Gamme de tailles des lignes d'extrusion de tuyaux : Pourquoi une seule ligne ne peut pas couvrir efficacement toutes les tailles de tuyaux
Lorsque les acheteurs parlent de la gamme de tailles des lignes d'extrusion de tubes, En outre, le malentendu provient rarement de comparaisons extrêmes. Personne n'essaie de faire passer un tuyau de 1200 mm sur une ligne de petit diamètre. La véritable confusion se produit dans la zone intermédiaire qui se chevauche - des gammes telles que 16-75 mm, 50-160 mm et 75-250 mm - où les acheteurs regardent une ligne recommandée pour des tuyaux de 250 mm et supposent raisonnablement qu'elle peut également traiter des tuyaux de 16 mm en changeant simplement la matrice. Cette hypothèse est erronée, et cet article a pour but de comprendre pourquoi.
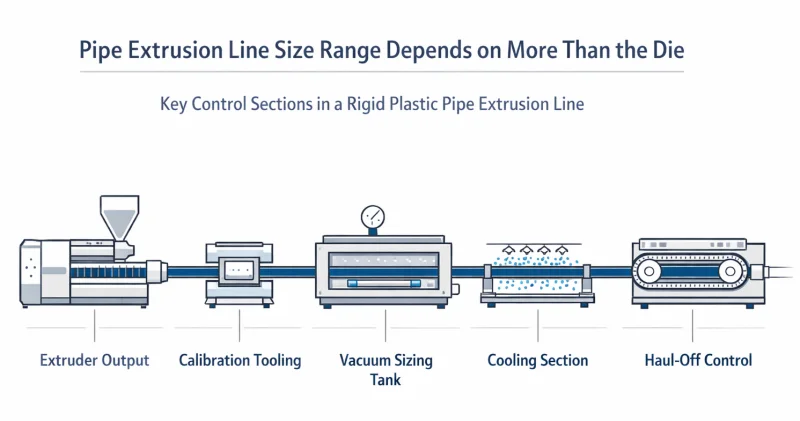
Un changement d'outil peut permettre de produire une taille différente. Cela ne rend pas automatiquement cette ligne stable, efficace ou économique sur toute la gamme. La véritable gamme de tailles des lignes d'extrusion de tuyaux est définie par le chevauchement de plusieurs fenêtres de travail simultanées : sortie de l'extrudeuse, outillage de calibrage, dimensionnement du vide, refroidissement, contrôle du tirage et finition. Lorsque ces fenêtres s'alignent sur la même famille de taille, la ligne fonctionne bien. Dans le cas contraire, le tuyau sort, mais pas de manière constante, ni à un niveau de qualité ou de coût acceptable.
“Vous essayez juste de vendre plus d'équipement.”
C'est la réaction la plus fréquente - et il est juste de la soulever. Soyons donc directs.
Nous pourrions vous vendre une ligne et vous dire qu'elle peut tout faire. C'est exactement ce que font certains fournisseurs. Le tuyau sortira. Vous ferez un essai, il vous semblera acceptable et le bon de commande sera signé.
Ce qui se passe ensuite est la raison pour laquelle nous ne le faisons pas.
Au bout de quelques mois de production réelle, les problèmes commencent : épaisseur de paroi instable, dérive dimensionnelle, rebuts plus importants que prévu, plaintes de qualité de la part de vos clients. À ce stade, vous ne vous direz pas “j'ai acheté la mauvaise configuration de ligne”. Vous vous direz : “Cet équipement est un déchet”. Vous reviendrez vers nous frustrés, et la réputation que nous avons mis des années à construire sera entachée par une vente que nous savions être la mauvaise dès le départ.
Nous préférons perdre la commande.
Ce n'est pas une position noble, c'est une position pratique. Notre activité dépend de clients qui reviennent, qui nous recommandent et qui font confiance à nos recommandations. Une ligne qui a des difficultés dans votre production ne vous nuit pas seulement à vous, mais aussi à nous. Elle nous fait du tort. Ainsi, lorsque nous recommandons une configuration segmentée plutôt qu'une ligne unique à large gamme, c'est parce que nous avons vu ce qui se passe lorsque la mauvaise combinaison est mise en production - et nous préférons expliquer l'ingénierie dès le départ plutôt que de gérer les retombées par la suite.
Il se peut qu'à la fin de votre lecture, vous pensiez encore que nous essayons simplement de vous vendre des produits. Ce n'est pas grave. Il y aura toujours des fournisseurs prêts à accepter cette commande. Si les choses ne se passent pas comme ils l'ont promis, nous serons toujours là - et nous espérons que les explications données dans cet article auront un peu plus de sens d'ici là.
Pourquoi ce malentendu est-il si courant ?

Le mythe semble raisonnable parce qu'il contient une demi-vérité. Les fournisseurs vendent effectivement une extrudeuse de tubes pour plusieurs tailles de tubes. Les têtes de filière (l'outillage situé à l'extrémité de l'extrudeuse qui façonne la matière fondue en un profil de tuyau) sont des composants véritablement spécifiques à la taille. Et dans de nombreuses usines, les lignes ont plus d'un diamètre.
La confusion vient du fait que, dans la documentation des fournisseurs, l'expression “plusieurs tailles de tuyaux” signifie presque toujours une gamme définie - et non une flexibilité illimitée vers le bas. Une ligne configurée pour 75-250 mm a sa sortie d'extrudeuse, ses dispositifs d'étalonnage, sa capacité de réservoir à vide, sa longueur de refroidissement et sa gamme de vitesses de tirage adaptées à cette bande. Lui demander de produire un tube de 16 mm n'est pas une question de géométrie de filière. Il s'agit de savoir si tous les autres sous-systèmes peuvent fonctionner correctement dans les conditions que la production de 16 mm exige réellement - et la réponse est généralement non, ou mal.
Pour en savoir plus sur la structure d'un système d'extrusion complet, voir [Qu'est-ce qu'une extrudeuse plastique ? De l'extrudeuse au système de production complet].
La vraie question n'est jamais Cette ligne peut-elle faire passer le tuyau une fois. Il est Cette ligne peut-elle le faire bien, de manière répétée et efficace.
Qu'est-ce qui définit vraiment la gamme de tailles des lignes d'extrusion de tuyaux ?
1. Fenêtre de sortie de l'extrudeuse - Pourquoi le plus grand n'est pas toujours le plus flexible
L'extrudeuse est le moteur de la ligne. Chaque moteur a une plage de puissance qui lui permet de fonctionner efficacement. Si vous le poussez trop loin en dehors de cette plage - trop lentement ou trop fort - les performances se dégradent.
Les tuyaux de petit diamètre nécessitent un rendement plus faible, mais ce rendement doit être plus stable et finement contrôlé, car les petites sections ont moins de tolérance aux fluctuations. Les tuyaux de grand diamètre et à paroi épaisse nécessitent un rendement élevé et un équilibre thermique complètement différent. Une extrudeuse dimensionnée pour une gamme poussée dans l'autre ne produit pas simplement moins efficacement - elle peut produire différemment au point d'affecter la qualité du produit.
Concrètement, une extrudeuse SJ65/33 est recommandée pour les tuyaux rigides de 16 à 75 mm. Une SJ75/33 est recommandée pour 50-160 mm. Une SJ90/33 est recommandée pour 75-250 mm. Ces gammes se chevauchent sur les bords, mais chaque machine est construite autour d'une zone de sortie spécifique, d'une géométrie de vis spécifique et d'une correspondance spécifique en aval. Un acheteur qui choisit la SJ90/33 en s'attendant à ce qu'elle puisse également produire efficacement du 16 mm demande à la machine de fonctionner bien au-delà de la fenêtre de production prévue - ce qui signifie que la vis tourne trop lentement, que l'homogénéité de la matière fondue en souffre et que la stabilité dimensionnelle se dégrade.
Une mauvaise homogénéité de la matière fondue est une cause directe de variation dimensionnelle du produit - et l'utilisation de grandes vis à faible vitesse de rotation pour les petits tubes est un moyen fiable de la produire. Pour un examen plus approfondi de l'interaction entre la conception de la vis et la stabilité de la production, voir Analyse par Plastics Technology du contrôle de la pression dans l'extrusion à vis unique.
Conséquences du produit : variation de l'épaisseur de la paroi, diamètre extérieur instable, nombre élevé de déchets de démarrage, coût énergétique disproportionné par kilogramme de tube fini.
2. Outillage de calibrage - Pourquoi le tube n'est pas terminé à la sortie de la filière ?
Lorsque la matière fondue sort de la filière, elle est encore chaude, encore molle et encore instable sur le plan dimensionnel. La filière façonne le profil général. Le diamètre extérieur final, la rondeur et la qualité de la surface sont verrouillés par le manchon de calibrage (un outil de calibrage de précision adapté au diamètre cible) et la cuve de calibrage sous vide en aval.
Chaque famille de taille de tube nécessite un outillage de calibrage adapté. Dans la pratique, les manchons de calibrage ne sont pas universels sur une large gamme de tubes rigides, et un changement de diamètre implique généralement de changer le manchon ou de passer à un autre jeu d'outils conçu pour cette bande de diamètre extérieur. Lorsque l'outillage de calibrage n'est pas correctement adapté au diamètre cible, la géométrie de la filière n'a pratiquement plus d'importance : le tube ne conservera pas sa forme correctement, quelle qu'elle soit.
Conséquences du produit : diamètre extérieur sortant de la tolérance, augmentation de l'ovalisation, mauvais état de surface, augmentation des déchets de démarrage après chaque changement.
3. Réservoir de dimensionnement sous vide - Pourquoi la capacité physique est une limite difficile à atteindre
Le réservoir de calibrage sous vide est une enceinte étanche qui utilise la pression négative pour maintenir le tube souple contre le manchon de calibrage pendant qu'il refroidit. Ses dimensions internes fixent une limite supérieure stricte à la taille de tube qu'il peut traiter correctement - et aucun ajustement du processus ne modifie cette limite.
Un réservoir construit pour la production de petits diamètres ne devient pas un réservoir pour gros tuyaux en ajustant les paramètres. Soit le tuyau s'adapte correctement à l'environnement de dimensionnement, soit il ne s'y adapte pas.
Conséquences du produit : effet de vide inadéquat sur la surface extérieure, faible contrôle du diamètre extérieur, mauvaise répétabilité, dégradation de l'état de surface.
4. Capacité de refroidissement - Pourquoi les problèmes liés aux gros tuyaux apparaissent-ils après la mort ?
C'est au cours du refroidissement que les problèmes de lignes irrégulières deviennent le plus souvent visibles. Les tuyaux à paroi épaisse et de grand diamètre transportent beaucoup plus de chaleur et nécessitent plus de temps de refroidissement pour se solidifier. La chaleur doit se propager de la paroi intérieure vers l'extérieur sur toute l'épaisseur de la paroi, et ce processus ne peut être accéléré au-delà de ce que permettent le matériau et la géométrie.
Une canalisation de petite taille ne peut pas refroidir convenablement un tuyau de grand diamètre. Le tuyau peut être encore mou lorsqu'il atteint le point de transport, ce qui entraîne un affaissement, une déformation ou un changement de dimensions au cours de son trajet sur la ligne.
La longueur du réservoir de refroidissement et le débit d'eau sont calculés spécifiquement pour chaque diamètre de tuyau et chaque épaisseur de paroi - et ces calculs ne sont pas interchangeables d'une taille de ligne à l'autre. Pour une analyse technique de la façon dont la capacité de refroidissement limite le rendement de la ligne, voir Analyse de Plastics Technology sur la maximisation de la capacité de refroidissement dans l'extrusion.
Conséquences du produit : affaissement avant la solidification de la paroi, dégradation de la rondeur, dérive de l'épaisseur de la paroi dans la section de refroidissement.
5. Plage de contrôle des rejets - Pourquoi “peut tirer” n'est pas la même chose que “peut contrôler”
Le tirage (l'unité de traction qui éloigne le tube de la filière à une vitesse contrôlée) fait partie du contrôle dimensionnel, et pas seulement du transport des matériaux.
La vitesse de tirage a une incidence directe sur l'épaisseur moyenne de la paroi : un tirage plus rapide réduit l'épaisseur de la paroi, tandis qu'un tirage plus lent permet à la paroi de s'épaissir. Pour une explication détaillée de ce phénomène synchronisation sortie-acheminement-arrêt et comment la contrôler pendant la production, consultez notre guide dédié.
Les tuyaux de petit diamètre circulent généralement à des vitesses élevées. Les conduites de grand diamètre circulent très lentement. Le rapport de vitesse entre les deux extrémités d'une large gamme revendiquée peut être spectaculaire, et un dispositif de tirage optimisé pour une extrémité peut ne pas maintenir la précision de contrôle nécessaire à l'autre extrémité. La pression de serrage est également importante : la force de contact doit être adaptée au diamètre du tube et à la rigidité de la paroi, faute de quoi le dispositif de traction marquera les produits à paroi mince ou ne parviendra pas à saisir correctement les gros tubes à paroi épaisse.
Conséquences du produit : dérive du diamètre pendant le tirage, variation de l'épaisseur de la paroi, marquage de la surface dû à un serrage incorrect.
Une meilleure façon de comprendre les plages qui se chevauchent

Le modèle mental le plus utile n'est pas “quelles tailles cette ligne peut-elle théoriquement produire”, mais “où se chevauchent les cinq fenêtres de travail”.”
Chaque sous-système a une plage où il fonctionne bien. L'extrudeuse a une zone de sortie où la qualité de la matière fondue est constante. L'outillage de calibrage a un diamètre pour lequel il est conçu. Le réservoir à vide a une enveloppe de capacité physique. La section de refroidissement a un taux d'élimination de la chaleur adapté à une famille d'épaisseur de paroi. Le dispositif de traction a une vitesse et une force qui permettent un contrôle précis.
Lorsque les cinq fenêtres se chevauchent autour de la même famille de taille - par exemple, 16-75 mm - cette ligne est une véritable ligne de petits tubes. Lorsqu'elles se chevauchent autour de 75-250 mm, il s'agit d'une véritable ligne de tubes rigides de milieu de gamme. L'erreur consiste à supposer que la modification d'une variable (la matrice) entraîne automatiquement celle de toutes les autres fenêtres.
C'est pourquoi les recommandations de lignes suivent une structure segmentée - SJ65/33 pour 16-75 mm, SJ75/33 pour 50-160 mm, SJ90/33 pour 75-250 mm - et que les gammes se chevauchent sur les bords mais ne sont pas interchangeables. Le chevauchement aux limites signifie qu'une ligne peut s'étendre légèrement sur un territoire adjacent. Cela ne signifie pas que toute la gamme de la ligne la plus large est disponible pour le produit le plus petit, ou vice versa.
Ce que le marché appelle flexibilité est une flexibilité segmentée et non une capacité universelle.
Ce que les acheteurs doivent demander avant d'accepter une demande d'indemnisation au titre d'une large gamme de produits
La bonne question à se poser lors de l'évaluation d'une ligne de tuyauterie rigide n'est pas : “Puis-je changer la filière pour utiliser cette taille ?”. La bonne question est : “Quelle est la plage de fonctionnement efficace de cette ligne, et que faut-il changer - au-delà de la matrice - pour utiliser une taille différente à l'intérieur de cette plage ?”
Une réponse complète doit couvrir les points suivants
- La gamme réaliste de diamètre extérieur, avec des hypothèses d'épaisseur de paroi aux deux extrémités
- Vitesse de la ligne et taux de production réalistes aux deux extrémités de la gamme
- Quels sont les changements d'outils d'étalonnage nécessaires pour chaque taille ?
- Quelles sont les modifications apportées aux réglages de l'aspiration et de l'évacuation, et comment ?
- Quels sont les déchets de démarrage attendus après un passage complet à l'euro ?
- si la ligne a été exploitée en production soutenue - et pas seulement dans des conditions d'essai - aux dimensions indiquées dans le devis
Un fournisseur qui peut répondre à toutes ces questions de manière précise décrit un système de production réel. Un fournisseur dont la réponse est “il suffit de changer la matrice” décrit une possibilité théorique.
L'acheteur le plus sûr ne demande pas “Cette ligne peut-elle fabriquer ma pipe ?” mais “Cette ligne peut-elle faire en sorte que ma pipe fonctionne bien, de manière répétée et de manière commerciale ?”
Conclusion
La véritable réponse à la question de la gamme de dimensions des lignes d'extrusion de tuyaux ne se trouve pas dans la filière. Une extrudeuse de tuyaux est définie par le chevauchement de sa fenêtre de sortie, de son système d'étalonnage, de la capacité de son réservoir à vide, de sa capacité de refroidissement et de sa plage de contrôle de l'évacuation. Lorsque ces fenêtres s'alignent sur une famille de tailles, la ligne produit bien cette famille. Dans le cas contraire, la production est possible mais n'est pas fiable.
Une ligne recommandée pour 75-250 mm n'est pas automatiquement une bonne ligne 16 mm. Une large gamme revendiquée n'est pas automatiquement un bon choix de production. Ce qui compte, c'est que l'ensemble du système soit adapté à la famille de produits que vous devez réellement produire, et non qu'une tête d'extrusion puisse être physiquement installée.
FAQ
Q1 : Une même extrudeuse de tubes peut-elle produire différents diamètres ?
Oui, mais généralement à l'intérieur d'une fourchette familiale définie. La limite pratique n'est pas la filière seule. Il s'agit de savoir si la sortie, l'étalonnage, le dimensionnement du vide, le refroidissement et le contrôle de l'évacuation restent correctement adaptés dans cette plage.
Q2 : Pourquoi un changement de filière d'extrusion de tubes ne suffit-il pas à lui seul ?
La qualité finale du tube dépend en effet du manchon de calibrage, du dimensionnement du vide, du refroidissement et du tirage, qui doivent tous être adaptés au diamètre cible. Le changement de filière modifie la géométrie de sortie de la matière fondue. Il ne modifie aucune de ces conditions en aval.
Q3 : Pourquoi une conduite plus large peut-elle être un mauvais choix pour un tuyau plus petit ?
Parce que la fenêtre de sortie d'une ligne plus grande, la configuration du refroidissement et la gamme de vitesses de transport sont adaptées à un produit plus grand. L'utilisation de petits tubes sur une grande ligne pousse le processus en dehors de sa zone d'efficacité, ce qui entraîne une moins bonne homogénéité de la matière fondue, une moins bonne stabilité dimensionnelle et un taux de rebut plus élevé, même si le tube est techniquement sorti de l'installation.
Q4 : Que dois-je demander à un fournisseur au sujet de la flexibilité de la extrudeuse ?
Demandez la plage de fonctionnement efficace, et pas seulement la plage revendiquée. Demandez quels changements interviennent en plus de la filière, quelles limites s'appliquent en aval, quelles vitesse et qualité de ligne peuvent être attendues aux deux extrémités de la plage, et si les performances annoncées sont étayées par des données de production soutenues ou uniquement par des conditions d'essai.
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Achats (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Extrudeuse Jinxin et un ingénieur chevronné possédant plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une extrudeuse : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...




