¿Qué es la extrusión de plástico? Explicación del proceso (de la fusión al enfriamiento)
Escrito por Jinxin Technical Team | Revisado por Jason (Ingeniero Jefe)
La extrusión de plásticos es una proceso de fabricación continua utilizados para fabricar productos de gran volumen, como tubos, perfiles, chapas, películas y alambres/cables revestidos. En términos sencillos, el plástico se funde, se empuja a través de una morir, y enfriado en una sección transversal consistente.
Si está investigando la extrusión por primera vez -especialmente desde el punto de vista del abastecimiento o la adquisición-, la verdadera cuestión suele ser la consistencia: ¿Puede el proceso mantener las dimensiones y la calidad de la superficie en tiradas largas sin ajustes constantes?
Esta guía explica qué es la extrusión de plásticos, Cómo funciona el proceso paso a paso y qué variables suelen ser importantes a la hora de evaluar la viabilidad.

Resumen rápido
Definición: La extrusión de plástico es un proceso continuo que funde material termoplástico y lo fuerza a través de una matriz para crear un perfil continuo con una sección transversal consistente.
Salidas comunes: Tubos, perfiles, láminas, revestimientos de cables y otras formas industriales continuas.
Lo que impulsa la estabilidad: En la práctica, la consistencia se ve influida por el historial de temperatura de la masa fundida, el comportamiento de la presión, la consistencia del enfriamiento y la sincronización de la velocidad de la línea.
Por qué interesa a los compradores: Una mayor estabilidad se traduce normalmente en menos piezas desechadas, dimensiones más repetibles y un aumento más suave de la producción.
¿Qué es la extrusión de plásticos?
La extrusión de plásticos es un proceso de fabricación que convierte la resina termoplástica (normalmente gránulos, a veces polvo o mezclas) en un producto continuo fundiéndolo en una extrusora y empujando la masa fundida a través de una matriz con forma. A continuación, el producto extruido se enfría, se tira de él a una velocidad controlada y se corta o enrolla para darle una forma acabada.
Extrusión frente a moldeo por inyección (diferencia rápida)
Extrusión: Producción continua para productos de sección transversal constante (tubos, perfiles, láminas).
Moldeo por inyección: Salida cíclica para piezas 3D discretas (tapas, carcasas, componentes complejos).
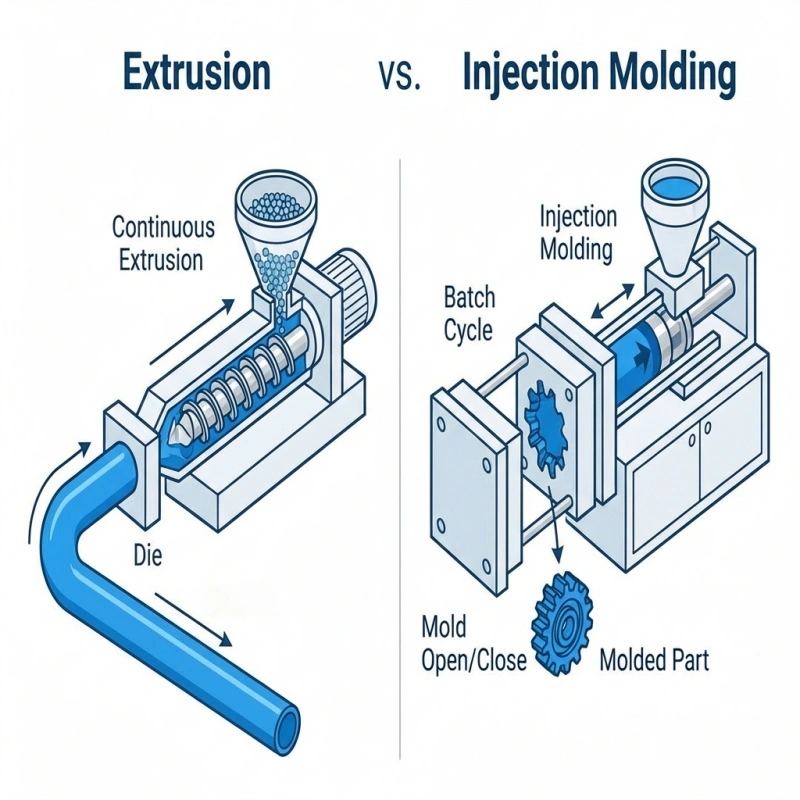
Comprender las diferencias fundamentales entre la extrusión y el moldeo por inyección ayuda a seleccionar el proceso adecuado para sus necesidades de fabricación:
| Característica | Extrusión de plástico | Moldeo por inyección |
|---|---|---|
| Tipo de proceso | Continuo | Lote |
| Forma del producto | Sección transversal uniforme (2D) | Formas 3D complejas |
| Volumen de producción | Tiradas continuas de gran volumen | Piezas individuales en lotes |
| Costes de utillaje | Menor coste de los troqueles | Mayores costes del molde |
| Residuos materiales | Residuos mínimos | Los corredores y las puertas generan residuos |
| Productos típicos | Tubos, perfiles, chapas, láminas | Contenedores, piezas, carcasas |
| Control de precisión | Crítico para la estabilidad dimensional | Crítico para el detalle de la pieza |
Cómo funciona el proceso de extrusión de plásticos (paso a paso)
Nota: Esta sección se centra en la extrusión de plásticos como proceso: lo que le ocurre al material durante la fusión, el conformado de la matriz y el enfriamiento. A extrusora de plástico es la configuración del equipo (extrusora, troquel, refrigeración/tamaño, transporte, corte/enrollado). Si desea comparar configuraciones de línea o huella, consulte nuestra guía completa: ¿Qué es una extrusora de plástico?
Paso 1 - Alimentación (la entrada estable establece la línea de base)
El proceso comienza en la tolva. El material se introduce en la extrusora y el objetivo es una alimentación constante y repetible. Cuando la alimentación es inconsistente (por ejemplo, puentes, contaminación o mala manipulación del material), El resto del proceso suele ser más difícil de estabilizar.
Desde el punto de vista del comprador, esto puede traducirse en: producción inestable, ajustes frecuentes y más desechos de puesta en marcha, incluso si la propia extrusora es capaz.

Paso 2 - Fusión y transporte (obtención de una masa fundida uniforme)
Dentro del barril, un tornillo giratorio transporta el material hacia delante mientras lo calienta y lo mezcla. Para saber cómo influye el diseño de los tornillos, consulte [→ ¿Qué es una máquina extrusora de plástico?] La fusión se produce mediante una combinación de calentamiento del barril y energía mecánica generada al girar el tornillo (cizallamiento). En la práctica, el objetivo no es sólo “fundir completamente”, sino suficientemente uniforme (temperatura y consistencia de la mezcla) para reducir la variación aguas abajo.
Un modelo mental útil es que el tornillo realiza varias tareas a la vez: transportar sólidos, fundir, mezclar y generar presión. Si alguna de estas funciones se vuelve inestable, suele manifestarse más tarde en forma de defectos superficiales o desviaciones dimensionales.
Antes de que la masa fundida llegue a la matriz, pasa por una placa rompedora y cambiador de pantalla que interceptan los contaminantes sólidos y las partículas no fundidas.

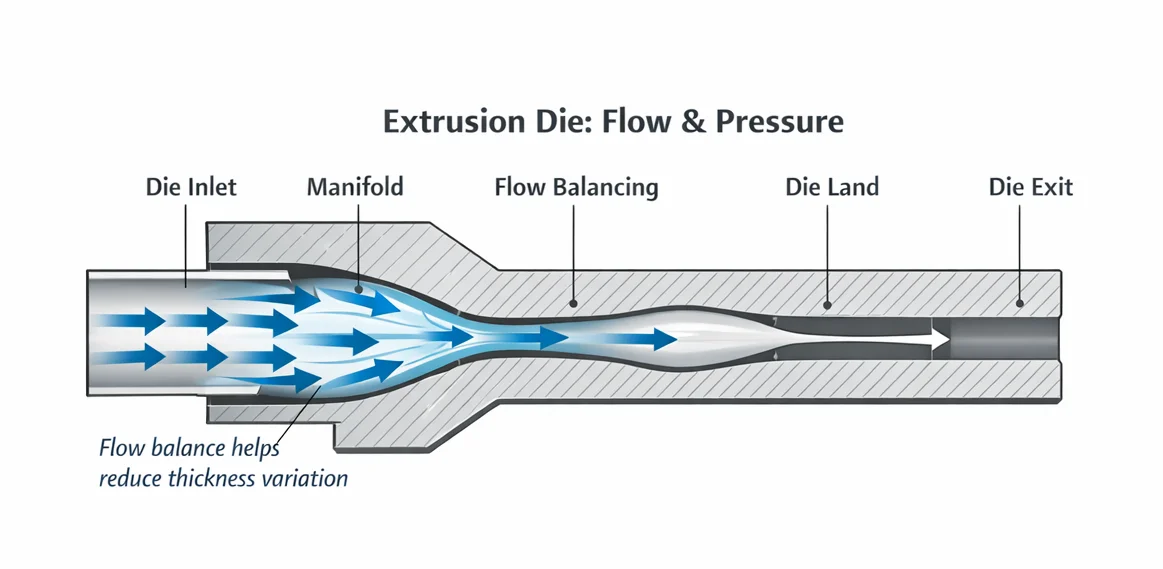
Paso 3 - Conformación de la matriz (caudal y presión)
La matriz es el puente entre la máquina y el producto. En la práctica, realiza dos funciones:
- Conformación: Transforma la masa fundida del orificio de la extrusora en la sección transversal de destino (por ejemplo, un anillo de tubo, un perfil o una lámina).
- Resistencia al flujo (presión de cabeza): Al restringir el flujo, el troquel crea una resistencia que ayuda a estabilizar la salida de la masa fundida y favorece una fusión/mezcla más uniforme aguas arriba, junto con un diseño de tornillo y un control de temperatura adecuados.
Un troquel bien diseñado también ayuda a enderezar y equilibrar el flujo para que la masa fundida salga uniformemente a través de la sección transversal. Cuando el equilibrio del flujo es deficiente, pueden aparecer líneas de flujo, grosores desiguales o resultados inestables.
Nota: La forma que sale del troquel es sólo el punto de partida. Las dimensiones finales se fijan en los pasos siguientes.
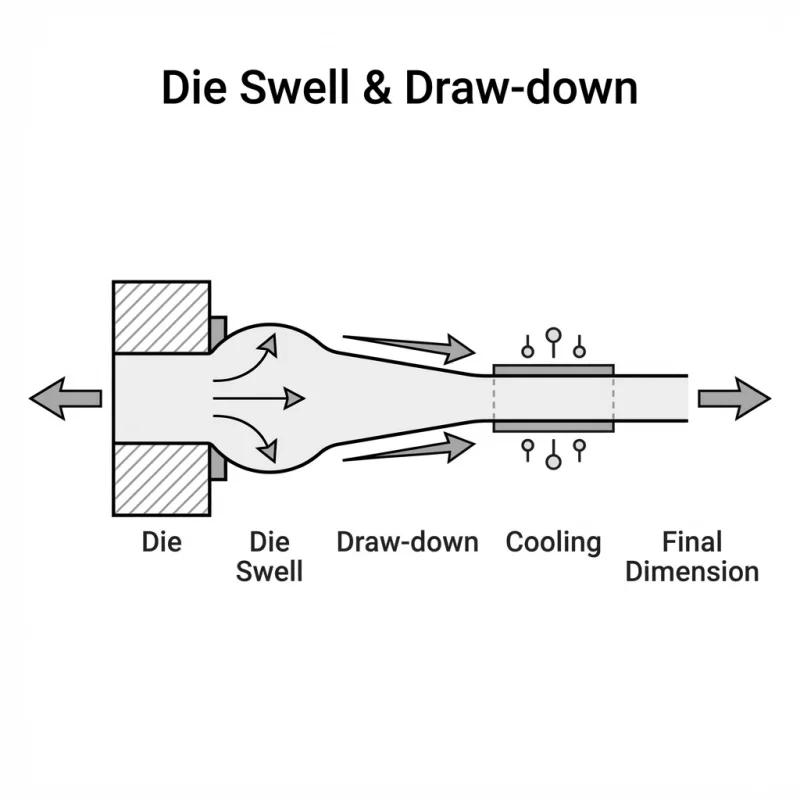
Paso 4 - Hinchado y estirado del troquel (Por qué el troquel rara vez coincide 1:1)
Incluso con una matriz bien fabricada, el extruido rara vez mantiene la forma exacta de salida de la matriz. Varios efectos actúan en distintas direcciones:
- Die swell (expansión): Los polímeros fundidos pueden relajarse y expandirse tras salir de la matriz de alta presión.
- Draw-down (contracción): En muchos productos, el arrastre tira más rápido de lo que la masa fundida sale de la matriz, estirando el perfil más fino/pequeño.
- Contracción térmica: Al enfriarse, el producto suele encogerse aún más, dependiendo de la resina y de las condiciones de enfriamiento.
Debido a estos efectos combinados, el utillaje de troquelado se diseña a menudo con indemnización para que el producto enfriado caiga en la dimensión deseada.
Conclusión práctica: El troquel establece el concepto de sección transversal, pero las dimensiones finales suelen ajustarse mediante velocidad de transporte y consistencia de enfriamiento, al tiempo que se supervisan los controles dimensionales y las tendencias del proceso.
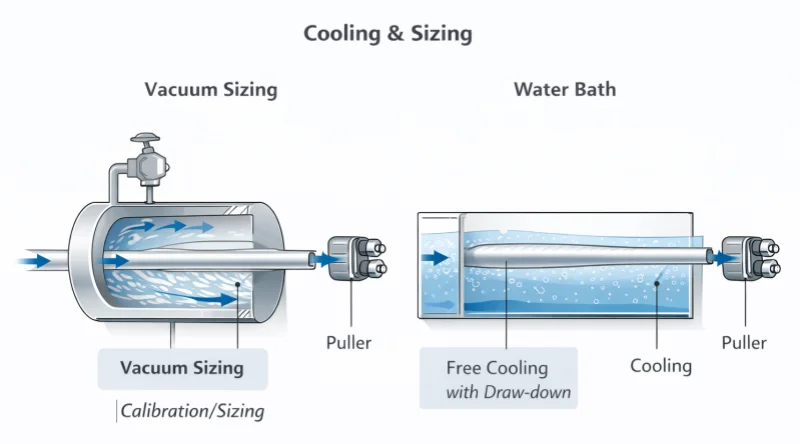
Paso 5 - Refrigeración y dimensionamiento (dimensiones de cierre)
El enfriamiento es donde la forma se hace “real”. Dependiendo del tipo de producto y de su rigidez, el enfriamiento puede implicar la refrigeración por baño de agua, refrigeración por aire y/o herramientas de calibrado y dimensionado. Para muchos tubos rígidos y tuberías, calibrado del vacío para controlar el diámetro exterior y la redondez. Para otros productos, puede ser suficiente el enfriamiento libre con reducción controlada.
La consistencia del enfriamiento es importante porque un enfriamiento desigual puede contribuir a la ovalidad, el alabeo o la tensión interna, especialmente cuando la velocidad de la línea cambia o la temperatura/flujo del agua es inestable.
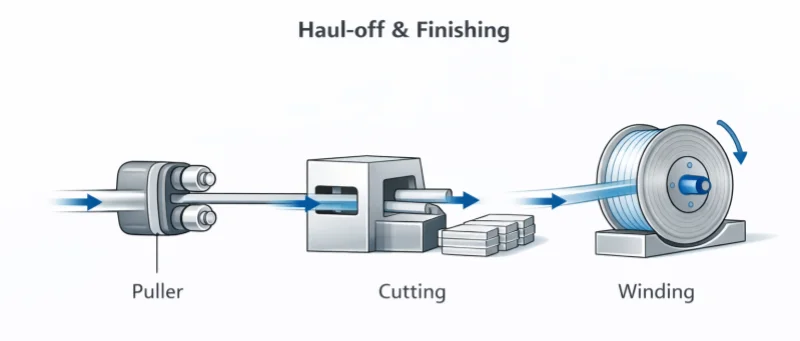
Paso 6 - Arrastre y acabado (sincronización de la línea)
El arrastrador ajusta la velocidad de la línea e influye en la recogida. El corte o bobinado convierte la producción continua en longitudes o rollos vendibles. En la velocidad de arrastre y la salida de la extrusora no están bien sincronizadas, Puede que se produzcan desviaciones del grosor de la pared, un diámetro exterior inestable o un aspecto irregular de la superficie.
Desde la perspectiva del comprador, aquí es donde “todo el proceso” importa: el rendimiento de la extrusión, el rendimiento de la refrigeración y la estabilidad de la tracción interactúan.
Variables básicas que suelen controlar la estabilidad
1) Historial de temperaturas de fusión (no sólo valores de consigna del calentador)
La temperatura de fusión va más allá de los valores de consigna de los barriles. En la práctica, la temperatura de fusión puede variar con la velocidad del husillo, la carga, la contrapresión y el comportamiento del material. Cuando la temperatura de fusión cambia, puede influir en la consistencia del flujo, el aspecto de la superficie y la repetibilidad dimensional.
2) Comportamiento de la presión (un indicador práctico que muchos operadores vigilan).
Muchos equipos realizan un seguimiento de las tendencias de la presión de fusión/troquelado como indicador práctico de la estabilidad, especialmente cuando se diagnostican sobretensiones o desviaciones de la producción. El comportamiento de la presión se analiza a menudo en la resolución de problemas de extrusión porque puede correlacionarse con cambios en la consistencia de la producción.
3) Sincronización de la velocidad de la línea (salida frente a velocidad del extractor)
La extrusión es continua, pero no se trata de “fijar y olvidar”. Si la velocidad del extractor cambia sin que el suministro de masa fundida y la refrigeración se mantengan al mismo ritmo, el producto puede estirarse, espesarse o desviarse. En tiradas largas, la pequeña inestabilidad de la velocidad puede acumularse en una variación mensurable.
Problemas comunes de la extrusión de plásticos (Vista del proceso)
Tabla rápida de resolución de problemas
| Defecto | Lo que ve | Probables impulsores del proceso | Controles prácticos (primer pase) |
|---|---|---|---|
| Surgimiento / deriva de espesor | variación cíclica OD/pared | alimentación inconsistente, comportamiento inestable de la presión, inconsistencia de la fusión | comprobar la estabilidad de la tolva/alimentación; revisar la tendencia de la presión; estabilizar las condiciones de fusión |
| Superficie rugosa (piel de tiburón/fractura por fusión) | textura rugosa o mate | alto cizallamiento a la salida de la matriz, desequilibrio de temperatura | reducir el cizallamiento (RPM); verificar el equilibrio de la temperatura de la matriz; comprobar el estado del terreno de la matriz |
| Ovalidad (tubos/tubos) | producto no redondo | condiciones desiguales de refrigeración/tamaño | equilibrar el agua de refrigeración; verificar las condiciones de dimensionamiento (si se utilizan); comprobar la alineación/soporte aguas abajo |
| Burbujas/vacíos | agujeros/huecos en el interior de la pared | humedad/aire/contaminación (en función del material) | verificar la estrategia de manipulación/secado del material; comprobar si hay arrastre de aire |
| Decoloración / manchas de quemaduras | puntos negros, amarilleamiento | degradación, puntos muertos, contaminación | reducir el tiempo de residencia; limpiar la matriz; comprobar si hay zonas estancadas y fuentes de contaminación |
Un breve ejemplo de precisión
Algunas aplicaciones son menos indulgentes: las pequeñas fluctuaciones pueden convertirse en chatarra visible. Un ejemplo es Preformas de tubos transparentes a base de PS utilizadas en la producción de determinados consumibles de laboratorio, donde el aspecto y la consistencia pueden ser sensibles a condiciones de fusión inestables y a la desviación de la velocidad de la línea.
Este ejemplo se incluye sólo para ilustrar un principio general: cuando los requisitos de consistencia son más estrictos, los equipos suelen confiar más en unas condiciones de fusión estables, una sincronización disciplinada de la línea y un enfriamiento repetible, independientemente de la categoría de resina.
Si está buscando una extrusora (qué preparar antes de solicitar presupuestos)
Los equipos de contratación suelen obtener presupuestos más rápidos y comparables cuando se preparan:
- Un dibujo o muestra del producto (qué dimensiones y características son las más importantes)
- Conceptos básicos de la resina (granulado/polvo/mezcla; cargas/plastificantes/masterbatch; proporción de remolido)
- Objetivo de producción (kg/h o m/min) y horas de funcionamiento previstas
- Prioridades de calidad (repetibilidad de dimensiones, acabado superficial, límites de ovalidad, tolerancia de rechazo)
- Preferencias descendentes (método de refrigeración, tipo de extractor, corte frente a bobinado)
Para obtener un flujo de trabajo estructurado, puede enviar estos datos mediante el formulario de nuestro Contacto página.
Conclusión
¿Qué es la extrusión de plásticos en términos de producción real? Es un proceso continuo en el que estabilidad suele determinar la rentabilidad: alimentación estable, fusión uniforme, comportamiento previsible de la presión, enfriamiento constante y arrastre sincronizado.
Si está comparando proveedores o sistemas, le resultará útil evaluar en qué medida cada uno de ellos admite funcionamientos estables, no sólo picos de producción.
Preguntas frecuentes
P1: ¿Qué es la extrusión de plásticos y cómo funciona?
R: La extrusión de plástico es un proceso de fabricación continuo que funde resina termoplástica (normalmente granulados) y empuja la masa fundida a través de una matriz moldeada para crear productos con una sección transversal constante. El proceso consiste en introducir material en un barril calentado, fundirlo y transportarlo con un tornillo giratorio, dar forma a la masa fundida a través de una matriz, enfriar el material extruido y tirar de él a una velocidad controlada antes de cortarlo o enrollarlo.
P2: ¿Cuál es la diferencia entre extrusión y moldeo por inyección?
R: La extrusión produce una salida continua para productos con secciones transversales uniformes (tubos, tuberías, perfiles, láminas), mientras que el moldeo por inyección crea piezas 3D discretas en ciclos (tapones, carcasas, contenedores). La extrusión utiliza matrices de bajo coste y produce un mínimo de residuos, mientras que el moldeo por inyección requiere moldes de mayor coste y genera correderas/compuertas como residuos.
P3: ¿Qué causa el hinchamiento de la matriz en la extrusión de plásticos?
R: El hinchamiento de la matriz se produce cuando la masa fundida de polímero se relaja y se expande después de salir de la matriz de alta presión. Se trata de un efecto de recuperación elástica normal en los polímeros fundidos. Para conseguir las dimensiones deseadas, el utillaje de la matriz se diseña normalmente con una compensación (menor que el tamaño final) para tener en cuenta el hinchamiento de la matriz, la reducción de la velocidad de salida y la contracción térmica durante el enfriamiento.
P4: ¿Cuáles son los defectos más comunes en la extrusión de plásticos?
R: Entre los defectos más comunes se incluyen: desviación del espesor (debido a una alimentación inconsistente o a la inestabilidad de la masa fundida), superficie rugosa/piel de tiburón (alto cizallamiento o desequilibrio de temperatura a la salida de la matriz), ovalidad (condiciones desiguales de enfriamiento o dimensionamiento), burbujas/vacíos (humedad, entrada de aire o contaminación) y decoloración/motas de quemado (degradación debido a un tiempo de residencia excesivo o a puntos muertos).
P5: ¿Qué deben preparar los compradores antes de adquirir una extrusora?
R: Para recibir presupuestos precisos con mayor rapidez, prepare: un plano o una muestra del producto que muestre las dimensiones y características críticas, las especificaciones de la resina (tipo de granulado, cargas, proporción de triturado), los objetivos de producción (kg/h o m/min) y las horas de funcionamiento previstas, las prioridades de calidad (repetibilidad de dimensiones, acabado superficial, tolerancia de desechos) y las preferencias posteriores (método de refrigeración, corte frente a bobinado).
Lecturas complementarias
Para los lectores que deseen profundizar en el control del proceso de extrusión y la selección de herramientas:
PTOnline: Cómo seleccionar el utillaje adecuado para la extrusión de tubos
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Extrusora Jinxin y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la extrusora: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...




