Профилактическое обслуживание экструзионных линий: Что нужно сделать для защиты от жары, влажности и пыли
Профилактическое обслуживание экструзионных линий это не просто фиксированная ежедневная, еженедельная и ежемесячная рутина. Это также означает корректировку приоритетов обслуживания при изменении условий.
Стандартный контрольный список предполагает достаточно стабильные заводские условия. В реальном производстве это предположение быстро нарушается. Температура окружающей среды повышается. Влажность повышается. Пылевая нагрузка меняется в зависимости от погоды, близлежащего строительства или сезонных ветров. Когда эти переменные меняются, система охлаждения, электрический шкаф, секция подачи, водяной контур и обработка сырья уже не ведут себя одинаково.
Вот почему некоторые проблемы, кажется, “внезапно” появляются в определенное время года. Линия уже была уязвима. Окружающая среда просто вывела ее за пределы поля, скрывавшего слабое место.
Вместо того чтобы ждать сигнала о перегреве ЧРП, нестабильной подаче, ржавчине на оснастке или смещении длины реза, вы настраиваете фокус обслуживания до того, как эти проблемы перерастут в простои или брак.
В этом руководстве рассказывается о том, что профилактическое обслуживание экструзионных линий должны выглядеть при четырех условиях окружающей среды:
- работа в жаркую погоду
- работа в условиях повышенной влажности
- пыльные условия эксплуатации
- переходные периоды с большими колебаниями температуры
Он разработан, чтобы работать вместе с вашей рутиной Контрольный перечень работ по обслуживанию экструзионной линии. Этот контрольный список охватывает ритм технического обслуживания. Это руководство охватывает регулировку окружающей среды.
Основной принцип профилактического обслуживания: когда условия на заводе меняются, приоритеты технического обслуживания должны меняться вместе с ними - до того, как линия начнет давать сбои.

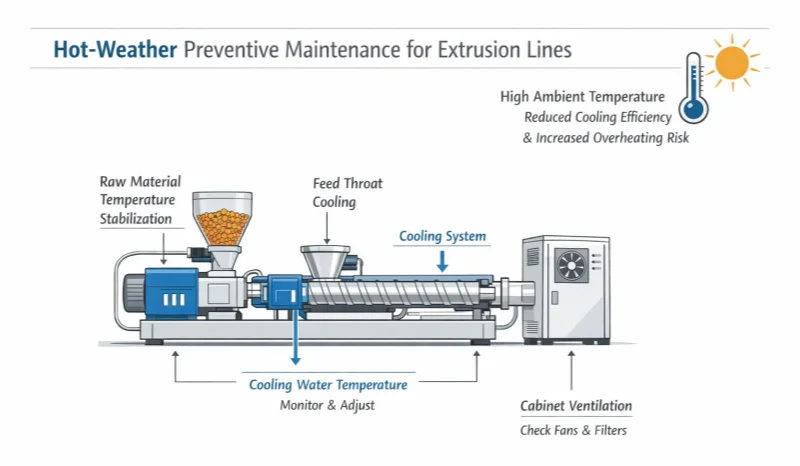
Профилактическое обслуживание экструзионных линий в жаркую погоду
При повышении температуры окружающей среды эффективность охлаждения падает повсеместно: градирни отводят тепло менее эффективно, чиллеры работают интенсивнее, охлаждающая вода поступает более теплой, а электрические шкафы сохраняют больше тепла. Линия, которая комфортно работает при температуре окружающей среды 25 °C, может стать неэффективной при 38-45 °C без каких-либо изменений в продукте, скорости шнека или настройках оператора. Первым узким местом обычно является система охлаждения. Второе - управление нагревом электрооборудования.
Аудит мощности системы охлаждения при фактической летней нагрузке
Многие системы охлаждения рассчитаны на умеренные условия - примерно 25 °C окружающей среды. Они хорошо работают весной и становятся второстепенными, когда температура в мастерской достигает 38-45 °C. Система не вышла из строя. Просто ее мощности не хватает для реальных условий эксплуатации.
Не полагайтесь только на уставку контроллера. Измерьте фактическую температуру охлаждающей воды, поступающей в процессе, и сравните ее с той, которая необходима изделию. Если вода теплее, чем обычно, изделие сохраняет больше тепла после стадии штамповки и калибровки. Это приводит к деформации, медленной стабилизации размеров или проблемам с вытягиванием.
Сейчас самое время проверить сторону отвода тепла:
- Очистите ребра конденсатора и воздушные каналы градирни
- Удалите ворс, пыль и мусор со всех поверхностей воздушного потока.
- Проверьте производительность насоса и скорость циркуляции
- Проверьте, нуждается ли уставка чиллера в сезонной корректировке
Теплообменник, который хорошо работает весной, может оказаться настоящей причиной нестабильности продукта в середине лета.
Уделяйте больше внимания охлаждению горловины кормушки
Охлаждение подающей горловины более критично в жаркую погоду, поскольку поступающая охлаждающая вода уже более теплая. Это снижает тепловой запас на участке подачи.
Убедитесь, что вода правильно проходит через рубашку загрузочной горловины и что температура обратного потока показывает реальный отвод тепла. Если загрузочная горловина перегревается, гранулы размягчаются слишком рано и застревают перед входом в канал шнека. Результатом является нестабильная производительность, скачки или полное засорение зоны подачи.
Это обычная реальная картина неисправности линий, которые хорошо работают большую часть года и начинают испытывать проблемы с подачей в пик лета. В тех случаях, когда общий контур охлаждения уже перегружен, проблема может быть решена за счет выделения для горловины отдельного холодного контура.
Если линия начинает демонстрировать нестабильность производительности в жаркие периоды, проверьте охлаждение горловины подачи, прежде чем изменять температуру ствола или скорость вращения шнека. Конкретный способ устранения неисправности и путь диагностики см. Экструдер не подается: Причины и способы устранения.
Защитите электрические шкафы от сезонного перегрева
Летом сбои в работе электрооборудования чаще всего связаны с тепловым режимом, а не с “загадочными проблемами ЧРП”.”
Проверьте все компоненты охлаждения шкафа:
- Убедитесь, что вентиляторы работают, а кондиционеры (если они установлены) функционируют
- Убедитесь, что внутренняя температура остается в пределах номинального рабочего диапазона VFD и ПЛК.
- Очистите или замените впускные фильтры - в жаркой и пыльной среде увеличивайте обслуживание фильтров с одной до двух недель
- Убедитесь, что на шкаф не попадают прямые солнечные лучи и не перекрывается поток воздуха.
Для заводов, где нет системы кондиционирования воздуха в шкафу: обеспечьте достаточную вентиляцию цеха и воздухообмен вокруг шкафа. Шкаф, безопасно работающий в умеренную погоду, летом может достичь предельной температуры без каких-либо внутренних неисправностей.
Первым симптомом часто являются неприятные сигналы тревоги. Второй - перебои в производстве.
Стабилизируйте температуру сырья перед использованием
Температура сырья часто игнорируется. Температура гранул, хранящихся в металлических навесах, на открытых площадках или плохо проветриваемых складах, летом может достигать 50-60 °C. Подача горячего материала непосредственно в экструдер изменяет тепловой баланс на участке подачи и снижает запас прочности против преждевременного размягчения вблизи горловины.
Перед использованием дайте материалу стабилизироваться на производственном участке не менее 4-6 часов. Этот простой шаг позволяет избежать нестабильности процесса, не затрагивая никаких настроек оборудования.
Профилактическое обслуживание экструзионных линий в условиях повышенной влажности
Влажность приводит к появлению воды там, где ее не должно быть - конденсат внутри электрических шкафов, ржавчина на поверхностях штампов после остановки, накопление влаги в гигроскопичных смолах, биологический рост в охлаждающей воде. Во влажных условиях оборудование, которое выглядит чистым и стабильным, может работать ближе к выходу из строя, чем кто-либо может предположить. Проблемы в основном связаны не с теплом - они связаны с появлением влаги в местах, где она вызывает повреждения.
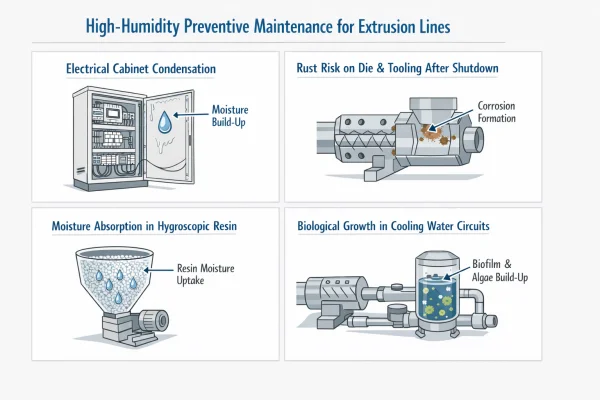
Предотвращение образования конденсата внутри электрических шкафов
Когда температура в шкафу опускается ниже точки росы, конденсат образуется прямо на клеммах, печатных платах и кабельных соединениях. Это создает условия для коррозии, утечки на землю, короткого замыкания и периодических неисправностей, которые трудно диагностировать.
Это одна из самых распространенных проблем во влажном климате, особенно во время остановок и утренних запусков.
Чтобы снизить риск:
- Установите антиконденсатные нагреватели и поддерживайте их в активном состоянии во время отключения
- Проверьте уплотнения дверей шкафа и места ввода кабелей на наличие зазоров
- Ищите следы коррозии вокруг клемм и низковольтных устройств
- Контролируйте внутреннюю влажность в шкафу при наличии датчиков
Если необъяснимые сбои в работе электрооборудования учащаются во влажные месяцы, в первую очередь следует проверить наличие конденсата в шкафу.
Защитите штампы и оснастку от ржавчины после остановки
При высокой влажности ржавчина может начать образовываться на открытых металлических поверхностях уже через несколько часов после остановки. Даже легкая коррозия на полированной кромке штампа или калибровочной поверхности переносится непосредственно на изделие в виде следов на поверхности или загрязнений.
Реакция на профилактическое обслуживание:
- Очищайте поверхности инструментов сразу после остановки
- Нанесите спрей для защиты от ржавчины или тонкую масляную пленку, пока поверхность не успела окислиться
- Закройте оснастку, которая не вернется в строй в течение нескольких часов
- Храните запасные инструменты в герметичных пакетах или шкафах с регулируемой влажностью
Это особенно важно для изделий, чувствительных к внешнему виду, и любой оснастки с полированными поверхностями подачи или контакта. Если коррозия началась, ее устранение занимает гораздо больше времени, чем предотвращение.
Ужесточение контроля влажности сырья
Гигроскопичные материалы - PA, PC, PMMA, TPU и другие - быстрее впитывают влагу в условиях повышенной влажности. Стандартные параметры сушки, которые работают в сухой сезон, могут оказаться недостаточными.
Во влажные периоды:
- Повышение температуры сушки или увеличение времени сушки на основе фактических показаний точки росы
- Более тщательный контроль стабильности точки росы в сушилке
- Не оставляйте открытые пакеты открытыми - своевременно запечатывайте материал.
- Предусмотрите специальное место для хранения чувствительных к влаге смол с функцией осушения
Даже негигроскопичные материалы (ПЭ, ПП) не полностью защищены. Открытые мешки, находящиеся в условиях повышенной влажности, накапливают поверхностную влагу, которая может вызвать образование пузырей, шероховатость поверхности или помутнение при экструзии.
Если дефекты начинают появляться во влажную погоду, проверьте влажность, прежде чем предполагать, что причина кроется в температуре машины или состоянии фильеры. Полное описание того, как влажность смолы влияет на качество экструзии, см. Почему сушка смолы имеет значение при экструзии пластмасс.
Увеличить частоту проверок системы охлаждающей воды
Теплые и влажные условия ускоряют биологический рост, образование накипи и накопление остатков в резервуарах для воды, трубах, фильтрах и теплообменниках.
Качество охлаждающей воды становится приоритетом профилактического обслуживания:
- Чаще проверяйте фильтры и сетчатые фильтры - в пик влажности увеличивайте количество проверок с еженедельных до двух еженедельных
- Следите за прозрачностью воды и запахом на предмет ранних признаков биологического загрязнения
- Добавьте биоцид или альгицид, если система склонна к росту водорослей.
- Следите за ограничением потока или падением давления в теплообменниках
- Промывайте и очищайте проблемные контуры до заметного снижения эффективности охлаждения
Если во влажные месяцы линия начинает демонстрировать нестабильное охлаждение, коробление или несоответствие размеров, проверьте водяной контур, прежде чем изменять настройки процесса. Для диагностики каждой станции см. Устранение неисправностей экструзии по станциям.
Профилактическое обслуживание экструзионных линий, связанное с пылью
Пыль влияет на каждый компонент, который зависит от чистого воздушного потока, точных датчиков или незагрязненной смазки. Она не повреждает линию сразу - она ускоряет падение каждой системы, которая зависит от этих условий. Фильтры быстрее засоряются. Быстрее изнашиваются подшипники и направляющие. Стекла датчиков теряют качество сигнала.
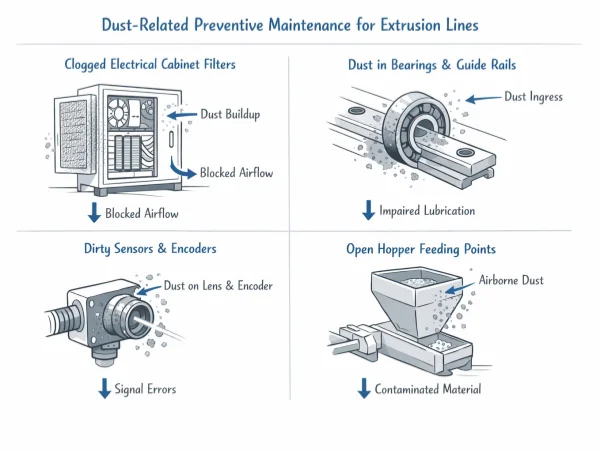
Сократите интервалы между чистками фильтров
Каждый движущийся по воздуху компонент становится более уязвимым в условиях запыленности:
- Всасывающие фильтры для электрошкафов и защитные кожухи для вентиляторов
- Воздушные пути градирен и конденсаторов охладителей
- Фильтры для систем сжатого воздуха
- Заборные отверстия вентилятора охлаждения двигателя
В условиях высокой запыленности стандартные интервалы очистки часто оказываются недостаточными. Если поток воздуха ограничен, эффективность охлаждения падает, температура повышается, а надежность электрооборудования снижается. На многих пыльных предприятиях интервалы обслуживания фильтров приходится сокращать примерно вдвое.
Защитите подшипники, рельсы и открытые компоненты механизма.
Пыль, попадающая в места смазки, становится абразивом. Открытые линейные направляющие, подшипники, шарико-винтовые пары и узлы механических перемещений на тянущем, режущем и наматывающем устройстве значительно быстрее изнашиваются в пыльной среде.
- Проверьте целостность всех пылезащитных крышек, уплотнений и сильфонов
- Проверьте состояние смазки на наличие признаков загрязнения (зернистая текстура, обесцвечивание).
- Увеличьте частоту смазки, чтобы вымыть мелкие частицы до того, как они приведут к более глубокому износу
Механический износ, связанный с пылью, редко проявляется сразу. Он проявляется в виде постепенного ухудшения качества движения, увеличения сопротивления или сокращения срока службы деталей.
Очищайте датчики и энкодеры до снижения точности.
Пыль на стеклах оптических датчиков и поверхностях энкодеров снижает качество сигнала задолго до остановки линии. Результатом может быть несовпадение длины реза, плохая синхронизация срабатывания, нестабильная обратная связь по скорости или необъяснимая ошибка измерения.
Регулярная очистка чистым сухим сжатым воздухом и мягкой тканью проста, но предотвращает несоизмеримо большее количество проблем с точностью последующей обработки. Это особенно важно там, где линия зависит от точной обратной связи по скорости транспортировки или контроля длины резки.
Герметизация бункеров и мест подачи от загрязнения
Пыль также загрязняет поток смолы. Проверьте крышки бункеров, соединения раздаточных шлангов, крышки загрузочных устройств и все открытые места загрузки.
В условиях постоянной запыленности открытая подача представляет собой риск загрязнения, а не просто проблему уборки помещений. Закрытые системы подачи или герметичные линии передачи - это часть профилактического обслуживания, а не дополнительная модернизация.
Профилактическое обслуживание в переходные сезоны и при больших перепадах температур
Проблема переходных сезонов заключается не только в холоде или жаре. Это перемены - большие перепады температуры от дня к ночи и быстрые сезонные переходы создают стресс, которого нет в стабильных условиях.
Дайте больше времени на термостабилизацию при запуске
Когда оборудование запускается с гораздо более низкой ночной температуры, матрице, бочке, адаптеру и окружающим компонентам требуется больше времени для достижения стабильного рабочего состояния. Поспешный запуск приводит к неравномерному тепловому расширению и нестабильному производству на начальном этапе.
В периоды больших колебаний температуры добавьте 15-20 минут к стандартному времени предварительного нагрева, особенно для системы штампов и бочек. Это стоит меньше, чем брак, образующийся при преждевременном запуске.
Перед утренним запуском проверьте, нет ли конденсата
После прохладной ночи, сменившейся влажным утренним воздухом, на внешней поверхности бочки, внутри оснастки или вокруг электрических соединений может образоваться конденсат. Попадание влаги в поток расплава приводит к образованию пузырьков и поверхностных дефектов. Влага на электрических точках вызывает короткое замыкание или нестабильные сигналы.
Быстрый визуальный осмотр и протирка перед вводом в эксплуатацию - это небольшая задача, которая предотвращает большое количество “загадочных” утренних проблем.
Проверьте соединения, пострадавшие от термоциклирования
Многократные расширения и сжатия ослабляют соединения, которые остаются герметичными при постоянных условиях. Переходные периоды - самое подходящее время для проверки:
- Момент затяжки крепежных болтов
- Переходные фланцевые соединения
- Фитинги для охлаждающей воды и шланговые хомуты
- Соединения гидравлических и пневматических линий
- Любой стык, проходящий через значительный температурный градиент
Небольшая просачивающаяся жидкость на фитинге охлаждающей воды может быть незаметна в стабильную погоду, но становится постоянной, когда начинается ежедневный термоцикл.
Пересмотрите настройки температуры охлаждающей воды
Охлаждающая вода не должна быть фиксированной круглогодичной уставкой. Когда температура окружающей среды падает, охлаждающая вода становится холоднее, чем требуется процессу. Переохлаждение может увеличить внутреннее напряжение в изделии, вызвать хрупкость, привести к выбеливанию поверхности или изменить способ осадки размеров после калибровки.
Пересматривайте уставки охлаждающей воды в начале каждой смены сезона. Отрегулируйте их на основе фактического поведения продукта, а не настроек прошлого лета.
Заключение
Экструзионная линия не работает в лабораторных условиях. Она работает в условиях жары, влажности, пыли и переменчивой погоды.
Профилактическое обслуживание экструзионных линий означает корректировку приоритетов технического обслуживания до того, как стресс от окружающей среды обернется простоем, браком или нестабильным производством. Не ждите первого сигнала тревоги о перегреве, первого продукта с пятнами ржавчины или первого нарушения размеров, связанного с охлаждением. Проанализируйте окружающую среду, определите, какие системы подвергаются большему стрессу, чем обычно, и действуйте до того, как линия начнет давать сбои.
Когда экологические проблемы ошибочно диагностируются как проблемы процесса, сначала применяются неправильные способы их устранения. Общие примеры:
- Деформация изделия, вызванная снижением мощности охлаждения, - не проблема штампа
- Нестабильная подача, вызванная перегревом кормового горла - не проблема шнека или материала
- Аварийные сигналы ЧРП вызваны засорением фильтров корпуса - это не неисправность привода
- Электрические неисправности, вызванные конденсатом, - не дефект проводки
- Дефекты поверхности, вызванные плохо защищенной оснасткой, - не проблема загрязнения материала
- Дрейф длины среза, вызванный загрязнением датчиков, - не проблема управляющего ПО
- Нестабильность размеров, вызванная не отрегулированной охлаждающей водой, - не ошибка калибровки
Если после проверки окружающей среды аномальное поведение сохраняется, переходите к структурированной диагностике: Устранение неисправностей при экструзии пластмасс и Устранение неисправностей экструзии по станциям.
Регулярное техническое обслуживание позволяет поддерживать линию в рабочем состоянии. Профилактическое обслуживание позволяет сохранить актуальность рутины.
Если вам нужна помощь в пересмотре приоритетов профилактического обслуживания для вашей конкретной экструзионной линии, климата и продукта -... свяжитесь с нашей командой инженеров.
Изучить темы
Фильтр по характеристикам
ABS (1) Послепродажная поддержка (1) Черные пятна (2) Экструзионные фильеры (1) проблемы с кормлением (1) Намерение: Основы (10) Намерение: Контроль (3) Намерение: Техническое обслуживание (6) PA (1) ПК (1) PE (1) ПММА (1) PP (1) Закупки (1) ПВХ (1) Устранение неполадок (5) изменение толщины стенки (2)
У вас есть технические вопросы?
Наша команда инженеров готова помочь вам с выбором процесса экструзии или конфигурации машины.

Джейсон Шен
Джейсон является основателем компании Экструдер Jinxin и инженер-ветеран с более чем 20-летним опытом практической работы в области производства пластмассового оборудования.
Начав свою карьеру в цеху, он освоил все технические детали - от электропроводки до устранения сложных неисправностей.
Сегодня он лично контролирует окончательные проверки, гарантируя, что каждая машина создана с учетом глубоких технических знаний и проверенной на практике надежности.
Дальнейшее чтение
Котировка экструзионной линии: Что входит в комплект и что нужно проверить перед покупкой
Сравниваете расценки на экструзионные линии? Воспользуйтесь этим контрольным перечнем объемов поставок, чтобы узнать, что в них входит, что обычно исключается, и...Экструзионный ситоизмельчитель и фильтрация расплава: Как уменьшить загрязнение и колебания давления
Практическое руководство по устройствам смены сит в экструзии пластмасс - как фильтрация расплава контролирует загрязнение, почему смена сит вызывает давление...




