
Диапазон размеров экструзионных линий для производства труб: Почему одна линия не может эффективно покрыть все размеры труб
Когда покупатели говорят о диапазоне размеров линии экструзии труб, Но недопонимание редко возникает из-за экстремальных сравнений. Никто не пытается проложить 1200-миллиметровую трубу по линии малого диаметра. Настоящая путаница возникает в перекрывающейся средней зоне - диапазонах 16-75 мм, 50-160 мм и 75-250 мм, - когда покупатели смотрят на линию, рекомендованную для 250-миллиметровых труб, и резонно полагают, что она также справится с 16-миллиметровыми трубами, просто заменив матрицу. Это предположение ошибочно, и понимание его причин - вот о чем эта статья.
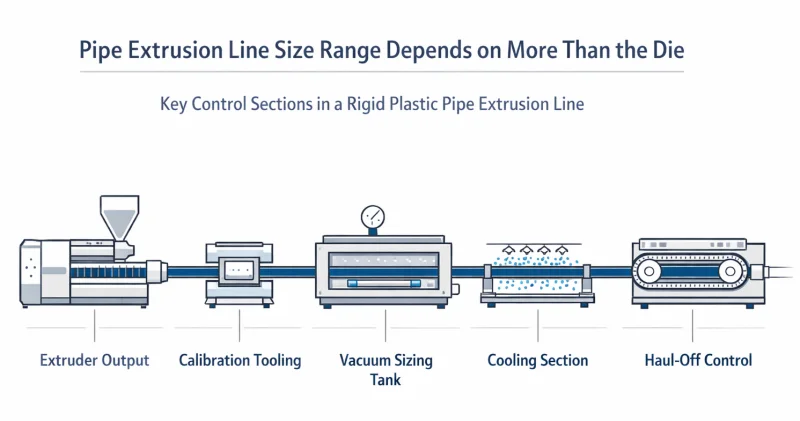
Замена штампа может позволить выпускать продукцию другого размера. Но это не делает линию автоматически стабильной, эффективной или экономичной во всем диапазоне. Реальный размерный ряд трубоэкструзионной линии определяется перекрытием сразу нескольких рабочих окон: выход экструдера, калибровочная оснастка, определение размеров в вакууме, охлаждение, контроль транспортировки и финишная обработка. Когда эти окна совпадают в одном и том же семействе размеров, линия работает хорошо. В противном случае труба выходит - но не всегда стабильно и не с приемлемым качеством или стоимостью.
“Вы просто пытаетесь продать больше оборудования”.”
Это самая распространенная реакция - и она справедлива. Так что давайте говорить об этом прямо.
Мы можем продать вам одну линию и сказать, что она справляется со всем. Некоторые поставщики именно так и поступают. Труба будет доставлена. Вы проведете пробное испытание, все будет выглядеть приемлемо, и заказ будет подписан.
То, что происходит дальше, - это то, почему мы этого не делаем.
Через несколько месяцев реального производства начинаются проблемы - нестабильная толщина стенок, смещение размеров, брак, превышающий ожидаемый, жалобы на качество от ваших клиентов. В этот момент вы уже не будете думать: “Я купил неправильную конфигурацию линии”. Вы подумаете: “Это оборудование - мусор”. Вы вернетесь к нам разочарованными, а репутация, на создание которой мы потратили годы, пострадает из-за продажи, которая, как мы знали с самого начала, была неправильной.
Мы предпочли бы потерять заказ.
Это не благородная позиция - это практическая позиция. Наш бизнес зависит от клиентов, которые возвращаются, рекомендуют другим и доверяют нашим рекомендациям. Линия, которая не справляется с производством, вредит не только вам. Она вредит нам. Поэтому, когда мы рекомендуем сегментированную конфигурацию вместо одной широкодиапазонной линии, это потому, что мы видели, что происходит, когда в производство попадает не та модель - и мы лучше объясним инженерные решения заранее, чем потом будем бороться с последствиями.
Может быть, вы дочитаете до конца и все еще будете думать, что мы просто пытаемся перепродать товар. Ничего страшного. Всегда найдутся поставщики, готовые принять этот заказ. Если все сложится не так, как они обещали, мы все равно будем здесь - и надеемся, что к тому времени объяснения в этой статье приобретут немного больше смысла.
Почему это заблуждение так распространено

Миф звучит разумно, потому что содержит полуправду. Поставщики действительно продают одну линию экструзии труб для нескольких размеров труб. Головки фильеры (оснастка на конце экструдера, которая придает расплаву форму профиля трубы) действительно являются компонентами, предназначенными для конкретного размера. И на многих заводах линии действительно работают с трубами более чем одного диаметра.
Путаница заключается в том, что слова “несколько типоразмеров труб” в документации поставщика почти всегда означают определенный диапазон семейства, а не неограниченную гибкость в сторону уменьшения. Линия, настроенная на 75-250 мм, имеет производительность экструдера, калибровочные приспособления, емкость вакуумного бака, длину охлаждения и диапазон скоростей транспортировки - все соответствует этому диапазону. Попросить ее производить 16-миллиметровую трубу - это не вопрос геометрии матрицы. Это вопрос о том, смогут ли все остальные подсистемы правильно работать в условиях, которые фактически требует производство 16 мм, - и ответ обычно отрицательный, или не очень хороший.
Подробнее о том, как устроена система полной экструзии, см. [Что такое экструзионная линия для производства пластмасс? От экструдера до полной производственной системы].
Настоящий вопрос никогда не может ли эта линия сделать трубу один раз. Это может сделать эту линию хорошо, многократно и эффективно.
Что определяет диапазон размеров экструзионных линий для труб
1. Выходное окно экструдера - почему больший размер не всегда более гибкий
Думайте об экструдере как о двигателе линии. У каждого двигателя есть диапазон мощности, в котором он работает эффективно. Если вывести его слишком далеко за пределы этого диапазона - слишком медленно или слишком сильно - производительность снизится.
Трубы малого диаметра требуют меньшей производительности, но эта производительность должна быть более стабильной и тонко контролируемой, поскольку малые сечения имеют меньшую устойчивость к колебаниям. Толстостенные трубы большого диаметра требуют высокой производительности и совершенно иного теплового баланса. Экструдер, рассчитанный на один диапазон, не просто производит менее эффективно - он может производить по-другому, что может повлиять на качество продукции.
Если говорить конкретно: экструдер SJ65/33 рекомендуется для жестких труб 16-75 мм. SJ75/33 рекомендуется для 50-160 мм. SJ90/33 рекомендуется для 75-250 мм. Эти диапазоны пересекаются по краям, но каждая машина построена с учетом конкретной зоны выхода, конкретной геометрии шнека и конкретного соответствия последующим потокам. Покупатель, который выбирает SJ90/33, ожидая, что она также будет эффективно работать на 16 мм, просит машину работать далеко за пределами предусмотренной зоны производительности - это означает, что шнек работает слишком медленно, однородность расплава страдает, а стабильность размеров ухудшается.
Плохая однородность расплава - прямая причина отклонения размеров продукта, а работа крупногабаритных шнеков на низких оборотах для малых труб - надежный способ ее получения. Более подробно о том, как взаимодействуют конструкция шнека и стабильность производительности, см. Анализ управления давлением в одношнековой экструзии от Plastics Technology.
Последствия продукта: изменение толщины стенки, нестабильный наружный диаметр, большое количество пускового брака, несоразмерные энергетические затраты на килограмм готовой трубы.
2. Калибровочная оснастка - почему труба не заканчивается на фильере
Когда расплав выходит из штампа, он еще горячий, еще мягкий и еще нестабильный по размерам. Штамп формирует общий профиль. Окончательный внешний диаметр, округлость и качество поверхности фиксируются калибровочной втулкой (прецизионным инструментом для подгонки размеров к заданному диаметру) и расположенным ниже по потоку вакуумным резервуаром для подгонки размеров.
Для каждого типоразмера труб требуется соответствующая калибровочная оснастка. На практике калибровочные втулки не являются универсальными для широкого диапазона жестких труб, и изменение диаметра обычно означает замену втулки или переход на другой комплект оснастки, предназначенный для данного диапазона наружных диаметров. Если калибровочная оснастка не соответствует заданному диаметру, геометрия матрицы становится практически неважной: труба не будет держать свою форму независимо от этого.
Последствия продукта: выход наружного диаметра за пределы допуска, повышенная овальность, плохое качество обработки поверхности, увеличение количества брака при запуске после каждой переналадки.
3. Определение размера резервуара под вакуумом - почему физическая емкость является жестким пределом
Вакуумный резервуар для определения размеров представляет собой герметичный корпус, который с помощью отрицательного давления прижимает мягкую трубу к калибровочной гильзе, пока она охлаждается. Его внутренние размеры устанавливают жесткий верхний предел размера труб, которые он может правильно обработать, и никакие технологические настройки не меняют этот предел.
Резервуар, созданный для производства труб малого диаметра, не превратится в резервуар для крупногабаритных труб путем изменения параметров. Труба либо правильно вписывается в размерную среду, либо нет.
Последствия продукта: недостаточное воздействие вакуума на внешнюю поверхность, слабый контроль внешнего диаметра, плохая повторяемость, ухудшение качества поверхности.
4. Охлаждающая способность - почему проблемы с большими трубами проявляются после смерти
Чаще всего проблемы несовпадения линий проявляются именно при охлаждении. Толстостенные трубы большого диаметра переносят значительно больше тепла и требуют больше времени на охлаждение для застывания. Тепло должно отводиться от внутренней стенки наружу по всей толщине стенки, и этот процесс нельзя ускорять до тех пределов, которые позволяют материал и геометрия.
Трубопровод с малым диаметром не может обеспечить достаточное охлаждение труб большого диаметра. Труба может быть еще мягкой, когда она достигает отвода, что приводит к ее провисанию, деформации или изменению размеров по мере продвижения по трубопроводу.
Длина охлаждающего резервуара и расход воды рассчитываются специально для каждого диаметра трубы и толщины стенки, и эти расчеты не являются взаимозаменяемыми для разных размеров линии. Техническое описание того, как мощность охлаждения ограничивает производительность линии, см. Анализ максимизации охлаждающей способности при экструзии от Plastics Technology.
Последствия продукта: провисание до затвердевания стенки, ухудшение округлости, смещение толщины стенки через секцию охлаждения.
5. Диапазон управления отвалом - почему “может тянуть” не то же самое, что “может управлять”
Отвод (тянущее устройство, отводящее трубу от фильеры с контролируемой скоростью) является частью контроля размеров, а не просто транспортировки материала. Скорость отвода напрямую влияет на среднюю толщину стенки - при более быстром отводе стенка становится тоньше, при более медленном - наращивается.
Трубы малого диаметра обычно работают на высоких скоростях. Трубы большого диаметра движутся очень медленно. Соотношение скоростей между двумя концами широкого заявленного диапазона может быть значительным, и перетяжка, оптимизированная для одного конца, может не обеспечивать точность управления, необходимую для другого. Давление зажима также имеет значение: контактное усилие должно соответствовать диаметру трубы и жесткости ее стенки, иначе захват будет либо маркировать тонкостенную продукцию, либо не сможет адекватно захватить толстостенную большую трубу.
Последствия продукта: смещение диаметра во время работы, изменение толщины стенки, разметка поверхности при неправильном зажиме.
Лучший способ понять перекрывающиеся диапазоны

Наиболее полезной мысленной моделью является не “какие размеры теоретически может производить эта линия”, а “где пересекаются все пять рабочих окон”.”
У каждой подсистемы есть диапазон, в котором она работает хорошо. У экструдера есть зона выхода, где качество расплава стабильно. Калибровочная оснастка имеет диаметр, на который она рассчитана. Вакуумный бак имеет физическую емкость. Секция охлаждения имеет скорость отвода тепла, соответствующую толщине стенки. У тянущего устройства есть диапазон скоростей и усилий, в котором управление является точным.
Когда все пять окон перекрываются в одном и том же диапазоне размеров - скажем, 16-75 мм, - эта линия представляет собой настоящую линию малых труб. Когда они перекрываются в диапазоне 75-250 мм, эта линия - настоящая линия жестких труб среднего диапазона. Ошибка заключается в предположении, что изменение одной переменной (штампа) автоматически приводит в движение все остальные окна.
Именно поэтому рекомендации по линейкам имеют сегментированную структуру - SJ65/33 для 16-75 мм, SJ75/33 для 50-160 мм, SJ90/33 для 75-250 мм - и именно поэтому линейки перекрываются по краям, но не являются взаимозаменяемыми. Перекрытие на границе означает, что линия может немного простираться на соседнюю территорию. Это не означает, что весь ассортимент большей линейки доступен для меньшей, и наоборот.
То, что рынок называет гибкостью, - это сегментированная гибкость, а не универсальные возможности.
О чем следует спросить покупателей, прежде чем принимать претензию на широкий диапазон
Правильный вопрос при оценке жесткой трубопроводной линии - это не “Могу ли я изменить фильеру для работы с этим размером?”. Правильный вопрос: “Каков эффективный рабочий диапазон этой линии, и что должно измениться - помимо матрицы - для работы с другим размером в этом диапазоне?”
Полный ответ должен охватывать:
- Реалистичный диапазон наружных диаметров, с допущениями по толщине стенок на обоих концах
- Реалистичная скорость линии и производительность на обоих концах диапазона
- Какие изменения калибровочной оснастки требуются для каждого размера
- Какие настройки вакуума и отвода изменяются и как
- Какой ввод в эксплуатацию ожидается после полной переналадки
- Была ли линия запущена в постоянное производство, а не только в пробных условиях, при заявленных размерах
Поставщик, который может конкретно ответить на все эти вопросы, описывает реальную производственную систему. Поставщик, чей ответ “просто замените матрицу”, описывает теоретическую возможность.
Самый надежный покупатель не спрашивает “Может ли эта линия сделать мою трубку?” но “Может ли эта линия сделать мою трубу хорошо, многократно и коммерчески выгодно?”
Заключение
Настоящий ответ на вопрос о диапазоне размеров трубоэкструзионной линии кроется не в фильере. Линия экструзии труб определяется перекрытием ее выходного окна, системой калибровки, емкостью вакуумного бака, мощностью охлаждения и диапазоном регулирования отвода. Когда эти окна выравниваются вокруг семейства размеров, линия хорошо производит это семейство. Когда они не совпадают, производство возможно, но ненадежно.
Линия, рекомендованная для 75-250 мм, автоматически не является хорошей линией для 16 мм. Широкий заявленный диапазон не является автоматически сильным производственным выбором. Важно то, соответствует ли вся система семейству продуктов, которые вам необходимо выпускать, а не то, можно ли физически установить головку.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Q1: Может ли одна линия экструзии труб работать с разными диаметрами?
Да, но обычно в пределах определенного семейного диапазона. Практическое ограничение заключается не только в матрице. Дело в том, насколько правильно подобраны в этом диапазоне производительность, калибровка, размер вакуума, охлаждение и контроль отвода.
Q2: Почему замена фильеры для экструзии труб сама по себе недостаточна?
Поскольку конечное качество трубы зависит от калибровочной втулки, размера вакуума, охлаждения и отвода - все это также должно быть подобрано в соответствии с заданным диаметром. Замена фильеры изменяет геометрию выхода расплава. Это не меняет ни одного из этих условий на последующем этапе.
Q3: Почему большая линия может быть плохим выбором для меньшей трубы?
Потому что выходное окно, конфигурация охлаждения и диапазон скоростей транспортировки на более крупной линии соответствуют более крупному продукту. Использование маленьких труб на большой линии выводит процесс за пределы эффективной зоны, что приводит к ухудшению однородности расплава, ухудшению стабильности размеров и увеличению количества брака - даже если трубы технически выходят.
Q4: Что нужно спросить у поставщика о гибкости линии экструзии труб?
Спрашивайте об эффективном рабочем диапазоне, а не только о заявленном. Спросите, какие изменения происходят помимо штампа, какие ограничения действуют на последующих этапах, какую скорость и качество линии можно ожидать на обоих концах диапазона, и подкреплены ли заявления о производительности данными о стабильном производстве или только пробными условиями.
Изучить темы
Фильтр по характеристикам
ABS (1) Послепродажная поддержка (1) Черные пятна (2) Экструзионные фильеры (1) проблемы с кормлением (1) Намерение: Основы (10) Намерение: Контроль (3) Намерение: Техническое обслуживание (6) PA (1) ПК (1) PE (1) ПММА (1) PP (1) покупка (1) ПВХ (1) Устранение неполадок (5) изменение толщины стенки (2)
У вас есть технические вопросы?
Наша команда инженеров готова помочь вам с выбором процесса экструзии или конфигурации машины.

Джейсон Шен
Джейсон - основатель компании Jinxin Extruder и инженер-ветеран с более чем 20-летним практическим опытом работы с пластиковым оборудованием.
Начав свою карьеру в цеху, он освоил все технические детали - от электропроводки до устранения сложных неисправностей.
Сегодня он лично контролирует окончательные проверки, гарантируя, что каждая машина создана с учетом глубоких технических знаний и проверенной на практике надежности.
Дальнейшее чтение
Котировка экструзионной линии: Что входит в комплект и что нужно проверить перед покупкой
Сравниваете расценки на экструзионные линии? Воспользуйтесь этим контрольным перечнем объемов поставок, чтобы узнать, что в них входит, что обычно исключается, и...Экструзионный ситоизмельчитель и фильтрация расплава: Как уменьшить загрязнение и колебания давления
Практическое руководство по устройствам смены сит в экструзии пластмасс - как фильтрация расплава контролирует загрязнение, почему смена сит вызывает давление...




