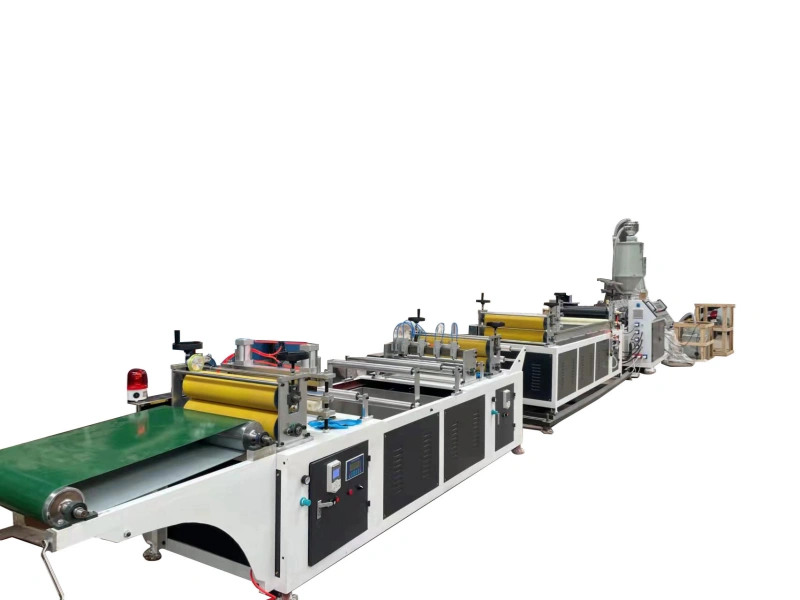
TPE Tourniquet Extrusion Line for Medical Bands, Esmarch Bandages and Elastic Strips
Complete TPE band extrusion line for latex-free medical tourniquets, Esmarch bandages and TPE fitness resistance strips.
Jinxin builds each TPE tourniquet production line around a dedicated TPE extruder, calendering and cooling station, W-path dancer accumulator, and slitting / perforation cutting system. Each TPE tourniquet extrusion line is configured to your target hardness, band size, surface finish and cutting format, then factory-tested on your intended compound when material is available before shipment.
Each line is configured to your target hardness, band size, surface finish and cutting format, then factory-tested on your intended compound when material is available before shipment.

TPE Tourniquet Extrusion Line Configuration
This complete TPE band extrusion line is organized into three specialized units that handle everything from raw material melting to flat band forming, cooling, slitting and perforation cutting, built for the stable processing of sensitive TPE grades.

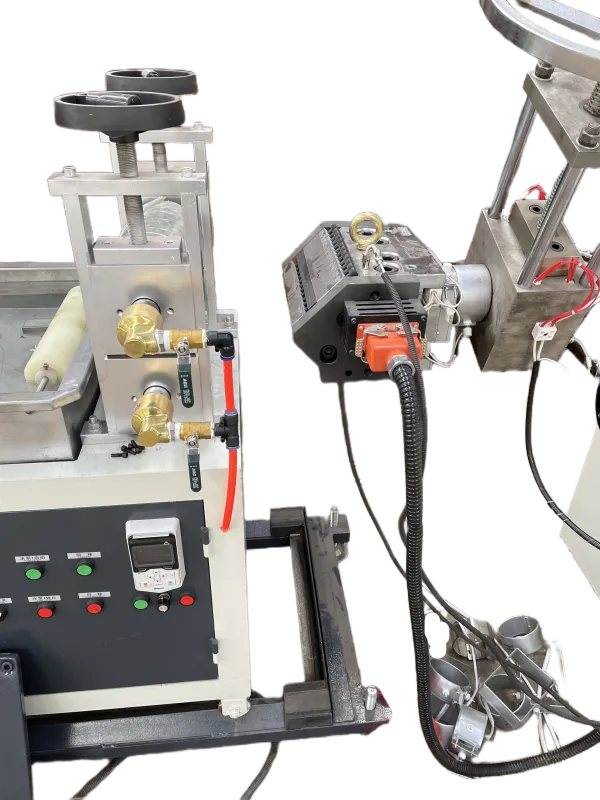
EXTRUSION CORE
High-Stability TPE Extruder
- Drive System: Siemens Beide motor with ABB 580 series high-performance inverter.
- Drive: Direct Coupling (No Belts, Maintenance-Free)
- 9-Zone Temperature Profile: We record the precise 9-zone temperature profile required to prevent TPE degradation during factory testing, providing a practical thermal baseline for consistent thickness and surface quality.

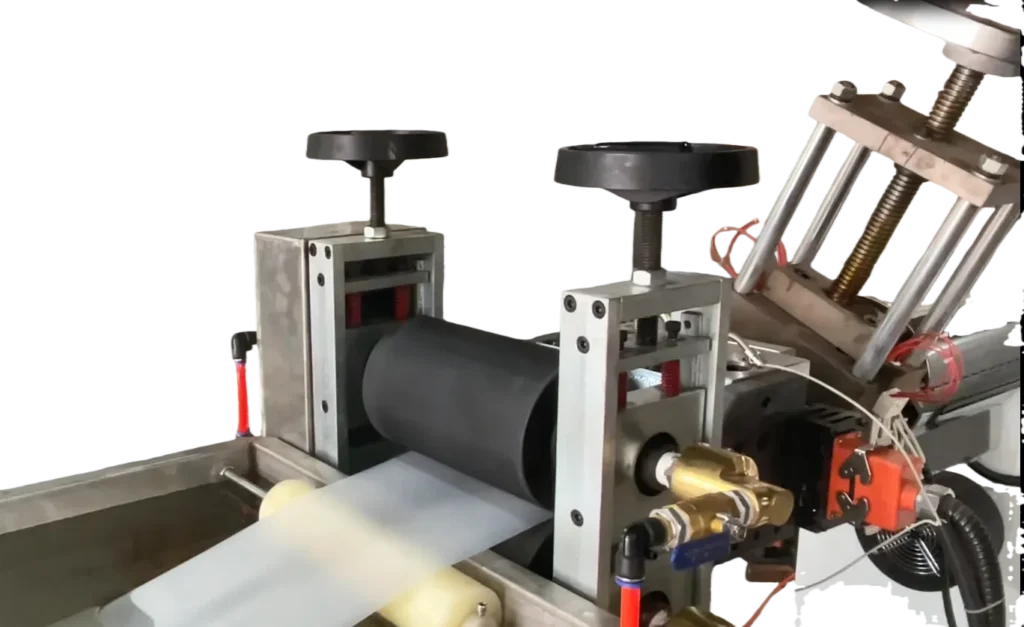
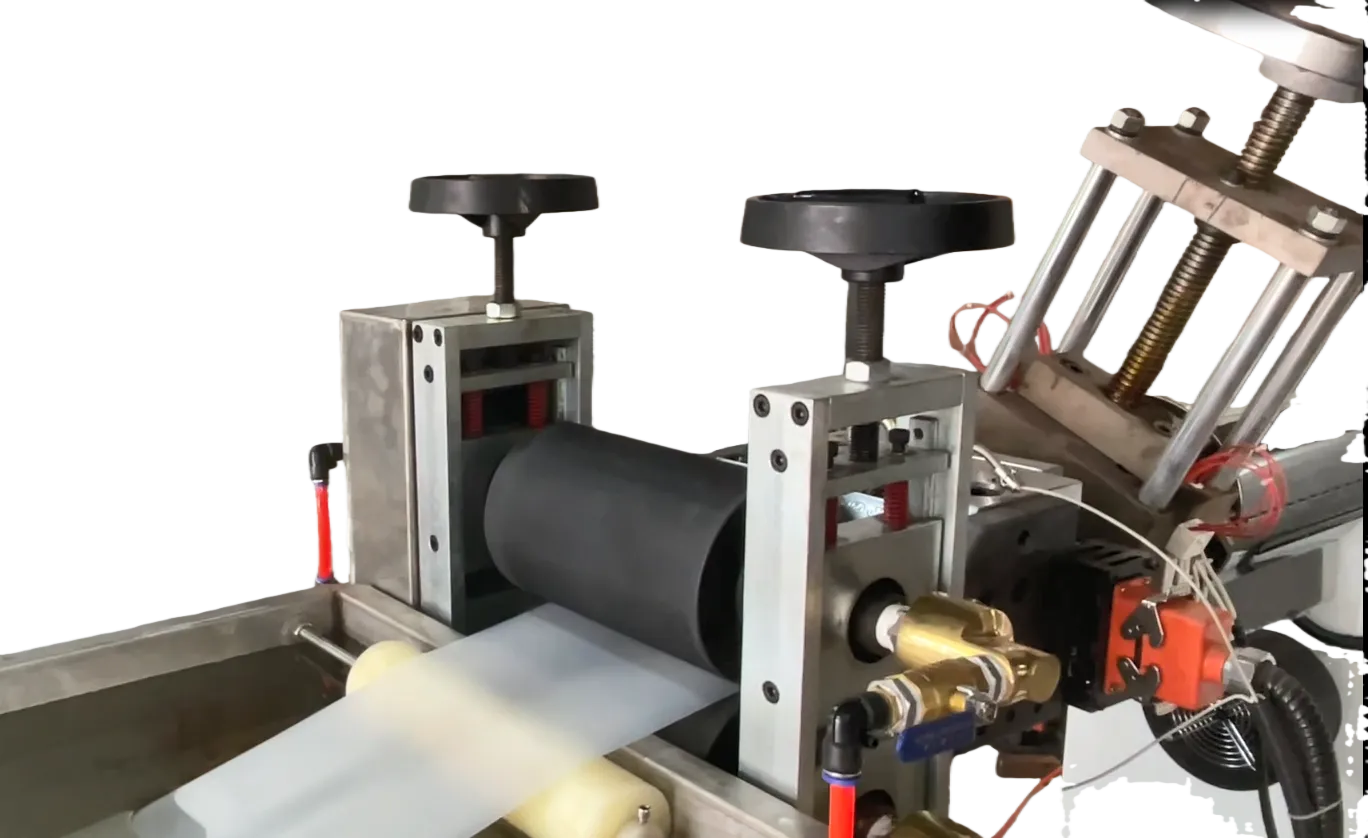
FORMING & COOLING
2-Roll Calendering & Cooling Station
- Precision Calendering: Two-roll calender system with adjustable roller gap for manual thickness control of the TPE sheet.
- Anti-Stick Technology: Rollers are Teflon-coated with internal water cooling to handle high-oil TPE formulas without sticking.
- Cooling Tank: Stainless steel water tank with an independent motor and ABB inverter.
- Interchangeable Surface Rollers: We provide a choice of smooth or textured (patterned) calendering rollers to produce both standard smooth bands and anti-slip textured tourniquets.

CONVERTING & BUFFERING
Slitting & Perforation Cutting Station
- Dancer-Arm Accumulator (W-Path): A 4-arm dancer accumulator that buffers the speed mismatch between continuous extrusion and intermittent cutting — storing excess band length between cuts to reduce sudden tension changes when the cutter stops.
- Precision Slitting: Adjustable pneumatic slitting blades to divide the wide sheet into multiple tourniquets or wide Esmarch bandages.
- Perforation Cutting: Computer-controlled cutting with encoder for fixed-length accuracy; produces professional “pull-and-tear” rolls with cut-length completion alarms.


Ready to Configure Your TPE Tourniquet Extrusion Line?
Tell us whether you already have a modified TPE compound supplier for your tourniquet or band product. If you do, we recommend sending the material before the factory test so we can check whether it runs properly on the line.
If you do not have a suitable compound yet, we can share practical material suggestions based on our previous TPE band extrusion projects.
Use the contact panel on this page or email sales@jfextruder.com.
What Is a TPE Tourniquet Extrusion Line?
A TPE tourniquet extrusion line, sometimes described by buyers as a TPE tourniquet extrusion machine, is a complete single-screw production line that converts modified SEBS-based TPE compound into flat elastic bands. These bands can be used for latex-free tourniquets, Esmarch / Esmark bandages, and fitness resistance strips, depending on the compound and finishing format.
Key process differences from rubber or latex lines:
- Multi-zone temperature control — prevents thermal degradation of sensitive SEBS-based TPE compounds during extrusion
- Calendering + cut-to-length finishing — keeps the band relaxed from die to package without automatic winding tension
- No vulcanization process — TPE bands are formed by extrusion and cooling, without rubber curing or latex dipping
- Faster material changeover — color or compound changes are handled through the extrusion system, without changing dip molds or vulcanization mandrels

Applications — What This Line Produces

Latex-Free Tourniquet
Medical Tourniquets (Single-Use, Latex-Free)
Standard flat-band tourniquets are commonly produced from modified SEBS-based TPE compounds. In a TPE medical band extrusion line project, a typical single-use tourniquet size is around 25 mm x 450 mm, with Shore A 40-55 often used for latex-free medical band applications.
The line forms the flat elastic band, then finishes it by slitting and cut-to-length or pull-and-tear perforation. Final product certification depends on the end manufacturer’s compound selection, sterilization, packaging and quality management process.
Esmarch Bandage
Esmarch Bandages (Surgical Elastic Wraps)
Esmarch bandages use a wider flat elastic band format than standard tourniquets, often around 75-100 mm wide depending on the product design. For buyers comparing an Esmarch bandage extrusion line, the key difference is usually slitting width and roll format rather than a different extrusion process.
“Esmarch” and “Esmark” are both used in international procurement documents for this type of surgical elastic wrap.

Fitness Resistance
Fitness Resistance Bands & Yoga Strips
For non-medical fitness resistance bands and yoga strips, the line can process suitable TPE compounds with smooth surface finish. A wider hardness and elongation range may be used than for single-use tourniquets, depending on the modified compound selected for production.
The final feel, elongation and rebound mainly depend on the TPE compound, while the extrusion line controls sheet forming, cooling, surface finish and slitting format.
Material Guidance — Modified TPE Compounds for Tourniquet Extrusion
In TPE tourniquet production, the compound matters as much as the extrusion line. A well-built line running the wrong TPE grade can still produce bands with poor recoil, surface defects, odor, or skin-contact concerns. After 14+ years building extrusion lines for medical, hygiene and industrial product manufacturers, we have learned that material-line matching is where many TPE band projects succeed or fail.
We do not sell TPE as a material business. This section exists because many buyers ask the same question before ordering a TPE tourniquet extrusion line: should they use their own modified TPE compound, or ask us to suggest a practical material starting point?

Material Compatibility Reference
Our TPE tourniquet line is commonly configured around the following processing window:
| Parameter | Practical Reference |
|---|---|
Shore A hardness | Commonly 35-65, depending on product application and compound formulation |
| Compound base | SEBS-based TPE for tourniquet and Esmarch bandage applications; suitable TPE compounds for non-medical fitness resistance bands |
| Melt temperature window | Recorded by compound during factory testing |
| 9-zone barrel temperature profile | Documented as practical startup reference for the tested compound |
| Line speed | Matched to melt viscosity, cooling behavior and finished band quality |
When the buyer provides the intended TPE compound, we can test it before shipment and record the temperature profile, line speed and cooling references that run stably on that grade. These records become the starting baseline for first-run production.
SEBS vs SBS — Why the Base Polymer Matters
Not all TPE compounds behave the same during extrusion. The base polymer affects odor, oxidation resistance, elasticity, skin-contact suitability and long-term product stability.
| SEBS-based TPE | SBS-based TPE | |
|---|---|---|
| Polymer structure | Hydrogenated, saturated structure | Unsaturated structure |
| Oxidation resistance | Higher | Lower |
| Odor | Usually lower | More noticeable |
| Extractables | Low | Higher |
| Common use | Tourniquets, Esmarch bandages and higher-requirement elastic bands | Fitness resistance bands, yoga bands and non-medical straps |
| Cost | Higher | Lower |
If a supplier quotes only “TPE” without specifying the base polymer and formulation target, ask for more detail before testing.
Send Your Own Compound for Testing
If you already have a local modified TPE compound supplier, we recommend sending a 10-20 kg sample before factory testing begins. We can run the material during factory testing, check whether it forms a stable band, and record the temperature, line speed, cooling and finishing references that work with your compound.
This is especially useful when the compound is locally sourced or specially modified, because different TPE grades can behave very differently even when the hardness looks similar on paper.
Material Suggestion for First Commissioning
If you do not have a suitable compound supplier yet, we can share practical material suggestions based on previous TPE band extrusion projects. This is commissioning support for a confirmed line project, not a standalone material trading service.
We do not accept compound-only inquiries. The purpose is to help the buyer start line testing with a workable material reference when local SEBS-based TPE sourcing is difficult.
Sharkskin Defect — The Main Surface Quality Challenge in TPE Extrusion
Even with a suitable compound and a well-configured extrusion line, TPE bands can still show sharkskin, also called melt fracture. It appears as fine, scaly ripples on the band surface and is usually related to temperature profile, shear rate, die design, melt viscosity and haul-off speed.
During factory testing, we tune the line around the tested compound and record a practical thermal baseline to reduce the risk of sharkskin during first-run production.
Why Manufacturers & Procurement Leaders Choose Jinxin
Product-Based Factory Testing
Before shipment, we test-run the agreed product type to check die matching and stable product size under real extrusion conditions. After the product runs stably, we record practical startup references such as temperature zones, screw speed, haul-off speed and cutting or winding settings.
- Dimensional Verification: We run the line to prove the mold delivers your exact product dimensions and tolerances.
- The “Start-Up Recipe”: We record the successful processing parameters (temperatures, speeds) used during the trial. You receive this Data Sheet to skip the guesswork and start production immediately.
- Material Calibration: If your product uses a special compound, we may recommend sending material samples before testing so the startup references are based on the intended material.
Transparent, Line-by-Line Quoting
Your quotation isn’t a vague summary. It is a line-by-line manifest listing every equipment component and brand (e.g., Siemens, ABB), ensuring the hardware matches the promise.
- Detailed Configuration List: Every motor, inverter, tank, and controller is listed by brand and model.
- Clear Service Options: On-site installation and training are quoted as a distinct, transparent line item—no surprise fees later.
- The “Final” Price: No hidden add-ons. What you sign is what you pay.
Global-Service Component Strategy
We strictly implement a “Service-Ready” Component Strategy to ensure your supply chain security.
- Tier 1 Global Giants: For core drives and motors, we use Siemens, ABB, RKC and Omron—available in almost any industrial city worldwide.
- Proven International Brands: For controls and electrics, we select brands like WECON and CHINT, which have established distributor networks across major markets.
- Result: Whether it’s a premium drive or a standard relay, verified quality and convenient maintenance are guaranteed.
Trust Credentials
A majority of our international clients expand their capacity with us — an indicator of long-term reliability.
We configure the line to meet your target product standards upon request. We also provide Certificate of Origin to help minimize your import duties.
What Our Clients Say
Our Mexico facility achieved stable production on the first run using Jinxin’s startup parameters. The TPE tourniquet line met our group’s quality standards without additional commissioning — exactly what we needed for a smooth cross-border deployment

“We use one Jinxin line to produce both TPE tourniquet bands and Esmarch bandage rolls for our FDA, CE and ISO 13485 certified medical product range. Those certifications are handled through our own cleanroom, sterilization, packaging and quality system; the extrusion line’s role is stable forming, consistent band size and repeatable production. When we saw surface defects during production, Jinxin helped us trace the issue to a changed TPE compound batch and guided our team through the adjustment.”
— Medical elastic products manufacturer, Malaysia
FAQ – TPE Tourniquet & Band Production
TPE is difficult to handle – how do you reduce the risk of permanent stretching during production?
Three factors matter most:
- Compound sets the ceiling: SEBS base, hardness, oil content and formulation decide maximum recoil. No extrusion line can add elasticity that the compound does not have.
- Temperature profile protects it: A documented thermal baseline helps prevent degradation during extrusion. Overheated TPE can lose rebound permanently.
- Line design protects it: Cut-to-length finishing without automatic winding tension keeps the band relaxed from die to package.
When these factors are matched correctly, the band can leave the line with its intended elasticity. That is why our support team checks compound batch consistency first whenever a client reports a recoil issue.
What if my TPE compound varies between batches or does not perform as expected?
Send us a sample of your intended compound before shipment. During factory testing, we can run it on your actual line, check whether it forms a stable band, and record the temperature profile, line speed and cooling references that work with your material.
When you later switch batches or suppliers, your operator has a proven starting point instead of a guess. Many mid-run defects trace back to compound variation, not equipment failure, and a documented baseline makes diagnosis much faster.
For material testing and first-commissioning options, see the Material Guidance section above.
Can this line include an automatic winder like rubber band or hair tie machines?
No. For TPE tourniquet bands, this is a quality decision, not a limitation. Automatic winders apply continuous tension as the roll builds. For rubber bands and hair ties, minor pre-stretch may not matter because the finished item is a closed loop. But flat TPE tourniquet bands should remain relaxed before final use.
Our line uses cut-to-length or perforation finishing instead, which supports:
- Lower pre-stretch risk: The band stays relaxed from die to package.
- Visual inspection: Operators can check the band before final packaging.
- Simpler maintenance: No tension-control winder is required for this production method.
This is why the line uses a W-path dancer accumulator, point-link perforation cutting and manual roll take-off instead of automatic winding.
How are TPE tourniquets manufactured?
A complete TPE tourniquet production line converts modified SEBS-based TPE compound into latex-free flat bands through a four-stage process:
- Compounding: SEBS base polymer is blended with process oil and additives to reach the target product behavior, often around Shore A 40-55 for single-use tourniquet bands.
- Extrusion: The compound is melted through a multi-zone single-screw extruder and formed into a flat sheet through two-roll calendering.
- Cooling and slitting: The sheet is cooled in a stainless steel water bath, then slit into individual band widths by adjustable pneumatic blades.
- Cut-to-length or perforation finishing: A point-link perforation cutter produces pull-and-tear rolls or fixed-length band sections according to the finishing format.
The extrusion line produces the TPE band. Final medical compliance depends on the manufacturer’s own cleanroom, sterilization, packaging, material documentation and quality management system. The extrusion line itself is not the medical certification subject.
What is sharkskin defect in TPE extrusion, and how do you reduce it?
Sharkskin, also called melt fracture, is a common surface defect in TPE band extrusion. It appears as fine, scaly ripples on the band surface and is usually related to temperature profile, shear rate, die design, melt viscosity and haul-off speed.
During factory testing, we tune the line around the tested compound and record a practical thermal baseline. This helps reduce the risk of sharkskin during first-run production and gives your operator a better starting point for later batch adjustments.
TPE vs latex tourniquet – what are the production differences?
| TPE (SEBS-based compound) | Natural rubber latex | |
|---|---|---|
| Process | Single-screw extrusion + calendering | Dipping or continuous vulcanization |
| Latex allergy risk | Latex-free material route | Natural latex allergy risk |
| Tooling | Die + calender rolls | Dip molds or vulcanization mandrels |
| Changeover | Compound or color change through extrusion system | Mold / mandrel or latex system change |
| Shelf behavior | More stable when the compound is properly selected | More sensitive to aging and oxidation |
TPE extrusion is a continuous line process, while latex dipping is usually batch-based. They require different production equipment and do not use the same process route.
What temperature profile does SEBS/TPE extrusion require?
SEBS-based TPE often processes around 160-210 degrees C, depending on grade, oil content, hardness and formulation. The key is not one fixed number, but a stable temperature gradient across the barrel and die.
We do not publish a universal profile because every modified TPE compound behaves differently. Instead, when the buyer provides the intended compound, we record the temperature profile across the barrel zones during factory testing and deliver it as a practical startup reference for first-run production.
Send Your TPE Tourniquet Line Requirements
Tell us your target product type, such as TPE tourniquet bands, Esmarch bandage rolls, or fitness resistance strips. Also let us know whether you already have a modified TPE compound supplier.
If you already have a compound, we recommend sending the material before factory testing so we can check whether it runs properly on the line. If you do not have a suitable compound yet, we can share practical material suggestions based on previous TPE band extrusion projects.
Use the contact panel on this page or email sales@jfextruder.com.
