Gama de tamanhos da extrusora de tubos: Porque é que uma linha não pode cobrir eficazmente todos os tamanhos de tubos
Quando os compradores falam sobre a gama de tamanhos da extrusora de tubos, O mal-entendido raramente resulta de comparações extremas. Ninguém está a tentar utilizar um tubo de 1200 mm numa linha de pequeno diâmetro. A verdadeira confusão acontece na zona intermédia sobreposta - gamas como 16-75 mm, 50-160 mm e 75-250 mm - em que os compradores olham para uma linha recomendada para tubos de 250 mm e assumem razoavelmente que também deve suportar tubos de 16 mm apenas mudando a matriz. Esse pressuposto está errado, e compreender porquê é o objetivo deste artigo.
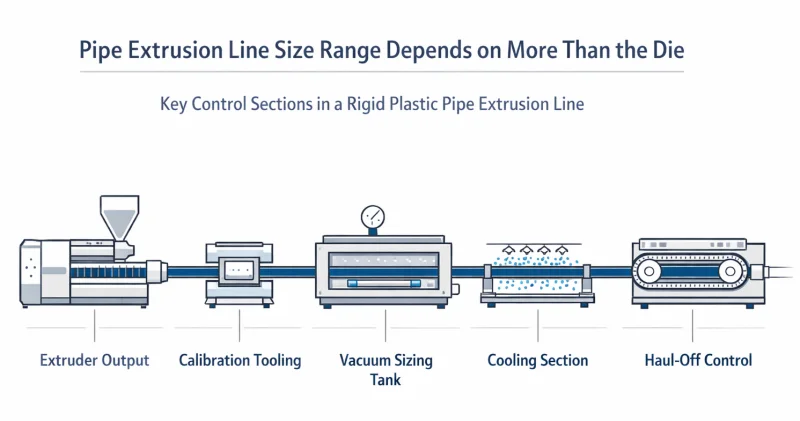
Uma mudança de matriz pode permitir a produção de um tamanho diferente. Não torna automaticamente essa linha estável, eficiente ou económica em toda a gama. A verdadeira gama de tamanhos da extrusora de tubos é definida pela sobreposição de várias janelas de trabalho ao mesmo tempo: saída da extrusora, ferramentas de calibração, dimensionamento do vácuo, arrefecimento, controlo do transporte e acabamento. Quando essas janelas se alinham em torno da mesma família de tamanhos, a linha funciona bem. Quando não se alinham, o tubo sai - mas não de forma consistente, e não com qualidade ou custo aceitáveis.
“Está apenas a tentar vender mais equipamento.”
Esta é a reação mais comum - e é uma reação justa. Por isso, vamos ser diretos.
Poderíamos vender-lhe uma linha e dizer-lhe que ela trata de tudo. Alguns fornecedores fazem exatamente isso. O tubo sai. Faz-se um teste, parece aceitável, e a ordem de compra é assinada.
O que acontece a seguir é a razão pela qual não o fazemos.
Após alguns meses de produção real, começam os problemas - espessura de parede instável, desvio dimensional, refugo superior ao esperado, queixas de qualidade dos seus clientes. Nessa altura, não vai pensar “comprei a configuração de linha errada”. Vai pensar “este equipamento é lixo”. Voltará a contactar-nos frustrado, e a reputação que passámos anos a construir será prejudicada por uma venda que sabíamos ser a opção errada desde o início.
Preferimos perder a encomenda.
Não se trata de uma atitude nobre - é uma atitude prática. O nosso negócio depende de clientes que regressam, indicam outros e confiam nas nossas recomendações. Uma linha que tem dificuldades na sua produção não o prejudica apenas a si. Prejudica-nos a nós. Por isso, quando recomendamos uma configuração segmentada em vez de uma única linha de gama alargada, é porque já vimos o que acontece quando a combinação errada entra em produção - e preferimos explicar a engenharia antecipadamente do que gerir as consequências a posteriori.
Talvez acabe de ler isto e ainda pense que estamos apenas a tentar vender mais. Não faz mal. Haverá sempre fornecedores dispostos a aceitar essa encomenda. Se não resultar como prometido, continuaremos aqui - e esperamos que a explicação deste artigo faça um pouco mais de sentido nessa altura.
Porque é que este mal-entendido é tão comum

O mito parece razoável porque contém uma meia-verdade. Os fornecedores vendem efetivamente uma extrusora de tubos para vários tamanhos de tubos. As cabeças de roscar (as ferramentas na extremidade da extrusora que moldam a massa fundida num perfil de tubo) são componentes genuinamente específicos do tamanho. E em muitas fábricas, as linhas funcionam com mais do que um diâmetro.
A confusão reside no facto de “vários tamanhos de tubos” na documentação do fornecedor significar quase sempre uma gama de família definida - e não uma flexibilidade ilimitada para baixo. Uma linha configurada para 75-250 mm tem a saída da extrusora, os dispositivos de calibração, a capacidade do tanque de vácuo, o comprimento de arrefecimento e a gama de velocidades de transporte adaptados a essa gama. Pedir-lhe para produzir tubos de 16 mm não é uma questão de geometria da matriz. É uma questão de saber se todos os outros subsistemas podem funcionar corretamente nas condições que a produção de 16 mm realmente exige - e a resposta é normalmente não, ou não é boa.
Para mais informações sobre a estrutura de um sistema de extrusão completo, ver [O que é uma extrusora de plástico? Da extrusora ao sistema de produção completo].
A verdadeira questão nunca é esta linha pode fazer o tubo uma vez. É pode esta linha fazê-lo bem, repetidamente e de forma eficiente.
O que realmente define a faixa de tamanho da extrusora de tubos
1. Janela de saída da extrusora - Porque é que maior não é sempre mais flexível
Pense na extrusora como o motor da linha. Todos os motores têm uma faixa de potência em que funcionam eficientemente. Se o empurrar demasiado para fora dessa banda - demasiado lento ou demasiado forte - o desempenho diminui.
Os tubos de pequeno diâmetro requerem uma potência mais baixa, mas essa potência tem de ser mais estável e finamente controlada, porque as secções transversais pequenas têm menos tolerância a flutuações. Os tubos de grande diâmetro e de parede espessa requerem uma produção elevada e um equilíbrio térmico completamente diferente. Uma extrusora dimensionada para uma gama empurrada para a outra não produz simplesmente de forma menos eficiente - pode produzir de forma suficientemente diferente para afetar a qualidade do produto.
Em termos concretos: uma extrusora SJ65/33 é recomendada para tubos rígidos de 16-75 mm. Uma SJ75/33 é recomendada para 50-160 mm. Uma SJ90/33 é recomendada para 75-250 mm. Estas gamas sobrepõem-se nas extremidades, mas cada máquina é construída em torno de uma zona de saída específica, uma geometria de parafuso específica e uma combinação específica a jusante. Um comprador que selecione a SJ90/33 esperando que esta também produza 16 mm de forma eficiente, está a pedir à máquina que opere muito para além da sua janela de saída concebida - o que significa que o parafuso trabalha muito lentamente, a homogeneidade da fusão é afetada e a estabilidade dimensional diminui.
A fraca homogeneidade da massa fundida é uma causa direta da variação dimensional do produto - e o funcionamento do parafuso de grandes dimensões a baixas rotações para tubos pequenos é uma forma fiável de a produzir. Para uma análise mais aprofundada da interação entre a conceção do parafuso e a estabilidade da produção, consulte Análise da Plastics Technology sobre o controlo da pressão na extrusão de parafuso único.
Consequências do produto: variação da espessura da parede, diâmetro exterior instável, elevado desperdício de arranque, custo energético desproporcionado por quilograma de tubo acabado.
2. Ferramentas de Calibração - Porque é que o tubo não está acabado na matriz
Quando a massa fundida sai do molde, ainda está quente, ainda está mole e ainda é dimensionalmente instável. A matriz molda o perfil geral. O diâmetro exterior final, a redondeza e a qualidade da superfície são fixados pela manga de calibração (uma ferramenta de calibragem de precisão adaptada ao diâmetro pretendido) e pelo tanque de calibragem a vácuo a jusante.
Cada família de tamanhos de tubos requer ferramentas de calibração adequadas. Na prática, os casquilhos de calibração não são universais numa vasta gama de tubos rígidos, e mudar de diâmetro significa normalmente mudar o casquilho ou mudar para outro conjunto de ferramentas concebido para essa gama de diâmetro externo. Quando as ferramentas de calibração não estão corretamente adaptadas ao diâmetro pretendido, a geometria da matriz torna-se quase irrelevante: o tubo não manterá a sua forma correta independentemente disso.
Consequências do produto: diâmetro exterior fora da tolerância, aumento da ovalização, acabamento superficial deficiente, desperdício de arranque prolongado após cada mudança.
3. Tanque de dimensionamento a vácuo - Por que a capacidade física é um limite rígido
O tanque de dimensionamento a vácuo é um compartimento selado que utiliza pressão negativa para manter o tubo macio contra a manga de calibração enquanto arrefece. As suas dimensões internas estabelecem um limite superior rígido para o tamanho do tubo que pode processar corretamente - e nenhum ajuste do processo altera esse limite.
Um reservatório construído para a produção de tubos de pequeno diâmetro não se transforma num reservatório de tubos grandes através do ajuste de parâmetros. O tubo ou se adapta corretamente ao ambiente de dimensionamento ou não.
Consequências do produto: efeito de vácuo inadequado na superfície exterior, fraco controlo do diâmetro exterior, fraca repetibilidade, acabamento superficial degradado.
4. Capacidade de arrefecimento - Porque é que os problemas dos tubos de grandes dimensões aparecem depois do molde
O arrefecimento é onde os problemas de linhas desencontradas se tornam mais frequentemente visíveis. Os tubos de parede espessa e de grande diâmetro transportam substancialmente mais calor e requerem mais tempo de arrefecimento para solidificar. O calor deve ser conduzido da parede interior para o exterior através de toda a espessura da parede, e esse processo não pode ser apressado para além do que o material e a geometria permitem.
Uma linha de tubos pequenos não consegue arrefecer adequadamente tubos de grande diâmetro. O tubo pode ainda estar mole quando chega ao transportador, o que faz com que ceda, se deforme ou mude de dimensão à medida que se desloca pela linha.
O comprimento do tanque de arrefecimento e o caudal de água são calculados especificamente para cada diâmetro de tubo e espessura de parede - e estes cálculos não são intercambiáveis entre tamanhos de linha. Para uma análise técnica da forma como a capacidade de arrefecimento limita a saída da linha, ver Análise da Plastics Technology sobre a maximização da capacidade de arrefecimento na extrusão.
Consequências do produto: flacidez antes da solidificação da parede, degradação da circularidade, desvio da espessura da parede através da secção de arrefecimento.
5. Intervalo de controlo do transporte - Porque é que “pode puxá-lo” não é o mesmo que “pode controlá-lo”
O transporte (a unidade de tração que afasta o tubo da matriz a uma velocidade controlada) faz parte do controlo dimensional e não apenas do transporte de material.
A velocidade de arrastamento afecta diretamente a espessura média da parede - puxar mais depressa torna a parede mais fina, puxar mais devagar permite que ela se desenvolva. Para uma explicação pormenorizada de como isto sincronização de saída-descarga e como monitorizá-la durante a produção, consulte o nosso guia específico.
Os tubos de pequeno diâmetro funcionam normalmente a velocidades de linha elevadas. Os tubos de grande diâmetro funcionam muito lentamente. A relação de velocidade entre as duas extremidades de uma vasta gama de pedidos pode ser dramática, e um transporte optimizado para uma extremidade pode não manter a precisão de controlo necessária na outra. A pressão de aperto também é importante: a força de contacto tem de ser adaptada ao diâmetro do tubo e à rigidez da parede, ou o transportador marcará o produto de parede fina ou não conseguirá agarrar adequadamente o tubo grande de parede pesada.
Consequências do produto: desvio do diâmetro durante a execução, variação da espessura da parede, marcação da superfície devido a uma fixação incorrecta.
Uma maneira melhor de entender intervalos sobrepostos

O modelo mental mais útil não é “quais os tamanhos que esta linha pode teoricamente produzir”, mas sim “onde é que as cinco janelas de trabalho se sobrepõem”.”
Cada subsistema tem uma gama em que funciona bem. A extrusora tem uma zona de saída onde a qualidade da fusão é consistente. As ferramentas de calibração têm um diâmetro para o qual foram construídas. O depósito de vácuo tem um envelope de capacidade física. A secção de arrefecimento tem uma taxa de remoção de calor correspondente a uma família de espessura de parede. O transporte tem uma gama de velocidade e força em que o controlo é preciso.
Quando as cinco janelas se sobrepõem em torno da mesma família de tamanhos - digamos, 16-75 mm - essa linha é uma verdadeira linha de tubos pequenos. Quando se sobrepõem em torno de 75-250 mm, essa linha é uma verdadeira linha de tubos rígidos de gama média. O erro está em assumir que a alteração de uma variável (a matriz) faz com que todas as outras janelas se alinhem automaticamente com ela.
É por esta razão que as recomendações de linhas seguem uma estrutura segmentada - SJ65/33 para 16-75 mm, SJ75/33 para 50-160 mm, SJ90/33 para 75-250 mm - e porque é que as gamas se sobrepõem nos limites, mas não são permutáveis. A sobreposição no limite significa que uma linha pode estender-se ligeiramente para território adjacente. Não significa que toda a gama da linha maior esteja disponível para o produto mais pequeno, ou vice-versa.
O que o mercado chama de flexibilidade é uma flexibilidade segmentada - não uma capacidade universal.
O que os compradores devem perguntar antes de aceitarem uma reclamação de gama alargada
A pergunta correta quando se avalia uma linha de tubos rígidos não é “Posso mudar o molde para fazer funcionar este tamanho?” A pergunta correta é: “Qual é a gama de funcionamento eficiente desta linha e o que tem de mudar - para além do molde - para que nela funcione um tamanho diferente?”
Uma resposta completa deve abranger
- A gama realista de DO, com pressupostos de espessura de parede em ambos os extremos
- A velocidade realista da linha e a taxa de produção em ambos os extremos da gama
- Que alterações de ferramentas de calibração são necessárias para cada tamanho
- Que definições de vácuo e de transporte mudam, e como
- Que resíduos de arranque são esperados após uma mudança completa
- Se a linha foi utilizada em produção sustentada - e não apenas em condições experimentais - com as dimensões indicadas
Um fornecedor que possa responder especificamente a todas estas perguntas está a descrever um sistema de produção real. Um fornecedor cuja resposta seja “basta mudar o molde” está a descrever uma possibilidade teórica.
O comprador mais seguro não pergunta “Esta linha pode fazer o meu cachimbo?” mas “Esta linha pode fazer o meu cachimbo bem, repetidamente e comercialmente?”
Conclusão
A verdadeira resposta à gama de tamanhos da extrusora de tubos não se encontra na matriz. Uma extrusora de tubos é definida pela sobreposição da sua janela de saída, sistema de calibração, capacidade do tanque de vácuo, capacidade de refrigeração e gama de controlo de transporte. Quando essas janelas se alinham em torno de uma família de tamanhos, a linha produz bem essa família. Quando não se alinham, a produção é possível mas não é fiável.
Uma linha recomendada para 75-250 mm não é automaticamente uma boa linha de 16 mm. Uma vasta gama de pedidos não é automaticamente uma boa escolha de produção. O que importa é se todo o sistema é compatível com a família de produtos que realmente precisa de produzir - e não se uma cabeça de corte pode ser fisicamente instalada.
FAQ
Q1: Uma extrusora de tubos pode ter diâmetros diferentes?
Sim, mas normalmente dentro de um intervalo familiar definido. A limitação prática não é apenas a matriz. É saber se a saída, a calibração, o dimensionamento do vácuo, o arrefecimento e o controlo do transporte se mantêm adequadamente combinados ao longo dessa gama.
Q2: Porque é que uma mudança de matriz de extrusão de tubos não é suficiente por si só?
Porque a qualidade final do tubo depende da manga de calibração, do dimensionamento do vácuo, do arrefecimento e do transporte - todos os quais também devem ser adaptados ao diâmetro pretendido. A alteração da matriz altera a geometria da saída da massa fundida. Não altera nenhuma destas condições a jusante.
Q3: Porque é que uma linha maior pode ser uma má escolha para um tubo mais pequeno?
Porque a janela de saída de uma linha maior, a configuração de arrefecimento e a gama de velocidades de transporte são adequadas a produtos maiores. A utilização de tubos pequenos numa linha grande empurra o processo para fora da sua zona de eficiência, produzindo uma pior homogeneidade da fusão, uma pior estabilidade dimensional e um maior desperdício - mesmo que o tubo saia tecnicamente.
Q4: O que devo perguntar a um fornecedor sobre a flexibilidade da extrusora de tubos?
Pergunte qual é a gama de funcionamento eficiente e não apenas a gama reivindicada. Pergunte o que muda para além da matriz, quais os limites a jusante que se aplicam, qual a velocidade e qualidade da linha que se pode esperar em ambos os extremos da gama e se as afirmações de desempenho são apoiadas por dados de produção sustentada ou apenas por condições de ensaio.
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Extrusora Jinxin e um engenheiro veterano com mais de 20 anos de experiência prática em máquinas para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da extrusora: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




