defect
- Surface defects caused by poorly protected tooling — not a material contamination issue
- Cut-length drift caused by dirty sensors — not a control software problem
- Dimensional instability caused by unadjusted cooling water — not a calibration error
If abnormal behavior persists after environmental checks, move to structured diagnosis: Plastic Extrusion Troubleshooting and Extrusion Troubleshooting by Station.
Routine maintenance keeps the line running. Preventive maintenance keeps the routine relevant.
If you need help reviewing preventive maintenance priorities for your specific extrusion line, climate, and product — contact our engineering team.
Have Technical Questions?
Our engineering team is ready to help with your extrusion process or machine configuration.

Jason Shen
Jason is the founder of Jinxin Extruder and a veteran engineer with over 20 years of hands-on experience in plastic machinery.
Starting his career on the shop floor, he mastered every technical detail—from electrical wiring to complex troubleshooting.
Today, he personally oversees final inspections, ensuring every machine is built with deep technical expertise and field-tested reliability.
Further Reading
Extrusion Line Quotation: What Is Included and What to Check Before You Buy
Comparing extrusion line quotations? Use this scope of supply checklist to see what is included, what is typically excluded, and…Extrusion Screen Changer & Melt Filtration: How to Reduce Contamination and Pressure Fluctuation
A practical guide to screen changers in plastic extrusion — how melt filtration controls contamination, why screen changes cause pressure…




