Mantenimiento preventivo de las líneas de extrusión: Qué ajustar para el calor, la humedad y el polvo
Mantenimiento preventivo de líneas de extrusión no es sólo una rutina fija diaria, semanal y mensual. También significa ajustar las prioridades de mantenimiento cuando cambia el entorno.
Una lista de control estándar presupone unas condiciones de fábrica razonablemente estables. En la producción real, esa suposición se rompe rápidamente. La temperatura ambiente aumenta. La humedad aumenta. La carga de polvo cambia con el tiempo, las obras cercanas o los vientos estacionales. Cuando esas variables cambian, el sistema de refrigeración, el armario eléctrico, la sección de alimentación, el circuito de agua y la manipulación de materias primas dejan de comportarse de la misma manera.
Por eso algunos problemas parecen “aparecer de repente” en determinadas épocas del año. La línea ya era vulnerable. El entorno simplemente la empujó más allá del margen que había estado ocultando la debilidad.
En lugar de esperar a que se produzca una alarma de sobretemperatura del variador de frecuencia, una alimentación inestable, óxido en las herramientas o desviación de la longitud de corte, usted ajusta el enfoque de mantenimiento antes de que esos problemas se conviertan en tiempo de inactividad o desechos.
Esta guía explica mantenimiento preventivo de líneas de extrusión en cuatro condiciones ambientales:
- funcionamiento en climas cálidos
- funcionamiento con alta humedad
- condiciones de funcionamiento polvorientas
- periodos de transición con grandes oscilaciones de temperatura
Está diseñado para trabajar junto con su rutina lista de comprobación para el mantenimiento de la extrusora. Esa lista de comprobación cubre el ritmo de mantenimiento. Esta guía cubre el ajuste ambiental.
El principio básico del mantenimiento preventivo medioambiental: cuando las condiciones de la fábrica cambian, las prioridades de mantenimiento deben cambiar con ellas, antes de que la línea empiece a ir a la deriva.

Mantenimiento preventivo de las líneas de extrusión en climas cálidos
Cuando aumenta la temperatura ambiente, la eficiencia de la refrigeración disminuye en todos los ámbitos: las torres de refrigeración rechazan el calor con menos eficacia, los enfriadores trabajan más, el agua de refrigeración llega más caliente y los armarios eléctricos retienen más calor. Una línea que funciona cómodamente a 25 °C de temperatura ambiente puede volverse marginal a 38-45 °C sin ningún cambio en el producto, la velocidad del tornillo o los ajustes del operario. El primer cuello de botella suele ser el sistema de refrigeración. El segundo es la gestión del calor eléctrico.
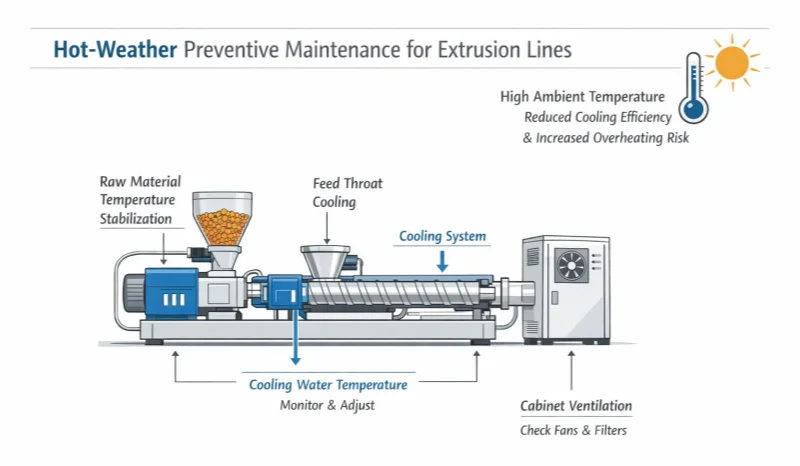
Auditoría de la capacidad del sistema de refrigeración con la carga real de verano
Muchos sistemas de refrigeración están dimensionados para condiciones moderadas, aproximadamente 25 °C ambientales. Funcionan bien en primavera y se vuelven marginales cuando el taller alcanza los 38-45 °C. El sistema no ha fallado. Simplemente no tiene capacidad suficiente para el entorno de funcionamiento real.
No se fíe sólo del valor de consigna del regulador. Mida la temperatura real del agua de refrigeración que llega al proceso y compárela con la que necesita el producto. Si el agua está más caliente de lo normal, el producto retiene más calor después de las etapas de troquelado y calibrado. Eso provoca deformaciones, una estabilización dimensional lenta o problemas de arrastre aguas abajo.
Este es el momento adecuado para inspeccionar el lado de rechazo de calor:
- Limpiar las aletas del condensador y los conductos de aire de la torre de refrigeración
- Elimine la pelusa, el polvo y los residuos de todas las superficies de flujo de aire.
- Verificar el rendimiento de la bomba y el caudal de circulación
- Compruebe si el punto de consigna de la enfriadora necesita un ajuste estacional
Un intercambiador de calor que funciona aceptablemente en primavera puede ser la verdadera causa de la inestabilidad del producto en pleno verano.
Mayor atención al enfriamiento de la garganta de alimentación
La refrigeración de la garganta de alimentación es más crítica cuando hace calor porque el agua de refrigeración entrante ya está más caliente. Esto reduce el margen térmico en la sección de alimentación.
Confirme que el agua fluye correctamente a través de la camisa de la garganta de alimentación y que la temperatura de retorno muestra una eliminación real del calor. Si la garganta de alimentación se sobrecalienta, los gránulos se ablandan demasiado pronto y se pegan antes de entrar en el canal del tornillo. El resultado es una producción inestable, sobrecargas o un bloqueo total en la zona de alimentación.
Este es un patrón de fallo común en el mundo real en líneas que funcionan bien la mayor parte del año y empiezan a mostrar problemas de alimentación en el pico del verano. Si el circuito general de refrigeración ya está sobrecargado, puede resolverse el problema dotando a la garganta de alimentación de su propio circuito de refrigeración.
Si la línea empieza a mostrar inestabilidad de salida durante periodos calientes, compruebe la refrigeración de la garganta de alimentación antes de cambiar las temperaturas del barril o la velocidad del tornillo. Para conocer el modo de fallo específico y la ruta de diagnóstico, consulte La extrusora no se alimenta: Causas y soluciones.
Proteger los armarios eléctricos del sobrecalentamiento estacional
Los fallos eléctricos en verano suelen ser fallos en la gestión del calor, no “misteriosos problemas del variador de frecuencia”.”
Compruebe todos los componentes de refrigeración del armario:
- Confirme que los ventiladores están en marcha y que los aparatos de aire acondicionado (si están instalados) funcionan.
- Verificar que la temperatura interna se mantiene dentro del rango de funcionamiento nominal del VFD y del PLC.
- Limpie o sustituya los filtros de admisión: en entornos calurosos y polvorientos, aumente el mantenimiento de los filtros de semanal a dos veces por semana.
- Confirme que el armario no está expuesto a la luz solar directa ni tiene bloqueado el flujo de aire.
Para fábricas sin aire acondicionado en el armario: asegúrese de que la ventilación del taller y el flujo de aire alrededor del armario son adecuados. Un armario que funciona con seguridad en climas suaves puede alcanzar límites de sobretemperatura en verano sin que se produzca ningún fallo interno.
El primer síntoma suelen ser las alarmas molestas. El segundo es la interrupción de la producción.
Estabilizar la temperatura de la materia prima antes de utilizarla
A menudo no se tiene en cuenta la temperatura de la materia prima. Los pellets almacenados en cobertizos metálicos, zonas al aire libre o almacenes mal ventilados pueden alcanzar los 50-60 °C en verano. La alimentación de material caliente directamente a la extrusora modifica el equilibrio térmico en la sección de alimentación y reduce el margen de seguridad contra el reblandecimiento prematuro cerca de la garganta.
Deje que el material se estabilice en la zona de producción durante al menos 4-6 horas antes de utilizarlo. Este sencillo paso evita la inestabilidad evitable del proceso sin tocar ningún ajuste de la máquina.
Mantenimiento preventivo a alta humedad para líneas de extrusión
La humedad pone agua donde no debería estar: condensación en el interior de los armarios eléctricos, óxido en las superficies de las matrices tras el apagado, captación de humedad en resinas higroscópicas, crecimiento biológico en el agua de refrigeración. En condiciones húmedas, equipos que parecen limpios y estables pueden estar funcionando más cerca del fallo de lo que se cree. Los problemas no tienen que ver principalmente con el calor, sino con la aparición de humedad en lugares donde puede causar daños.
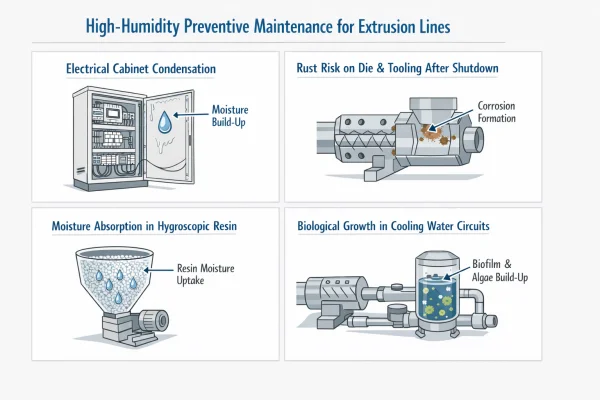
Evitar la condensación en el interior de los armarios eléctricos
Cuando la temperatura del armario desciende por debajo del punto de rocío, se forma condensación directamente en los terminales, placas de circuitos y conexiones de cables. Esto crea condiciones propicias para la corrosión, fugas a tierra, cortocircuitos y fallos intermitentes difíciles de diagnosticar.
Este es uno de los problemas que más se pasan por alto en los climas húmedos, especialmente durante los periodos de parada y los arranques matutinos.
Para reducir el riesgo:
- Instale calefactores anticondensación y manténgalos activos durante la parada
- Inspeccione las juntas de las puertas de los armarios y los puntos de entrada de cables en busca de huecos.
- Busque rastros de corrosión alrededor de los terminales y dispositivos de baja tensión.
- Controlar la humedad interna del armario si se dispone de sensores
Si los fallos eléctricos inexplicables se hacen más frecuentes durante los meses húmedos, la condensación del armario debe ser una de las primeras cosas a comprobar.
Proteger las matrices y el utillaje de la oxidación tras la parada
En condiciones de humedad elevada, puede empezar a formarse óxido en las superficies metálicas expuestas a las pocas horas de la parada. Incluso una ligera corrosión en un labio de matriz pulido o en una superficie de calibración se transfiere directamente al producto en forma de marcas superficiales o contaminación.
La respuesta del mantenimiento preventivo:
- Limpiar las superficies de las herramientas inmediatamente después de la parada
- Aplique un spray antioxidante o una fina capa de aceite antes de que la superficie tenga tiempo de oxidarse.
- Cubrir el utillaje que no volverá al servicio en pocas horas
- Almacene las herramientas de repuesto en bolsas selladas o en armarios con humedad controlada.
Esto es muy importante para los productos sensibles a la apariencia y para cualquier herramienta con superficies de flujo o contacto pulidas. Una vez iniciada la corrosión, la reparación lleva mucho más tiempo que la prevención.
Mayor control de la humedad de las materias primas
Los materiales higroscópicos - PA, PC, PMMA, TPU y otros - absorben la humedad más rápidamente en condiciones húmedas. Los parámetros de secado estándar que funcionan en una estación seca pueden no ser suficientes.
En periodos húmedos:
- Aumente la temperatura de secado o prolongue el tiempo de secado en función de las lecturas reales del punto de rocío.
- Vigilar más de cerca la estabilidad del punto de rocío del secador
- Evite dejar expuestas las bolsas abiertas - vuelva a cerrar el material rápidamente
- Considere la posibilidad de disponer de una zona de almacenamiento deshumidificadora para las resinas sensibles a la humedad.
Incluso los materiales no higroscópicos (PE, PP) no son completamente inmunes. Las bolsas abiertas que están expuestas a una humedad elevada acumulan humedad en la superficie, lo que puede provocar burbujas, rugosidad superficial o turbidez durante la extrusión.
Cuando empiecen a aparecer defectos en tiempo húmedo, compruebe el manejo de la humedad antes de asumir que la causa es la temperatura de la máquina o el estado de la matriz. Para un análisis completo de cómo afecta la humedad de la resina a la calidad de la extrusión, véase Por qué es importante el secado de la resina en la extrusión de plásticos.
Aumentar la frecuencia de inspección del sistema de agua de refrigeración
Las condiciones cálidas y húmedas aceleran el crecimiento biológico, la formación de incrustaciones y la acumulación de residuos en depósitos de agua, tuberías, filtros e intercambiadores de calor.
La calidad del agua de refrigeración se convierte en una prioridad de mantenimiento preventivo:
- Inspeccione los filtros y coladores más a menudo: pase de una vez por semana a dos veces por semana en los picos de humedad.
- Controlar la claridad y el olor del agua para detectar signos tempranos de contaminación biológica.
- Añada un tratamiento biocida o algicida si el sistema es propenso al crecimiento de algas.
- Compruebe si hay restricciones de caudal o caídas de presión en los intercambiadores de calor.
- Enjuague y limpie los circuitos problemáticos antes de que el rendimiento de la refrigeración se degrade visiblemente.
Si una línea empieza a mostrar un enfriamiento inestable, alabeo o inconsistencia dimensional durante los meses húmedos, inspeccione el circuito de agua antes de cambiar los ajustes del proceso. Para el diagnóstico estación por estación, véase Solución de problemas de extrusión por estación.
Mantenimiento preventivo de las líneas de extrusión en relación con el polvo
El polvo afecta a todos los componentes que dependen de un flujo de aire limpio, una detección precisa o una lubricación no contaminada. No daña una línea de una sola vez, sino que acelera el deterioro de todos los sistemas que dependen de estas condiciones. Los filtros se obstruyen más rápido. Los rodamientos y los raíles guía se desgastan más rápido. Las ventanas de los sensores pierden calidad de señal.
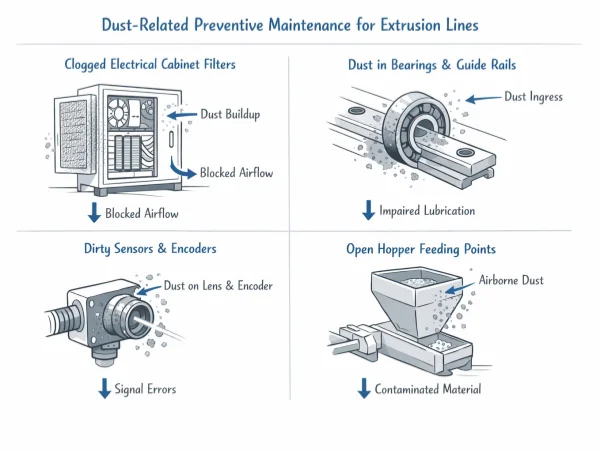
Acortar los intervalos de limpieza del filtro
Todos los componentes que mueven aire se vuelven más vulnerables en entornos polvorientos:
- Filtros de aspiración del armario eléctrico y protectores del ventilador
- Caminos de aire de torres de refrigeración y condensadores de enfriadoras
- Filtros del sistema de aire comprimido
- Tomas del ventilador de refrigeración del motor
En condiciones de mucho polvo, los intervalos de limpieza estándar suelen ser insuficientes. Si se restringe el flujo de aire, baja la eficacia de la refrigeración, suben las temperaturas y disminuye la fiabilidad eléctrica. En muchas fábricas con mucho polvo, los intervalos de mantenimiento de los filtros deben reducirse aproximadamente a la mitad.
Proteja los rodamientos, los raíles y los componentes de movimiento expuestos
El polvo que penetra en los puntos de lubricación se vuelve abrasivo. Las guías lineales expuestas, los rodamientos, los husillos de bolas y los conjuntos de movimiento mecánico en el arrastre, la cortadora y la bobinadora se desgastan mucho más rápido en entornos polvorientos.
- Comprobar que todos los guardapolvos, juntas y fuelles están intactos.
- Inspeccionar el estado de la grasa para detectar signos de contaminación (textura arenosa, decoloración).
- Aumentar la frecuencia de lubricación para eliminar las partículas finas antes de que provoquen un desgaste mayor.
El desgaste mecánico relacionado con el polvo no suele ser dramático al principio. Se manifiesta como un empeoramiento gradual de la calidad del movimiento, un aumento de la resistencia o una reducción de la vida útil de los componentes.
Limpie los sensores y codificadores antes de que se desvíe la precisión
El polvo en las ventanas de los sensores ópticos y en las superficies de los codificadores debilita la calidad de la señal mucho antes de que la línea se detenga. El resultado puede ser una longitud de corte inconsistente, una sincronización de disparo deficiente, una realimentación de velocidad inestable o un error de medición inexplicable.
La limpieza rutinaria con aire comprimido limpio y seco y un paño suave es sencilla, pero evita un número desproporcionado de problemas de precisión aguas abajo. Esto es muy importante cuando la línea depende de la precisión de la velocidad de transporte o del control de la longitud de corte.
Sellado de tolvas y puntos de alimentación contra la contaminación
El polvo también contamina el flujo de resina. Compruebe las tapas de las tolvas, las conexiones de las mangueras de transferencia, las tapas de alimentación y cualquier punto de carga abierto.
En entornos con polvo constante, la alimentación abierta es un riesgo de contaminación, no sólo una cuestión de limpieza. Los sistemas de alimentación cerrados o las líneas de transferencia selladas forman parte del mantenimiento preventivo, no son mejoras opcionales.
Mantenimiento preventivo durante las estaciones de transición y las grandes oscilaciones de temperatura
El problema en las estaciones de transición no es simplemente el frío o el calor. Es el cambio: las grandes oscilaciones de temperatura entre el día y la noche y las rápidas transiciones estacionales crean tensiones que no existen en condiciones estables.
Permitir más tiempo para la estabilización térmica en el arranque
Cuando el equipo arranca desde una temperatura nocturna mucho más baja, el troquel, el cilindro, el adaptador y los componentes circundantes necesitan más tiempo para alcanzar unas condiciones de funcionamiento estables. Si se acelera el arranque, se produce una expansión térmica desigual y una producción temprana inestable.
En períodos de grandes oscilaciones de temperatura, añada entre 15 y 20 minutos al tiempo de precalentamiento estándar, especialmente para el sistema de troqueles y cilindros. Esto cuesta menos que la chatarra producida por un arranque prematuro.
Compruebe si hay condensación antes del arranque matutino
Después de una noche fría seguida de aire húmedo por la mañana, puede aparecer condensación en el exterior de la cuba, en el interior del utillaje o alrededor de las conexiones eléctricas. La humedad en la masa fundida provoca burbujas y defectos superficiales. La humedad en los puntos eléctricos provoca cortocircuitos o señales erráticas.
Una rápida inspección visual y limpieza antes del arranque es una pequeña tarea que evita un gran número de “misteriosos” problemas matutinos.
Volver a comprobar las juntas afectadas por ciclos térmicos
Las dilataciones y contracciones repetidas aflojan las conexiones que permanecen apretadas en condiciones estables. Los periodos de transición son el momento adecuado para verificar:
- Par de apriete
- Conexiones de brida adaptadora
- Racores y abrazaderas para el agua de refrigeración
- Conexiones de conductos hidráulicos y neumáticos
- Cualquier junta que atraviese un gradiente de temperatura significativo.
Una pequeña filtración en un accesorio de agua de refrigeración puede no ser perceptible con tiempo estable, pero se vuelve persistente una vez que comienzan los ciclos térmicos diarios.
Reevaluar los ajustes de temperatura del agua de refrigeración
El agua de refrigeración no debe ser un punto de consigna fijo durante todo el año. Cuando baja la temperatura ambiente, el agua de refrigeración se enfría más de lo que necesita el proceso. El sobreenfriamiento puede aumentar la tensión interna del producto, provocar fragilidad, blanquear la superficie o cambiar la forma en que se asientan las dimensiones tras el calibrado.
Revise los valores de consigna del agua de refrigeración al inicio de cada cambio de estación. Ajústelos en función del comportamiento real del producto, no de los ajustes del verano pasado.
Conclusión
Una extrusora no funciona en condiciones de laboratorio. Funciona con calor, humedad, polvo y condiciones meteorológicas cambiantes.
El mantenimiento preventivo de las líneas de extrusión significa ajustar las prioridades de mantenimiento antes de que el estrés ambiental se convierta en tiempo de inactividad, desechos o producción inestable. No espere a la primera alarma de sobrecalentamiento, al primer producto marcado por el óxido o al primer fallo dimensional relacionado con la refrigeración. Revise el entorno, identifique qué sistemas están sometidos a más tensión de lo habitual y actúe antes de que la línea empiece a desviarse.
Cuando los problemas medioambientales se diagnostican erróneamente como problemas de proceso, primero se aplican las soluciones equivocadas. Ejemplos comunes:
- Producto deformado debido a una capacidad de refrigeración reducida, no es un problema de la matriz.
- Alimentación inestable causada por el sobrecalentamiento de la garganta de alimentación - no es un problema del tornillo o del material.
- Las alarmas del variador de frecuencia se deben a la obstrucción de los filtros del armario, no a un fallo del variador.
- Fallos eléctricos causados por condensación, no por defectos de cableado
- Defectos superficiales causados por un utillaje mal protegido: no es un problema de contaminación del material.
- Desviación de la longitud de corte causada por sensores sucios: no es un problema del software de control
- Inestabilidad dimensional causada por agua de refrigeración no ajustada: no es un error de calibrado
Si el comportamiento anormal persiste tras las comprobaciones del entorno, pase al diagnóstico estructurado: Resolución de problemas de extrusión de plásticos y Solución de problemas de extrusión por estación.
El mantenimiento rutinario mantiene la línea en funcionamiento. El mantenimiento preventivo mantiene la rutina.
Si necesita ayuda para revisar las prioridades de mantenimiento preventivo para su extrusora, clima y producto específicos - contacte con nuestro equipo de ingeniería.
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Extrusora Jinxin y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la extrusora: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...




