Что такое экструдер для производства пластмасс? Как полная производственная система строится вокруг вашего продукта
Линия экструзии пластика - это не просто отдельная машина. Это целая производственная система - от подачи сырья до сбора готовой продукции - спроектированная для непрерывного производства конкретного пластикового изделия со стабильными размерами и неизменным качеством.
Если вы не знакомы с самим процессом экструзии, начните с Что такое экструзия пластмассы?. Если вы хотите разобраться в устройстве экструдера - центральной машины в любой линии - см. Что такое экструдерная машина?. Для более подробного ознакомления с оборудованием, которое идет после экструдера, см. Оборудование для экструзии пластмасс.
Эта статья посвящена линии в целом - не тому, что делает каждый компонент, а как и почему конкретная конфигурация линии определяется продуктом, который она должна производить.

1. Каждая линия перепроектируется на основе продукта
Не существует стандартной экструзионной линии. Каждая линия конфигурируется, исходя из того, что нужно произвести заказчику: материал, сечение, допуски на размеры и требуемая скорость производства. Каждое из этих решений определяет выбор конкретного компонента - и эти компоненты должны работать как единая система.
Материал определяет винт
Шнек экструдера - первый компонент, который необходимо определить, и в первую очередь он зависит от перерабатываемого полимера. Различные материалы имеют принципиально разные характеристики плавления, вязкости и термочувствительности, и шнек должен быть разработан в соответствии с ними.
Наиболее важными параметрами винта являются степень сжатия (отношение глубины канала подачи к глубине канала дозирования) и отношение длины к диаметру (L/D). Они не произвольны - их диктуют физические свойства полимера:
| Полимер | Степень сжатия | Типичный показатель L/D | Почему |
|---|---|---|---|
| ПЭ (полиэтилен) | 3-4 | 24-30:1 | Кристаллический, термически стабильный, легко текучий - выдерживает более высокое сжатие |
| PP (полипропилен) | 3.5-4 | 24-30:1 | Аналогичен полиэтилену - хорошая термическая стабильность, требует достаточного сжатия для плавления |
| Жесткий ПВХ | ~2.5 | 20-24:1 | Чрезвычайно чувствителен к теплу - самая низкая энергия активации термодеструкции среди распространенных пластмасс (20 ккал/моль против 46 для ПЭ, 65 для ПП). Плохая теплопроводность (0,19 Вт/мК, одна треть от ПЭ). Необходимо использовать низкое сжатие, чтобы избежать деградации |
| PA (нейлон) | 3-3.5 | 18-20:1 | Узкий диапазон плавления, низкая вязкость, высокая текучесть - требуется конструкция шнека с быстрым переходом. Гигроскопичность - требуется предварительная сушка |
| PC (поликарбонат) | 2-3 | 20-22:1 | Высокая вязкость, сильная гигроскопичность - требуется контролируемое сжатие и управление влажностью |
Данные о степени сжатия: Калшайн, Винт Лесуна. Тепловые свойства ПВХ: Kanademy. Основы степени сжатия: Технология пластмасс.
Шнек, предназначенный для полиэтилена, не будет работать с ПВХ - сжатие слишком агрессивное для термочувствительного материала. Шнек, предназначенный для PA, имеет профиль быстрого перехода, что приведет к плохому плавлению полиэтилена. Именно поэтому экструзионные шнеки всегда указываются для конкретного материала, а не выбираются из общего каталога.
Форма изделия определяет штамп
Экструзионная головка разработана таким образом, чтобы соответствовать сечению изделия. Трубная фильера позволяет получить кольцевую форму. Профильная фильера создает индивидуальное сечение, которое может быть сплошным, полым или многокамерным. Геометрия фильеры, конструкция проточного канала и длина участка разрабатываются с учетом конкретных размеров изделия.
Требования к продукции определяют последующие
Все, что происходит после штампа - размер, охлаждение, транспортировка, резка и сбор - выбирается в зависимости от потребностей продукта:
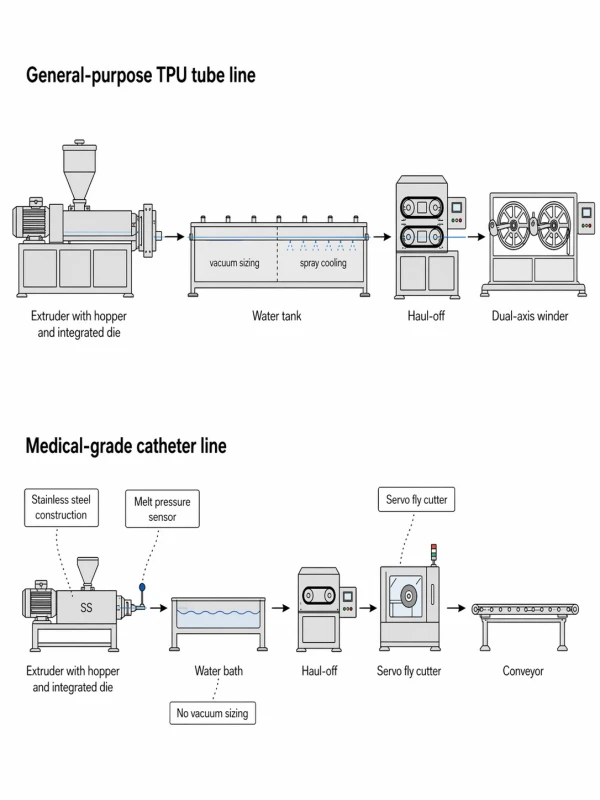
- Жесткая труба должна калибровка вакуума чтобы зафиксировать внешний диаметр, пока материал еще мягкий. Для гибкой трубки может потребоваться только водяная баня - эластичность материала обеспечивает достаточную стабильность размеров без вакуума.
- Сложный профиль требует калибровочные блоки - несколько стальных блоков с внутренним водяным охлаждением, которые сжимают форму со всех сторон по мере ее застывания. Простая круглая труба не нуждается в таком уровне разнонаправленного ограничения.
- Для товара, продаваемого в фиксированной длине, требуется прецизионный резак. Продукт, продаваемый в рулонах, нуждается в система намотки с контролем натяжения.
Это не аксессуары, добавляемые к стандартной машине. Они являются неотъемлемой частью линии, каждая из которых выбрана потому, что этого требует продукт.
2. Разные продукты, разные линии - даже при использовании одного и того же материала
Чаще всего различия между экструзионными линиями объясняют по типу продукции: трубные линии, профильные линии, листовые линии, трубные линии. Это справедливо - оборудование для трубной и профильной линии принципиально отличается.
Но есть и второй слой, который часто упускают из виду: Один и тот же материал, переработанный в различные продукты для разных областей применения, приводит к совершенно разным конфигурациям линий.
Уровень 1: Тип продукта определяет структуру линии
Трубопроводная линия и профильная линия - раздел определения размеров принципиально отличается:
| Трубопроводная линия | Профильная линия | |
|---|---|---|
| Die | Кольцевая матрица (круглое сечение) | Нестандартный профиль (сложное сечение) |
| Размер | Вакуумная гильза - отрицательное давление прижимает мягкую трубу к металлической гильзе, контролируя наружный диаметр и округлость | Калибровочные блоки - несколько стальных блоков с внутренним водяным охлаждением и вакуумными отверстиями, ограничивающими форму с разных сторон |
| Почему разные | Труба осесимметрична - одна гильза обеспечивает равномерное ограничение по всей окружности | Профиль асимметричный и часто многокамерный - требуется разнонаправленное ограничение при охлаждении |
| Охлаждение | Вакуумный бак + желоба для охлаждения спрея | Внутреннее водяное охлаждение в калибровочных блоках + резервуары для воды, расположенные ниже по течению |
| Резка | Фреза или пила без стружки, отслеживающая скорость линии | Пильный пропил, адаптированный к сложному сечению |
В обоих типах используется водяное охлаждение - разница не в “мокром и сухом”, а в том. структура секции определения размеров. Размеры труб определяются с помощью одной цилиндрической гильзы в вакуумном резервуаре. Размеры профилей определяются с помощью ряда металлических блоков, соответствующих сечению профиля.
Методы определения размеров труб: Conair - Три основных типа инструментов для определения размеров. Калибровка профиля: Технология производства пластмасс - Как определить размеры и откалибровать профильные детали. Выбор трубной оснастки: Технология пластмасс - Как выбрать правильную оснастку для экструзии труб.
3. Производительность линии зависит от соответствия системы
После выбора подходящих компонентов они должны работать вместе. Экструзионная линия представляет собой непрерывный процесс - материал проходит путь от загрузки до готового продукта без перерывов. Любая нестабильность на одном этапе распространяется вниз.
Критическая цепочка такова:
Стабильность подачи → Консистенция расплава → Синхронизация выхода-выхода → Равномерность охлаждения → Размеры готового продукта
- Если подача материала происходит неравномерно, производительность экструдера колеблется - и все последующие измерения (толщина стенки, вес на метр, наружный диаметр) перемещаются вместе с ней.
- Если Производительность экструдера и скорость транспортировки не синхронизированы, коэффициент вытяжки смещается и толщина стенки изменяется - даже если никто не трогал настройки.
- Если охлаждение происходит неравномерно, изделие может покинуть секцию определения размеров в хорошем состоянии, но впоследствии деформироваться или деформироваться.
На линиях, где производятся критически важные по размерам изделия, системы замкнутого цикла связывают эти этапы воедино. A система контроля веса гравиметрического счетчика измеряет фактический расход материала и регулирует скорость вращения шнека или тяги для поддержания заданного веса на метр, исключая время реакции оператора из уравнения. A Система управления на базе ПЛК Координирует температуру, скорость и давление на всей линии с помощью единого интерфейса, а также сохраняет рецепты, чтобы можно было вызвать проверенные настройки для повторного производства. Для изделий с самыми строгими допусками используется система насос для расплава обеспечивает дополнительный уровень стабильности производительности за счет механической развязки давления матрицы от поведения шнека.
Дело не в том, что каждой линии нужна любая система управления. Дело в том, что компоненты линии не являются независимыми машинами - они представляют собой части единой системы, производительность которой определяется тем, насколько хорошо они согласованы друг с другом и с продуктом.
Для линий, работающих на переработанном или вторичном сырье, используется устройство смены экструзионного экрана обеспечивает непрерывную фильтрацию расплава для защиты качества продукции.
4. Заводские приемочные испытания: Проверка производственных возможностей перед поставкой
Правильно сконфигурированная линия проверяется до того, как она покинет завод, с помощью приемо-сдаточных испытаний (FAT). Цель FAT проста: запустить линию, произвести продукцию и подтвердить, что штамп и последующее оборудование обеспечивают заданные размеры.
На этапе проектирования и расчетов создается теоретическая конфигурация. Но теоретический проект и реальное производство никогда не совпадают - поведение потока матрицы, скорость охлаждения и условия определения размеров на практике могут отличаться от рассчитанных. FAT - это место, где эти различия выявляются и исправляются.
Как это работает на практике
Для стандартных материалов - ПЭ, ПП, ПВХ и аналогичные товарные полимеры - тест проводится с использованием материала самого производителя. Глобальные системы добавок и соотношения рецептур для этих полимеров хорошо отработаны и согласованы между поставщиками, поэтому поведение при переработке является репрезентативным для того, что заказчик будет использовать в производстве.
Для модифицированных или комбинированных материалов - TPE, заказные смеси или специальные составы, где технологические характеристики зависят от конкретной рецептуры, - заказчик отправляет на завод 10-20 кг материала для производства. Затем FAT запускается со смолой заказчика, чтобы убедиться, что линия работает правильно с этой конкретной рецептурой.
Что проверяется
Основное внимание ФАТ уделяет точность размеров штампа: могут ли штамп, калибровочная оснастка и последующее оборудование обеспечить получение целевых размеров изделия заказчика? Это включает внешний диаметр, толщину стенок, геометрию поперечного сечения и качество обработки поверхности.
Если размеры не соответствуют спецификации, штамп или оснастка немедленно модифицируются - на заводе, где есть команда инженеров и возможности для обработки. Это основная ценность FAT: Проблемы обнаруживаются и устраняются до отправки линии, а не после ее прибытия на предприятие заказчика.
5. Прежде чем оценивать линию: Пять вещей, которые нужно определить в первую очередь
Если вы определяете параметры экструзионной линии - запрашиваете ли вы коммерческое предложение, сравниваете ли поставщиков или оцениваете предложение - вот пять моментов, которые должны быть определены, прежде чем конфигурация линии станет осмысленной.
Если вы определяете параметры экструзионной линии - запрашиваете ли вы коммерческое предложение, сравниваете ли поставщиков или оцениваете предложение - вот пять моментов, которые должны быть определены, прежде чем конфигурация линии станет осмысленной.
1. Чертеж продукта или образец - Точная геометрия поперечного сечения с размерами и допусками. Для труб: наружный диаметр, толщина стенки и диапазон допусков. Для профилей: полный чертеж поперечного сечения. Для труб: ID, OD и толщина стенки.
Для многослойных изделий (коэкструзия): толщина стенки каждого отдельного слоя, а не только общая. Каждый слой производится отдельным экструдером через специальный канал в фильере для соэкструзии. Размеры каждого слоя определяют количество необходимых экструдеров, размеры каждого из них и конструкцию фильеры.
Помимо геометрии, толщина слоя также влияет на механические свойства - устойчивость к давлению, барьерные характеристики и прочность соединения между слоями.
Если вы не уверены в распределении слоев, квалифицированный производитель может предоставить рекомендации. Но отправной точкой всегда является ваш целевой образец продукта или спецификация, а не предположения производителя.
2. Материал - Конкретный полимер и марка. ПЭ100 и ПЭ80 отличаются друг от друга. Жесткий ПВХ и гибкий ПВХ требуют разной конструкции винтов. Компаунд TPE с наполнителем 30% обрабатывается иначе, чем чистый TPU. Если вы используете модифицированный или специальный материал, подготовьте технический паспорт.
3. Допуски на размеры - Допустимый диапазон критических размеров. Это определяет необходимый уровень определения размеров, мониторинга и контроля. Допуск на стенки ±0,1 мм требует другого оборудования, чем ±0,5 мм.
4. Скорость выхода - Сколько килограммов в час или метров в минуту вам нужно. Это определяет размер экструдера, мощность двигателя, длину охлаждения и скорость потока.
Будьте реалистами: скорость производства ограничивается самим продуктом. Более толстые стенки требуют большего времени охлаждения. Сложные профили требуют более низкой скорости линии для стабильной калибровки. Для критически важных изделий, таких как медицинские трубки или профили с жесткими допусками, точность размеров должна быть приоритетнее скорости. Более высокая производительность обычно означает меньшее время на охлаждение и определение размеров, что снижает стабильность размеров.
Если вы запросите скорость, превышающую ту, которую физически может выдержать геометрия изделия и материал, линия потребует непропорционально длинных секций охлаждения - или просто не сможет обеспечить стабильное качество при такой скорости. Квалифицированный производитель поможет вам найти практический баланс между производительностью и точностью для вашего конкретного изделия.
5. Форма поставки - Как готовая продукция выходит с линии: нарезанная на фиксированные отрезки (и какой длины), намотанная на катушку (и какого размера/веса) или намотанная на шпули. Это определяет оборудование для резки, укладки, намотки и упаковки в конце линии.
Подробную информацию о сравнении котировок после того, как вы определились с ними, вы найдете в нашей статье Контрольный список котировок для экструзионной линии.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
В чем разница между экструзионной линией и экструдером?
Экструдер - это отдельная машина, которая плавит и продавливает пластик через фильеру. Экструзионная линия - это полная производственная система: экструдер, фильера, оборудование для определения размеров, охлаждение, транспортировка, резка или намотка, а также все вспомогательное оборудование, необходимое для непрерывного производства готового продукта. Экструдер является одним из компонентов линии.
Почему я не могу использовать одну и ту же экструзионную линию для разных продуктов?
Потому что шнек, фильера, оборудование для определения размеров, система охлаждения и метод резки подбираются под конкретный материал и геометрию изделия. Шнек, разработанный для полиэтилена, имеет неправильную степень сжатия для ПВХ. Вакуумный разделительный бак, предназначенный для жестких труб, не может откалибровать сложный профиль. Некоторые компоненты (например, экструдер) могут быть использованы повторно для разных продуктов с заменой оснастки, но оборудование для последующей обработки обычно зависит от конкретного продукта.
От чего зависит стоимость экструзионной линии?
Основными факторами, определяющими стоимость, являются размер экструдера (диаметр шнека и мощность двигателя), сложность фильеры и размерной оснастки, длина и тип охлаждающего оборудования, уровень автоматизации и контроля, а также любые специальные требования, такие как сервоприводы, поточные измерения или конструкция, совместимая с чистым помещением. Две линии, производящие один и тот же тип продукции, могут значительно отличаться по стоимости в зависимости от допусков на размеры, скорости выпуска и требований к применению.
Что такое заводские приемочные испытания (FAT) и почему они важны?
FAT - это производственное испытание на заводе-изготовителе перед отгрузкой линии. Его цель - проверить, что штамп и последующее оборудование позволяют получить целевые размеры изделия заказчика. Поскольку проектные расчеты и реальное производство всегда имеют некоторые расхождения, FAT выявляет и устраняет эти расхождения, пока инженерная группа и инструменты для обработки еще доступны, что позволяет избежать дорогостоящих корректировок после установки на объекте заказчика.
Изучить темы
Фильтр по характеристикам
ABS (1) Послепродажная поддержка (1) Черные пятна (2) Экструзионные фильеры (1) проблемы с кормлением (1) Намерение: Основы (10) Намерение: Контроль (3) Намерение: Техническое обслуживание (6) PA (1) ПК (1) PE (1) ПММА (1) PP (1) Закупки (1) ПВХ (1) Устранение неполадок (5) изменение толщины стенки (2)
У вас есть технические вопросы?
Наша команда инженеров готова помочь вам с выбором процесса экструзии или конфигурации машины.

Джейсон Шен
Джейсон является основателем компании Экструдер Jinxin и инженер-ветеран с более чем 20-летним опытом практической работы в области производства пластмассового оборудования.
Начав свою карьеру в цеху, он освоил все технические детали - от электропроводки до устранения сложных неисправностей.
Сегодня он лично контролирует окончательные проверки, гарантируя, что каждая машина создана с учетом глубоких технических знаний и проверенной на практике надежности.
Дальнейшее чтение
Котировка экструзионной линии: Что входит в комплект и что нужно проверить перед покупкой
Сравниваете расценки на экструзионные линии? Воспользуйтесь этим контрольным перечнем объемов поставок, чтобы узнать, что в них входит, что обычно исключается, и...Экструзионный ситоизмельчитель и фильтрация расплава: Как уменьшить загрязнение и колебания давления
Практическое руководство по устройствам смены сит в экструзии пластмасс - как фильтрация расплава контролирует загрязнение, почему смена сит вызывает давление...




