Manutenção preventiva para linhas de extrusão: O que ajustar para calor, humidade e poeira
Manutenção preventiva das linhas de extrusão não é apenas uma rotina fixa diária, semanal e mensal. Significa também ajustar as prioridades de manutenção quando o ambiente muda.
Uma lista de controlo padrão pressupõe condições de fábrica razoavelmente estáveis. Na produção real, esse pressuposto é rapidamente quebrado. A temperatura ambiente aumenta. A humidade aumenta. A carga de poeira muda com o clima, com a construção próxima ou com os ventos sazonais. Quando estas variáveis mudam, o sistema de arrefecimento, o quadro elétrico, a secção de alimentação, o circuito de água e o manuseamento de matérias-primas já não se comportam da mesma forma.
É por isso que alguns problemas parecem “aparecer de repente” em determinadas alturas do ano. A linha já era vulnerável. O ambiente simplesmente empurrou-a para além da margem que estava a esconder a fraqueza.
Em vez de esperar por um alarme de temperatura excessiva do VFD, alimentação instável, ferrugem nas ferramentas ou desvio do comprimento de corte, ajusta-se o foco da manutenção antes que esses problemas se transformem em tempo de inatividade ou desperdício.
Este guia abrange o que manutenção preventiva das linhas de extrusão deve ter o seu aspeto em quatro condições ambientais:
- funcionamento em tempo quente
- funcionamento com humidade elevada
- condições de funcionamento com pó
- períodos de transição com grandes oscilações de temperatura
Foi concebido para funcionar em paralelo com a sua rotina lista de controlo da manutenção da extrusora. Esta lista de controlo abrange o ritmo de manutenção. Este guia abrange o ajustamento ambiental.
O princípio fundamental da manutenção preventiva ambiental: quando as condições da fábrica mudam, as prioridades de manutenção devem mudar com elas - antes que a linha comece a desviar-se.

Manutenção preventiva em tempo quente para linhas de extrusão
Quando a temperatura ambiente aumenta, a eficiência da refrigeração diminui em todos os sectores - as torres de refrigeração rejeitam o calor de forma menos eficaz, os refrigeradores trabalham mais, a água de refrigeração chega mais quente e os armários eléctricos retêm mais calor. Uma linha que funciona confortavelmente a uma temperatura ambiente de 25 °C pode tornar-se marginal a 38-45 °C sem qualquer alteração no produto, na velocidade do parafuso ou nas definições do operador. O primeiro ponto de estrangulamento é normalmente o sistema de arrefecimento. O segundo é a gestão do calor elétrico.
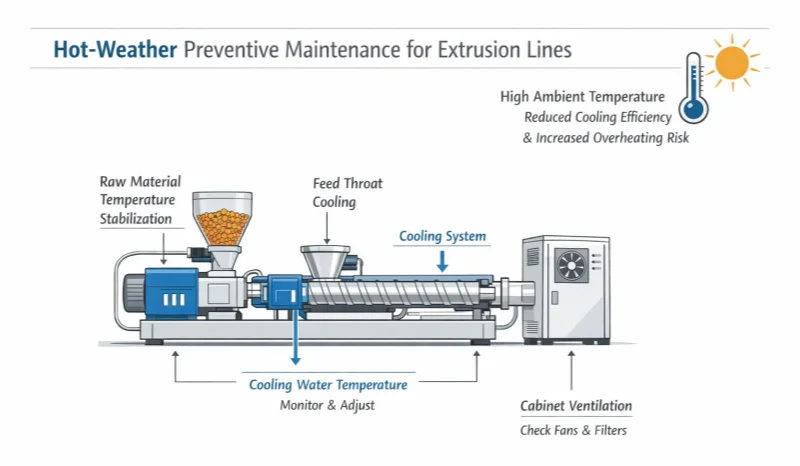
Auditar a capacidade do sistema de arrefecimento com a carga real de verão
Muitos sistemas de arrefecimento são dimensionados para condições moderadas - cerca de 25 °C ambiente. Funcionam bem na primavera e tornam-se marginais quando a oficina atinge 38-45 °C. O sistema não falhou. Simplesmente não tem capacidade suficiente para o ambiente de funcionamento atual.
Não se baseie apenas num ponto de regulação do controlador. Medir a temperatura real da água de arrefecimento que chega ao processo e compará-la com a que o produto necessita. Se a água estiver mais quente do que o normal, o produto retém mais calor após as fases de matriz e calibração. Isto leva a deformações, estabilização dimensional lenta ou problemas de tração a jusante.
Este é o momento certo para inspecionar o lado da rejeição de calor:
- Limpar as alhetas do condensador e os caminhos de ar da torre de arrefecimento
- Remova o cotão, o pó e os detritos de todas as superfícies do fluxo de ar
- Verificar o desempenho da bomba e a taxa de circulação
- Verificar se o ponto de regulação do chiller necessita de um ajuste sazonal
Um permutador de calor com um desempenho aceitável na primavera pode ser a verdadeira causa da instabilidade do produto no meio do verão.
Maior atenção ao arrefecimento da garganta de alimentação
O arrefecimento da garganta de alimentação é mais crítico em tempo quente porque a água de arrefecimento de entrada já está mais quente. Isto reduz a margem térmica na secção de alimentação.
Confirme que a água flui corretamente através da camisa da garganta de alimentação e que a temperatura de retorno mostra uma verdadeira remoção de calor. Se a garganta de alimentação sobreaquecer, os grânulos amolecem demasiado cedo e colam antes de entrar no canal do parafuso. O resultado é uma saída instável, surtos ou bloqueio total na zona de alimentação.
Este é um padrão de falha comum no mundo real em linhas que funcionam bem a maior parte do ano e começam a apresentar problemas de alimentação no pico do verão. Nos casos em que o circuito de arrefecimento geral já está sobrecarregado, dar à garganta de alimentação o seu próprio circuito dedicado mais frio pode resolver o problema.
Se a linha começar a apresentar instabilidade de saída durante períodos quentes, verifique o arrefecimento da garganta de alimentação antes de alterar as temperaturas do tambor ou a velocidade da rosca. Para o modo de falha específico e o caminho de diagnóstico, consulte A extrusora não está a alimentar: Causas e correcções.
Proteger os armários eléctricos contra o sobreaquecimento sazonal
As falhas eléctricas no verão são frequentemente falhas de gestão do calor e não “problemas misteriosos de VFD”.”
Verificar todos os componentes de arrefecimento do armário:
- Confirmar se as ventoinhas estão a funcionar e se os aparelhos de ar condicionado (se instalados) estão funcionais
- Verificar se a temperatura interna se mantém dentro da gama de funcionamento nominal do VFD e do PLC
- Limpar ou substituir os filtros de admissão - em ambientes quentes e poeirentos, aumentar a manutenção dos filtros de semanal para duas vezes por semana
- Confirmar se o armário não está exposto à luz solar direta ou se o fluxo de ar está bloqueado
Para fábricas sem ar condicionado no armário: assegurar uma ventilação adequada da oficina e um fluxo de ar à volta do armário. Um armário que funciona com segurança em condições climatéricas amenas pode atingir os limites de temperatura excessiva no verão sem qualquer falha interna.
O primeiro sintoma são frequentemente os alarmes incómodos. O segundo é a interrupção da produção.
Estabilizar a temperatura da matéria-prima antes da utilização
A temperatura da matéria-prima é frequentemente ignorada. Os pellets armazenados em barracões metálicos, áreas exteriores ou armazéns mal ventilados podem atingir 50-60 °C no verão. A alimentação de material quente diretamente na extrusora altera o equilíbrio térmico na secção de alimentação e reduz a margem de segurança contra o amolecimento prematuro perto da garganta.
Deixar o material estabilizar na área de produção durante, pelo menos, 4-6 horas antes de o utilizar. Este simples passo previne a instabilidade evitável do processo sem tocar em quaisquer definições da máquina.
Manutenção preventiva de alta humidade para linhas de extrusão
A humidade coloca a água onde não deve estar - condensação no interior dos armários eléctricos, ferrugem nas superfícies das matrizes após o encerramento, captação de humidade em resinas higroscópicas, crescimento biológico na água de arrefecimento. Em condições de humidade, o equipamento que parece limpo e estável pode estar a funcionar mais perto da falha do que se pensa. Os problemas não se prendem principalmente com o calor - prendem-se com o aparecimento de humidade em locais onde esta provoca danos.
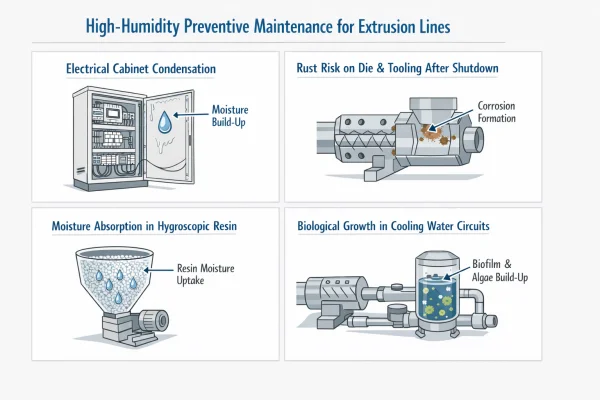
Evitar a condensação no interior dos armários eléctricos
Quando a temperatura do armário desce abaixo do ponto de orvalho, forma-se condensação diretamente nos terminais, placas de circuitos e ligações de cabos. Isto cria condições para a corrosão, fugas para a terra, curto-circuitos e falhas intermitentes que são difíceis de diagnosticar.
Este é um dos problemas mais negligenciados em climas húmidos, especialmente durante os períodos de paragem e arranques matinais.
Para reduzir o risco:
- Instalar aquecedores anti-condensação e mantê-los activos durante o encerramento
- Inspecionar as vedações das portas dos armários e os pontos de entrada dos cabos quanto a folgas
- Procurar vestígios de corrosão à volta dos terminais e dos dispositivos de baixa tensão
- Monitorizar a humidade interna do armário se estiverem disponíveis sensores
Se as falhas eléctricas inexplicáveis se tornarem mais frequentes durante os meses de chuva, a condensação do armário deve ser uma das primeiras coisas a verificar.
Proteger as matrizes e as ferramentas da ferrugem após o encerramento
Em condições de humidade elevada, a ferrugem pode começar a formar-se em superfícies metálicas expostas poucas horas após o encerramento. Mesmo uma ligeira corrosão num rebordo de matriz polido ou numa superfície de calibração é transferida diretamente para o produto sob a forma de marcas de superfície ou contaminação.
A resposta da manutenção preventiva:
- Limpar as superfícies das ferramentas imediatamente após a paragem
- Aplicar um spray anti-ferrugem ou uma fina película de óleo antes de a superfície ter tempo para oxidar
- Cobrir as ferramentas que não voltarão ao serviço dentro de algumas horas
- Armazenar as ferramentas sobresselentes em sacos selados ou em armários com controlo de humidade
Isto é mais importante para os produtos sensíveis à aparência e para qualquer ferramenta com fluxo polido ou superfícies de contacto. Quando a corrosão começa, a reparação demora muito mais tempo do que a prevenção.
Reforçar o controlo da humidade das matérias-primas
Os materiais higroscópicos - PA, PC, PMMA, TPU e outros - absorvem a humidade mais rapidamente em condições húmidas. Os parâmetros de secagem padrão que funcionam numa estação seca podem não ser suficientes.
Em períodos húmidos:
- Aumentar a temperatura de secagem ou prolongar o tempo de secagem com base nas leituras reais do ponto de orvalho
- Monitorizar mais de perto a estabilidade do ponto de orvalho do secador
- Evitar deixar os sacos abertos expostos - voltar a fechar o material imediatamente
- Considerar uma área de armazenamento com desumidificação dedicada para resinas sensíveis à humidade
Mesmo os materiais não higroscópicos (PE, PP) não são completamente imunes. Os sacos abertos que se encontram em condições de humidade elevada acumulam humidade na superfície, o que pode causar bolhas, rugosidade da superfície ou neblina durante a extrusão.
Quando os defeitos começarem a aparecer em tempo húmido, verifique o manuseamento da humidade antes de assumir que a causa é a temperatura da máquina ou o estado da matriz. Para uma análise completa da forma como a humidade da resina afecta a qualidade da extrusão, consulte Por que a secagem da resina é importante na extrusão de plástico.
Aumentar a frequência de inspeção do sistema de água de arrefecimento
As condições quentes e húmidas aceleram o crescimento biológico, a formação de incrustações e a acumulação de resíduos nos depósitos de água, tubagens, filtros e permutadores de calor.
A qualidade da água de refrigeração torna-se uma prioridade de manutenção preventiva:
- Inspecionar filtros e filtros com maior frequência - aumentar de uma para duas vezes por semana nos picos de humidade
- Monitorizar a clareza e o odor da água para detetar sinais precoces de contaminação biológica
- Adicionar tratamento biocida ou algicida se o sistema for propenso ao crescimento de algas
- Verificar se existe restrição do fluxo ou queda de pressão nos permutadores de calor
- Enxaguar e limpar os circuitos problemáticos antes que o desempenho do arrefecimento se degrade visivelmente
Se uma linha começar a apresentar arrefecimento instável, deformação ou inconsistência dimensional durante os meses húmidos, inspeccione o circuito de água antes de alterar as definições do processo. Para um diagnóstico estação a estação, consulte Resolução de problemas de extrusão por estação.
Manutenção preventiva relacionada com poeiras para linhas de extrusão
O pó afecta todos os componentes que dependem de um fluxo de ar limpo, de uma deteção precisa ou de uma lubrificação não contaminada. Não danifica uma linha de uma só vez - acelera o declínio de todos os sistemas que dependem destas condições. Os filtros entopem mais depressa. Os rolamentos e as calhas de guia desgastam-se mais rapidamente. As janelas dos sensores perdem a qualidade do sinal.
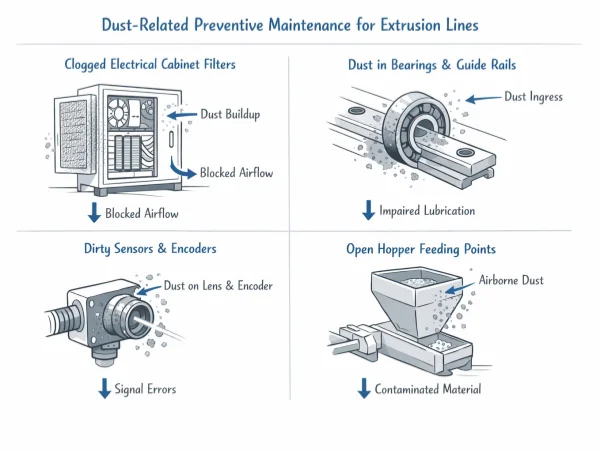
Reduzir os intervalos de limpeza do filtro
Todos os componentes que movimentam o ar tornam-se mais vulneráveis em ambientes poeirentos:
- Filtros de admissão do quadro elétrico e protecções das ventoinhas
- Caminhos de ar da torre de arrefecimento e do condensador do chiller
- Filtros do sistema de ar comprimido
- Entradas da ventoinha de arrefecimento do motor
Em condições de elevado teor de pó, os intervalos de limpeza normais são frequentemente insuficientes. Se o fluxo de ar for restringido, a eficiência da refrigeração diminui, as temperaturas sobem e a fiabilidade eléctrica diminui. Em muitas fábricas com muito pó, os intervalos de manutenção dos filtros têm de ser reduzidos para metade.
Proteger rolamentos, calhas e componentes de movimento expostos
O pó que entra nos pontos de lubrificação torna-se abrasivo. As guias lineares, rolamentos, fusos de esferas e conjuntos de movimentos mecânicos expostos no transportador, cortador e bobinador desgastam-se significativamente mais depressa em ambientes poeirentos.
- Verificar se todos os protectores contra o pó, vedantes e foles estão intactos
- Inspecionar o estado da massa lubrificante para detetar sinais de contaminação (textura arenosa, descoloração)
- Aumentar a frequência de lubrificação para eliminar as partículas finas antes que estas provoquem um desgaste mais profundo
O desgaste mecânico relacionado com o pó raramente é dramático no início. Aparece como uma deterioração gradual da qualidade do movimento, aumento da resistência ou redução da vida útil dos componentes.
Limpar os sensores e codificadores antes que a precisão se desvie
A poeira nas janelas dos sensores ópticos e nas superfícies dos codificadores enfraquece a qualidade do sinal muito antes de a linha parar. O resultado pode ser um comprimento de corte inconsistente, uma má temporização do gatilho, um feedback de velocidade instável ou um erro de medição inexplicável.
A limpeza de rotina com ar comprimido limpo e seco e um pano macio é simples, mas evita um número desproporcionado de problemas de precisão a jusante. Isto é mais importante quando a linha depende de um feedback preciso da velocidade de transporte ou do controlo do comprimento de corte.
Vedar as tremonhas e os pontos de alimentação contra a contaminação
O pó também contamina o fluxo de resina. Verifique as tampas das tremonhas, as ligações das mangueiras de transferência, as tampas de alimentação e quaisquer pontos de carregamento abertos.
Em ambientes constantemente poeirentos, a alimentação aberta é um risco de contaminação, não apenas um problema de limpeza. Os sistemas de alimentação fechados ou as linhas de transferência seladas fazem parte da manutenção preventiva, não são actualizações opcionais.
Manutenção preventiva durante as estações de transição e grandes oscilações de temperatura
O problema nas estações de transição não é simplesmente o frio ou o calor. É a mudança - as grandes oscilações de temperatura do dia para a noite e as rápidas transições sazonais criam tensões que não existem em condições estáveis.
Permitir mais tempo para a estabilização térmica no arranque
Quando o equipamento arranca a partir de uma temperatura muito mais baixa durante a noite, a matriz, o cilindro, o adaptador e os componentes circundantes precisam de mais tempo para atingir uma condição de funcionamento estável. Apressar o arranque cria uma expansão térmica desigual e uma produção inicial instável.
Em períodos de grande oscilação de temperatura, adicionar 15-20 minutos ao tempo de pré-aquecimento padrão, especialmente para o sistema de molde e tambor. Isto custa menos do que o desperdício produzido por um arranque prematuro.
Verificar a existência de condensação antes do arranque matinal
Após uma noite fria seguida de uma manhã húmida, pode surgir condensação no exterior do tambor, no interior das ferramentas ou à volta das ligações eléctricas. A humidade no fluxo de fusão provoca bolhas e defeitos na superfície. A humidade nos pontos eléctricos provoca curto-circuitos ou sinais erráticos.
Uma inspeção visual rápida e uma limpeza antes do arranque é uma pequena tarefa que evita um grande número de problemas matinais “misteriosos”.
Verificar novamente as juntas afectadas por ciclos térmicos
A expansão e contração repetidas afrouxam as ligações que se mantêm apertadas em condições estáveis. Os períodos de transição são a altura certa para verificar:
- Binário de aperto dos parafusos da matriz
- Ligações da flange de adaptação
- Acessórios para a água de arrefecimento e braçadeiras para mangueiras
- Ligações de linhas hidráulicas e pneumáticas
- Qualquer junta que atravesse um gradiente de temperatura significativo
Uma pequena infiltração num encaixe de água de arrefecimento pode não ser percetível em tempo estável, mas torna-se persistente quando começa o ciclo térmico diário.
Reavaliar a regulação da temperatura da água de arrefecimento
A água de arrefecimento não deve ser um ponto de regulação fixo durante todo o ano. Quando a temperatura ambiente desce, a água de arrefecimento torna-se mais fria do que o processo necessita. O arrefecimento excessivo pode aumentar a tensão interna no produto, causar fragilidade, criar branqueamento da superfície ou alterar a forma como as dimensões assentam após a calibração.
Rever os pontos de regulação da água de arrefecimento no início de cada mudança de estação. Ajuste com base no comportamento real do produto e não nas definições do verão passado.
Conclusão
Uma extrusora não funciona em condições laboratoriais. Funciona em condições de calor, humidade, poeira e alterações climáticas.
A manutenção preventiva para linhas de extrusão significa ajustar as prioridades de manutenção antes que o stress ambiental se transforme em tempo de inatividade, desperdício ou produção instável. Não espere pelo primeiro alarme de sobreaquecimento, o primeiro produto com marcas de ferrugem ou a primeira falha dimensional relacionada com o arrefecimento. Analise o ambiente, identifique quais os sistemas que estão sob mais tensão do que o habitual e actue antes que a linha comece a derrapar.
Quando os problemas ambientais são mal diagnosticados como problemas de processo, são aplicadas primeiro as correcções erradas. Exemplos comuns:
- Produto deformado devido a uma capacidade de arrefecimento reduzida - não é um problema da matriz
- Alimentação instável causada por condições de garganta de alimentação sobreaquecida - não é um problema do parafuso ou do material
- Alarmes de VFD causados por filtros de armário entupidos - não é uma falha do acionamento
- Falhas eléctricas causadas por condensação - não um defeito na cablagem
- Defeitos de superfície causados por ferramentas mal protegidas - não é um problema de contaminação do material
- Desvio do comprimento de corte causado por sensores sujos - não é um problema de software de controlo
- Instabilidade dimensional causada por água de arrefecimento não ajustada - não é um erro de calibração
Se o comportamento anormal persistir após as verificações ambientais, passar ao diagnóstico estruturado: Resolução de problemas de extrusão de plástico e Resolução de problemas de extrusão por estação.
A manutenção de rotina mantém a linha a funcionar. A manutenção preventiva mantém a rotina relevante.
Se necessitar de ajuda para rever as prioridades de manutenção preventiva para a sua extrusora, clima e produto específicos - contactar a nossa equipa de engenharia.
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Extrusora Jinxin e um engenheiro veterano com mais de 20 anos de experiência prática em máquinas para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da extrusora: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




