Gama de tamaños de líneas de extrusión de tubos: Por qué una línea no puede cubrir eficazmente todos los tamaños de tubo
Cuando los compradores hablan de la gama de tamaños de las líneas de extrusión de tubos, El malentendido rara vez se debe a comparaciones extremas. Nadie pretende instalar una tubería de 1.200 mm en un conducto de diámetro pequeño. La verdadera confusión se produce en la zona intermedia que se solapa (rangos como 16-75 mm, 50-160 mm y 75-250 mm), donde los compradores ven una línea recomendada para tubos de 250 mm y suponen razonablemente que también puede funcionar con tubos de 16 mm con sólo cambiar la matriz. Esta suposición es errónea, y este artículo trata de entender por qué.
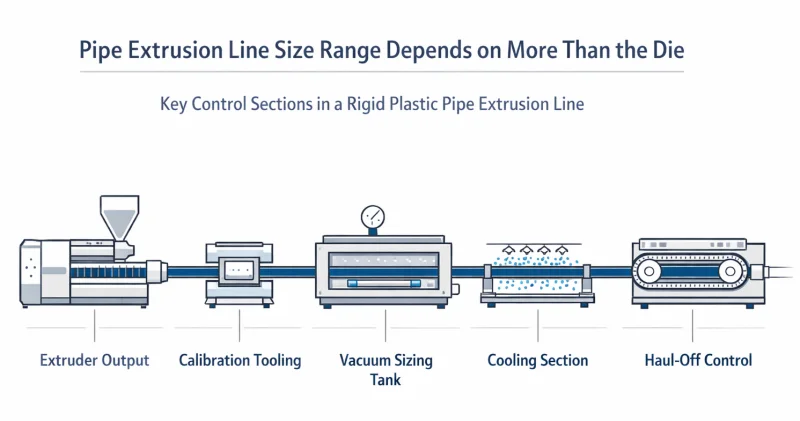
Un cambio de troquel puede permitir producir un tamaño diferente. Pero no hace que la línea sea automáticamente estable, eficiente o económica en toda su gama. La gama real de tamaños de una extrusora de tubos viene definida por el solapamiento de varias ventanas de trabajo a la vez: salida de la extrusora, calibración de herramientas, dimensionamiento de vacío, refrigeración, control de arrastre y acabado. Cuando esas ventanas se alinean en torno a la misma familia de tamaños, la línea funciona bien. Cuando no es así, el tubo sale, pero no de forma constante ni con una calidad o un coste aceptables.
“Sólo intentas vender más equipos”.”
Esta es la reacción más común, y es justo plantearla. Así que seamos directos.
Podríamos venderle una línea y decirle que sirve para todo. Algunos proveedores hacen exactamente eso. Saldrá la tubería. Harás una prueba, parecerá aceptable y se firmará la orden de compra.
Lo que ocurre a continuación es la razón por la que no lo hacemos.
A los pocos meses de producción real, empiezan los problemas: espesores de pared inestables, desviaciones dimensionales, desechos superiores a los esperados, quejas de calidad de sus clientes. En ese momento, no pensará “compré la configuración de línea equivocada”. Pensará “este equipo es basura”. Volverá a nosotros frustrado, y la reputación que nos hemos labrado durante años se verá dañada por una venta que sabíamos que no encajaba desde el principio.
Preferiríamos perder el pedido.
No es una postura noble, sino práctica. Nuestro negocio depende de clientes que vuelven, recomiendan a otros y confían en nuestras recomendaciones. Una línea que tiene problemas en su producción no sólo le perjudica a usted. Nos perjudica a nosotros. Por eso, cuando recomendamos una configuración segmentada en lugar de una única línea de gama amplia, es porque hemos visto lo que ocurre cuando se pone en producción la combinación equivocada, y preferimos explicar la ingeniería por adelantado que gestionar las consecuencias a posteriori.
Tal vez termine de leer esto y siga pensando que sólo intentamos hacer upselling. No pasa nada. Siempre habrá proveedores dispuestos a aceptar ese pedido. Si no funciona como prometieron, seguiremos aquí, y esperamos que la explicación de este artículo tenga un poco más de sentido para entonces.
Por qué es tan común este malentendido

El mito parece razonable porque contiene una verdad a medias. Los proveedores venden una extrusora de tubos para varios tamaños. Los cabezales de extrusión (el utillaje situado en el extremo de la extrusora que da forma a la masa fundida en un perfil de tubo) son componentes específicos para cada tamaño. Y en muchas fábricas, las líneas funcionan con más de un diámetro.
La confusión estriba en que “múltiples tamaños de tubo” en la documentación de los proveedores casi siempre significa una gama de familias definida, no una flexibilidad descendente ilimitada. Una línea configurada para 75-250 mm tiene la salida de la extrusora, los dispositivos de calibración, la capacidad del depósito de vacío, la longitud de refrigeración y el rango de velocidad de transporte adaptados a esa banda. Pedirle que produzca tubos de 16 mm no es una cuestión de geometría de la matriz. Es una cuestión de si todos los demás subsistemas pueden funcionar correctamente en las condiciones que requiere realmente la producción de 16 mm, y la respuesta suele ser no, o no muy bien.
Para más información sobre la estructura de un sistema de extrusión completo, consulte [¿Qué es una extrusora de plástico? De la extrusora al sistema de producción completo].
La verdadera cuestión nunca es puede esta línea hacer que la tubería una vez. Es puede esta línea hacerlo bien, repetida y eficazmente.
Qué define realmente la gama de tamaños de las líneas de extrusión de tubos
1. Ventana de salida de la extrusora - Por qué más grande no siempre es más flexible
Piense en la extrusora como en el motor de la línea. Todo motor tiene una banda de potencia en la que funciona eficazmente. Si lo empujas demasiado fuera de esa banda -demasiado lento o demasiado fuerte-, el rendimiento se degrada.
Las tuberías de pequeño diámetro requieren una potencia menor, pero esa potencia debe ser más estable y controlarse con más precisión porque las secciones transversales pequeñas tienen menos tolerancia a las fluctuaciones. Los tubos de gran diámetro y pared gruesa requieren un alto rendimiento y un equilibrio térmico completamente diferente. Una extrusora dimensionada para una gama que se desplaza a la otra no sólo produce con menos eficiencia, sino que puede producir de forma tan diferente que afecte a la calidad del producto.
Para concretar: se recomienda una extrusora SJ65/33 para tubos rígidos de 16-75 mm. Se recomienda una SJ75/33 para 50-160 mm. Una SJ90/33 se recomienda para 75-250 mm. Estas gamas se solapan en los bordes, pero cada máquina se construye en torno a una zona de salida específica, una geometría de husillo específica y una correspondencia aguas abajo específica. Un comprador que selecciona la SJ90/33 esperando que también produzca eficientemente 16 mm está pidiendo a la máquina que funcione muy por encima de su ventana de producción diseñada, lo que significa que el husillo funciona demasiado despacio, la homogeneidad de la masa fundida se resiente y la estabilidad dimensional se degrada.
La escasa homogeneidad de la masa fundida es una causa directa de la variación dimensional del producto, y el funcionamiento a bajas revoluciones de los husillos de gran tamaño para tubos pequeños es una forma fiable de conseguirla. Para saber más sobre cómo interactúan el diseño del husillo y la estabilidad del producto, consulte Análisis de la tecnología de los plásticos sobre el control de la presión en la extrusión monohusillo.
Consecuencias del producto: variación del espesor de las paredes, diámetro exterior inestable, elevado desecho de arranque, coste energético desproporcionado por kilogramo de tubo acabado.
2. Utillaje de calibración - Por qué el tubo no está acabado en la matriz
Cuando la masa fundida sale de la matriz, aún está caliente, aún está blanda y aún es inestable dimensionalmente. La matriz da forma al perfil general. El diámetro exterior final, la redondez y la calidad de la superficie se fijan mediante el manguito de calibración (una herramienta de calibrado de precisión adaptada al diámetro objetivo) y el tanque de calibrado al vacío situado aguas abajo.
Cada familia de tamaños de tubo requiere un utillaje de calibración adecuado. En la práctica, los manguitos de calibración no son universales en una amplia gama de tubos rígidos, y cambiar de diámetro suele significar cambiar el manguito o cambiar a otro conjunto de utillaje diseñado para esa banda de diámetro exterior. Cuando el utillaje de calibrado no se ajusta correctamente al diámetro objetivo, la geometría de la matriz resulta casi irrelevante: el tubo no mantendrá su forma correctamente a pesar de ello.
Consecuencias del producto: diámetro exterior fuera de tolerancia, aumento de la ovalidad, acabado superficial deficiente, desechos de puesta en marcha prolongada después de cada cambio.
3. Dimensionamiento del tanque de vacío - Por qué la capacidad física es un límite duro
El depósito de calibrado por vacío es un recinto sellado que utiliza presión negativa para mantener el tubo blando contra el manguito de calibración mientras se enfría. Sus dimensiones internas fijan un límite superior para el tamaño de tubo que puede procesar correctamente, y ningún ajuste del proceso modifica ese límite.
Un depósito construido para la producción de pequeño diámetro no se convierte en un depósito de gran tubería ajustando los parámetros. La tubería encaja correctamente en el entorno de dimensionamiento o no.
Consecuencias del producto: Efecto de vacío inadecuado sobre la superficie exterior, débil control del diámetro exterior, escasa repetibilidad, acabado superficial degradado.
4. Capacidad de refrigeración: por qué los problemas de las tuberías grandes aparecen después del troquel
En el enfriamiento es donde más a menudo se hacen visibles los problemas de líneas discontinuas. Los tubos de pared gruesa y gran diámetro transportan mucho más calor y necesitan más tiempo de enfriamiento para solidificarse. El calor debe conducirse desde la pared interior hacia el exterior a través de todo el grosor de la pared, y ese proceso no puede acelerarse más de lo que permiten el material y la geometría.
Una tubería pequeña no puede enfriar adecuadamente una tubería de gran diámetro. La tubería puede estar aún blanda cuando llega al acarreador, lo que provoca que se hunda, se deforme o cambie de dimensiones a medida que se desplaza por la línea.
La longitud del depósito de refrigeración y el caudal de agua se calculan específicamente para cada diámetro de tubería y grosor de pared, y estos cálculos no son intercambiables entre tamaños de línea. Para un desglose técnico de cómo la capacidad de refrigeración limita la producción de la línea, consulte Análisis de la tecnología de plásticos para maximizar la capacidad de refrigeración en extrusión.
Consecuencias del producto: pandeo antes de la solidificación de la pared, degradación de la redondez, desviación del espesor de la pared a través de la sección de enfriamiento.
5. Alcance del control del arrastre: por qué “puede tirar de él” no es lo mismo que “puede controlarlo”
El arrastre (la unidad de tracción que aleja el tubo de la matriz a una velocidad controlada) forma parte del control dimensional, no sólo del transporte de material.
La velocidad de arrastre afecta directamente al grosor medio de la pared: si se arrastra más deprisa, la pared se vuelve más fina, mientras que si se arrastra más despacio, la pared se vuelve más gruesa. Para una explicación detallada sincronización de la salida y cómo controlarla durante la producción, consulte nuestra guía específica.
Las tuberías de pequeño diámetro suelen circular a gran velocidad. Los tubos de gran diámetro circulan muy despacio. La relación de velocidad entre los dos extremos de una amplia gama reclamada puede ser dramática, y un arrastre optimizado para un extremo puede no mantener la precisión de control necesaria en el otro. La presión de apriete también es importante: la fuerza de contacto debe corresponderse con el diámetro del tubo y la rigidez de la pared, o el dispositivo de arrastre marcará el producto de pared fina o no sujetará adecuadamente el tubo grande de pared gruesa.
Consecuencias del producto: desviación del diámetro durante el recorrido, variación del espesor de la pared, marcas superficiales debidas a una sujeción incorrecta.
Una forma mejor de entender el solapamiento de rangos

El modelo mental más útil no es “qué tamaños puede producir teóricamente esta línea”, sino “dónde se solapan las cinco ventanas de trabajo”.”
Cada subsistema tiene una zona en la que funciona bien. La extrusora tiene una zona de salida en la que la calidad de la masa fundida es constante. El utillaje de calibrado tiene un diámetro para el que está construido. El depósito de vacío tiene una capacidad física. La sección de refrigeración tiene una tasa de eliminación de calor adaptada a una familia de espesores de pared. El arrastre tiene un rango de velocidad y fuerza donde el control es preciso.
Cuando las cinco ventanas se solapan en torno a la misma familia de tamaños -digamos, 16-75 mm-, esa línea es una auténtica línea de tubería pequeña. Cuando se solapan en torno a 75-250 mm, esa línea es una auténtica línea de tubo rígido de gama media. El error consiste en suponer que el cambio de una variable (la matriz) mueve automáticamente todas las demás ventanas al mismo ritmo.
Por eso las recomendaciones de líneas siguen una estructura segmentada -SJ65/33 para 16-75 mm, SJ75/33 para 50-160 mm, SJ90/33 para 75-250 mm- y por eso las gamas se solapan en los bordes pero no son intercambiables. El solapamiento en el límite significa que una línea puede extenderse ligeramente hacia el territorio adyacente. No significa que toda la gama de la línea más grande esté disponible para el producto más pequeño, o viceversa.
Lo que el mercado llama flexibilidad es flexibilidad segmentada, no capacidad universal.
Qué deben preguntar los compradores antes de aceptar un siniestro de gran alcance
La pregunta correcta al evaluar una línea de tuberías rígidas no es: “¿Puedo cambiar la matriz para trabajar con este tamaño?”. La pregunta correcta es: “¿Cuál es el rango de funcionamiento eficiente de esta línea, y qué debe cambiar -más allá del troquel- para ejecutar un tamaño diferente dentro de él?”.”
Una respuesta completa debe abarcar:
- El intervalo de diámetro exterior realista, con suposiciones de grosor de pared en ambos extremos
- La velocidad realista de la línea y la tasa de salida en ambos extremos de la gama
- Qué cambios de utillaje de calibración son necesarios para cada tamaño
- Qué cambian los ajustes de aspiración y arrastre, y cómo
- Qué chatarra de arranque se espera tras un cambio completo
- Si la línea ha funcionado en producción sostenida -no sólo en condiciones de prueba- con los tamaños ofertados.
Un proveedor que pueda responder concretamente a todas estas preguntas está describiendo un sistema de producción real. Un proveedor cuya respuesta sea “basta con cambiar el troquel” está describiendo una posibilidad teórica.
El comprador más seguro no pregunta “¿Puede esta línea hacer mi pipa?” pero “¿Puede esta línea hacer mi pipa bien, repetida y comercialmente?”
Conclusión
La verdadera respuesta al rango de tamaño de la extrusora de tubos no se encuentra en la matriz. Una extrusora de tubos se define por la superposición de su ventana de salida, el sistema de calibración, la capacidad del depósito de vacío, la capacidad de refrigeración y el rango de control de arrastre. Cuando esas ventanas se alinean en torno a una familia de tamaños, la línea produce bien esa familia. Cuando no, la producción es posible pero no fiable.
Una línea recomendada para 75-250 mm no es automáticamente una buena línea de 16 mm. Una amplia gama reclamada no es automáticamente una buena opción de producción. Lo que importa es si todo el sistema se adapta a la familia de productos que realmente necesita, no si se puede instalar físicamente un cabezal de troquelado.
PREGUNTAS FRECUENTES
Q1: ¿Puede una extrusora de tubos trabajar con diferentes diámetros?
Sí, pero normalmente dentro de un rango familiar definido. La limitación práctica no es sólo el troquel. Es si la salida, la calibración, el dimensionamiento del vacío, la refrigeración y el control del arrastre permanecen correctamente ajustados dentro de ese rango.
Q2: ¿Por qué no basta con cambiar la matriz de extrusión de tubos?
Porque la calidad final del tubo depende del manguito de calibrado, del dimensionamiento del vacío, de la refrigeración y del arrastre, todo lo cual también debe ajustarse al diámetro objetivo. Cambiar la matriz modifica la geometría de salida de la masa fundida. No cambia ninguna de esas condiciones posteriores.
Q3: ¿Por qué una línea más grande puede ser una mala elección para una tubería más pequeña?
Porque la ventana de salida de una línea más grande, la configuración de refrigeración y el rango de velocidad de transporte se adaptan a un producto más grande. Utilizar tubos pequeños en una línea grande empuja el proceso fuera de su zona de eficiencia, lo que produce una peor homogeneidad de la masa fundida, una peor estabilidad dimensional y un mayor rechazo, incluso si el tubo sale técnicamente.
Q4: ¿Qué debo preguntar a un proveedor sobre la flexibilidad de la extrusora de tubos?
Pregunte por el rango de funcionamiento eficaz, no sólo por el rango declarado. Pregunte qué cambios se producen además del troquel, qué límites se aplican aguas abajo, qué velocidad de línea y calidad cabe esperar en ambos extremos de la gama, y si las afirmaciones de rendimiento están respaldadas por datos de producción sostenida o sólo por condiciones de prueba.
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Extrusora Jinxin y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la extrusora: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...




