Sistema de control de la extrusora (PLC/HMI): qué hace y cómo evaluarlo
Si abre cualquier oferta de una extrusora de plástico para exportación, es casi seguro que verá “control PLC + pantalla táctil HMI” como característica estándar. Casi todos los proveedores lo incluyen. La frase se ha vuelto tan común que es fácil tratarla como una casilla de verificación -presente o ausente- y pasar a comparar la potencia del motor o el diámetro del tornillo.
Eso sería un error.
En nuestras conversaciones sobre proyectos, uno de los malentendidos más comunes que observamos en la fase de oferta es exactamente éste: los compradores asumen que, como todos los proveedores indican “PLC + HMI”, el sistema de control de la extrusora es más o menos similar en todas las ofertas. No es así. Dos líneas que llevan la misma etiqueta en la hoja de especificaciones pueden comportarse de forma muy diferente en la producción real: en cómo se gestionan las temperaturas, cómo se coordinan las velocidades, cómo se gestionan las alarmas, con qué rapidez puede producirse un cambio y en qué medida el sistema depende del criterio del operario frente a la lógica automatizada. La diferencia no estriba en la presencia o no de un PLC, sino en lo que el sistema de control hace realmente en la producción.
Este artículo se dirige a dos grupos de lectores:
Personal técnico que se encargará del funcionamiento y el mantenimiento de la línea, y que es el que más se preocupa por que el funcionamiento y el mantenimiento sean sencillos.
Compras y gestión que evalúan la línea como una inversión empresarial, y a quienes más les importa que se produzcan menos errores, menos tiempos de inactividad y una menor dependencia de la memoria de un único operario.
Las siguientes secciones explican qué hacen realmente los PLC y los HMI en una extrusora, por qué la gestión de recetas es a menudo la función de uso diario más valiosa y cómo evaluar un sistema de control de extrusora por su adecuación práctica a la producción en lugar de sólo por la etiqueta de la marca.
Un sistema de control de líneas de extrusión útil debe juzgarse por lo que realmente controla en la producción, no por la mera presencia de un PLC y una pantalla táctil.

Qué hacen realmente el PLC y el HMI en una extrusora
Un PLC (Controlador Lógico Programable) no es una opción avanzada ni una mejora de calidad. En una extrusora moderna, es el núcleo de la automatización, el controlador que ejecuta la lógica que mantiene todas las secciones de la línea funcionando juntas. Es la base de cualquier configuración seria de control de procesos de extrusión.
Una HMI (interfaz hombre-máquina) es la pantalla táctil -el panel de control de la extrusora- a través de la cual los operarios interactúan con ese controlador. Juntos, sustituyen lo que solía ser un panel de interruptores independientes, diales y controladores separados por un sistema operativo integrado para toda la línea.
Qué controla realmente el PLC
En la producción diaria, el PLC ejecuta continuamente la lógica programada en tres áreas principales:
1. Control de temperatura en bucle cerrado
Cada zona de calentamiento del cilindro y la matriz tiene un punto de consigna. El PLC lee la temperatura real de los termopares, la compara con la consigna y ajusta automáticamente la potencia del calentador. Si una zona cae por debajo del objetivo (porque las condiciones ambientales han cambiado o porque una banda del calentador está envejeciendo), el sistema lo compensa antes de que el operario tenga que darse cuenta.
Esto es importante porque la desviación de la temperatura es una fuente común de variación dimensional e inconsistencia superficial en la extrusión. Un sistema de control que mantiene la temperatura dentro de una banda ajustada, de forma automática, elimina una de las mayores fuentes de variación de la producción.
2. Coordinación de la velocidad
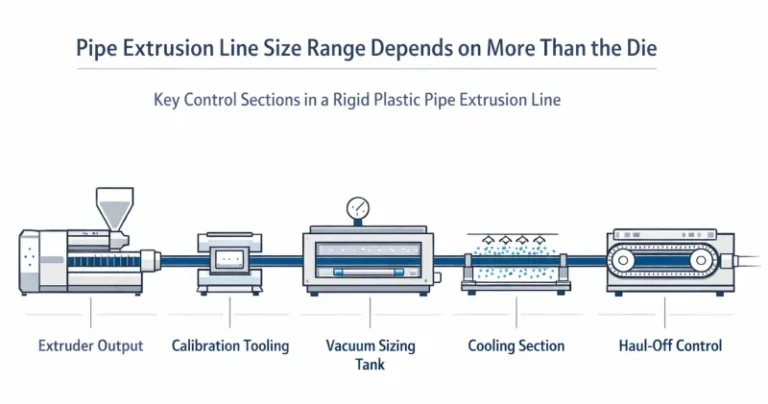
Una extrusora no es una sola máquina. Es una cadena de máquinas: extrusora, arrastradora, cortadora y otras. equipos derivados - que deben funcionar a velocidades coincidentes. El PLC gestiona las relaciones de velocidad entre secciones. Cuando se ajusta la velocidad de arrastre, el sistema puede coordinar los parámetros anteriores o posteriores para mantener la relación correcta. Sin esto, cada cambio de velocidad se convierte en un acto de equilibrio manual que corre el riesgo de provocar desviaciones en el espesor de las paredes o inestabilidad dimensional.
3. Lógica de alarma y respuesta de protección
El PLC supervisa continuamente la corriente del motor, la presión de fusión, la desviación de la temperatura y el estado del equipo. Cuando se produce una situación anormal -sobrecarga del motor, pico de presión, desbordamiento de la temperatura-, el sistema ejecuta una secuencia de protección: reduce la velocidad, apaga una sección o detiene la línea, en función de la gravedad.
No se trata sólo de proteger los equipos. Reduce la ventana entre “algo ha ido mal” y “el sistema ha respondido”. En una configuración manual, esa ventana depende totalmente de si el operador se dio cuenta a tiempo.
Qué proporciona la HMI
La HMI consolida todo en una sola pantalla:
Visualización de parámetros: Visualización en tiempo real de todos los valores críticos: temperaturas de zona, revoluciones del husillo, presión de fusión, carga del motor, velocidad de arrastre.
Parametrización: Consignas de proceso para toda la línea introducidas desde un único lugar, con el PLC distribuyendo y ejecutando los comandos.
Historial de alarmas y localización de averías: Cuando algo va mal, la HMI muestra qué ha ocurrido, dónde y cuándo, con lo que la localización de averías deja de ser una suposición para convertirse en una investigación dirigida.
Funcionamiento diario
En una línea sin control centralizado, un operario se da cuenta de que el grosor de la pared se desvía en el tubo acabado. El operario recorre la línea comprobando los medidores y controladores individuales, ajustando una variable cada vez y esperando a ver el resultado. Este proceso puede llevar mucho tiempo e implicar varias rondas de ajuste.
En una línea con un sistema PLC correctamente implementado, el mismo operario ve los datos de tendencias en la pantalla HMI, comprueba si alguna zona de temperatura se ha desviado, verifica que las relaciones de velocidad se mantienen y revisa el registro de alarmas en busca de cualquier evento correlacionado. El proceso de diagnóstico es más rápido porque todos los datos están en un solo lugar, y los ajustes se pueden hacer desde una interfaz sin recorrer la línea repetidamente.
La diferencia no es dramática en un buen día. Se hace muy real en un mal día, cuando se acumulan múltiples desviaciones pequeñas y el operario necesita identificar rápidamente la causa raíz real en lugar de perseguir los síntomas.
Gestión de recetas: la función de uso diario más valiosa
La gestión de recetas merece una mención especial porque resuelve uno de los problemas prácticos más comunes en la producción por extrusión: el cambio de producto.
Cuando una línea cambia de producto -diferente tamaño de tubo, diferente perfil, diferente especificación- hay que reajustar docenas de parámetros: valores de consigna de temperatura para cada zona, velocidad del husillo, velocidad de arrastre, parámetros de refrigeración, umbrales de alarma. Sin gestión de recetas, esto depende del operario experimentado que lleva en la memoria el conocimiento de los parámetros. Cuando esa persona no está disponible, el equipo de producción reconstruye los ajustes a partir de notas manuscritas y de ensayo y error. La puesta en marcha tarda más, la tasa de desechos durante el arranque es mayor y la consistencia del producto se resiente.
Un sistema de recetas correctamente implementado permite a la fábrica almacenar los ajustes completos del proceso como una receta con nombre vinculada a una combinación específica de producto y troquel. Cuando se vuelve a producir el mismo producto, el operario selecciona la receta, el sistema carga el conjunto completo de parámetros en cuestión de segundos y la línea parte de una base conocida, independientemente del operario que esté de turno. En la práctica, una fábrica que cambia de producto dos veces por semana ahorra docenas de horas al año en tiempo de preparación y evita los residuos y los riesgos de calidad que conlleva la reconstrucción manual de los parámetros.
La gestión de recetas convierte el conocimiento de los procesos de la memoria personal en un activo reutilizable de la fábrica.
Cómo evaluar un sistema de control de extrusora
Nuestra posición sobre la selección de componentes
No utilizamos una única marca de PLC y HMI. Se trata de una elección práctica de ingeniería, no de una preferencia por la opción más barata o la más cara.
Para la mayoría de nuestras líneas de extrusión para exportación, utilizamos Wecon, una marca china con una sólida trayectoria en aplicaciones industriales en el extranjero. Los componentes de Wecon cubren los requisitos funcionales de la mayoría de las líneas de producción estándar y de gama media: control fiable en bucle cerrado, gestión de recetas, gestión de alarmas e interfaz HMI estable.
Para las líneas de producción de gama alta, o cuando un cliente lo requiere específicamente, configuramos componentes PLC y HMI de Siemens. Esto siempre está disponible como opción.
Nuestra recomendación por defecto se basa en un principio: la elección de los componentes debe ajustarse a los requisitos de producción, no excederlos para que aparezcan más en el presupuesto. Un cliente que produce mangueras de jardín de PVC estándar no necesita el mismo hardware de control que un cliente que produce tubos médicos de precisión con tolerancias estrictas. Las tareas de producción son diferentes; la selección del componente adecuado es diferente.
Cabe señalar que un bomba de fusión sirve a un propósito diferente: mientras que el PLC coordina las velocidades y temperaturas a través de la lógica del software, una bomba de fusión aísla mecánicamente la presión de la matriz de la fluctuación del husillo. Son herramientas complementarias, no sustitutas.

Cinco preguntas que revelan la capacidad real de control
Al comparar ofertas de distintos proveedores, estas preguntas le dirán algo más que “qué marca de PLC”:
1. ¿Qué controla realmente el sistema?
Algunos sistemas sólo gestionan las zonas de temperatura del barril. Un sistema más completo también coordina las relaciones de velocidad entre la extrusora, el arrastre y la cortadora, e incluye una lógica de alarma con respuesta de protección automática. Pida al proveedor que le describa el alcance de la lógica del PLC, no sólo el modelo de hardware.
Cómo es una respuesta débil: “PLC Siemens, pantalla táctil de 10 pulgadas”. (Sólo especificaciones de hardware, sin descripción de la lógica de control).
Cómo es una respuesta útil: “El PLC gestiona 6 zonas de temperatura con PID de bucle cerrado, coordina la relación de velocidad extrusora-descarga e incluye respuesta de alarma para sobrecarga del motor, desviación de la presión y desbordamiento de la temperatura.”
2. ¿Funciona correctamente la gestión de recetas?
Pregunte si pueden almacenarse, nombrarse y recuperarse conjuntos completos de parámetros (todas las temperaturas, todas las velocidades, ajustes posteriores) por combinación de producto y troquel. Algunos sistemas sólo permiten el almacenamiento parcial de recetas (temperaturas, pero no velocidades), lo que anula la mitad del propósito.
Bandera roja: El proveedor no puede demostrar la recuperación de recetas en la HMI, o la receta sólo cubre zonas de temperatura.
3. ¿Cómo está organizada la HMI para su uso diario?
Una HMI bien organizada permite al operario ver todos los parámetros críticos, establecer todos los valores ajustables y acceder al historial de alarmas desde un flujo de pantallas. Una mal organizada entierra la información crítica tras varios menús o muestra parámetros sin datos de tendencias.
Qué pedir: Capturas de pantalla o un breve vídeo de las pantallas de la HMI. Si el proveedor no puede mostrarle el diseño real de la interfaz, conviene tenerlo en cuenta.
4. ¿Cuál es la lógica de la alarma?
Hay una diferencia significativa entre un sistema que muestra una advertencia y que ejecuta una acción de protección. Pregunte si el PLC reduce la velocidad, apaga una sección o detiene la línea automáticamente cuando se detectan condiciones de fallo específicas, o si sólo muestra un mensaje y espera a que el operario responda.
Por qué es importante: A las 2 de la madrugada en un turno de noche, la diferencia entre “alarma visualizada” y “alarma activada” puede ser la diferencia entre un suceso menor y un tornillo o cañón dañados.
5. ¿Cuál es la situación del servicio técnico y las piezas de recambio en su región?
Una marca de PLC de primera calidad sin servicio de asistencia local puede ser una elección peor desde el punto de vista práctico que una marca de gama media con piezas fácilmente disponibles y capacidad de diagnóstico en línea. Pregunte por el plazo de entrega de las piezas de repuesto, la disponibilidad de asistencia remota y si el software HMI puede ser actualizado o respaldado por su propio equipo de mantenimiento.
Qué hay que comprobar: ¿Puede adquirir módulos de E/S, paneles HMI y cables de comunicación de repuesto sin pasar por el proveedor de la máquina? Si la respuesta es negativa, existe un riesgo de dependencia a largo plazo.
El sistema de control de líneas de extrusión más práctico no es el más caro, sino aquel cuyo hardware, diseño de interfaz e infraestructura de apoyo se ajustan a la tarea de producción real.
Conclusión
Un buen sistema de control de la extrusora determina que la producción sea realmente repetible y manejable.
Para el personal técnico, el valor es sencillo: una interfaz para supervisar la línea, un sistema de alarma que señala el problema, una biblioteca de recetas que elimina la necesidad de reconstruir los parámetros de la memoria. Fácil manejo y fácil mantenimiento.
Para los compradores y la dirección, el valor es igualmente claro: menos errores, menos tiempo de inactividad y menor dependencia de los conocimientos de una sola persona. Una línea que puede ser manejada por un técnico competente -y no sólo por un experto insustituible- es un activo empresarial más manejable.
El verdadero valor de un sistema de control de líneas de extrusión no es que parezca más avanzado en el presupuesto. Es que hace que la producción sea más fácil de ejecutar, más fácil de gestionar y más difícil de equivocarse.
Lecturas complementarias
Para entender cómo funciona una extrusora como sistema de producción completo -y por qué la coordinación de la línea es más importante que cualquier componente individual- consulte ¿Qué es una extrusora de plástico?
Para conocer los equipos posteriores con los que se coordina el sistema de control - véase Equipos posteriores en la extrusión de plásticos
Para una perspectiva más amplia de la industria sobre el control del proceso de extrusión, véase este visión general de la Tecnología de los plásticos.
Preguntas frecuentes
¿En qué se diferencia un sistema de control de líneas de extrusión de un controlador de temperatura independiente?
Un controlador de temperatura autónomo gestiona una zona de forma independiente. Un sistema de control de extrusora integra el control de temperatura, la coordinación de velocidad, la lógica de alarma y la gestión de recetas en un PLC, de modo que toda la línea funciona como un sistema coordinado, no como un conjunto de dispositivos independientes.
¿Puedo actualizar el sistema de control de una extrusora existente?
En la mayoría de los casos, sí. Los componentes PLC y HMI se pueden reequipar, y el cableado se puede adaptar. La cuestión práctica es si el coste del reequipamiento está justificado en comparación con la vida útil restante de la línea. Lo evaluamos caso por caso.
¿Una marca de PLC más cara significa siempre mejores resultados de producción?
No. Los resultados de producción dependen de lo que el PLC esté programado para hacer -el alcance de la lógica de control, la gestión de recetas y la respuesta a las alarmas- y no sólo de la etiqueta de la marca. Un PLC de gama media bien programado supera siempre a un PLC de gama alta con una lógica mínima.
¿Cuántas recetas se pueden almacenar normalmente?
Esto depende de la memoria de la HMI y de la configuración del PLC. En nuestra configuración estándar de Wecon, el almacenamiento es suficiente para las bibliotecas de recetas de la mayoría de las fábricas que trabajan con varias especificaciones de producto. Si su operación requiere un número inusualmente grande de recetas almacenadas, esto se puede discutir durante la cotización.
¿Qué debo comprobar durante una prueba de aceptación en fábrica en relación con el sistema de control?
Verifique que la recuperación de recetas funciona correctamente para al menos dos configuraciones de producto diferentes, confirme que la lógica de alarma activa una respuesta de protección (no sólo un mensaje en pantalla) y compruebe que la HMI muestra datos de tendencias en tiempo real para la temperatura y la velocidad. Estas tres comprobaciones cubren las lagunas más comunes entre “PLC incluido” y “PLC funcionando según lo previsto”.”
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Extrusora Jinxin y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la extrusora: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...