نطاق حجم ماكينة بثق الأنابيب: لماذا لا يمكن لخط واحد أن يغطي كل أحجام الأنابيب بكفاءة
عند حديث المشترين عن نطاق حجم ماكينة بثق الأنابيب, ، نادرًا ما يأتي سوء الفهم من المقارنات القصوى. لا أحد يحاول تشغيل أنبوب 1200 مم على خط بقطر صغير. يحدث الارتباك الحقيقي في الأرض الوسطى المتداخلة - نطاقات مثل 16-75 مم، و50-160 مم، و75-250 مم - حيث ينظر المشترون إلى خط موصى به لأنبوب 250 مم ويفترضون بشكل معقول أنه يجب أن يتعامل أيضًا مع أنبوب 16 مم بمجرد تغيير القالب. هذا الافتراض خاطئ، وفهم السبب هو ما يدور حوله هذا المقال.
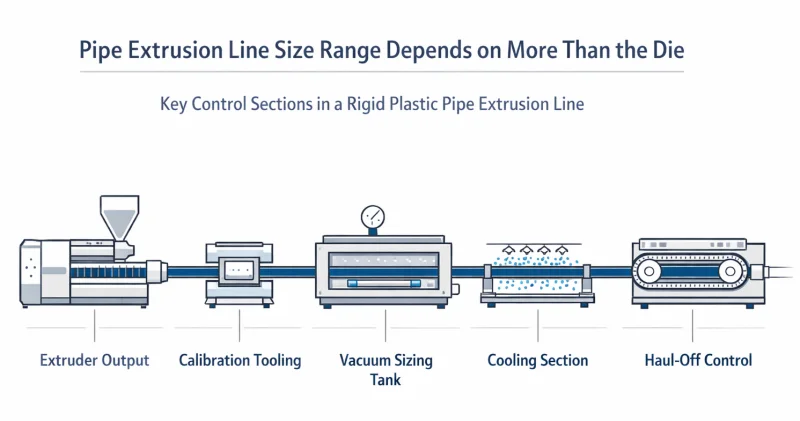
قد يسمح تغيير القالب بإنتاج حجم مختلف. لا يجعل هذا الخط مستقرًا أو فعالاً أو اقتصاديًا تلقائيًا عبر النطاق الكامل. يتم تحديد نطاق حجم ماكينة بثق الأنابيب الحقيقي من خلال تداخل العديد من نوافذ العمل في وقت واحد: إخراج الطارد، ومعايرة الأدوات، وتحديد حجم التفريغ، والتبريد، والتحكم في التفريغ، والتشطيب. عندما تصطف هذه النوافذ حول نفس عائلة الحجم، يعمل الخط بشكل جيد. وعندما لا تتوافق، يخرج الأنبوب - ولكن ليس بشكل ثابت، وليس بجودة أو تكلفة مقبولة.
“أنت تحاول فقط بيع المزيد من المعدات.”
هذا هو رد الفعل الأكثر شيوعًا - وهو رد فعل عادل لإثارته. لذا لنكن صريحين بشأنه.
يمكننا أن نبيع لك خطاً واحداً ونخبرك أنه يتعامل مع كل شيء. بعض الموردين يفعلون ذلك بالضبط. سيخرج الأنبوب. ستجري تجربة، وستبدو مقبولة، وسيتم توقيع أمر الشراء.
ما يحدث بعد ذلك هو سبب عدم قيامنا بذلك.
في غضون بضعة أشهر من الإنتاج الحقيقي، تبدأ المشاكل - سمك الجدار غير المستقر، وانحراف الأبعاد، وخردة أعلى من المتوقع، وشكاوى الجودة من عملائك. عند هذه النقطة، لن تفكر في “لقد اشتريت تكوين الخط الخاطئ.” بل ستفكر “هذه المعدات سيئة.” ستعود إلينا محبطًا، وستتضرر السمعة التي قضينا سنوات في بنائها بسبب عملية بيع كنا نعلم أنها غير مناسبة منذ البداية.
نفضل أن نخسر الطلب.
هذا ليس موقفاً نبيلاً، بل هو موقف عملي. يعتمد عملنا على العملاء الذين يعودون إلينا ويحيلون الآخرين ويثقون بتوصياتنا. إن الخط الذي يعاني في إنتاجك لا يؤذيك أنت فقط. بل يضرنا نحن أيضًا. لذلك عندما نوصي بتكوين مجزأ بدلاً من خط واحد واسع النطاق، فذلك لأننا رأينا ما يحدث عندما يدخل الخط الخاطئ في الإنتاج - ونفضل أن نشرح الهندسة مقدمًا بدلاً من إدارة التداعيات بعد ذلك.
ربما ستنتهي من قراءة هذا ولا تزال تعتقد أننا نحاول فقط زيادة المبيعات. لا بأس بذلك. سيكون هناك دائماً موردون مستعدون لتلبية هذا الطلب. إذا لم ينجح الأمر بالطريقة التي وعدوا بها، فسنظل هنا - ونأمل أن يكون الشرح الوارد في هذه المقالة أكثر منطقية في ذلك الوقت.
لماذا يعد سوء الفهم هذا شائعًا جدًا

تبدو الأسطورة معقولة لأنها تحتوي على نصف الحقيقة. يبيع الموردون ماكينة بثق أنبوب واحد لأحجام أنابيب متعددة. إن رؤوس القوالب (الأدوات الموجودة في نهاية الطارد والتي تقوم بتشكيل الذوبان في شكل أنبوب) هي في الحقيقة مكونات خاصة بالحجم. وفي العديد من المصانع، تعمل الخطوط بأكثر من قطر واحد.
ويكمن الالتباس في أن “أحجام الأنابيب المتعددة” في وثائق الموردين تعني دائمًا تقريبًا نطاقًا عائليًا محددًا - وليس مرونة غير محدودة إلى الأسفل. إن الخط الذي تم تكوينه من 75-250 مم له مخرجات الطارد، وتركيبات المعايرة، وسعة خزان التفريغ، وطول التبريد، ونطاق سرعة السحب كلها تتوافق مع هذا النطاق. إن طلب إنتاج أنبوب 16 مم ليس مسألة هندسة القالب. إنها مسألة ما إذا كان كل نظام فرعي آخر يمكن أن يعمل بشكل صحيح في الظروف التي يتطلبها إنتاج 16 مم بالفعل - وعادة ما تكون الإجابة بالنفي، أو ليست جيدة.
لمزيد من المعلومات الأساسية عن كيفية هيكلة نظام البثق الكامل، انظر [ما هو ماكينة بثق البلاستيك؟ من الطارد إلى نظام الإنتاج الكامل].
السؤال الحقيقي لا يكون أبدًا هل يمكن لهذا الخط أن يجعل الأنبوب مرة واحدة. إنه هل يمكن لهذا الخط أن يصنعه بشكل جيد ومتكرر وفعال.
ما الذي يحدد حقًا نطاق حجم ماكينة بثق الأنابيب
1. نافذة إخراج الطارد - لماذا لا يكون الأكبر حجمًا ليس دائمًا أكثر مرونة
فكر في الطارد على أنه محرك الخط. لكل محرك نطاق طاقة يعمل فيه بكفاءة. ادفعه بعيدًا جدًا خارج هذا النطاق - بطيء جدًا أو شديد الصعوبة - وسيتدهور الأداء.
تتطلب الأنابيب ذات القطر الصغير إخراجًا أقل، ولكن يجب أن يكون هذا الإخراج أكثر استقرارًا وتحكمًا دقيقًا لأن المقاطع العرضية الصغيرة لديها قدرة أقل على تحمل التذبذب. أما الأنابيب ذات القطر الكبير والجدار السميك فتتطلب إخراجًا عاليًا وتوازنًا حراريًا مختلفًا تمامًا. لا ينتج الطارد الذي يتناسب حجمه مع نطاق واحد يتم دفعه إلى النطاق الآخر ببساطة إنتاجًا أقل كفاءة - بل يمكن أن ينتج بشكل مختلف بما يكفي للتأثير على جودة المنتج.
لتوضيح ذلك بشكل ملموس: يوصى باستخدام الطارد SJ65/33 للأنابيب الصلبة مقاس 16-75 مم. يوصى باستخدام الطارد SJ75/33 للأنابيب الصلبة من 50-160 مم. يوصى باستخدام SJ90/33 للأنابيب الصلبة من 75-250 مم. هذه النطاقات متداخلة عند الحواف، ولكن كل ماكينة مصممة حول منطقة إخراج محددة، وهندسة لولبية محددة، ومطابقة محددة للمصب. إن المشتري الذي يختار الماكينة SJ90/33 متوقعًا أنها ستعمل أيضًا على إنتاج 16 مم بكفاءة يطلب من الماكينة أن تعمل بعيدًا عن نافذة الإخراج المصممة لها - مما يعني أن البرغي يعمل ببطء شديد، ويتأثر التجانس في الذوبان، ويتدهور استقرار الأبعاد.
يعد ضعف التجانس في الذوبان سببًا مباشرًا لتباين أبعاد المنتج - ويعد التشغيل اللولبي الكبير منخفض السرعة في الدقيقة للأنابيب الصغيرة طريقة موثوقة لإنتاجه. لإلقاء نظرة أعمق على كيفية تفاعل تصميم اللولب وثبات الإخراج، انظر تحليل تكنولوجيا البلاستيك للتحكم في الضغط في البثق أحادي اللولب.
عواقب المنتج: تباين سُمك الجدار، والقطر الخارجي غير المستقر، وارتفاع خردة بدء التشغيل، وتكلفة الطاقة غير المتناسبة لكل كيلوغرام من الأنبوب النهائي.
2. أدوات المعايرة - سبب عدم اكتمال الأنبوب في القالب
عندما يخرج الذوبان من القالب، فإنه لا يزال ساخنًا ولا يزال طريًا ولا يزال غير مستقر الأبعاد. يقوم القالب بتشكيل المظهر الجانبي العام. يتم تثبيت القطر الخارجي النهائي، والاستدارة وجودة السطح بواسطة غلاف المعايرة (أداة تحجيم دقيقة مطابقة للقطر المستهدف) وخزان التحجيم بالتفريغ في اتجاه المصب.
تتطلب كل عائلة حجم أنبوب أدوات معايرة متطابقة. من الناحية العملية، أكمام المعايرة ليست عالمية عبر نطاق واسع من الأنابيب الصلبة، وتغيير القطر يعني عادةً تغيير الكم أو التغيير إلى مجموعة أدوات أخرى مصممة لنطاق القطر العمودي هذا. عندما لا تتطابق أدوات المعايرة بشكل صحيح مع القطر المستهدف، تصبح هندسة القالب غير ذات صلة تقريبًا: لن يحافظ الأنبوب على شكله بشكل صحيح بغض النظر عن ذلك.
عواقب المنتج: تشغيل القطر الخارجي خارج نطاق التفاوت المسموح به، وزيادة التفاوت البيضاوي، وضعف تشطيب السطح، وخردة بدء التشغيل الممتدة بعد كل عملية تغيير.
3. خزان تحجيم الفراغ - لماذا تعتبر السعة المادية حدًا صعبًا
خزان تحجيم التفريغ عبارة عن حاوية محكمة الغلق تستخدم ضغطًا سالبًا لتثبيت الأنبوب اللين على غلاف المعايرة أثناء تبريده. وتضع أبعاده الداخلية حدًا أعلى ثابتًا لحجم الأنبوب الذي يمكنه معالجته بشكل صحيح - ولا يغير أي تعديل في العملية هذا الحد.
لا يتحول الخزان المصمم للإنتاج بقطر صغير إلى خزان ذي أنبوب كبير من خلال تعديل المعلمات. فإما أن يتناسب الأنبوب بشكل صحيح مع بيئة التحجيم أو لا يتناسب.
عواقب المنتج: عدم كفاية تأثير التفريغ على السطح الخارجي، وضعف التحكم في القطر الخارجي، وضعف قابلية التكرار، وتدهور تشطيب السطح.
4. سعة التبريد - لماذا تظهر مشاكل الأنابيب الكبيرة بعد الموت
التبريد هو المكان الذي غالبًا ما تظهر فيه مشاكل عدم اتساق الخط في أغلب الأحيان. تحمل الأنابيب ذات الجدران السميكة وذات القطر الكبير حرارة أكبر بكثير وتتطلب وقت تبريد أطول للتصلب. يجب أن تنتقل الحرارة من الجدار الداخلي إلى الخارج من خلال سمك الجدار الكامل، ولا يمكن تسريع هذه العملية بما يتجاوز ما تسمح به المادة والهندسة.
لا يمكن لخط الأنابيب الصغيرة تبريد الأنابيب ذات القطر الكبير بشكل كافٍ. وقد يظل الأنبوب طريًا عندما يصل إلى السحب، مما يتسبب في ترهله أو تشوهه أو تغير أبعاده أثناء انتقاله على الخط.
يتم حساب طول خزان التبريد ومعدل تدفق المياه خصيصًا لكل قطر أنبوب وسمك جداره - وهذه الحسابات غير قابلة للتبديل بين أحجام الخطوط. للحصول على تفصيل فني لكيفية تحديد سعة التبريد التي تحد من قدرة التبريد على إخراج الخط، انظر تحليل بلاستيك تكنولوجي لتعظيم قدرة التبريد في البثق.
عواقب المنتج: الترهل قبل أن يتصلب الجدار، وتدهور الاستدارة وانحراف سمك الجدار خلال قسم التبريد.
5. نطاق التحكم في السحب - لماذا “يمكن سحبها” ليست مثل “يمكن التحكم فيها”
يُعد السحب (وحدة السحب التي تسحب الأنبوب بعيدًا عن القالب بسرعة مضبوطة) جزءًا من التحكم في الأبعاد، وليس مجرد نقل المواد.
تؤثر سرعة السحب بشكل مباشر على متوسط سُمك الجدار - فالسحب الأسرع يسحب الجدار بشكل أرق، والسحب الأبطأ يسمح له بالبناء. للحصول على شرح مفصل لكيفية حدوث ذلك مزامنة مخرجات-سحب-إيقاف التشغيل تعمل العلاقة وكيفية مراقبتها أثناء الإنتاج، راجع دليلنا المخصص لذلك.
تعمل الأنابيب ذات القطر الصغير عادةً بسرعات عالية. وتعمل الأنابيب ذات القطر الكبير ببطء شديد. يمكن أن تكون نسبة السرعة بين طرفي النطاق العريض المطالب به كبيرة، وقد لا يحافظ السحب المحسّن لأحد الطرفين على دقة التحكم المطلوبة في الطرف الآخر. ضغط التشبيك مهم أيضًا: يجب أن تتوافق قوة التلامس مع قطر الأنبوب وصلابة الجدار، وإلا فإن أداة السحب إما أن تضع علامة على المنتج ذي الجدار الرقيق أو تفشل في الإمساك بالأنبوب الكبير ذي الجدار الثقيل بشكل كافٍ.
عواقب المنتج: انجراف القطر أثناء التشغيل، وتباين سُمك الجدار، وعلامات السطح الناتجة عن التثبيت غير الصحيح.
طريقة أفضل لفهم النطاقات المتداخلة

النموذج الذهني الأكثر فائدة ليس “ما هي الأحجام التي يمكن أن ينتجها هذا الخط نظريًا” ولكن “أين تتداخل نوافذ العمل الخمسة”.”
كل نظام فرعي له نطاق يعمل فيه بشكل جيد. يحتوي الطارد على منطقة إخراج حيث تكون جودة الذوبان متسقة. أدوات المعايرة لها قطر تم تصميمها من أجله. خزان التفريغ له غلاف سعة مادية. يحتوي قسم التبريد على معدل إزالة الحرارة المطابق لعائلة سمك الجدار. يحتوي السحب على نطاق سرعة وقوة حيث يكون التحكم دقيقًا.
عندما تتداخل جميع النوافذ الخمس حول نفس عائلة الحجم - لنقل مثلاً 16-75 مم - يكون هذا الخط خط أنابيب صغيرة حقيقية. عندما تتداخل النوافذ حول 75-250 مم، يكون هذا الخط خط أنابيب صلب حقيقي متوسط المدى. يكمن الخطأ في افتراض أن تغيير متغير واحد (القالب) يحرك تلقائيًا جميع النوافذ الأخرى بالتوازي معه.
هذا هو السبب في أن توصيات الخطوط تتبع بنية مجزأة - SJ65/33 لـ 16-75 مم، SJ75/33 لـ 50-160 مم، SJ90/33 لـ 75-250 مم - ولماذا تتداخل النطاقات عند الحواف ولكنها غير قابلة للتبادل. يعني التداخل عند الحدود أن الخط يمكن أن يمتد قليلاً إلى المنطقة المجاورة. ولا يعني ذلك أن النطاق الكامل للخط الأكبر متاح للمنتج الأصغر، أو العكس.
ما يطلق عليه السوق المرونة هو المرونة المجزأة - وليس القدرة الشاملة.
ما الذي يجب أن يسأله المشترون قبل قبول مطالبة واسعة النطاق
إن السؤال الصحيح عند تقييم خط أنابيب صلب ليس “هل يمكنني تغيير القالب لتشغيل هذا الحجم؟ بل السؤال الصحيح هو: ”ما هو نطاق التشغيل الفعال لهذا الخط، وما الذي يجب أن يتغير - بخلاف القالب - لتشغيل حجم مختلف داخله؟“
يجب أن تغطي الإجابة الكاملة:
- نطاق OD الواقعي، مع افتراضات سُمك الجدار عند كلا الطرفين
- سرعة الخط الواقعية ومعدل الإخراج الواقعي في كلا طرفي النطاق
- ما هي تغييرات أدوات المعايرة المطلوبة لكل مقاس
- ما هي إعدادات التفريغ والسحب التي تتغير، وكيف
- ما هي خردة بدء التشغيل المتوقعة بعد التغيير الكامل
- ما إذا كان الخط قد تم تشغيله في إنتاج مستدام - وليس فقط في ظروف تجريبية - بالأحجام التي يتم عرضها
المورد الذي يستطيع الإجابة عن كل هذه الأسئلة على وجه التحديد يصف نظام إنتاج حقيقي. أما المورد الذي تكون إجابته “مجرد تغيير القالب” فهو يصف إمكانية نظرية.
المشتري الأكثر أماناً لا يطلب “هل يمكن لهذا الخط أن يصنع غليوني؟” ولكن “هل يمكن لهذا الخط أن يصنع غليوني بشكل جيد ومتكرر وتجاري؟”
الخاتمة
لا توجد الإجابة الحقيقية لنطاق حجم ماكينة بثق الأنابيب في القالب. يتم تعريف ماكينة بثق الأنابيب من خلال تداخل نافذة الإخراج، ونظام المعايرة، وسعة خزان التفريغ، وسعة التبريد، ونطاق التحكم في التفريغ. عندما تتحاذى هذه النوافذ حول عائلة الحجم، ينتج الخط تلك العائلة بشكل جيد. وعندما لا يحدث ذلك، يكون الإنتاج ممكنًا ولكن لا يمكن الاعتماد عليه.
لا يعد الخط الموصى به لمقاس 75-250 مم خطًا جيدًا تلقائيًا مقاس 16 مم. النطاق الواسع الموصى به ليس تلقائيًا خيارًا قويًا للإنتاج. ما يهم هو ما إذا كان النظام بأكمله مطابقًا لعائلة المنتجات التي تحتاج بالفعل إلى تشغيلها - وليس ما إذا كان يمكن تركيب رأس القالب فعليًا.
الأسئلة الشائعة
Q1: هل يمكن تشغيل ماكينة بثق أنبوب واحد بأقطار مختلفة؟
نعم، ولكن عادةً ما يكون ضمن نطاق عائلي محدد. القيد العملي ليس القالب وحده. بل هو ما إذا كان الإخراج والمعايرة وتغيير حجم التفريغ والتبريد والتحكم في التفريغ والتبريد والسحب يظل متطابقًا بشكل صحيح عبر هذا النطاق.
Q2: لماذا لا يكفي تغيير قالب بثق الأنابيب في حد ذاته؟
نظرًا لأن جودة الأنبوب النهائي تعتمد على غلاف المعايرة، وتغيير حجم التفريغ، والتبريد، والتفريغ والتفريغ - وكلها يجب أن تتطابق أيضًا مع القطر المستهدف. يؤدي تغيير القالب إلى تغيير هندسة مخرج الذوبان. ولا يغير أيًا من تلك الشروط النهائية.
Q3: لماذا يمكن أن يكون الخط الأكبر خياراً سيئاً للأنابيب الأصغر حجماً؟
لأن نافذة إنتاج الخط الأكبر، وتهيئة التبريد، ونطاق سرعة التفريغ تتوافق مع المنتج الأكبر حجمًا. يؤدي تشغيل أنبوب صغير على خط كبير إلى دفع العملية خارج نطاق كفاءتها، مما ينتج عنه تجانس ذوبان أسوأ، واستقرار أبعاد أسوأ، وخردة أعلى - حتى لو خرج الأنبوب من الناحية الفنية.
Q4: ما الذي يجب أن أسأل المورد عن مرونة ماكينة بثق الأنابيب؟
اسأل عن نطاق التشغيل الفعال، وليس فقط النطاق المزعوم. اسأل عن التغييرات إلى جانب القالب، وما هي حدود المصب المطبقة، وما هي سرعة الخط والجودة التي يمكن توقعها عند طرفي النطاق، وما إذا كانت ادعاءات الأداء مدعومة ببيانات الإنتاج المستدام أو الظروف التجريبية فقط.
استكشف المواضيع
تصفية حسب المواصفات
هل لديك أسئلة فنية؟
فريقنا الهندسي جاهز لمساعدتك في عملية البثق أو تكوين الماكينة.

جيسون شين
جيسون هو مؤسس آلة البثق جينكسين ومهندس مخضرم يتمتع بخبرة عملية تزيد عن 20 عامًا في مجال الماكينات البلاستيكية.
بدأ مسيرته المهنية في الورشة وأتقن كل التفاصيل الفنية - من الأسلاك الكهربائية إلى استكشاف الأخطاء وإصلاحها المعقدة.
واليوم، يشرف شخصياً على عمليات الفحص النهائية، مما يضمن أن كل ماكينة يتم تصنيعها بخبرة فنية عميقة وموثوقية تم اختبارها ميدانياً.
مزيد من القراءة
عرض أسعار خط البثق: ما يتضمنه وما يجب التحقق منه قبل الشراء
هل تقارن بين عروض أسعار خطوط البثق؟ استخدم هذه القائمة المرجعية لنطاق التوريد لمعرفة ما هو مشمول وما هو مستبعد عادةً وما هو...مبادل غربال البثق وترشيح الذوبان: كيفية تقليل التلوث وتذبذب الضغط
دليل عملي لمبدلات الغربال في بثق البلاستيك - كيف يتحكم الترشيح بالذوبان في التلوث، ولماذا تتسبب تغييرات الغربال في الضغط...




