¿Qué es una extrusora de plástico? Cómo se construye un sistema de producción completo en torno a su producto
Una extrusora de plástico no es una máquina aislada. Es un sistema de producción completo, desde la alimentación de materias primas hasta la recogida del producto acabado, diseñado para producir de forma continua un producto de plástico específico con dimensiones estables y calidad constante.
Si no está familiarizado con el proceso de extrusión en sí, empiece por ¿Qué es la extrusión de plásticos?. Si quiere entender la extrusora - la máquina central de cualquier línea - vea ¿Qué es una máquina extrusora de plástico?. Para más información sobre el equipo que viene después de la extrusora, véase Equipos posteriores en la extrusión de plásticos.
Este artículo trata de la línea en su conjunto, no de lo que hace cada componente, sino de cómo y por qué la configuración de una línea específica viene determinada por el producto que debe fabricar.

1. Cada línea se basa en la ingeniería inversa del producto
No existe una extrusora estándar. Cada línea se configura a partir de lo que el cliente necesita producir: el material, la sección transversal, las tolerancias dimensionales y la velocidad de producción requerida. Cada una de estas decisiones conduce a la selección de un componente específico, y esos componentes deben trabajar juntos como un sistema.
El material determina el tornillo
El tornillo de la extrusora es el primer componente que hay que definir, y viene determinado principalmente por el polímero que se procesa. Los distintos materiales tienen un comportamiento de fusión, una viscosidad y una sensibilidad térmica fundamentalmente diferentes, y el tornillo debe diseñarse en consonancia.
Los parámetros más importantes del tornillo son relación de compresión (la relación entre la profundidad del canal de alimentación y la profundidad del canal de medición) y el relación longitud/diámetro (L/D). No son arbitrarios, sino que vienen dictados por las propiedades físicas del polímero:
| Polímero | Relación de compresión | L/D típico | Por qué |
|---|---|---|---|
| PE (polietileno) | 3-4 | 24-30:1 | Cristalino, térmicamente estable, fluye con facilidad - tolera una mayor compresión |
| PP (polipropileno) | 3.5-4 | 24-30:1 | Similar al PE - buena estabilidad térmica, necesita una compresión adecuada para fundirse |
| PVC rígido | ~2.5 | 20-24:1 | Extremadamente sensible al calor - la energía de activación de degradación térmica más baja entre los plásticos comunes (20 kcal/mol frente a 46 para el PE, 65 para el PP). Baja conductividad térmica (0,19 W/mK, un tercio del PE). Debe utilizarse a baja compresión para evitar la degradación |
| PA (Nylon) | 3-3.5 | 18-20:1 | Estrecho intervalo de fusión, baja viscosidad, alto flujo - necesita un diseño de tornillo de transición rápida. Higroscópico - requiere presecado |
| PC (policarbonato) | 2-3 | 20-22:1 | Alta viscosidad, fuertemente higroscópico - necesita compresión controlada y gestión de la humedad |
Datos de la relación de compresión: Kalshine, Tornillo Lesun. Propiedades térmicas del PVC: Kanademy. Fundamentos de la relación de compresión: Tecnología de los plásticos.
Un tornillo diseñado para PE no funcionará correctamente con PVC: la compresión es demasiado agresiva para un material sensible al calor. Un tornillo diseñado para PA tiene un perfil de transición rápida que provocaría una fusión deficiente en PE. Por este motivo, los tornillos de extrusión siempre se especifican para el material de destino, no se seleccionan de un catálogo genérico.
La forma del producto determina la matriz
La matriz de extrusión se diseña para que coincida con la sección transversal del producto objetivo. Una matriz de tubo produce una forma anular. Una matriz de perfil produce una sección transversal personalizada, que puede ser sólida, hueca o multicámara. La geometría de la matriz, el diseño del canal de flujo y la longitud del terreno se diseñan en función de las dimensiones específicas del producto.
Los requisitos del producto determinan la
Todo lo que viene después de la matriz -dimensionado, refrigeración, arrastre, corte y recogida- se selecciona en función de las necesidades del producto:
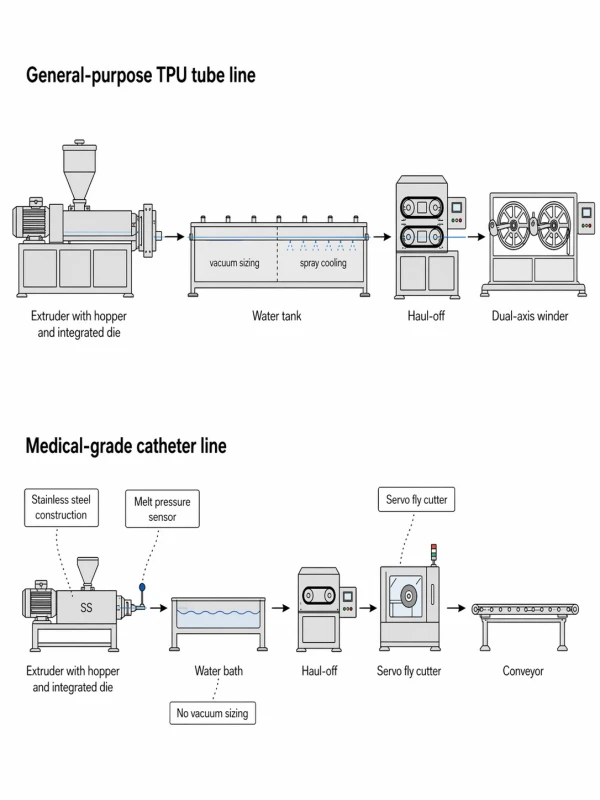
- Un tubo rígido necesita calibración de vacío para bloquear el diámetro exterior mientras el material aún está blando. Un tubo flexible puede necesitar sólo un baño de agua: la elasticidad del material proporciona suficiente estabilidad dimensional sin vacío.
- Un perfil complejo necesita bloques de calibración - múltiples bloques de acero refrigerados internamente por agua que constriñen la forma desde todas las direcciones a medida que se solidifica. Un simple tubo redondo no necesita este nivel de restricción multidireccional.
- Un producto vendido en longitudes fijas necesita un cortadora de precisión. Un producto vendido en bobinas necesita un sistema de bobinado con control de tensión.
No se trata de accesorios añadidos a una máquina estándar. Son partes integrantes de la línea, cada una seleccionada porque el producto así lo exige.
2. Diferentes productos, diferentes líneas, incluso con el mismo material
La forma más habitual de explicar las diferencias entre líneas de extrusión es por tipo de producto: líneas de tubos, líneas de perfiles, líneas de chapas, líneas de tubos. Esto es válido: el equipamiento de una línea de tubos y de una línea de perfiles es fundamentalmente diferente.
Pero hay una segunda capa que a menudo se pasa por alto: el mismo material, transformado en productos diferentes para aplicaciones distintas, da lugar a configuraciones de línea completamente diferentes.
Nivel 1: El tipo de producto define la estructura de la línea
Línea de tubos frente a línea de perfiles: la sección de dimensionamiento es fundamentalmente diferente:
| Tuberías | Línea de perfil | |
|---|---|---|
| Muere | Matriz anular (sección redonda) | Troquel de perfil personalizado (sección transversal compleja) |
| Dimensionamiento | Manguito de dimensionamiento por vacío: la presión negativa sujeta el tubo blando contra un manguito metálico, controlando el diámetro exterior y la redondez. | Bloques de calibración: múltiples bloques de acero refrigerados internamente por agua con orificios de vacío, que limitan la forma desde múltiples direcciones. |
| Por qué diferentes | La tubería es axialmente simétrica: un único manguito proporciona una restricción uniforme en toda la circunferencia. | El perfil es asimétrico y a menudo multicámara - requiere una restricción multidireccional durante el enfriamiento |
| Refrigeración | Depósito de vacío + canaletas de refrigeración por pulverización | Refrigeración interna por agua en bloques de calibración + depósitos de agua aguas abajo |
| Corte | Cortadora o sierra sin virutas, velocidad de la línea de seguimiento | Corte de sierra, adaptado a la sección transversal compleja |
Ambos tipos utilizan refrigeración por agua; la diferencia no es “húmeda frente a seca”, sino la estructura de la sección de dimensionamiento. Los tubos se dimensionan mediante un único manguito cilíndrico dentro de un depósito de vacío. Los perfiles se dimensionan mediante una serie de bloques metálicos conformados que coinciden con la sección transversal del perfil.
Métodos de dimensionamiento de tuberías: Conair - Tres tipos principales de herramientas de encolado. Calibración del perfil: Tecnología de plásticos - Cómo dimensionar y calibrar piezas perfiladas. Selección de herramientas para tubos: Tecnología de plásticos - Cómo seleccionar el utillaje adecuado para la extrusión de tubos.
3. El rendimiento de la línea depende de la adaptación del sistema
Una vez seleccionados los componentes adecuados, deben trabajar juntos. Una extrusora es un proceso continuo: el material fluye desde la alimentación hasta el producto acabado sin interrupción. Cualquier inestabilidad en una etapa se propaga aguas abajo.
La cadena crítica es:
Estabilidad de la alimentación → Consistencia de la masa fundida → Sincronización salida-recogida → Uniformidad del enfriamiento → Dimensiones del producto final.
- Si la alimentación no es constante, el rendimiento de la extrusora fluctúa y, con él, todas las mediciones posteriores (grosor de pared, peso por metro, diámetro exterior).
- Si rendimiento de la extrusora y velocidad de arrastre no están sincronizados, la relación de reducción se desplaza y el grosor de la pared cambia, aunque nadie haya tocado ningún ajuste.
- Si el enfriamiento es desigual, el producto puede salir de la sección de encolado en buen estado, pero alabearse o deformarse después.
En las líneas de productos de dimensiones críticas, los sistemas de bucle cerrado unen estas etapas. A sistema de control del peso del contador gravimétrico mide el consumo real de material y ajusta la velocidad del sinfín o el arrastre para mantener el peso objetivo por metro, eliminando de la ecuación el tiempo de reacción del operario. A Sistema de control basado en PLC coordina temperaturas, velocidades y presiones en toda la línea desde una única interfaz, con almacenamiento de recetas para que los ajustes validados puedan recuperarse para series de producción repetidas. Para los productos con las tolerancias más estrictas, un bomba de fusión proporciona una capa adicional de estabilidad de salida al desacoplar mecánicamente la presión de la matriz del comportamiento del husillo.
No se trata de que todas las líneas necesiten todos los sistemas de control. Se trata de que los componentes de una línea no son máquinas independientes, sino partes de un único sistema cuyo rendimiento viene determinado por lo bien que se adapten entre sí y al producto.
Para las líneas que funcionan con material triturado o reciclado, se requiere un cambiador de cribas de extrusión proporciona una filtración continua de la masa fundida para proteger la calidad del producto.
4. Prueba de aceptación en fábrica: Verificación de la capacidad de producción antes de la entrega
Una línea correctamente configurada se verifica antes de salir de fábrica mediante una Prueba de Aceptación en Fábrica (FAT). El propósito de la FAT es sencillo: poner en marcha la línea, fabricar el producto y confirmar que el troquel y los equipos posteriores ofrecen las dimensiones deseadas por el cliente.
La fase de diseño y cálculo establece la configuración teórica. Pero el diseño teórico y la producción real nunca son idénticos: el comportamiento del flujo de la matriz, los índices de refrigeración y las condiciones de dimensionamiento en la práctica pueden diferir de lo calculado. En la FAT es donde se identifican y corrigen estas diferencias.
Cómo funciona en la práctica
Para materiales estándar - PE, PP, PVC y polímeros básicos similares: la prueba se realiza con el propio material del fabricante. Los sistemas globales de aditivos y las proporciones de formulación de estos polímeros están bien establecidos y son coherentes entre los proveedores, por lo que el comportamiento de procesamiento es representativo de lo que el cliente utilizará en la producción.
Para materiales modificados o compuestos - TPE, mezclas personalizadas o formulaciones especiales en las que el comportamiento de procesamiento depende de la receta específica del compuesto, el cliente envía a la fábrica entre 10 y 20 kg de su material de producción real. A continuación, la FAT se ejecuta con la resina del cliente para garantizar que la línea funciona correctamente con esa formulación específica.
Qué se verifica
El objetivo principal de la FAT es precisión dimensional de la matriz¿pueden la matriz, el utillaje de calibración y los equipos posteriores producir las dimensiones del producto objetivo del cliente? Esto incluye el diámetro exterior, el grosor de la pared, la geometría de la sección transversal y el acabado superficial.
Si las dimensiones no se ajustan a las especificaciones, la matriz o el utillaje se modifican inmediatamente, en la fábrica, donde el equipo de ingeniería y la capacidad de mecanizado están a mano. Este es el valor fundamental de FAT: los problemas se detectan y solucionan antes de que la línea se embarque, no después de que llegue a las instalaciones del cliente.
5. Antes de evaluar una línea: Cinco cosas que hay que definir primero
Si está especificando una extrusora -ya sea solicitando un presupuesto, comparando proveedores o evaluando una propuesta- estas son las cinco cosas que deben definirse antes de que la configuración de la línea pueda tener sentido.
Si está especificando una extrusora -ya sea solicitando un presupuesto, comparando proveedores o evaluando una propuesta- estas son las cinco cosas que deben definirse antes de que la configuración de la línea pueda tener sentido.
1. Dibujo o muestra del producto - La geometría exacta de la sección transversal con dimensiones y tolerancias. Para los tubos: Diámetro exterior, espesor de pared y banda de tolerancia. Para perfiles: un dibujo completo de la sección transversal. Para tubos: DI, DE y espesor de pared.
Para productos multicapa (coextrusión): el espesor de pared de cada capa individual, no sólo el total. Cada capa es producida por una extrusora independiente a través de un canal de flujo específico en la matriz de coextrusión. Las dimensiones de cada capa determinan cuántas extrusoras se necesitan, el tamaño de cada una y el diseño de la matriz.
Más allá de la geometría, el grosor de las capas también afecta a las propiedades mecánicas: resistencia a la presión, rendimiento de barrera y fuerza de unión entre capas.
Si no está seguro de la distribución de capas, un fabricante cualificado puede proporcionarle recomendaciones de referencia. Pero el punto de partida es siempre la muestra o especificación de su producto objetivo, no la suposición del fabricante.
2. Material - El polímero específico y el grado. PE100 y PE80 son diferentes. El PVC rígido y el PVC flexible requieren diferentes diseños de tornillo. Un compuesto de TPE con relleno 30% se procesa de forma diferente a un TPU puro. Si utiliza un material modificado o especial, tenga a mano la hoja de datos.
3. Tolerancias dimensionales - El intervalo aceptable para sus dimensiones críticas. Esto determina el nivel de dimensionamiento, supervisión y control necesario. Una tolerancia de pared de ±0,1 mm requiere un equipo diferente al de ±0,5 mm.
4. Tasa de salida - Cuántos kilogramos por hora o metros por minuto necesita. Esto determina el tamaño de la extrusora, la potencia del motor, la longitud de refrigeración y la capacidad de velocidad descendente.
Sea realista: la velocidad de producción está limitada por el propio producto. Las paredes más gruesas necesitan más tiempo de enfriamiento. Los perfiles complejos necesitan velocidades de línea más lentas para una calibración estable. En el caso de productos de precisión crítica, como tubos médicos o perfiles con tolerancias muy ajustadas, la exactitud dimensional debe primar sobre la velocidad. Un mayor rendimiento suele implicar menos tiempo de enfriamiento y calibrado, lo que reduce la estabilidad dimensional.
Si solicita una velocidad superior a la que la geometría y el material del producto pueden soportar físicamente, la línea necesitaría secciones de refrigeración desproporcionadamente más largas, o simplemente no podría ofrecer una calidad estable a esa velocidad. Un fabricante cualificado le ayudará a encontrar el equilibrio práctico entre rendimiento y precisión para su producto específico.
5. 5. Formulario de entrega - Cómo sale el producto acabado de la línea: cortado a longitudes fijas (y qué longitudes), enrollado (y qué tamaño/peso de bobina) o enrollado en bobinas. Esto determina el equipo de corte, apilado, enrollado y embalaje al final de la línea.
Para obtener un marco detallado sobre la comparación de ofertas una vez que las haya definido, consulte nuestro Lista de comprobación del presupuesto de la extrusora.
PREGUNTAS FRECUENTES
¿Cuál es la diferencia entre una extrusora y una extrusora?
Una extrusora es una máquina individual que funde y empuja el plástico a través de una matriz. Una extrusora es el sistema de producción completo -extrusora, troquel, equipo de dimensionado, refrigeración, transporte, corte o bobinado y todo el equipo auxiliar- necesario para producir de forma continua un producto acabado. La extrusora es un componente de la línea.
¿Por qué no puedo utilizar la misma extrusora para distintos productos?
Porque el tornillo, la matriz, el equipo de dimensionamiento, el sistema de refrigeración y el método de corte se seleccionan para un material y una geometría de producto específicos. Un tornillo diseñado para PE tiene una relación de compresión incorrecta para PVC. Un tanque de calibrado al vacío diseñado para tubos rígidos no puede calibrar un perfil complejo. Algunos componentes (como la extrusora) pueden reutilizarse en distintos productos con cambios de utillaje, pero los equipos posteriores suelen ser específicos de cada producto.
¿Qué determina el coste de una extrusora?
Los principales factores de coste son el tamaño de la extrusora (diámetro del husillo y potencia del motor), la complejidad de la matriz y el utillaje de dimensionado, la longitud y el tipo de equipo de refrigeración, el nivel de automatización y control, y cualquier requisito especial como servomotores, medición en línea o construcción compatible con salas limpias. Dos líneas que fabrican el mismo tipo de producto pueden diferir significativamente en coste en función de las tolerancias dimensionales, la cadencia de producción y los requisitos de la aplicación.
¿Qué es una prueba de aceptación en fábrica (FAT) y por qué es importante?
Una FAT es una prueba de producción que se realiza en la fábrica del fabricante antes de enviar la línea. Su objetivo es verificar que el troquel y el equipo posterior producen las dimensiones del producto objetivo del cliente. Dado que los cálculos de diseño y la producción real siempre presentan algunas diferencias, la FAT identifica y corrige estas diferencias mientras el equipo de ingeniería y las herramientas de mecanizado aún están disponibles, evitando así costosos ajustes tras la instalación en las instalaciones del cliente.
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Extrusora Jinxin y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la extrusora: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...




