Экструдер для профилей из поликарбоната и оптических профилей PMMA
Одношнековая линия экструзии профилей для ПК, настроенная на производство оптических профилей из поликарбоната и ПММА, включая прозрачные крышки, абажуры и профили из рассеивающего свет пластика.
Компания Jinxin конфигурирует линию экструзии профилей PC/PMMA на основе вашего чертежа, марки материала, требований к поверхности и ожидаемого диапазона производительности. Линия может включать согласованный одношнековый экструдер, матрицу с зеркальной полировкой, вакуумный калибровочный стол, охлаждение, отвод, резку и дополнительную защиту пленкой для прозрачных или глянцевых поверхностей профиля.
Что такое линия экструзии профилей для ПК?
Линия экструзии профилей для ПК - это одношнековая производственная линия, которая перерабатывает поликарбонат и ПММА в непрерывные прозрачные или полупрозрачные профили, такие как крышки для светодиодных трубок, абажуры, плоские светорассеивающие полосы и жесткие оптические трубки, с определенным сечением, допуском по размерам и чистотой поверхности.
В отличие от поставщика готовых светодиодных покрытий или экструдера алюминиевых профилей, это производственное оборудование, настроенное в соответствии с вашим чертежом профиля, маркой смолы и требованиями к оптической поверхности.
Примечание: На этой странице представлены линии экструзии профилей из ПК и ПММА для прозрачных и оптических пластиковых профилей. Здесь не рассматриваются алюминиевые светодиодные профили, поставки готовых абажуров, экструзия листов ПК или ПММА, а также линии по производству оконных и дверных профилей из ПВХ.
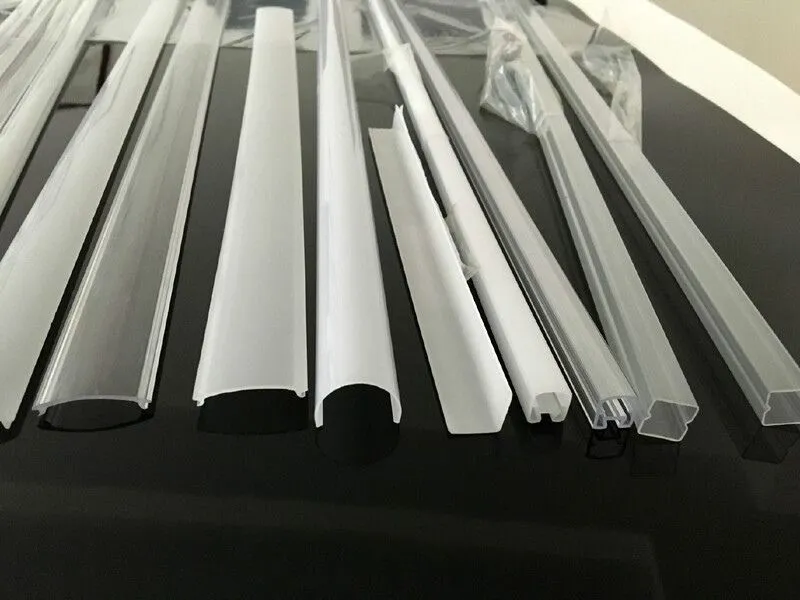
Профили из ПК и ПММА, производимые на этой линии

Приложение 01
Крышки светодиодных трубок
Крышки круглого сечения и профили абажуров для трубчатых светодиодных светильников T5, T8 и на основе рисунка. Линия может производить ударопрочные крышки из ПК или высокопрочные крышки из ПММА с прозрачной, матовой или молочно-белой отделкой.

Приложение 02
Плоские светорассеивающие полоски
Плоские профильные экструзии для встраиваемых и накладных светодиодных линейных светильников. Линейка сконфигурирована таким образом, чтобы поддерживать равномерное рассеивание света по всей ширине ленты, со стандартными или основанными на чертежах вариантами ширины.
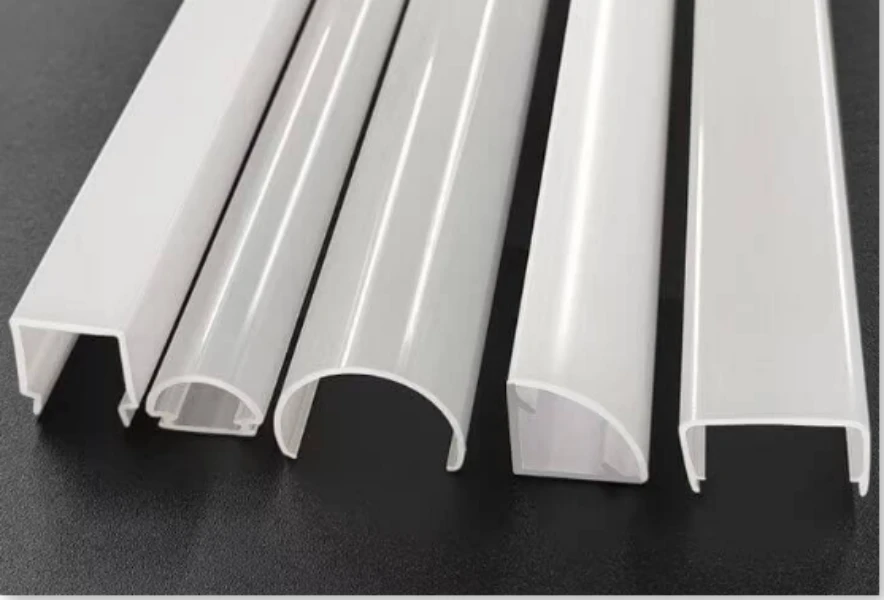
Приложение 03
Неровные профили на основе чертежей
Полукруглые, D-образные и другие профили неправильного сечения для архитектурного и декоративного освещения. Опциональная двухцветная коэкструзия позволяет создавать такие комбинации, как молочно-белый рассеиватель с цветным корпусом или матовый верх с непрозрачным основанием.

Приложение 04
Жесткие трубки из ПК и ПММА
Стандартные круглые трубы и трубчатые профили с рисунком из поликарбоната или ПММА. ПК часто выбирают для ударопрочных защитных корпусов и корпусов для промышленного освещения, а ПММА можно использовать для декоративных или оптических трубок высокой степени защиты.
Основные компоненты линии экструзии профилей для ПК
Линия экструзии профилей для ПК сконфигурирована для прозрачных материалов PC и PMMA, где стабильность расплава, качество поверхности фильеры, вакуумный размер и последующая обработка напрямую влияют на готовый профиль. Каждый модуль подбирается в соответствии с чертежом профиля, маркой смолы, требованиями к поверхности и ожидаемым диапазоном производительности.
Для производства оптических профилей из ПК и ПММА компания Jinxin может настроить основной экструдер, дополнительный соэкструдер, вакуумный калибровочный стол, отвод, режущий блок и систему защиты пленки для обеспечения стабильных размеров и чистой поверхности на выходе.

Экструзионная система
Одношнековый экструдер с высоким крутящим моментом
- Система привода: Преобразователь частоты ABB в сочетании с 6-полюсным двигателем и редуктором Type 173 с закаленной поверхностью.
- Интерфейс управления: 15-дюймовый сенсорный экран PLC с синхронизированной регулировкой скорости экструдера и тянущего устройства.
- Терморегуляция: Выделенные зоны нагрева, управляемые тайваньскими твердотельными реле FOTEK, с предварительным нагревом по расписанию и индикацией неисправностей.
- Пластификация: Шнек и ствол из азотированного сплава профилированы для обеспечения стабильности расплава ПК и ПММА.

Гибкость совместной экструзии
Мобильный ко-экструдер для двухцветных или матовых профилей
- Позиционирование: Электрическая регулировка высоты в диапазоне 900-1200 мм с вращающимся на 270 градусов консольным блоком управления для гибкой интеграции.
- Система привода: Преобразователь частоты ABB с редуктором типа 146 с закаленной поверхностью и двигателем с прямым подключением.
- Контроль: Независимое управление с помощью ПЛК для настройки параметров соэкструзии и воспроизводимого ввода в эксплуатацию.

Калибровка и охлаждение
Вакуумный калибровочный стол с инверторным управлением
- Контроль давления: Вакуумный насос регулируется преобразователем частоты ABB, настраивается через главный HMI или вручную.
- Охлаждающая инфраструктура: 10-канальный вакуумный, 10-канальный водяной и 10-канальный воздушно-продувочный коллектор, интегрированный с охлаждающим баком из нержавеющей стали.
- Поддержка профиля: Опорные рамы против провисания для широких профилей, с калибровочной опорой для стандартных круглых труб.
- Выравнивание: Моторизованное движение вперед/назад с ручной регулировкой X/Y/Z.
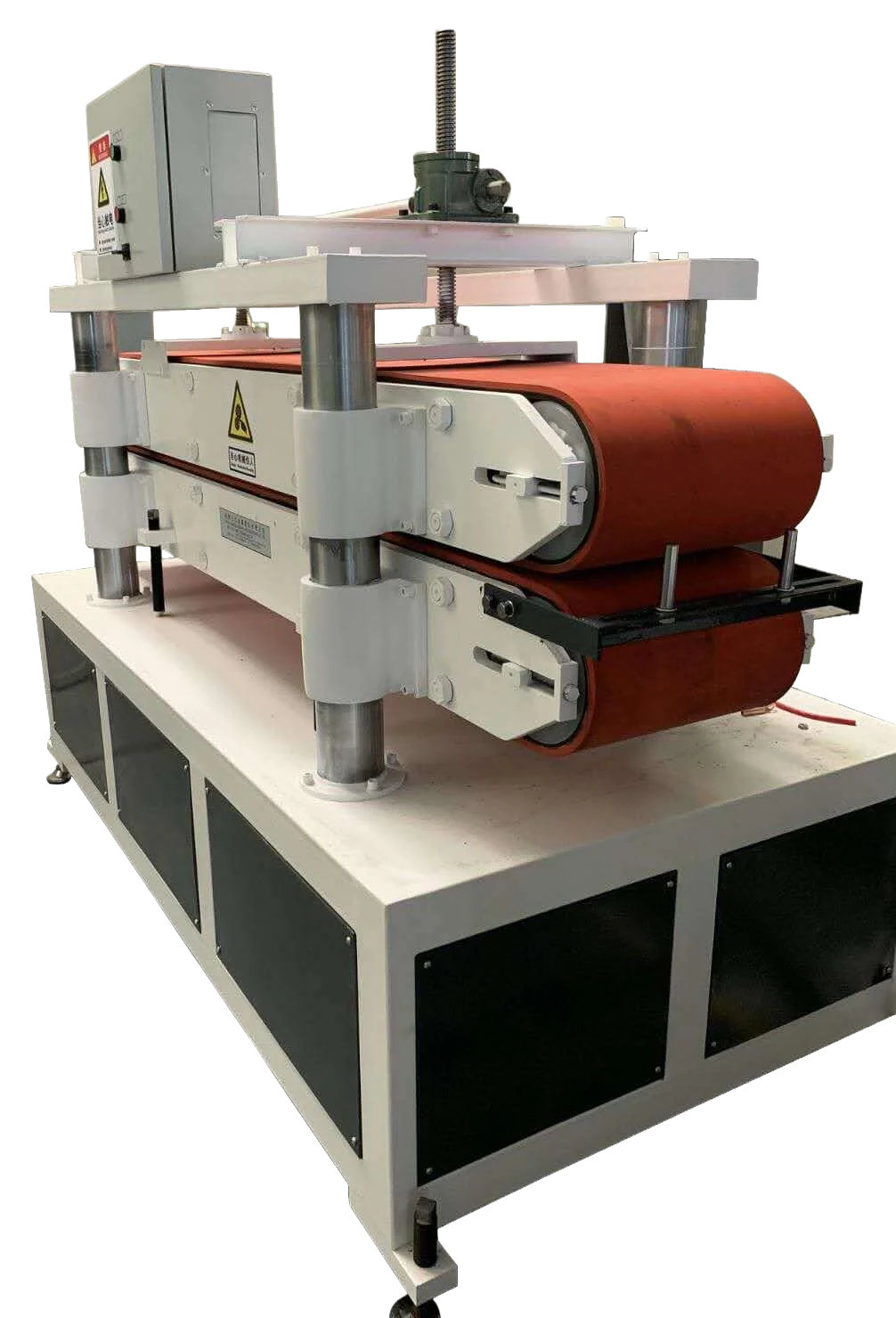
Система тяги
Двухмоторный грузовой автомобиль с плоской лентой
- Система привода: Двухдвигательная конфигурация, управляемая преобразователем частоты ABB.
- Регулировка: Электрическая регулировка давления для зажима и разжима ленты.
- Контроль скорости: Синхронизированная регулировка скорости транспортировки с помощью сенсорного экрана главного ПЛК.
- Обработка профиля: Плоская тяга ремня помогает защитить прозрачные поверхности профилей из ПК и ПММА во время стабильного вытягивания.

Прецизионная резка
Автоматическая пильная установка
- Контроль длины: Измерение с помощью энкодера и компьютерного управления для воспроизведения размеров.
- Точность резки: Допуск на резку может достигать +/-1 мм при подходящем профиле и условиях эксплуатации.
- Качество кромки: Импортные пильные диски обеспечивают чистую резку жестких профилей из ПК и ПММА.
- Коллекция: Пневматический опрокидывающийся штабелер для организованной выгрузки продукции.

Защита поверхности
Аппликатор для нанесения пленки после обрезки
- Функция: Автоматическое устройство для нанесения защитной пленки, расположенное после процесса резки.
- Цель: Нанесение защитной пленки из полиэтилена для предотвращения царапин во время сбора, упаковки и транспортировки.
- Пример использования: Рекомендуется для глянцевых светодиодных крышек и прозрачных оптических профилей; опционально для жестких трубок из ПК или ПММА в зависимости от требований к поверхности.




Готовы к настройке экструзионной линии для производства профилей ПК?
Пришлите нам чертеж профиля или образец, марку смолы, требования к поверхности и предполагаемый диапазон производительности. Наши инженеры проанализируют оснастку для штампов, метод определения размеров и конфигурацию последующих потоков, а затем отправят вам прямое заводское предложение.
Воспользуйтесь панелью контактов на этой странице или напишите по адресу sales@jfextruder.com.
Почему производители и руководители отделов закупок выбирают Jinxin
Заводские испытания на основе продукции
Перед отгрузкой мы проводим тестовые испытания согласованного типа продукции, чтобы проверить соответствие матрицы и стабильность размеров профиля в реальных условиях экструзии. Для оптических профилей из ПК и ПММА мы также проверяем чистоту поверхности и убеждаемся в отсутствии линий штампа в производственных условиях. После стабильной работы профиля мы регистрируем практические данные для запуска, такие как температурные зоны, скорость шнека, скорость транспортировки и настройки последующего потока.
- Проверка размеров: Мы запускаем линию, чтобы убедиться, что штамп обеспечивает точные размеры и допуски вашего профиля.
- Рецепт “Старт-ап”: Мы регистрируем успешные параметры обработки (температуры, скорости), использованные во время испытания. Вы получаете этот технический паспорт, чтобы отказаться от догадок и немедленно приступить к производству.
- Калибровка материала: Если в вашем продукте используется специальный состав, мы можем порекомендовать отправить образцы материала перед тестированием, чтобы эталоны для запуска были основаны на предполагаемом материале.
Прозрачное, построчное цитирование
Ваше коммерческое предложение - это не расплывчатое резюме. Это построчное перечисление каждого компонента оборудования и его марки (например, Siemens, ABB), гарантирующее, что оборудование соответствует обещаниям.
- Подробный список конфигураций: Каждый двигатель, инвертор, бак и контроллер перечислены по маркам и моделям.
- Очистить параметры обслуживания: Установка и обучение на объекте оплачиваются как отдельная, прозрачная статья расходов-Никаких неожиданных платежей.
- “Окончательная” цена: Никаких скрытых дополнений. Что вы подписываете, за то и платите.
Стратегия глобального обслуживания компонентов
Мы строго соблюдаем стратегию компонентов “Готовность к обслуживанию”, чтобы обеспечить безопасность вашей цепи поставок.
- Глобальные гиганты первого уровня: Для основных приводов и двигателей мы используем Siemens, ABB, RKC и Omron-доступны практически в любом промышленном городе мира.
- Проверенные международные бренды: Для систем управления и электрики мы выбираем такие бренды, как WECON и CHINT, которые имеют развитые дистрибьюторские сети на крупнейших рынках.
- Результат: Будь то привод премиум-класса или стандартное реле, проверенное качество и удобное обслуживание гарантированы.
Удостоверения доверия
Большинство наших международных клиентов расширяют свои мощности вместе с нами, что является показателем долгосрочной надежности.
По запросу мы настраиваем линию в соответствии с вашими целевыми характеристиками профиля и требованиями к тестированию конечного пользователя. Мы также предоставляем сертификат происхождения, чтобы свести к минимуму ваши импортные пошлины.
Доверие производителей, обслуживающих мировые бренды
Мы поставляем светодиодные светильники для китайских высокоскоростных железнодорожных вагонов Fuxing. Линия Jinxin неизменно обеспечивает оптическую чистоту и точность размеров, необходимые для прохождения сертификации безопасности и качества железнодорожного транспорта.
Решающим фактором стало зеркальное качество штампа - постоянная четкость поверхности с минимальными линиями штампа на всех этапах производства.
Наши профили для светодиодных покрытий поставляются дистрибьюторам по всему Ближнему Востоку, и любая царапина на поверхности означает отказ в поставке. Мы попросили Jinxin добавить поточный аппликатор пленки для защиты профилей сразу после резки.
Они интегрировали устройство в нашу линию - теперь каждый кусок выходит с полиэтиленовой пленкой, нанесенной автоматически. Никаких ручных манипуляций, никаких царапин.
Часто задаваемые вопросы о линиях для экструзии профилей ПК
Что такое линия экструзии профилей для ПК и что она производит?
Линия экструзии профилей ПК - это одношнековая производственная линия, используемая для переработки гранул поликарбоната (ПК) и ПММА в непрерывные прозрачные или полупрозрачные пластиковые профили. Она может производить крышки для светодиодных трубок, абажуры, плоские светорассеивающие полосы, жесткие оптические трубки и оптические профили с рисунком, где важны стабильный размер, чистая поверхность и отсутствие царапин.
Какие продукты может производить эта линия экструзии профилей PC/PMMA?
На этой линии можно производить прозрачные крышки из ПК, профили для абажуров из ПММА, плоские светорассеивающие полосы, жесткие трубки из ПК или ПММА, матовые профили, молочно-белые осветительные крышки и нестандартные профили по вашему чертежу. Дополнительная коэкструзия может поддерживать двухцветные или матовые/прозрачные комбинации, если этого требует дизайн профиля.
Может ли одна производственная линия работать с профилями из ПК и ПММА?
Да, во многих случаях одна линия экструзии профилей PC/PMMA может работать с обоими материалами без замены шнека и бочки, поскольку PC и PMMA - прозрачные аморфные смолы с аналогичными требованиями к конструкции одного шнека. При переходе от одного материала к другому все равно требуется продувка, регулировка температуры и проверка процесса в зависимости от марки смолы и формы профиля.
Какой диапазон температур обычно используется для экструзии профилей из ПК и ПММА?
Типичные начальные значения часто составляют около 260-300°C для ПК и около 200-250°C для ПММА, но окончательные настройки зависят от марки смолы, конструкции шнека, структуры матрицы, целевого выхода и требований к поверхности. Компания Jinxin использует данные о переработке, предоставленные поставщиком смолы, и результаты заводских испытаний, чтобы помочь установить практические рекомендации по запуску.
Требуется ли поликарбонату сушка перед экструзией?
Да. Поликарбонат чувствителен к влаге, поэтому перед экструзией его следует высушить, чтобы уменьшить количество пузырьков, следов расслоения и потерю прозрачности поверхности. Условия сушки должны соответствовать техническим характеристикам поставщика смолы; для многих марок ПК предварительная сушка обычно проводится при температуре 100-120°C в течение нескольких часов. При необходимости в конфигурацию линии может быть включена осушительная сушилка.
Почему при производстве оптико-поверхностного профиля для ПК особое внимание уделяется матрице?
При изготовлении прозрачных или глянцевых профилей из ПК и ПММА траектория движения фильеры и качество поверхности напрямую влияют на линии фильеры, следы волочения, следы от потоков и блеск поверхности. Зеркально-полированная оснастка, например штамповая сталь S-136H, помогает уменьшить видимые дефекты поверхности, но конечное качество также зависит от сушки смолы, контроля температуры, сдвига шнека и стабильности последующей обработки.
Как повысить стабильность размеров при калибровке?
Стабильность размеров зависит от стабильного вакуумирования, равномерного охлаждения, подходящей поддержки профиля и синхронизированной скорости транспортировки. Для более широких профилей светодиодных крышек опорные рамы могут помочь уменьшить провисание в резервуаре для воды. Вакуумное давление, длина охлаждения, расход воды и скорость транспортировки подбираются в соответствии с чертежом профиля и требованиями к допускам.
Что вызывает пожелтение или черные пятна при экструзии профилей из ПК или ПММА?
Пожелтение обычно связано с перегревом, чрезмерным временем выдержки, плохой сушкой или неподходящими температурными режимами. Черные пятна могут образовываться, когда материал остается в мертвых зонах внутри бочки, адаптера или фильеры и со временем карбонизируется. Правильная сушка, стабильный температурный контроль, подходящая геометрия шнека и чистая конструкция фильеры помогают снизить эти риски.
Чем экструдер для производства профилей из ПК/ПММА отличается от экструзионной линии для производства пластиковых профилей общего назначения?
Линия экструзии профилей PC/PMMA уделяет больше внимания обработке прозрачных материалов, качеству оптической поверхности и отсутствию царапин. По сравнению с линией для производства пластиковых профилей общего назначения, она обычно требует более качественной подготовки к сушке, более стабильного контроля расплава, зеркально отполированных поверхностей фильеры, контролируемой калибровки вакуума и защиты на последующих этапах, таких как направленная транспортировка или нанесение пленки.
Связанные ресурсы
- О компании Jinxin - почему мы сосредоточились исключительно на одношнековой экструзии →
- Установка и ввод в эксплуатацию: Удаленный монтаж и монтаж на месте - что ожидать →
- Запасные части и текущее обслуживание для вашей экструзионной линии →
- Распространенные проблемы экструзии и способы их устранения →
Получите коммерческое предложение на основе конфигурации
Сообщите чертеж или образец профиля, марку смолы, требования к поверхности и ожидаемый диапазон производительности через контактную панель на этой странице. Если профиль нуждается в соэкструзии, вакуумной калибровке, специальной оснастке или защите пленкой, укажите эти детали, чтобы компания Jinxin могла более точно рассмотреть конфигурацию линии.
Вы также можете отправить письмо по электронной почте sales@jfextruder.com с вашими чертежами и заметками по проекту.
