Extrusora de bandas TPE para torniquetes médicos y vendajes elásticos
Línea completa de extrusión de bandas de TPE para torniquetes médicos sin látex, vendas Esmarch y tiras de resistencia para fitness de TPE.
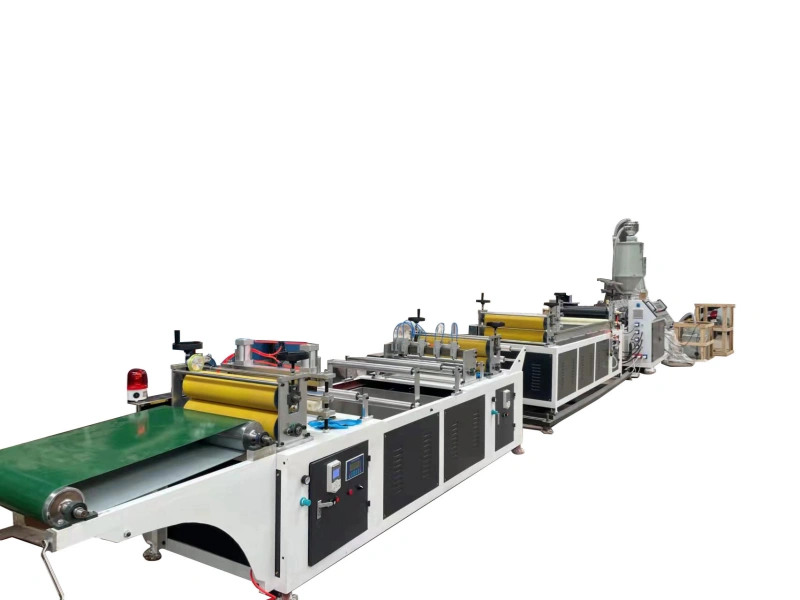
Jinxin construye cada Línea de producción de torniquetes de TPE en torno a una extrusora de TPE dedicada, una estación de calandrado y enfriamiento, un acumulador de bailarinas en W y un sistema de corte longitudinal/perforación. Cada extrusora de torniquetes de TPE se configura en función de la dureza, el tamaño de banda, el acabado superficial y el formato de corte deseados.
Cada línea se configura en función de la dureza, el tamaño de banda, el acabado superficial y el formato de corte deseados y, a continuación, se prueba en fábrica con el compuesto deseado cuando el material está disponible antes del envío.

Configuración de la extrusora de torniquetes TPE
Esta completa extrusora de bandas de TPE está organizada en tres unidades especializadas que se encargan de todo, desde la fusión de la materia prima hasta la formación de bandas planas, el enfriamiento, el corte longitudinal y el corte de perforaciones, construidas para el procesamiento estable de grados sensibles de TPE.

NÚCLEO DE EXTRUSIÓN
Extrusora de TPE de alta estabilidad
- Sistema de propulsión: Motor Siemens Beide con inversor de alto rendimiento ABB serie 580.
- Conduce: Acoplamiento directo (Sin correas, sin mantenimiento)
- Perfil de temperatura de 9 zonas: Registramos el perfil preciso de temperatura de 9 zonas necesario para evitar la degradación del TPE durante las pruebas en fábrica, proporcionando una práctica línea de base térmica para obtener un grosor y una calidad de superficie uniformes.

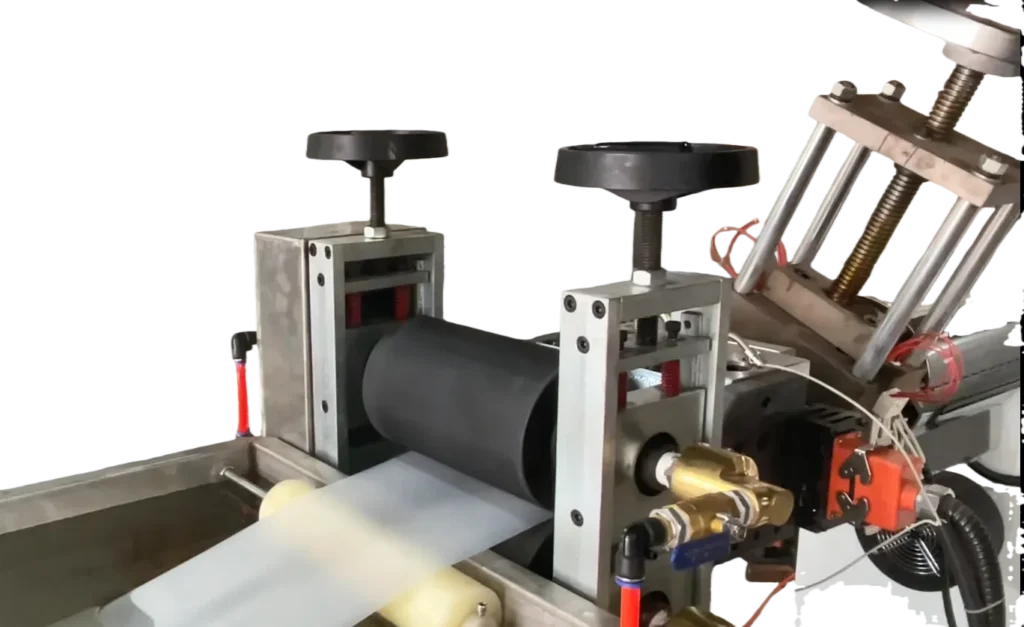
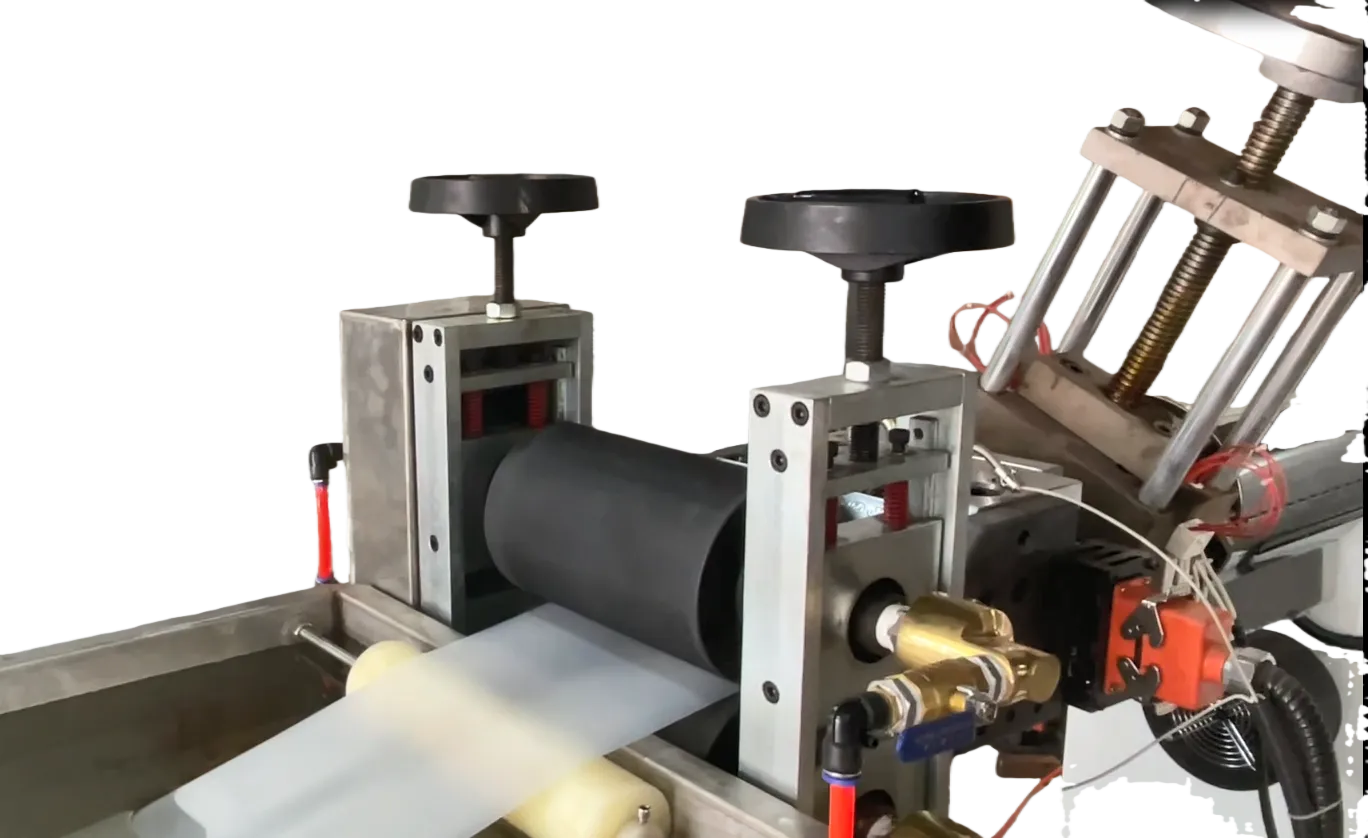
CONFORMADO Y ENFRIAMIENTO
Estación de calandrado y enfriamiento de 2 rodillos
- Calandrado de precisión: Sistema de calandra de dos rodillos con separación de rodillos ajustable para el control manual del grosor de la lámina de TPE.
- Tecnología antiadherente: Los rodillos son Recubierto de teflón con refrigeración interna por agua para manipular fórmulas TPE con alto contenido en aceite sin que se peguen.
- Tanque de refrigeración: Depósito de agua de acero inoxidable con motor independiente e inversor ABB.
- Rodillos de superficie intercambiable: Ofrecemos una selección de rodillos de calandrado lisos o texturados (estampados) para fabricar tanto bandas lisas estándar como torniquetes con textura antideslizante.

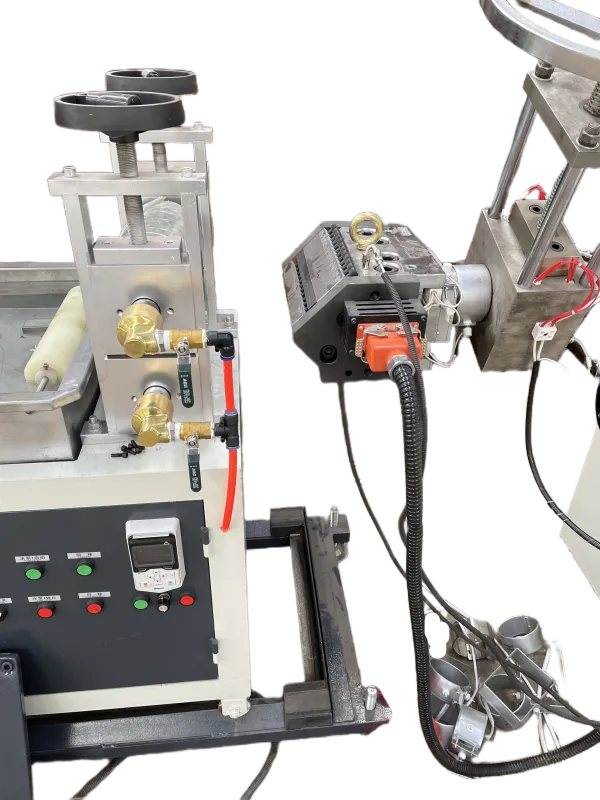
CONVERSIÓN Y ALMACENAMIENTO
Estación de corte longitudinal y perforación
- Acumulador de brazo de bailarín (W-Path): Un acumulador bailarín de 4 brazos que amortigua el desajuste de velocidad entre la extrusión continua y el corte intermitente, almacenando el exceso de longitud de banda entre cortes para reducir los cambios bruscos de tensión cuando se detiene la cortadora.
- Corte de precisión: Cuchillas de corte neumáticas ajustables para dividir la hoja ancha en múltiples torniquetes o anchos Vendas Esmarch.
- Corte por perforación: Corte controlado por ordenador con codificador para una precisión de longitud fija; produce rollos profesionales de “tirar y arrancar” con alarmas de finalización de longitud de corte.


¿Está listo para configurar su extrusora de torniquetes de TPE?
Díganos si ya tiene un Proveedor de compuestos TPE para su producto de torniquete o banda. Si lo hace, le recomendamos que envíe el material antes de la prueba en fábrica para que podamos comprobar si funciona correctamente en la línea.
Si aún no dispone de un compuesto adecuado, podemos ofrecerle sugerencias prácticas de materiales basadas en nuestros proyectos anteriores de extrusión de bandas de TPE.
Utiliza el panel de contacto en esta página o envíe un correo electrónico a sales@jfextruder.com.
¿Qué es una extrusora de torniquetes de TPE?
Una extrusora de torniquetes de TPE, a veces descrita por los compradores como máquina de extrusión de torniquetes de TPE, es una línea completa de producción de un solo tornillo que convierte el compuesto de TPE modificado a base de SEBS en bandas elásticas planas. Estas bandas pueden utilizarse para torniquetes sin látex, vendas Esmarch / Esmark y tiras de resistencia para fitness, en función del compuesto y el formato de acabado.
Principales diferencias del proceso con respecto a las líneas de caucho o látex:
- Control de temperatura multizona - evita la degradación térmica de los compuestos TPE sensibles a base de SEBS durante la extrusión
- Calandrado + acabado a medida - mantiene la banda relajada desde el troquel hasta el envase sin tensión automática de bobinado
- Sin proceso de vulcanización - Las bandas de TPE se forman por extrusión y enfriamiento, sin curado de caucho ni inmersión en látex
- Cambio de material más rápido - los cambios de color o de compuesto se gestionan a través del sistema de extrusión, sin cambiar los moldes de inmersión ni los mandriles de vulcanización

Aplicaciones - Qué produce esta línea

Torniquete sin látex
Torniquetes médicos (de un solo uso, sin látex)
Los torniquetes estándar de banda plana suelen fabricarse a partir de compuestos de TPE modificados basados en SEBS. En un proyecto de extrusora de bandas médicas de TPE, un tamaño típico de torniquete de un solo uso es de unos 25 mm x 450 mm, con Shore A 40-55 utilizado a menudo para aplicaciones de bandas médicas sin látex.
La línea forma la banda elástica plana y, a continuación, la termina mediante corte longitudinal o perforación por tracción. La certificación del producto final depende de la selección de compuestos, la esterilización, el envasado y el proceso de gestión de calidad del fabricante final.
Venda Esmarch
Vendas Esmarch (vendas elásticas quirúrgicas)
Las vendas Esmarch utilizan un formato de banda elástica plana más ancho que los torniquetes estándar, a menudo de unos 75-100 mm de ancho dependiendo del diseño del producto. Para los compradores que comparan una extrusora de vendas Esmarch, la diferencia clave suele ser la anchura de corte y el formato del rollo, más que un proceso de extrusión diferente.
“Tanto ”Esmarch“ como ”Esmark" se utilizan en los pliegos de condiciones internacionales para este tipo de envoltura elástica quirúrgica.

Resistencia física
Bandas elásticas y cintas de yoga
Para las bandas de resistencia de fitness no médicas y las tiras de yoga, la línea puede procesar compuestos de TPE adecuados con acabado de superficie lisa. Puede utilizarse una gama de dureza y elongación más amplia que para los torniquetes de un solo uso, en función del compuesto modificado seleccionado para la producción.
El tacto final, el alargamiento y el rebote dependen principalmente del compuesto del TPE, mientras que la extrusora controla el conformado de la lámina, el enfriamiento, el acabado superficial y el formato de corte.
Guía de materiales - Compuestos de TPE modificados para extrusión de torniquetes
En la producción de torniquetes de TPE, el asuntos compuestos tanto como la extrusora. Una línea bien construida con un grado de TPE incorrecto puede producir bandas con poco retroceso, defectos superficiales, olor o problemas de contacto con la piel. Después de más de 14 años construyendo líneas de extrusión para fabricantes de productos médicos, higiénicos e industriales, hemos aprendido que la adecuación material-línea es donde muchos proyectos de bandas de TPE tienen éxito o fracasan.
No vendemos TPE como material comercial. Esta sección existe porque muchos compradores se hacen la misma pregunta antes de encargar una extrusora de torniquetes de TPE: ¿deberían utilizar su propio compuesto de TPE modificado o pedirnos que les sugiramos un punto de partida de material práctico?

Referencia de compatibilidad de materiales
Nuestra línea de torniquetes TPE se configura habitualmente en torno a la siguiente ventana de procesamiento:
| Parámetro | Referencia práctica |
|---|---|
Dureza Shore A | Comúnmente 35-65, dependiendo de la aplicación del producto y la formulación del compuesto |
| Base compuesta | TPE a base de SEBS para aplicaciones de torniquetes y vendajes Esmarch; compuestos de TPE adecuados para bandas de resistencia no médicas para fitness. |
| Ventana de temperatura de fusión | Registrado por compuesto durante las pruebas en fábrica |
| Perfil de temperatura de la barrica de 9 zonas | Documentado como referencia práctica de inicio para el compuesto probado |
| Velocidad de la línea | Se adapta a la viscosidad de la masa fundida, al comportamiento de enfriamiento y a la calidad de la banda acabada |
Cuando el comprador proporciona el compuesto de TPE deseado, podemos probarlo antes del envío y registrar el perfil de temperatura, la velocidad de la línea y las referencias de refrigeración que funcionan de forma estable en ese grado. Estos registros se convierten en la base de partida para la primera producción.
SEBS vs SBS - Por qué es importante el polímero base
No todos los compuestos de TPE se comportan igual durante la extrusión. El polímero base afecta al olor, la resistencia a la oxidación, la elasticidad, la idoneidad para el contacto con la piel y la estabilidad del producto a largo plazo.
| TPE a base de SEBS | TPE a base de SBS | |
|---|---|---|
| Estructura del polímero | Estructura hidrogenada y saturada | Estructura no saturada |
| Resistencia a la oxidación | Más alto | Baja |
| Olor | Normalmente inferior | Más notable |
| Extraíbles | Bajo | Más alto |
| Uso común | Torniquetes, vendas Esmarch y bandas elásticas de mayor exigencia | Bandas de resistencia para fitness, bandas de yoga y correas no médicas |
| Coste | Más alto | Baja |
Si un proveedor cita sólo “TPE” sin especificar el polímero base y el objetivo de la formulación, pida más detalles antes de realizar las pruebas.
Envíe su propio compuesto para pruebas
Si ya dispone de un proveedor local de compuestos TPE modificados, le recomendamos envío de una muestra de 10-20 kg antes de comenzar las pruebas en fábrica. Podemos hacer funcionar el material durante las pruebas en fábrica, comprobar si forma una banda estable y registrar la temperatura, la velocidad de la línea, el enfriamiento y las referencias de acabado que funcionan con su compuesto.
Esto es especialmente útil cuando el compuesto es de origen local o está especialmente modificado, porque los distintos grados de TPE pueden comportarse de forma muy diferente incluso cuando la dureza parece similar sobre el papel.
Sugerencia de material para la primera puesta en servicio
Si aún no tiene un proveedor de compuestos adecuado, podemos compartir sugerencias prácticas de materiales basadas en proyectos anteriores de extrusión de bandas de TPE. Se trata de apoyo a la puesta en marcha de un proyecto de línea confirmada, no de un servicio independiente de comercio de materiales.
No aceptamos consultas sobre compuestos únicamente. El propósito es ayudar al comprador a iniciar los ensayos de línea con una referencia de material viable cuando el abastecimiento local de TPE basado en SEBS sea difícil.
Defecto de piel de tiburón: el principal reto de calidad superficial en la extrusión de TPE
Incluso con un compuesto adecuado y una extrusora bien configurada, las bandas de TPE pueden presentar piel de tiburón, también llamada fractura de la masa fundida. Aparece como finas ondulaciones escamosas en la superficie de la banda y suele estar relacionada con el perfil de temperatura, la velocidad de cizallamiento, el diseño de la matriz, la viscosidad de la masa fundida y la velocidad de arrastre.
Durante las pruebas en fábrica, ajustamos la línea en torno al compuesto probado y registramos una línea de base térmica práctica para reducir el riesgo de piel de tiburón durante la producción de la primera tirada.
Por qué los fabricantes y responsables de compras eligen Jinxin
Pruebas en fábrica basadas en productos
Antes del envío, probamos el tipo de producto acordado para comprobar la coincidencia de la matriz y el tamaño estable del producto en condiciones reales de extrusión. Una vez que el producto funciona de forma estable, registramos las referencias prácticas de puesta en marcha, como las zonas de temperatura, la velocidad del husillo, la velocidad de arrastre y los ajustes de corte o bobinado.
- Verificación dimensional: Ponemos en marcha la línea para probar que el molde ofrece las dimensiones y tolerancias exactas de su producto.
- La “Receta de inicio”: Registramos los parámetros de procesamiento (temperaturas, velocidades) utilizados con éxito durante la prueba. Usted recibe este Ficha técnica para saltarse las conjeturas y empezar a producir de inmediato.
- Calibración del material: Si su producto utiliza un compuesto especial, podemos recomendar el envío de muestras de material antes de la prueba para que las referencias de inicio se basen en el material previsto.
Citas transparentes, línea por línea
Su presupuesto no es un resumen vago. Es un manifiesto línea por línea en el que se enumera cada componente del equipo y su marca (por ejemplo, Siemens, ABB), garantizando que el hardware se corresponde con lo prometido.
- Lista detallada de configuración: Todos los motores, inversores, depósitos y controladores están clasificados por marca y modelo.
- Borrar opciones de servicio: La instalación in situ y la formación se cotizan como un partida diferenciada y transparente-sin gastos sorpresa posteriores.
- El precio “final”: Sin añadidos ocultos. Lo que firmas es lo que pagas.
Estrategia global de componentes de servicios
Aplicamos estrictamente una estrategia de componentes “listos para el servicio” para garantizar la seguridad de su cadena de suministro.
- Gigantes mundiales de primer nivel: Para los accionamientos principales y los motores, utilizamos Siemens, ABB, RKC y Omron-disponible en casi cualquier ciudad industrial del mundo.
- Marcas internacionales probadas: Para los mandos y el sistema eléctrico, seleccionamos marcas como WECON y CHINT, que han establecido redes de distribuidores en los principales mercados.
- Resultado: Tanto si se trata de un accionamiento premium como de un relé estándar, la calidad verificada y el mantenimiento cómodo están garantizados.
Credenciales de confianza
La mayoría de nuestros clientes internacionales amplían su capacidad con nosotros, un indicador de fiabilidad a largo plazo.
Si lo desea, configuramos la línea para cumplir sus normas de producto objetivo. También proporcionamos certificados de origen para ayudar a minimizar sus aranceles de importación.
Lo que dicen nuestros clientes
Nuestra planta de México consiguió una producción estable en la primera tirada utilizando los parámetros de puesta en marcha de Jinxin. La línea de torniquetes de TPE cumplió los estándares de calidad de nuestro grupo sin necesidad de una puesta en marcha adicional, exactamente lo que necesitábamos para un despliegue transfronterizo sin problemas".

“Utilizamos una línea Jinxin para producir bandas de torniquete de TPE y rollos de vendas Esmarch para nuestra gama de productos médicos certificados por la FDA, la CE y la ISO 13485. Estas certificaciones se gestionan a través de nuestro propio sistema de sala blanca, esterilización, envasado y calidad; la función de la extrusora es la formación estable, el tamaño uniforme de las bandas y la producción repetible. Cuando observamos defectos superficiales durante la producción, Jinxin nos ayudó a rastrear el problema hasta un lote de compuesto de TPE cambiado y guió a nuestro equipo durante el ajuste.”
— Fabricante de productos médicos elásticos, Malasia
FAQ - Producción de torniquetes y bandas de TPE
El TPE es difícil de manipular: ¿cómo reducir el riesgo de estiramiento permanente durante la producción?
Tres factores son los más importantes:
- El compuesto fija el techo: La base de SEBS, la dureza, el contenido de aceite y la formulación deciden el retroceso máximo. Ninguna extrusora puede añadir elasticidad que el compuesto no tenga.
- El perfil de temperatura lo protege: Una línea de base térmica documentada ayuda a prevenir la degradación durante la extrusión. Un TPE sobrecalentado puede perder rebote de forma permanente.
- El diseño de la línea lo protege: El acabado de corte a medida sin tensión automática de bobinado mantiene la banda relajada desde el troquel hasta el paquete.
Cuando estos factores se combinan correctamente, la cinta puede salir de la línea con la elasticidad prevista. Por eso, nuestro equipo de asistencia comprueba primero la consistencia de los lotes de compuestos cada vez que un cliente informa de un problema de retroceso.
¿Qué ocurre si mi compuesto TPE varía entre lotes o no rinde como esperaba?
Envíenos una muestra de su compuesto previsto antes del envío. Durante las pruebas en fábrica, podemos hacerlo funcionar en su línea real, comprobar si forma una banda estable y registrar el perfil de temperatura, la velocidad de la línea y las referencias de refrigeración que funcionan con su material.
Cuando más adelante cambie de lote o de proveedor, su operario dispondrá de un punto de partida probado en lugar de una conjetura. Muchos defectos de media producción se deben a variaciones en los compuestos, no a fallos de los equipos, y un punto de partida documentado agiliza mucho el diagnóstico.
Para más información sobre ensayos de materiales y opciones de primera puesta en servicio, véase la sección anterior Orientación sobre materiales.
¿Puede esta línea incluir un enrollador automático como las máquinas de gomas elásticas o lazos para el pelo?
En el caso de las cintas de torniquete de TPE, se trata de una decisión de calidad, no de una limitación. Las bobinadoras automáticas aplican una tensión continua a medida que se forma el rollo. En el caso de las gomas elásticas y los lazos para el pelo, un pequeño estiramiento previo puede no importar porque el artículo acabado es un bucle cerrado. Pero las bandas planas de TPE para torniquetes deben permanecer relajadas antes de su uso final.
En cambio, nuestra línea utiliza el acabado de corte a medida o perforación, que admite:
- Menor riesgo de preestiramiento: La banda se mantiene relajada de troquel a troquel.
- Inspección visual: Los operarios pueden comprobar la banda antes del envasado final.
- Mantenimiento más sencillo: Este método de producción no requiere una bobinadora con control de tensión.
Por este motivo, la línea utiliza un acumulador de bailarinas en W, corte de perforación por puntos y recogida manual de bobinas en lugar de bobinado automático.
¿Cómo se fabrican los torniquetes de TPE?
Una línea completa de producción de torniquetes de TPE convierte el compuesto de TPE modificado a base de SEBS en bandas planas sin látex mediante un proceso de cuatro etapas:
- Compuesto: El polímero base SEBS se mezcla con aceite de proceso y aditivos para alcanzar el comportamiento objetivo del producto, a menudo en torno a Shore A 40-55 para bandas de torniquete de un solo uso.
- Extrusión: El compuesto se funde en una extrusora monohusillo multizona y se transforma en una lámina plana mediante un calandrado de dos rodillos.
- Enfriamiento y corte longitudinal: La chapa se enfría en un baño de agua de acero inoxidable y, a continuación, se corta en anchos de banda individuales mediante cuchillas neumáticas ajustables.
- Acabado de corte a medida o perforación: Un cortador de perforación de enlace puntual produce rollos de tira y afloja o secciones de banda de longitud fija según el formato de acabado.
La extrusora produce la banda de TPE. La conformidad médica final depende de la sala blanca, la esterilización, el embalaje, la documentación del material y el sistema de gestión de calidad del propio fabricante. La propia extrusora no es objeto de certificación médica.
¿Qué es el defecto de piel de tiburón en la extrusión de TPE y cómo reducirlo?
La piel de tiburón, también llamada fractura de la masa fundida, es un defecto superficial común en la extrusión de bandas de TPE. Aparece en forma de finas ondulaciones escamosas en la superficie de la banda y suele estar relacionada con el perfil de temperatura, la velocidad de cizallamiento, el diseño de la matriz, la viscosidad de la masa fundida y la velocidad de arrastre.
Durante las pruebas en fábrica, ajustamos la línea en torno al compuesto probado y registramos una línea de base térmica práctica. Esto ayuda a reducir el riesgo de piel de tiburón durante la producción de la primera tirada y proporciona a su operario un mejor punto de partida para posteriores ajustes del lote.
Torniquete de TPE frente a torniquete de látex: ¿cuáles son las diferencias de producción?
| TPE (compuesto a base de SEBS) | Látex de caucho natural | |
|---|---|---|
| Proceso | Extrusión monohusillo + calandrado | Vulcanización por inmersión o en continuo |
| Riesgo de alergia al látex | Vía de material sin látex | Riesgo de alergia al látex natural |
| Herramientas | Matrices + calandrias | Moldes de inmersión o mandriles de vulcanización |
| Cambio | Cambio de compuesto o color a través del sistema de extrusión | Cambio de molde / mandril o sistema de látex |
| Comportamiento de las estanterías | Más estable cuando el compuesto se selecciona adecuadamente | Más sensible al envejecimiento y la oxidación |
La extrusión de TPE es un proceso de línea continua, mientras que la inmersión en látex suele ser por lotes. Requieren equipos de producción diferentes y no utilizan la misma ruta de proceso.
¿Qué perfil de temperatura requiere la extrusión de SEBS/TPE?
Los TPE basados en SEBS suelen procesarse en torno a 160-210 grados C, dependiendo del grado, el contenido de aceite, la dureza y la formulación. La clave no es un número fijo, sino un gradiente de temperatura estable en el cilindro y la matriz.
No publicamos un perfil universal porque cada compuesto de TPE modificado se comporta de forma diferente. En su lugar, cuando el comprador proporciona el compuesto deseado, registramos el perfil de temperatura en las zonas del barril durante las pruebas en fábrica y lo entregamos como referencia práctica de inicio para la producción de la primera tirada.
Recursos relacionados
- Acerca de Jinxin - Por qué nos centramos exclusivamente en la extrusión monohusillo →
- Instalación y puesta en servicio: A distancia o in situ: qué esperar → Instalación y puesta en marcha.
- Piezas de repuesto y mantenimiento rutinario para su extrusora →
- Problemas comunes de extrusión y cómo solucionarlos → Extrusion Problems and How to Fix Them → Problemas comunes de extrusión y cómo solucionarlos.
Envíe sus requisitos para la línea de torniquete TPE
Díganos su tipo de producto objetivo, como bandas de TPE para torniquetes, rollos de vendas Esmarch o tiras de resistencia para fitness. Díganos también si ya tiene un proveedor de compuestos de TPE modificados.
Si ya dispone de un compuesto, le recomendamos que envíe el material antes de la prueba en fábrica para que podamos comprobar si funciona correctamente en la línea. Si aún no dispone de un compuesto adecuado, podemos compartir sugerencias prácticas de materiales basadas en proyectos anteriores de extrusión de bandas de TPE.
Utilice el panel de contacto de esta página o envíe un correo electrónico a sales@jfextruder.com.
