Extrudeuse bandes TPE pour garrots médicaux et bandages élastiques
Ligne complète d'extrusion de bandes TPE pour garrots médicaux sans latex, bandages Esmarch et bandes de résistance TPE pour le fitness.
Jinxin construit chaque Ligne de production de garrots en TPE La extrudeuse de garrots en TPE est composée d'une extrudeuse TPE dédiée, d'une station de calandrage et de refroidissement, d'un accumulateur de danseurs en W et d'un système de coupe par refente/perforation. Chaque extrudeuse de tourniquet TPE est configurée en fonction de la dureté, de la taille de la bande, de l'état de surface et du format de coupe souhaités, puis testée en usine sur le composé prévu lorsque le matériau est disponible avant l'expédition.
Chaque ligne est configurée en fonction de la dureté, de la taille de bande, de l'état de surface et du format de coupe souhaités, puis testée en usine sur le composé prévu lorsque le matériau est disponible avant l'expédition.

Configuration de la extrudeuse de tourniquet TPE
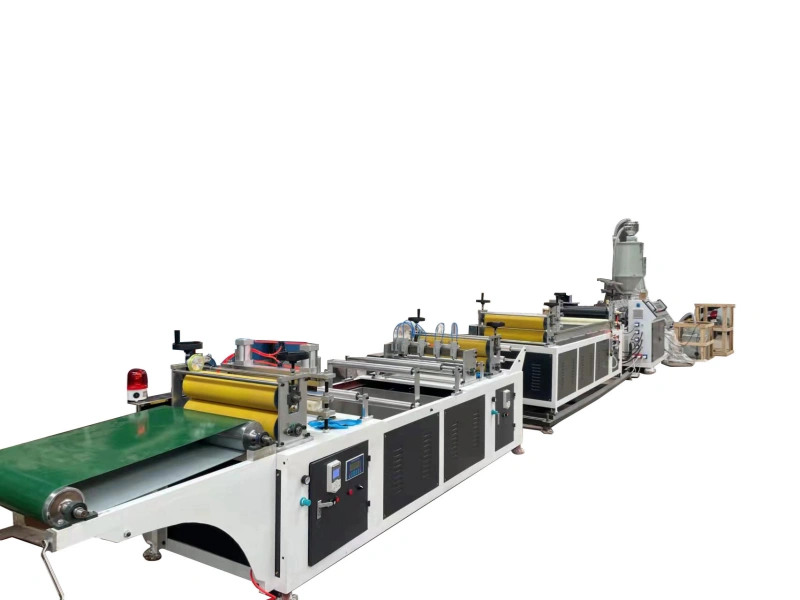
Cette ligne complète d'extrusion de bandes TPE est organisée en trois unités spécialisées qui s'occupent de tout, de la fusion des matières premières au formage des bandes plates, en passant par le refroidissement, le refendage et la découpe des perforations, et qui sont conçues pour le traitement stable des qualités TPE sensibles.

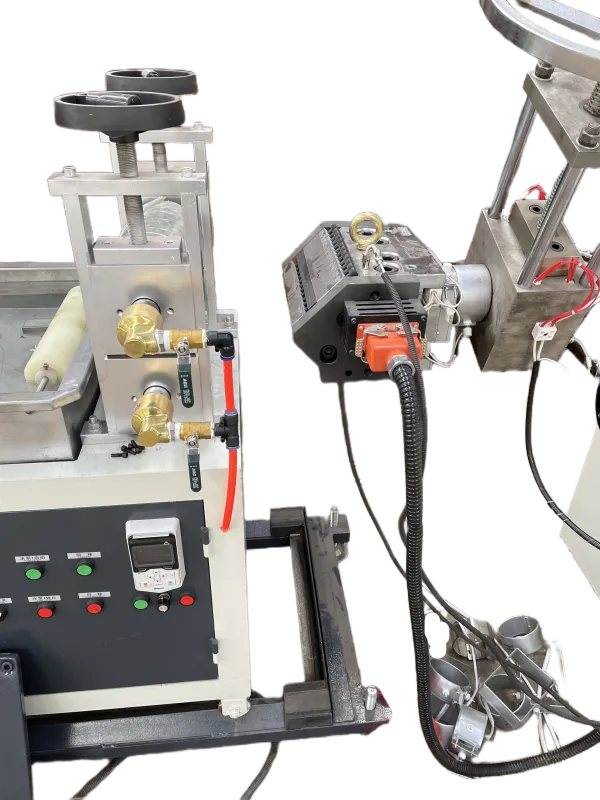
CORE D'EXTRUSION
Extrudeuse TPE à haute stabilité
- Système d'entraînement : Moteur Siemens Beide avec convertisseur ABB série 580 haute performance.
- Conduire : Couplage direct (sans courroies, sans entretien)
- Profil de température à 9 zones : Nous enregistrons le profil de température précis en 9 zones nécessaire pour éviter la dégradation du TPE pendant les essais en usine, fournissant ainsi une base thermique pratique pour une épaisseur et une qualité de surface constantes.

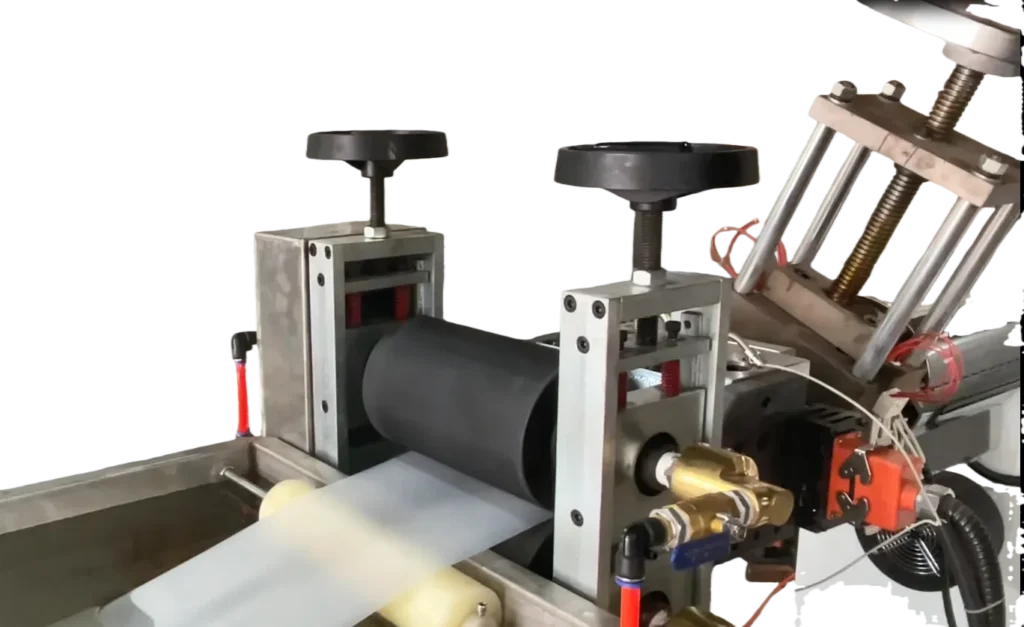
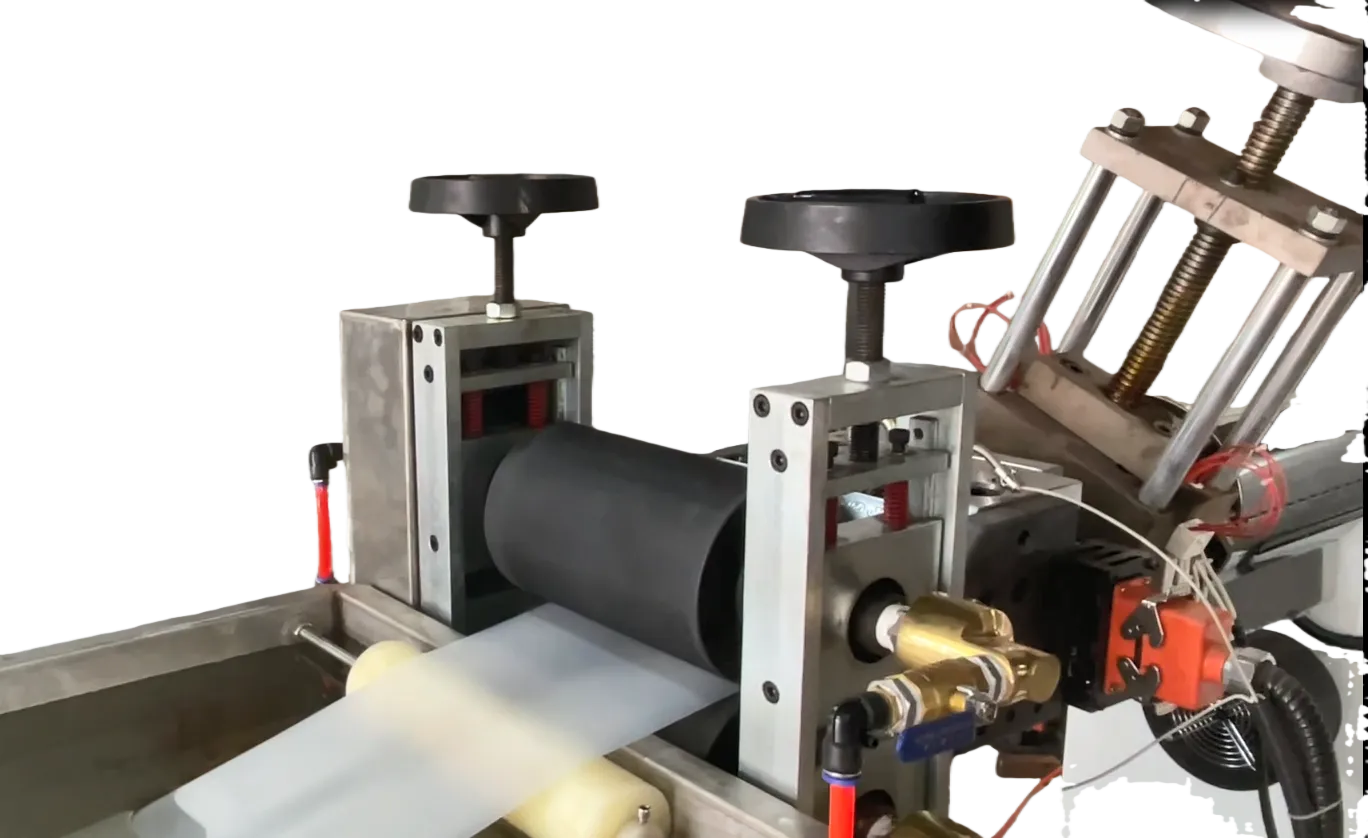
FORMAGE ET REFROIDISSEMENT
Station de calandrage et de refroidissement à 2 rouleaux
- Calandrage de précision : Système de calandre à deux rouleaux avec écartement réglable des rouleaux pour le contrôle manuel de l'épaisseur de la feuille de TPE.
- Technologie antiadhésive : Les rouleaux sont Revêtement en téflon avec refroidissement interne à l'eau pour traiter les formules TPE à haute teneur en huile sans coller.
- Réservoir de refroidissement : Réservoir d'eau en acier inoxydable avec moteur indépendant et convertisseur ABB.
- Rouleaux à surface interchangeable : Nous proposons un choix de rouleaux de calandrage lisses ou texturés (à motifs) pour produire à la fois des bandes lisses standard et des garrots texturés antidérapants.

CONVERSION ET MISE EN MÉMOIRE TAMPON
Station de coupe par refendage et perforation
- Accumulateur à balancier (W-Path) : Un accumulateur à danseur à 4 bras qui amortit le décalage de vitesse entre l'extrusion continue et la coupe intermittente - en stockant la longueur de bande excédentaire entre les coupes pour réduire les changements de tension soudains lorsque la coupeuse s'arrête.
- Refendage de précision : Lames de coupe pneumatiques réglables pour diviser la feuille large en plusieurs garrots ou en feuilles larges. Pansements d'Esmarch.
- Coupe par perforation : Coupe contrôlée par ordinateur avec encodeur pour une précision de longueur fixe ; produit des rouleaux professionnels “pull-and-tear” avec des alarmes de fin de coupe.


Prêt à configurer votre extrudeuse de garrots en TPE ?
Indiquez-nous si vous avez déjà une version modifiée Fournisseur de composés TPE pour votre garrot ou votre bande. Si vous le faites, nous vous recommandons d'envoyer le matériel avant le test en usine afin que nous puissions vérifier s'il fonctionne correctement sur la ligne.
Si vous ne disposez pas encore d'un composé approprié, nous pouvons vous faire des suggestions de matériaux pratiques sur la base de nos précédents projets d'extrusion de bandes TPE.
Utiliser le panneau de contact sur cette page ou par courriel sales@jfextruder.com.
Qu'est-ce qu'une extrudeuse de garrots en TPE ?
Une extrudeuse de garrots en TPE, parfois décrite par les acheteurs comme une machine d'extrusion de garrots en TPE, est une ligne de production complète à une seule vis qui transforme le composé TPE modifié à base de SEBS en bandes élastiques plates. Ces bandes peuvent être utilisées pour les garrots sans latex, les bandages Esmarch / Esmark et les bandes de résistance pour le fitness, en fonction du composé et du format de finition.
Principales différences entre les procédés et les lignes de production de caoutchouc ou de latex :
- Contrôle de la température multizone - empêche la dégradation thermique des composés TPE sensibles à base de SEBS pendant l'extrusion
- Calandrage + finition à la longueur - maintient la bande détendue de la matrice à l'emballage sans tension d'enroulement automatique
- Pas de processus de vulcanisation - Les bandes TPE sont formées par extrusion et refroidissement, sans durcissement du caoutchouc ni trempage dans le latex.
- Changement de matériaux plus rapide - les changements de couleur ou de composé sont gérés par le système d'extrusion, sans changer les moules d'immersion ou les mandrins de vulcanisation

Applications - Ce que produit cette ligne

Garrot sans latex
Garrots médicaux (à usage unique, sans latex)
Les garrots à bande plate standard sont généralement fabriqués à partir de composés TPE modifiés à base de SEBS. Dans un projet de extrudeuse de bandes médicales en TPE, la taille typique d'un garrot à usage unique est d'environ 25 mm x 450 mm, avec un Shore A 40-55 souvent utilisé pour les applications de bandes médicales sans latex.
La ligne forme l'élastique plat, puis le termine par une refente et une coupe à longueur ou une perforation par traction et arrachage. La certification du produit final dépend de la sélection des composés, de la stérilisation, de l'emballage et du processus de gestion de la qualité du fabricant final.
Bandage d'Esmarch
Pansements Esmarch (bandes élastiques chirurgicales)
Les bandages Esmarch utilisent un format de bande élastique plate plus large que les garrots standard, souvent autour de 75-100 mm de large en fonction de la conception du produit. Pour les acheteurs qui comparent une extrudeuse de bandages Esmarch, la principale différence réside généralement dans la largeur de coupe et le format du rouleau plutôt que dans un processus d'extrusion différent.
“Les termes ”Esmarch“ et ”Esmark" sont tous deux utilisés dans les documents de passation de marchés internationaux pour ce type d'enveloppe élastique chirurgicale.

Résistance physique
Bandes de résistance et bandes de yoga
Pour les bandes de résistance non médicales et les bandes de yoga, la ligne peut traiter des composés TPE appropriés avec une finition de surface lisse. Une plage de dureté et d'allongement plus large que pour les garrots à usage unique peut être utilisée, en fonction du composé modifié sélectionné pour la production.
Le toucher final, l'élongation et le rebond dépendent principalement du composé TPE, tandis que la extrudeuse contrôle la formation de la feuille, le refroidissement, la finition de la surface et le format de découpe.
Guide des matériaux - Composés TPE modifiés pour l'extrusion de garrots
Dans la production de garrots en TPE, le questions relatives aux composés autant que la extrudeuse. Une ligne bien construite utilisant la mauvaise qualité de TPE peut toujours produire des bandes présentant un faible recul, des défauts de surface, des odeurs ou des problèmes de contact avec la peau. Après plus de 14 ans de construction de lignes d'extrusion pour des fabricants de produits médicaux, hygiéniques et industriels, nous avons appris que l'adéquation entre la ligne de matériaux et la ligne de production est à l'origine de la réussite ou de l'échec de nombreux projets de bandes TPE.
Nous ne vendons pas de TPE en tant que matériau. Cette section existe parce que de nombreux acheteurs posent la même question avant de commander une extrudeuse de garrots en TPE : doivent-ils utiliser leur propre composé TPE modifié ou nous demander de leur suggérer un matériau pratique comme point de départ ?

Compatibilité des matériaux Référence
Notre ligne de garrots en TPE est généralement configurée autour de la fenêtre de traitement suivante :
| Paramètres | Référence pratique |
|---|---|
Dureté Shore A | Généralement 35-65, en fonction de l'application du produit et de la formulation du composé. |
| Base composée | TPE à base de SEBS pour les garrots et les bandages d'Esmarch ; composés TPE appropriés pour les bandes de résistance de fitness non médicales |
| Fenêtre de température de fusion | Enregistré par le composé lors des essais en usine |
| Profil de température du baril à 9 zones | Documenté en tant que référence pratique de démarrage pour le composé testé |
| Vitesse de la ligne | Adaptée à la viscosité de la matière fondue, au comportement de refroidissement et à la qualité de la bande finie |
Lorsque l'acheteur fournit le composé TPE prévu, nous pouvons le tester avant l'expédition et enregistrer le profil de température, la vitesse de la ligne et les références de refroidissement qui fonctionnent de manière stable sur ce grade. Ces enregistrements deviennent la base de départ pour la production de la première série.
SEBS vs SBS - L'importance du polymère de base
Tous les composés TPE ne se comportent pas de la même manière pendant l'extrusion. Le polymère de base influe sur l'odeur, la résistance à l'oxydation, l'élasticité, l'aptitude au contact avec la peau et la stabilité à long terme du produit.
| TPE à base de SEBS | TPE à base de SBS | |
|---|---|---|
| Structure du polymère | Structure hydrogénée, saturée | Structure non saturée |
| Résistance à l'oxydation | Plus élevé | Plus bas |
| Odeur | Généralement inférieur | Plus perceptible |
| Matières extractibles | Faible | Plus élevé |
| Utilisation courante | Garrots, bandages d'Esmarch et bandes élastiques à exigences plus élevées | Bandes de résistance pour le fitness, bandes de yoga et sangles non médicales |
| Coût | Plus élevé | Plus bas |
Si un fournisseur ne mentionne que “TPE” sans préciser le polymère de base et la formulation cible, demandez plus de détails avant de procéder à l'essai.
Envoyez votre propre composé à des fins de test
Si vous disposez déjà d'un fournisseur local de composés TPE modifiés, nous vous recommandons envoi d'un échantillon de 10 à 20 kg avant le début des essais en usine. Nous pouvons faire fonctionner le matériau pendant les essais en usine, vérifier s'il forme une bande stable et enregistrer les références de température, de vitesse de ligne, de refroidissement et de finition qui conviennent à votre composé.
Ceci est particulièrement utile lorsque le composé est d'origine locale ou spécialement modifié, car différentes qualités de TPE peuvent se comporter très différemment, même si la dureté semble similaire sur le papier.
Suggestion de matériel pour la première mise en service
Si vous n'avez pas encore de fournisseur de composé approprié, nous pouvons vous faire part de suggestions de matériaux pratiques basées sur des projets d'extrusion de bandes TPE antérieurs. Il s'agit d'un soutien à la mise en service d'un projet de ligne confirmée, et non d'un service autonome de négoce de matériaux.
Nous n'acceptons pas les demandes portant uniquement sur des composés. L'objectif est d'aider l'acheteur à commencer les essais en ligne avec un matériau de référence utilisable lorsqu'il est difficile de s'approvisionner localement en TPE à base de SEBS.
Défaut de peau de requin - Le principal défi en matière de qualité de surface dans l'extrusion de TPE
Même avec un composé approprié et une extrudeuse bien configurée, les bandes de TPE peuvent toujours présenter une peau de requin, également appelée fracture de la matière fondue. Elle se présente sous la forme de fines ondulations écailleuses à la surface de la bande et est généralement liée au profil de température, au taux de cisaillement, à la conception de la filière, à la viscosité de la matière fondue et à la vitesse de tirage.
Lors des essais en usine, nous réglons la ligne autour du composé testé et enregistrons une base thermique pratique afin de réduire le risque de peau de requin lors de la production en première série.
Pourquoi les fabricants et les responsables des achats choisissent-ils Jinxin ?
Essais en usine basés sur les produits
Avant l'expédition, nous testons le type de produit convenu pour vérifier l'adéquation de la filière et la stabilité de la taille du produit dans des conditions réelles d'extrusion. Une fois que le produit fonctionne de manière stable, nous enregistrons les références pratiques de démarrage telles que les zones de température, la vitesse de la vis, la vitesse de tirage et les réglages de coupe ou d'enroulement.
- Vérification des dimensions : Nous testons la ligne pour vérifier que le moule respecte les dimensions et les tolérances exactes de votre produit.
- La “recette de démarrage” : Nous enregistrons les paramètres de traitement (températures, vitesses) utilisés pendant l'essai. Vous recevez ces Fiche technique pour éviter les approximations et commencer à produire immédiatement.
- Étalonnage des matériaux : Si votre produit utilise un composé spécial, nous pouvons vous recommander d'envoyer des échantillons de matériau avant le test afin que les références de démarrage soient basées sur le matériau prévu.
Citation transparente, ligne par ligne
Votre devis n'est pas un vague résumé. Il s'agit d'un manifeste qui énumère, ligne par ligne, chaque composant de l'équipement et sa marque (par exemple, Siemens, ABB), afin de s'assurer que le matériel correspond à la promesse.
- Liste de configuration détaillée : Chaque moteur, inverseur, réservoir et contrôleur est répertorié par marque et modèle.
- Effacer les options de service : L'installation et la formation sur place sont facturées en tant que poste budgétaire distinct et transparent-Pas de frais surprises par la suite.
- Le prix “final” : Aucun supplément caché. Ce que vous signez est ce que vous payez.
Stratégie globale pour les composants de service
Nous mettons strictement en œuvre une stratégie de composants “prêts à l'emploi” pour garantir la sécurité de votre chaîne d'approvisionnement.
- Géants mondiaux de niveau 1 : Pour les entraînements et les moteurs, nous utilisons Siemens, ABB, RKC et Omron-disponible dans presque toutes les villes industrielles du monde.
- Des marques internationales qui ont fait leurs preuves : Pour les commandes et l'électricité, nous sélectionnons des marques telles que WECON et CHINT, qui ont établi des réseaux de distribution sur les principaux marchés.
- Résultat : Qu'il s'agisse d'un entraînement premium ou d'un relais standard, la qualité vérifiée et la facilité d'entretien sont garanties.
Références de confiance
La majorité de nos clients internationaux augmentent leur capacité avec nous, ce qui est un indicateur de fiabilité à long terme.
Sur demande, nous configurons la ligne pour qu'elle réponde à vos normes de produits cibles. Nous fournissons également un certificat d'origine pour vous aider à minimiser les droits d'importation.
Ce que disent nos clients
Notre usine mexicaine a atteint une production stable dès le premier passage en utilisant les paramètres de démarrage de Jinxin. La ligne de fabrication de garrots en TPE a satisfait aux normes de qualité de notre groupe sans mise en service supplémentaire - exactement ce dont nous avions besoin pour un déploiement transfrontalier en douceur

“Nous utilisons une ligne Jinxin pour produire des bandes de garrot en TPE et des rouleaux de bandage en Esmarch pour notre gamme de produits médicaux certifiés FDA, CE et ISO 13485. Ces certifications sont gérées par notre propre salle blanche, notre stérilisation, notre emballage et notre système de qualité ; le rôle de la extrudeuse est d'assurer un formage stable, une taille de bande cohérente et une production reproductible. Lorsque nous avons constaté des défauts de surface en cours de production, Jinxin nous a aidés à remonter jusqu'à un lot de composé TPE modifié et a guidé notre équipe dans l'ajustement.”
— Fabricant de produits élastiques médicaux, Malaisie
FAQ - Production de garrots et de bandes en TPE
Le TPE est difficile à manipuler - comment réduire le risque d'étirement permanent pendant la production ?
Trois facteurs sont les plus importants :
- Le composé fixe le plafond : La base du SEBS, sa dureté, sa teneur en huile et sa formulation déterminent le recul maximal. Aucune extrudeuse ne peut ajouter une élasticité que le composé n'a pas.
- Le profil de température le protège : Une base thermique documentée aide à prévenir la dégradation pendant l'extrusion. Un TPE surchauffé peut perdre définitivement son rebond.
- La conception de la ligne la protège : La finition à la longueur sans tension d'enroulement automatique maintient la bande détendue de la filière à l'emballage.
Lorsque ces facteurs sont correctement associés, la bande peut quitter la ligne avec l'élasticité voulue. C'est pourquoi notre équipe d'assistance vérifie d'abord la cohérence des lots de composés lorsqu'un client signale un problème de recul.
Que faire si mon composé TPE varie d'un lot à l'autre ou ne donne pas les résultats escomptés ?
Envoyez-nous un échantillon de votre composé avant l'expédition. Lors des essais en usine, nous pouvons le faire fonctionner sur votre ligne actuelle, vérifier s'il forme une bande stable et enregistrer le profil de température, la vitesse de la ligne et les références de refroidissement qui conviennent à votre matériau.
Lorsque vous changez ultérieurement de lot ou de fournisseur, votre opérateur dispose d'un point de départ éprouvé au lieu d'une supposition. De nombreux défauts à mi-parcours sont dus à une variation du composé, et non à une défaillance de l'équipement, et une base de référence documentée permet un diagnostic beaucoup plus rapide.
Pour les essais de matériaux et les options de première mise en service, voir la section Conseils sur les matériaux ci-dessus.
Cette ligne peut-elle inclure un enrouleur automatique comme les machines à élastiques ou à nouettes ?
Non. Pour les bandes de garrot en TPE, il s'agit d'une décision de qualité et non d'une limitation. Les enrouleurs automatiques appliquent une tension continue au fur et à mesure que le rouleau se forme. Pour les élastiques et les attaches de cheveux, un pré-étirement mineur peut ne pas avoir d'importance car l'article fini est une boucle fermée. Mais les bandes de garrot plates en TPE doivent rester détendues avant l'utilisation finale.
Notre ligne utilise plutôt des finitions de coupe à longueur ou de perforation, ce qui permet d'améliorer la qualité des produits :
- Diminution du risque de pré-étirement : Le groupe reste détendu, de la matrice à l'emballage.
- Contrôle visuel : Les opérateurs peuvent contrôler la bande avant l'emballage final.
- Maintenance simplifiée : Cette méthode de production ne nécessite pas d'enrouleur à contrôle de tension.
C'est pourquoi la ligne utilise un accumulateur à danseur en W, une coupe de perforation par lien ponctuel et un déroulage manuel des bobines au lieu d'un enroulement automatique.
Comment les garrots TPE sont-ils fabriqués ?
Une ligne de production complète de garrots TPE convertit le composé TPE modifié à base de SEBS en bandes plates sans latex grâce à un processus en quatre étapes :
- Composé : Le polymère de base SEBS est mélangé avec de l'huile de traitement et des additifs pour atteindre le comportement cible du produit, souvent autour de Shore A 40-55 pour les bandes de garrot à usage unique.
- Extrusion : Le composé est fondu dans une extrudeuse multizone à vis unique et formé en feuille plate par calandrage à deux rouleaux.
- Refroidissement et refendage : La feuille est refroidie dans un bain d'eau en acier inoxydable, puis fendue en bandes de largeur individuelle par des lames pneumatiques réglables.
- Finition de la coupe à longueur ou de la perforation : Un coupeur de perforation à lien pointu produit des rouleaux à tirer et à déchirer ou des sections de bande de longueur fixe en fonction du format de finition.
La extrudeuse produit la bande TPE. La conformité médicale finale dépend de la salle blanche, de la stérilisation, de l'emballage, de la documentation sur les matériaux et du système de gestion de la qualité du fabricant. La extrudeuse elle-même n'est pas l'objet de la certification médicale.
Qu'est-ce que le défaut de peau de requin dans l'extrusion de TPE et comment le réduire ?
La peau de requin, également appelée fracture de la matière fondue, est un défaut de surface courant dans l'extrusion de bandes de TPE. Elle se présente sous la forme de fines ondulations écailleuses à la surface de la bande et est généralement liée au profil de température, au taux de cisaillement, à la conception de la filière, à la viscosité de la matière fondue et à la vitesse de tirage.
Lors des essais en usine, nous réglons la ligne autour du composé testé et enregistrons une base thermique pratique. Cela permet de réduire le risque de peau de requin lors de la première production et donne à votre opérateur un meilleur point de départ pour les ajustements ultérieurs des lots.
Garrot en TPE ou en latex - quelles sont les différences de production ?
| TPE (composé à base de SEBS) | Latex de caoutchouc naturel | |
|---|---|---|
| Processus | Extrusion monovis + calandrage | Vulcanisation par trempage ou en continu |
| Risque d'allergie au latex | Voie d'accès au matériau sans latex | Risque d'allergie au latex naturel |
| Outillage | Rouleaux de calandre | Moules à immersion ou mandrins de vulcanisation |
| Passage à l'euro | Changement de composé ou de couleur par le système d'extrusion | Changement de moule, de mandrin ou de système de latex |
| Comportement sur les étagères | Plus stable lorsque le composé est correctement sélectionné | Plus sensible au vieillissement et à l'oxydation |
L'extrusion du TPE est un processus continu, tandis que le trempage du latex se fait généralement par lots. Ils nécessitent des équipements de production différents et n'utilisent pas le même procédé.
Quel est le profil de température requis pour l'extrusion du SEBS/TPE ?
Les TPE à base de SEBS se transforment souvent autour de 160-210 degrés C, en fonction de la qualité, de la teneur en huile, de la dureté et de la formulation. La clé n'est pas un chiffre fixe, mais un gradient de température stable à travers le cylindre et la matrice.
Nous ne publions pas de profil universel car chaque composé TPE modifié se comporte différemment. Au lieu de cela, lorsque l'acheteur fournit le composé prévu, nous enregistrons le profil de température à travers les zones du tonneau pendant les essais en usine et nous le fournissons comme référence pratique de démarrage pour la première production.
Ressources connexes
- À propos de Jinxin - Pourquoi nous nous concentrons exclusivement sur l'extrusion à une vis →
- Installation et mise en service : A distance ou sur site - A quoi s'attendre ?
- Pièces de rechange et entretien de routine pour votre extrudeuse →
- Problèmes courants liés à l'extrusion et comment y remédier → Les problèmes liés à l'extrusion et comment y remédier
Envoyez vos besoins en lignes de garrots TPE
Indiquez-nous le type de produit que vous visez, par exemple les bandes de garrot en TPE, les rouleaux de bandage en Esmarch ou les bandes de résistance pour le fitness. Indiquez-nous également si vous avez déjà un fournisseur de composés TPE modifiés.
Si vous disposez déjà d'un composé, nous vous recommandons d'envoyer le matériau avant les essais en usine afin que nous puissions vérifier s'il fonctionne correctement sur la ligne. Si vous ne disposez pas encore d'un composé adéquat, nous pouvons vous faire part de suggestions de matériaux pratiques basées sur des projets d'extrusion de bandes TPE antérieurs.
Utilisez le panneau de contact sur cette page ou envoyez un courriel à sales@jfextruder.com.
