ماكينة بثق شرائط TPE للأربطة الطبية والضمادات المرنة
ماكينة بثق رباط TPE الكامل للضمادات الطبية الخالية من اللاتكس، وضمادات إزمارش وشرائط مقاومة اللياقة البدنية TPE.
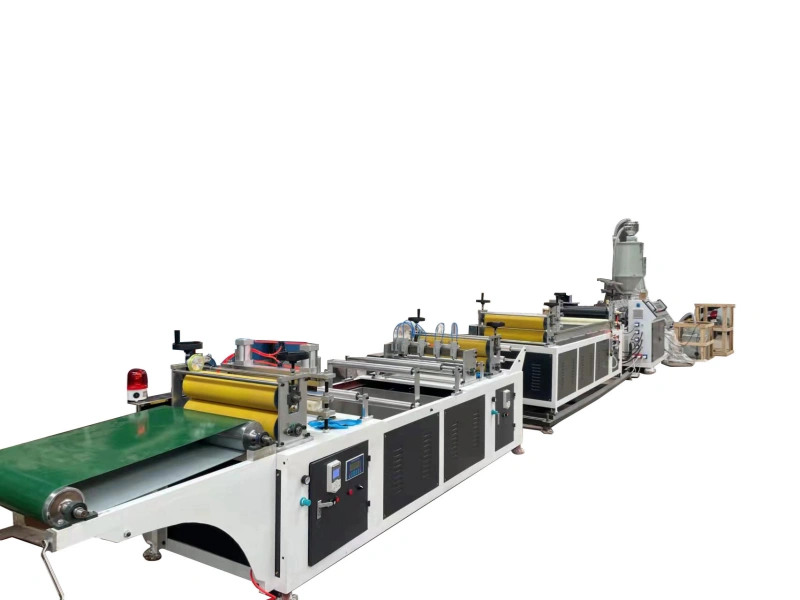
تبني جينكسين كل خط إنتاج العاصبة TPE حول آلة بثق مخصصة لبثق TPE، ومحطة تقويم وتبريد، ومراكم راقص على شكل حرف W، ونظام شق/قطع ثقب. يتم تهيئة كل ماكينة بثق عاصبة TPE حسب الصلابة المستهدفة وحجم الشريط والتشطيب السطحي وشكل القطع، ثم يتم اختباره في المصنع على المركب الذي تريده عند توفر المواد قبل الشحن.
يتم تهيئة كل خط حسب الصلابة المستهدفة وحجم النطاق والتشطيب السطحي وشكل القطع، ثم يتم اختباره في المصنع على المركب الذي تريده عندما تكون المواد متوفرة قبل الشحن.

تكوين ماكينة بثق عاصبة TPE TPE
يتم تنظيم ماكينة بثق شريط TPE الكامل هذا في ثلاث وحدات متخصصة تتعامل مع كل شيء بدءًا من صهر المواد الخام إلى تشكيل الشريط المسطح والتبريد والحز والقطع المثقوب، المصمم للمعالجة المستقرة لدرجات TPE الحساسة.

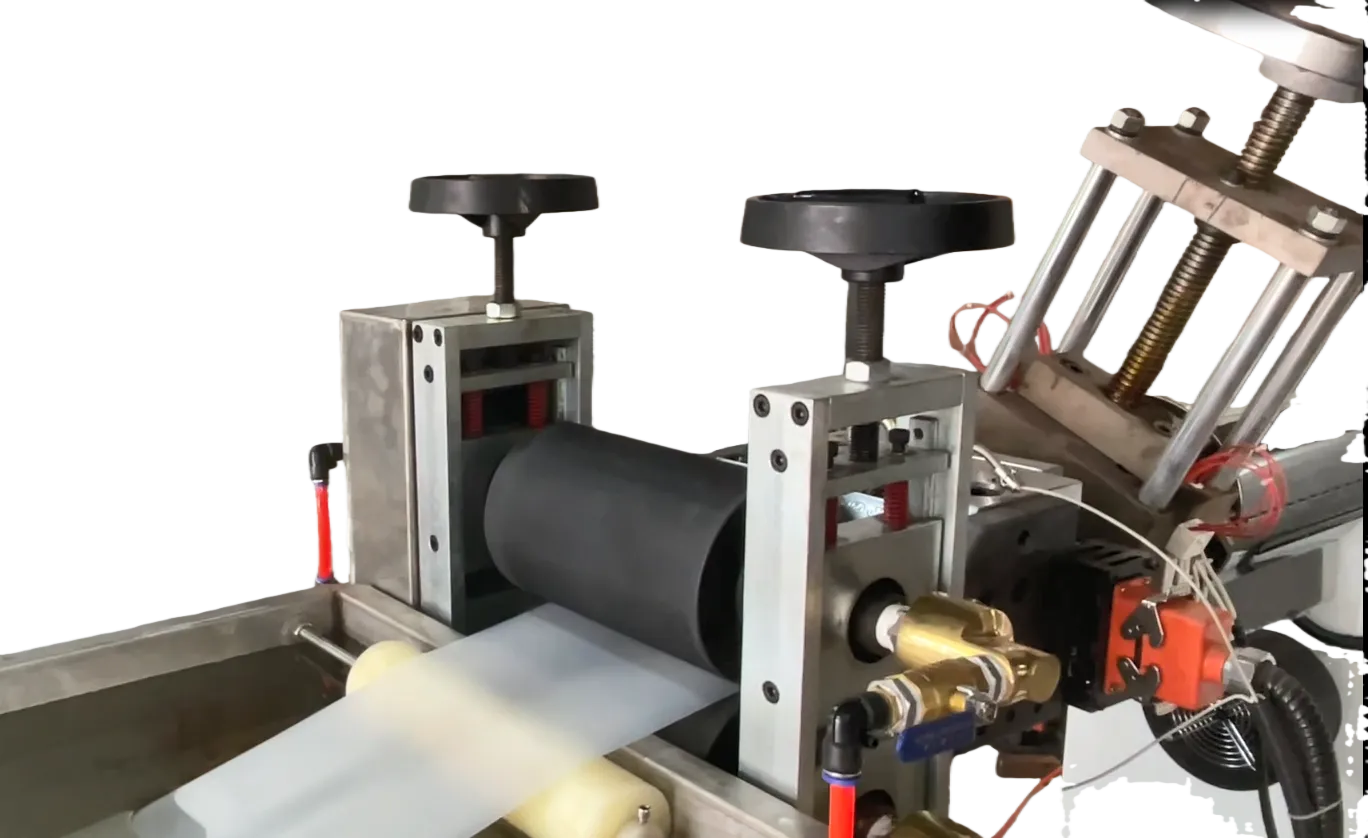
مركز الاستخراج
آلة بثق TPE عالية الاستقرار
- نظام القيادة: محرك Siemens Beide من سيمنز مع عاكس عالي الأداء من سلسلة ABB 580.
- قد السيارة: اقتران مباشر (بدون أحزمة، بدون صيانة)
- ملف درجة الحرارة في 9 مناطق: نقوم بتسجيل ملف درجة الحرارة الدقيق المكون من 9 مناطق المطلوب لمنع تدهور البولي إيثيلين تيرفثالات أثناء اختبار المصنع، مما يوفر خط أساس حراري عملي للحصول على سمك وجودة سطح متسقة.

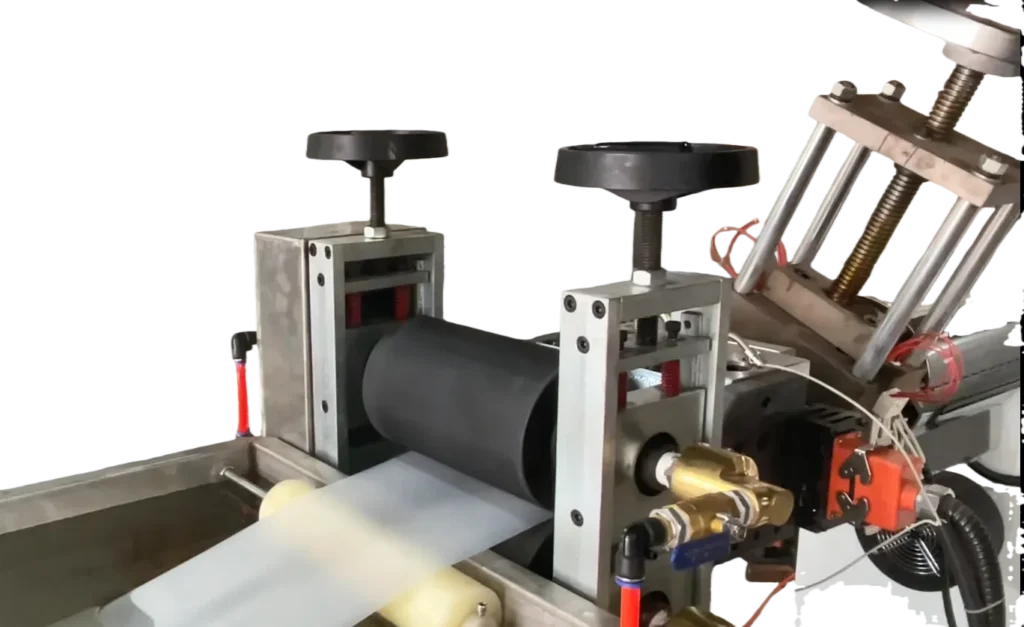
التشكيل والتبريد
2-محطة التقويم والتبريد بالدلفنة والتبريد
- تقويم دقيق: نظام تقويم ثنائي البكرات مع فجوة أسطوانية قابلة للتعديل للتحكم اليدوي في سماكة لوح البولي إيثيلين تيرفثالات.
- تقنية مضادة للالتصاق: البكرات هي مطلي بالتفلون مع تبريد داخلي بالماء للتعامل مع تركيبات TPE عالية الزيت دون التصاق.
- خزان التبريد: خزان مياه من الفولاذ المقاوم للصدأ مع محرك مستقل وعاكس ABB.
- بكرات سطح قابلة للتبديل: نحن نوفر خياراً من بكرات التقويم الملساء أو المنقوشة (المنقوشة) لإنتاج كل من الأشرطة الملساء القياسية والأشرطة الملساء القياسية المضادة للانزلاق.

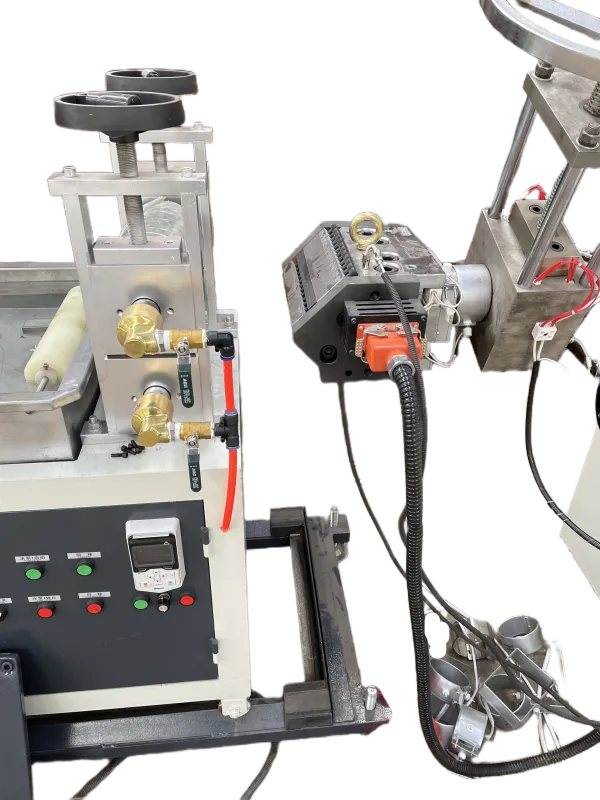
التحويل والتخزين المؤقت
محطة التقطيع والتثقيب
- مجمع ذراع الراقص (W- المسار): مجمّع راقص بأربعة أذرع يخفف من عدم تطابق السرعة بين البثق المستمر والقطع المتقطع - يخزن طول الشريط الزائد بين عمليات القطع لتقليل تغيرات الشد المفاجئة عند توقف القاطع.
- الحز الدقيق: شفرات الحز الهوائية القابلة للتعديل لتقسيم الصفيحة العريضة إلى عدة شرائح عريضة أو عريضة ضمادات إسمارك.
- قطع التثقيب: قطع يتم التحكم فيه بالكمبيوتر مع جهاز تشفير لدقة الطول الثابت؛ ينتج لفات “سحب وتمزيق” احترافية مع إنذارات اكتمال طول القطع.


هل أنت جاهز لتهيئة ماكينة بثق عاصبة TPE الخاصة بك؟
أخبرنا ما إذا كان لديك بالفعل تعديل مورد مركب TPE لمنتج العاصبة أو الشريط الخاص بك. إذا قمت بذلك، نوصي بإرسال المادة قبل اختبار المصنع حتى نتمكن من التحقق مما إذا كانت تعمل بشكل صحيح على الخط.
إذا لم يكن لديك مركب مناسب حتى الآن، فيمكننا مشاركة اقتراحات المواد العملية استنادًا إلى مشاريعنا السابقة لبثق شريط TPE.
استخدم لوحة الاتصال على هذه الصفحة أو البريد الإلكتروني sales@jfextruder.com.
ما هو ماكينة بثق عاصبة TPE؟
إن ماكينة بثق عاصبة TPE، الذي يصفه المشترون أحيانًا بماكينة بثق عاصبة TPE، هو خط إنتاج كامل أحادي اللولب يحول مركب TPE المعدل القائم على SEBS إلى أشرطة مرنة مسطحة. يمكن استخدام هذه الأشرطة في صناعة العاصبات الخالية من اللاتكس، وضمادات Esmarch / Esmark، وشرائط مقاومة اللياقة البدنية، اعتمادًا على المركب وشكل التشطيب.
اختلافات العملية الرئيسية عن خطوط المطاط أو اللاتكس:
- تحكم في درجة الحرارة متعدد المناطق - يمنع التدهور الحراري لمركبات TPE الحساسة القائمة على البولي إيثيلين تيريفثاليتامينول الحساس أثناء البثق
- التقويم + التشطيب بالقطع حتى الطول - تحافظ على استرخاء الشريط من القالب إلى العبوة دون شد اللف التلقائي
- لا توجد عملية تفلكن - يتم تشكيل أشرطة TPE عن طريق البثق والتبريد، دون معالجة المطاط أو غمس اللاتكس
- تبديل أسرع للمواد - يتم التعامل مع تغيرات اللون أو المركب من خلال نظام البثق، دون تغيير قوالب الغمس أو مغازل الفلكنة

التطبيقات - ما الذي ينتجه هذا الخط

عاصبة وقف النزف الخالية من اللاتكس
العاصبات الطبية (تستخدم لمرة واحدة، خالية من اللاتكس)
عادةً ما يتم إنتاج الأربطة المسطحة القياسية ذات الشريط المسطح من مركبات TPE المعدلة القائمة على البولي إيثيلين تيرفثالات البولي إيثيلين. في مشروع ماكينة بثق الأشرطة الطبية المصنوعة من البولي إثيلين متعدد الكلور TPE، يبلغ حجم العاصبة النموذجية أحادية الاستخدام حوالي 25 مم × 450 مم، وغالبًا ما يستخدم الشور A 40-55 في تطبيقات الأشرطة الطبية الخالية من اللاتكس.
يقوم الخط بتشكيل الشريط المطاطي المسطح، ثم ينهيه عن طريق الحز والقطع حتى الطول أو التثقيب بالسحب والتمزيق. ويعتمد اعتماد المنتج النهائي على عملية اختيار الشركة المصنعة النهائية للمركب والتعقيم والتغليف وإدارة الجودة.
ضمادة إسمارك
ضمادات إزمارش (الأربطة المرنة الجراحية)
تستخدم ضمادات Esmarch شكل شريط مطاطي مسطح أعرض من الضمادات القياسية التي يتراوح عرضها بين 75 و100 مم حسب تصميم المنتج. بالنسبة للمشترين الذين يقارنون ماكينة بثق ضمادات Esmarch، عادةً ما يكون الفرق الرئيسي هو عرض الشق وشكل اللفافة بدلاً من عملية بثق مختلفة.
“يُستخدم كل من ”Esmarch“ و”Esmark" في وثائق المشتريات الدولية لهذا النوع من اللفافات الجراحية المرنة.

مقاومة اللياقة البدنية
أشرطة مقاومة اللياقة البدنية وشرائط اليوغا
بالنسبة لأشرطة مقاومة اللياقة البدنية غير الطبية وشرائط اليوغا، يمكن للخط معالجة مركبات TPE المناسبة مع تشطيب سطح أملس. ويمكن استخدام نطاق صلابة واستطالة أوسع من الأشرطة ذات الاستخدام الواحد، اعتمادًا على المركب المعدل المختار للإنتاج.
ويعتمد الملمس النهائي والاستطالة والارتداد بشكل أساسي على مركب TPE، بينما يتحكم خط البثق في تشكيل الصفيحة والتبريد والتشطيب السطحي وشكل الحز.
إرشادات المواد - مركبات TPE المعدلة لبثق العاصبة
في إنتاج عاصبة TPE، فإن المسائل المركبة بقدر خط البثق. لا يزال بإمكان الخط المصمم جيدًا الذي يعمل بدرجة TPE الخاطئة أن ينتج أشرطة ذات ارتداد ضعيف أو عيوب سطحية أو رائحة أو مشاكل في ملامسة الجلد. بعد أكثر من 14 عامًا من بناء خطوط البثق لمصنعي المنتجات الطبية والصحية والصناعية، تعلمنا أن مطابقة خط المواد هو المكان الذي تنجح فيه أو تفشل العديد من مشاريع أشرطة TPE.
نحن لا نبيع مادة TPE كعمل تجاري للمواد. يوجد هذا القسم لأن العديد من المشترين يطرحون نفس السؤال قبل طلب ماكينة بثق عاصبة TPE: هل يجب عليهم استخدام مركب TPE المعدل الخاص بهم، أم يطلبون منا اقتراح مادة عملية في البداية؟

مرجع توافق المواد
يتم تكوين خط عاصبة TPE الخاصة بنا عادةً حول نافذة المعالجة التالية:
| المعلمة | مرجع عملي |
|---|---|
صلابة الشاطئ A | عادة ما تكون 35-65، حسب استخدام المنتج والتركيبة المركبة |
| القاعدة المركبة | مركبات البولي إيثيلين تيريفثاليتيلين TPE القائمة على البولي إيثيلين تيريفثاليتيلين SEBS لتطبيقات ضمادات الأربطة وضمادات إزمار؛ ومركبات البولي إيثيلين تيريفثاليتيلين TPE المناسبة لأشرطة مقاومة اللياقة البدنية غير الطبية |
| نافذة درجة حرارة الذوبان | مسجلة حسب المركب أثناء اختبار المصنع |
| ملف درجة حرارة البرميل المكون من 9 مناطق | موثقة كمرجع بدء تشغيل عملي للمركب المختبر |
| سرعة الخط | مطابقة لزوجة الذوبان وسلوك التبريد وجودة الشريط النهائي |
عندما يقدم المشتري مركب TPE المقصود، يمكننا اختباره قبل الشحن وتسجيل ملف درجة الحرارة وسرعة الخط ومراجع التبريد التي تعمل بثبات على تلك الدرجة. تصبح هذه السجلات خط الأساس لبدء إنتاج التشغيل الأول.
SEBS مقابل SBS - لماذا يعتبر البوليمر الأساسي مهمًا؟
لا تتصرف جميع مركبات TPE بنفس الطريقة أثناء البثق. ويؤثر البوليمر الأساسي على الرائحة ومقاومة الأكسدة والمرونة وملاءمة ملامسة الجلد وثبات المنتج على المدى الطويل.
| البولي إيثيلين تيريفثالات البولي إيثيلينين | مادة TPE المستندة إلى SBS | |
|---|---|---|
| هيكل البوليمر | بنية مهدرجة ومشبعة بالهيدروجين | بنية غير مشبعة |
| مقاومة الأكسدة | أعلى | أقل |
| الرائحة | عادةً ما تكون أقل | أكثر وضوحاً |
| المواد القابلة للاستخراج | منخفضة | أعلى |
| الاستخدام الشائع | ضمادات وقف النزيف وضمادات إسمارش والأشرطة المرنة ذات المتطلبات العالية | أشرطة مقاومة اللياقة البدنية وأشرطة اليوغا والأشرطة غير الطبية |
| التكلفة | أعلى | أقل |
إذا قدم المورد عرض أسعار “TPE” فقط دون تحديد البوليمر الأساسي والتركيبة المستهدفة، فاطلب المزيد من التفاصيل قبل الاختبار.
أرسل المركب الخاص بك للاختبار
إذا كان لديك بالفعل مورد محلي لمركب TPE المعدل، فإننا نوصي بما يلي إرسال عينة من 10-20 كجم قبل بدء اختبار المصنع. يمكننا تشغيل المادة أثناء اختبار المصنع، والتحقق مما إذا كانت تشكل شريطًا مستقرًا، وتسجيل درجة الحرارة، وسرعة الخط، ومراجع التبريد والتبريد والتشطيب التي تعمل مع المركب الخاص بك.
وهذا مفيد بشكل خاص عندما يكون المركب محلي المصدر أو معدلاً بشكل خاص، لأن درجات TPE المختلفة يمكن أن تتصرف بشكل مختلف تمامًا حتى عندما تبدو الصلابة متشابهة على الورق.
اقتراح مواد للتكليف الأول
إذا لم يكن لديك مورد مركب مناسب حتى الآن، فيمكننا مشاركة اقتراحات المواد العملية استنادًا إلى مشاريع بثق شريط TPE السابقة. هذا هو دعم التكليف لمشروع خط مؤكد، وليس خدمة تداول مواد قائمة بذاتها.
لا نقبل الاستفسارات الخاصة بالمركب فقط. والغرض من ذلك هو مساعدة المشتري على بدء اختبار خط الإنتاج باستخدام مرجع عملي للمواد عندما يكون من الصعب الحصول على مادة TPE المحلية القائمة على البولي إيثيلين تيريفثاليتامين (SEBS).
عيب جلد القرش - التحدي الرئيسي لجودة السطح في بثق TPE
حتى مع وجود مركب مناسب وماكينة بثق جيد التكوين، يمكن أن تظهر أشرطة TPE جلد القرش أو ما يسمى أيضًا بالتكسر الذائب. وتظهر على شكل تموجات دقيقة متقشرة على سطح الشريط وعادةً ما تكون مرتبطة بدرجة الحرارة ومعدل القص وتصميم القالب ولزوجة الذوبان وسرعة التفريغ.
أثناء الاختبار في المصنع، نقوم بضبط الخط حول المركب المختبَر وتسجيل خط أساس حراري عملي لتقليل مخاطر جلد القرش أثناء الإنتاج في الجولة الأولى.
لماذا يختار المصنعون وقادة المشتريات Jinxin
اختبار المصنع القائم على المنتج
قبل الشحن، نقوم باختبار تشغيل نوع المنتج المتفق عليه للتحقق من مطابقة القالب وحجم المنتج المستقر في ظل ظروف البثق الحقيقية. بعد تشغيل المنتج بثبات، نقوم بتسجيل مراجع بدء التشغيل العملية مثل مناطق درجة الحرارة وسرعة اللولب وسرعة السحب وإعدادات القطع أو اللف.
- التحقق من الأبعاد: نقوم بتشغيل الخط لإثبات أن القالب يوفر لك أبعاد المنتج وتفاوتاته الدقيقة.
- “وصفة بدء التشغيل”: نقوم بتسجيل معلمات المعالجة الناجحة (درجات الحرارة والسرعات) المستخدمة أثناء التجربة. تتلقى هذا ورقة البيانات لتخطي التخمين وبدء الإنتاج على الفور.
- معايرة المواد: إذا كان منتجك يستخدم مركباً خاصاً، قد نوصي بإرسال عينات من المواد قبل الاختبار حتى تكون مراجع بدء التشغيل مبنية على المادة المقصودة.
اقتباس شفاف، سطر بسطر
عرض الأسعار ليس ملخصًا غامضًا. إنه بيان سطر بسطر يسرد كل مكون من مكونات المعدات والعلامة التجارية (على سبيل المثال، Siemens، ABB)، مما يضمن تطابق الأجهزة مع الوعد.
- قائمة التكوين التفصيلية: يتم إدراج كل محرك وعاكس وخزان ووحدة تحكم حسب العلامة التجارية والطراز.
- مسح خيارات الخدمة: يتم اقتباس التركيب والتدريب في الموقع كـ بند متميز وشفاف-لا رسوم مفاجئة فيما بعد.
- السعر “النهائي” لا توجد إضافات خفية. ما توقع عليه هو ما تدفعه.
استراتيجية مكونات الخدمة العالمية
نحن ننفذ بصرامة استراتيجية المكونات “الجاهزة للخدمة” لضمان أمن سلسلة التوريد الخاصة بك.
- عمالقة العالم من المستوى 1 العالمي: بالنسبة للمحركات والمحركات الأساسية، نستخدم سيمنز، وABB، وRKC، وأومرون-متوفرة في أي مدينة صناعية في جميع أنحاء العالم تقريباً.
- علامات تجارية عالمية مثبتة: بالنسبة لعناصر التحكم والكهرباء، نختار علامات تجارية مثل ويكن و تشينت, التي أنشأت شبكات موزعين في الأسواق الرئيسية.
- النتيجة: سواء كان محرك أقراص ممتاز أو مرحل قياسي، فإن الجودة المعتمدة والصيانة المريحة مضمونة.
أوراق اعتماد الثقة
يقوم غالبية عملائنا الدوليين بتوسيع قدراتهم معنا - وهو مؤشر على الموثوقية على المدى الطويل.
نقوم بتهيئة الخط لتلبية معايير منتجك المستهدف عند الطلب. كما نقدم شهادة منشأ للمساعدة في تقليل رسوم الاستيراد الخاصة بك.
ما يقوله عملاؤنا
حققت منشأتنا في المكسيك إنتاجًا مستقرًا في أول تشغيل باستخدام معلمات بدء التشغيل من Jinxin. وقد استوفى خط إنتاج عاصبة TPE معايير الجودة الخاصة بمجموعتنا دون الحاجة إلى تشغيل إضافي - وهو بالضبط ما كنا نحتاجه لنشر سلس عبر الحدود

“نستخدم خط Jinxin واحد لإنتاج كل من أشرطة عاصبة TPE ولفائف ضمادات Esmarch لمجموعة منتجاتنا الطبية الحاصلة على شهادات FDA وCE وISO 13485. يتم التعامل مع هذه الشهادات من خلال نظامنا الخاص بغرف التنظيف والتعقيم والتعبئة والجودة؛ ويتمثل دور خط البثق في التشكيل المستقر وحجم الشريط المتسق والإنتاج المتكرر. وعندما لاحظنا عيوبًا سطحية أثناء الإنتاج، ساعدتنا Jinxin في تتبع المشكلة إلى دفعة مركب TPE متغيرة ووجهت فريقنا خلال عملية التعديل”.”
— الشركة المصنعة للمنتجات الطبية المرنة، ماليزيا
الأسئلة المتداولة - إنتاج عاصبة ورباطات TPE
يصعب التعامل مع مادة TPE - كيف يمكنك تقليل مخاطر التمدد الدائم أثناء الإنتاج؟
هناك ثلاثة عوامل مهمة للغاية:
- المركب يحدد السقف المحدد: تحدد قاعدة SEBS، والصلابة، ومحتوى الزيت والتركيبة أقصى قدر من الارتداد. لا يمكن لأي ماكينة بثق أن يضيف مرونة لا يتمتع بها المركب.
- ملف درجة الحرارة يحميها: يساعد خط الأساس الحراري الموثق على منع التدهور أثناء البثق. يمكن أن يفقد TPE المحموم بشكل مفرط الارتداد بشكل دائم.
- تصميم الخط يحميها: يحافظ التشطيب بالقطع حتى الطول دون شد اللف التلقائي على استرخاء الشريط من القالب إلى العبوة.
عندما تتم مطابقة هذه العوامل بشكل صحيح، يمكن أن يغادر الشريط الخط بمرونته المقصودة. وهذا هو السبب في أن فريق الدعم لدينا يتحقق من اتساق الدفعة المركبة أولاً كلما أبلغ أحد العملاء عن مشكلة ارتداد.
ماذا لو كان مركب TPE الخاص بي يختلف بين الدفعات أو لم يكن أداؤه كما هو متوقع؟
أرسل لنا عينة من مركبك المقصود قبل الشحن. أثناء اختبار المصنع، يمكننا تشغيله على خط الإنتاج الفعلي الخاص بك، والتحقق مما إذا كان يشكل نطاقًا مستقرًا، وتسجيل ملف درجة الحرارة وسرعة الخط ومراجع التبريد التي تعمل مع المادة الخاصة بك.
عند تبديل الدفعات أو الموردين في وقت لاحق، يكون لدى المشغل نقطة بداية مثبتة بدلاً من التخمين. ترجع العديد من العيوب في منتصف التشغيل إلى التباين المركب، وليس إلى فشل المعدات، وخط الأساس الموثق يجعل التشخيص أسرع بكثير.
لاختبار المواد وخيارات التكليف الأول، انظر قسم إرشادات المواد أعلاه.
هل يمكن أن يشتمل هذا الخط على أداة لف أوتوماتيكية مثل ماكينات الربط المطاطية أو آلات ربط الشعر؟
لا، فبالنسبة لأشرطة عاصبة TPE، يعد هذا قرار جودة وليس قيدًا. تطبق اللفافات الأوتوماتيكية شداً مستمراً أثناء بناء اللفافة. بالنسبة للأشرطة المطاطية وربطات الشعر، قد لا يهم الشد المسبق البسيط لأن القطعة النهائية تكون عبارة عن حلقة مغلقة. ولكن يجب أن تظل أربطة عاصبة TPE المسطحة مسترخية قبل الاستخدام النهائي.
يستخدم خطنا بدلاً من ذلك التشطيب بالقطع حتى الطول أو التثقيب الذي يدعم:
- انخفاض مخاطر ما قبل التمدد: تبقى الفرقة مسترخية من القالب إلى الحزمة.
- الفحص البصري: يمكن للمشغلين التحقق من النطاق قبل التغليف النهائي.
- صيانة أبسط: لا يلزم وجود أداة لفّ للتحكم في الشد في طريقة الإنتاج هذه.
وهذا هو السبب في أن الخط يستخدم مجمّع راقص على شكل حرف W، وقطع ثقب الوصلة النقطية واللف اليدوي بدلاً من اللف الآلي.
كيف تُصنع عاصبات TPE؟
يحول خط إنتاج عاصبة TPE الكاملة مركب TPE المعدل القائم على البولي إيثيلين تيريفثاليتامينول إلى أشرطة مسطحة خالية من اللاتكس من خلال عملية من أربع مراحل:
- التركيب: يتم مزج بوليمر SEBS الأساسي مع زيت المعالجة والمواد المضافة للوصول إلى سلوك المنتج المستهدف، وغالبًا ما يكون حول شور A 40-55 لأشرطة العاصبة أحادية الاستخدام.
- البثق: يتم صهر المركب من خلال جهاز بثق أحادي اللولب متعدد المناطق وتشكيله في صفيحة مسطحة من خلال تقويم ثنائي اللفائف.
- التبريد والحز: يتم تبريد الصفيحة في حمام مائي من الفولاذ المقاوم للصدأ، ثم يتم شقها إلى شفرات هوائية قابلة للتعديل.
- التشطيب بالقطع حتى الطول أو التثقيب: ينتج قاطع التثقيب ذو الوصلة النقطية لفات سحب وتمزيق أو مقاطع شريطية ذات طول ثابت وفقًا لشكل التشطيب.
ينتج خط البثق شريط TPE. ويعتمد الامتثال الطبي النهائي على غرفة التنظيف والتعقيم والتعبئة والتغليف وتوثيق المواد ونظام إدارة الجودة الخاص بالشركة المصنعة. خط البثق نفسه ليس موضوع الشهادة الطبية.
ما هو عيب جلد القرش في بثق TPE، وكيف يمكنك الحد منه؟
جلد القرش، ويسمى أيضًا الكسر الذائب، هو عيب سطحي شائع في بثق شريط TPE. ويظهر على شكل تموجات دقيقة متقشرة على سطح الشريط، وعادةً ما يرتبط بملف درجة الحرارة ومعدل القص وتصميم القالب ولزوجة الذوبان وسرعة التفريغ.
أثناء اختبار المصنع، نقوم بضبط الخط حول المركب المختبر وتسجيل خط أساس حراري عملي. يساعد ذلك على تقليل مخاطر جلد القرش أثناء إنتاج التشغيل الأول ويمنح المشغل نقطة بداية أفضل لتعديلات الدُفعات اللاحقة.
عاصبة TPE مقابل عاصبة اللاتكس - ما هي فروق الإنتاج؟
| TPE (مركب قائم على البولي إيثيلين متعدد البروميلين (SEBS) | لاتكس المطاط الطبيعي | |
|---|---|---|
| العملية | البثق أحادي اللولب اللولبي + التقويم | الغمس أو الفلكنة المستمرة |
| مخاطر حساسية اللاتكس | مسار المواد الخالية من اللاتكس | مخاطر حساسية اللاتكس الطبيعي |
| الأدوات | لفات القالب + التقويم | قوالب الغمس أو مغازل الفلكنة |
| التحويل | مركب أو تغيير اللون من خلال نظام البثق | تغيير القالب/المغزل أو نظام اللاتكس |
| سلوك الرف | أكثر استقرارًا عند اختيار المركب بشكل صحيح | أكثر حساسية للشيخوخة والأكسدة |
عملية بثق البولي إيثيلين تيريفثاليتيل متعدد الألياف هي عملية خطية مستمرة، بينما يعتمد غمس اللاتكس عادةً على دفعات. ويتطلبان معدات إنتاج مختلفة ولا يستخدمان نفس مسار العملية.
ما هي درجة الحرارة التي يتطلبها بثق SEBS/TPE؟
وغالبًا ما تتم معالجة البولي إيثيلين تيرفثالات البولي إيثيلين المستندة إلى البولي إيثيلين المدمج (SEBS) في درجة حرارة تتراوح بين 160 و210 درجة مئوية تقريبًا، اعتمادًا على الدرجة ومحتوى الزيت والصلابة والتركيبة. المفتاح ليس رقمًا واحدًا ثابتًا، ولكن التدرج الثابت لدرجة الحرارة عبر البرميل والقالب.
نحن لا ننشر ملف تعريف عام لأن كل مركب TPE معدل يتصرف بشكل مختلف. وبدلاً من ذلك، عندما يقدم المشتري المركب المقصود، نقوم بتسجيل ملف تعريف درجة الحرارة عبر مناطق الأسطوانة أثناء اختبار المصنع ونقدمه كمرجع عملي لبدء التشغيل للإنتاج في التشغيل الأول.
إرسال متطلبات خط وقف النزف TPE الخاص بك
أخبرنا بنوع منتجك المستهدف، مثل أربطة عاصبة TPE، أو لفائف ضمادات Esmarch، أو شرائط مقاومة اللياقة البدنية. أخبرنا أيضًا ما إذا كان لديك بالفعل مورد مركب TPE المعدل.
إذا كان لديك مركب بالفعل، نوصي بإرسال المادة قبل اختبار المصنع حتى نتمكن من التحقق مما إذا كان يعمل بشكل صحيح على الخط. إذا لم يكن لديك مركب مناسب حتى الآن، فيمكننا مشاركة اقتراحات المواد العملية استنادًا إلى مشاريع بثق شريط TPE السابقة.
استخدم لوحة الاتصال في هذه الصفحة أو البريد الإلكتروني sales@jfextruder.com.
