Qu'est-ce que l'extrusion plastique ? Le processus expliqué (de la fusion au refroidissement)
Écrit par l'équipe technique de Jinxin | Revu par Jason (ingénieur en chef)
L'extrusion plastique est un processus de fabrication en continu utilisés pour fabriquer des produits en grande quantité tels que tuyaux, tubes, profilés, feuilles, films et fils/câbles revêtus. En termes simples, le plastique est fondu, poussé à travers un moule. mourir, et refroidie pour obtenir une section transversale cohérente.
Si vous étudiez l'extrusion pour la première fois, en particulier du point de vue de l'approvisionnement, la vraie question est généralement celle de la consistance : Le processus peut-il maintenir les dimensions et la qualité de la surface sur de longues séries sans ajustements constants ?
Ce guide explique Qu'est-ce que l'extrusion plastique ?, Il s'agit d'un outil qui permet de comprendre comment le processus fonctionne étape par étape et quelles sont les variables qui comptent généralement lors de l'évaluation de la faisabilité.

Résumé rapide
Définition : L'extrusion plastique est un processus continu qui consiste à faire fondre un matériau thermoplastique et à le forcer à travers une filière pour créer un profilé continu avec une section transversale cohérente.
Sorties communes : Tuyaux, tubes, profilés, feuilles/films, gaines de câbles et autres formes industrielles continues.
Les facteurs de stabilité : Dans la pratique, la cohérence est influencée par l'historique de la température de la matière fondue, le comportement de la pression, la cohérence du refroidissement et la synchronisation de la vitesse de la ligne.
Pourquoi les acheteurs s'en préoccupent-ils ? Une meilleure stabilité se traduit généralement par une réduction des rebuts, des dimensions plus reproductibles et une montée en puissance plus douce de la production.
Qu'est-ce que l'extrusion plastique ?
L'extrusion plastique est un procédé de fabrication qui convertit la résine thermoplastique (généralement des granulés, parfois des poudres ou des mélanges) en un produit continu en la faisant fondre dans une extrudeuse et en poussant la matière fondue à travers une filière de forme. L'extrudat est ensuite refroidi, tiré à une vitesse contrôlée et coupé ou enroulé dans une forme finie.
Extrusion et moulage par injection (différence rapide)
Extrusion : Production continue pour les produits à section constante (tubes, tuyaux, profilés, feuilles/films).
Moulage par injection : Sortie cyclique pour les pièces 3D discrètes (capuchons, boîtiers, composants complexes).
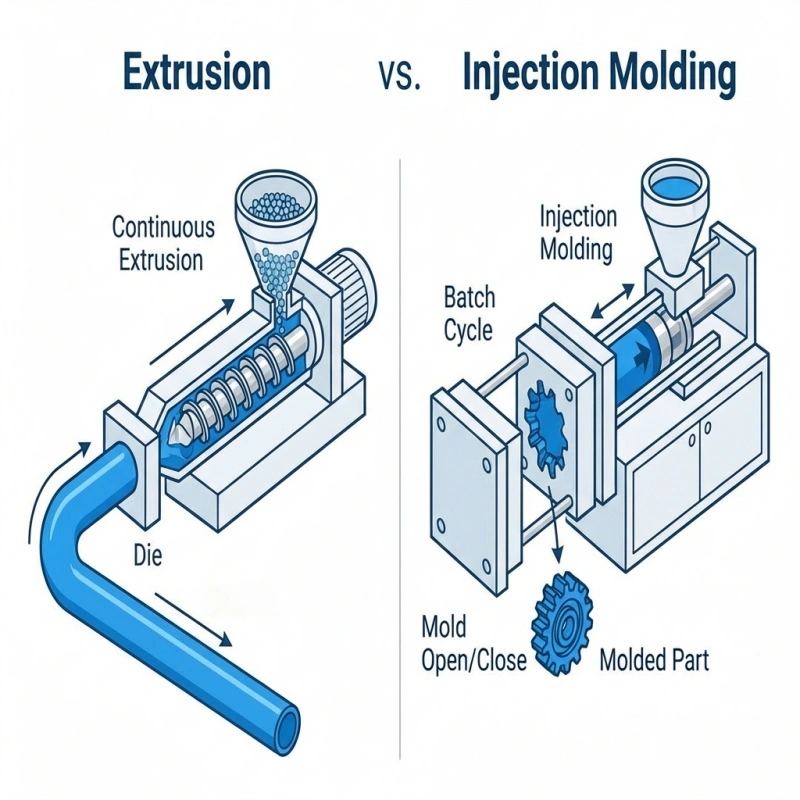
Comprendre les différences fondamentales entre l'extrusion et le moulage par injection permet de sélectionner le procédé le mieux adapté à vos besoins de fabrication :
| Fonctionnalité | Extrusion plastique | Moulage par injection |
|---|---|---|
| Type de processus | En continu | Lot |
| Forme du produit | Section transversale uniforme (2D) | Formes complexes en 3D |
| Volume de production | Production en continu et en grande quantité | Pièces individuelles en lots |
| Coûts d'outillage | Réduction des coûts des matrices | Coûts des moules plus élevés |
| Déchets matériels | Un minimum de déchets | Les coureurs et les portes créent des déchets |
| Produits typiques | Tubes, profilés, feuilles, films | Conteneurs, pièces, boîtiers |
| Contrôle de précision | Essentiel pour la stabilité dimensionnelle | Essentiel pour les détails des pièces |
Comment fonctionne le processus d'extrusion plastique (étape par étape)
Remarque : Cette section se concentre sur l'extrusion plastique en tant que processus, c'est-à-dire sur ce qui arrive au matériau pendant la fusion, la mise en forme de la filière et le refroidissement. A extrudeuse plastique est la configuration de l'équipement (extrudeuse, filière, refroidissement/dimensionnement, transport, coupe/bobinage). Si vous comparez la configuration ou l'encombrement des lignes, vous trouverez des informations à ce sujet dans notre guide complet : Qu'est-ce qu'une extrudeuse plastique ?
Étape 1 - Alimentation (les apports stables constituent la base de référence)
Le processus commence à la trémie. La matière est introduite dans l'extrudeuse et l'objectif est d'assurer une alimentation régulière et répétée. Lorsque l'alimentation n'est pas régulière (par exemple, en cas de pontage, contamination, ou mauvaise manipulation des matériaux), Le reste du processus devient alors souvent plus difficile à stabiliser.
Du point de vue de l'acheteur, cela peut se traduire par une production instable, des ajustements fréquents et davantage de déchets de démarrage, même si l'extrudeuse est capable de fonctionner.

Étape 2 - Fusion et transport (obtention d'une masse fondue uniforme)
À l'intérieur du tonneau, une vis rotative fait avancer la matière tout en la chauffant et en la mélangeant. Pour un examen plus approfondi de l'influence de la conception des vis, voir [→ Qu'est-ce qu'une machine d'extrusion plastique ?] La fusion se produit par la combinaison du chauffage du tonneau et de l'énergie mécanique générée par la rotation de la vis (cisaillement). Dans la pratique, l'objectif n'est pas seulement d'obtenir un produit “entièrement fondu”, mais aussi d'obtenir un produit "complètement fondu". suffisamment uniforme (température et consistance du mélange) afin de réduire les variations en aval.
Un modèle mental utile est que la vis effectue plusieurs tâches à la fois : transport de solides, fusion, mélange et augmentation de la pression. Si l'une de ces fonctions devient instable, elle se manifeste souvent plus tard par des défauts de surface ou une dérive dimensionnelle.
Avant que la matière fondue n'atteigne la filière, elle passe à travers une plaque de rupture et changeur d'écran qui interceptent les contaminants solides et les particules non fondues.

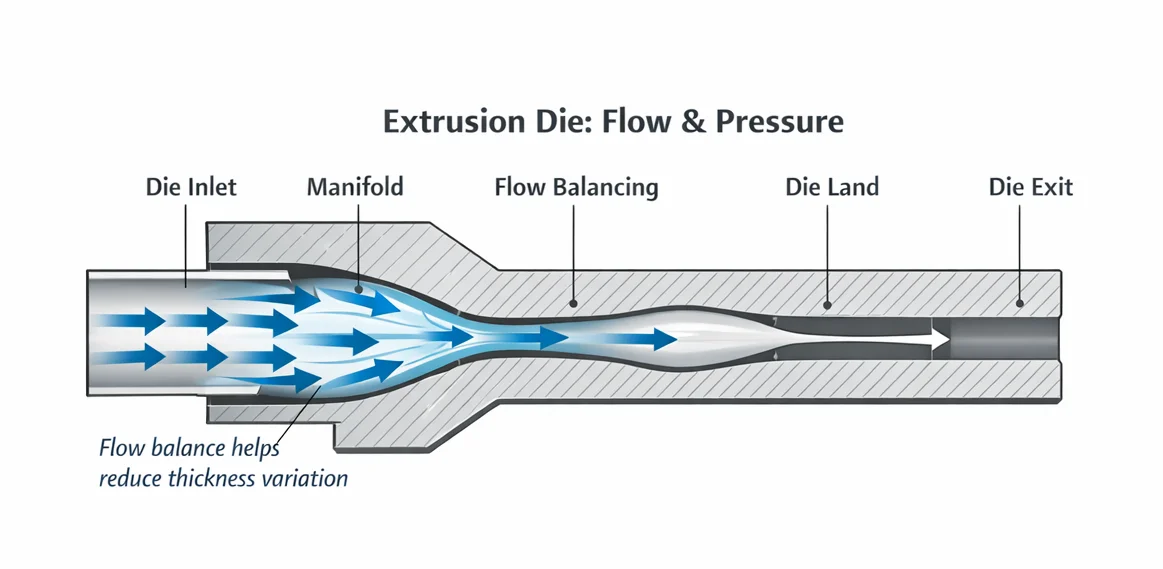
Étape 3 - Mise en forme de la matrice (débit et pression)
La matrice est le pont entre la machine et le produit. En pratique, elle remplit deux fonctions :
- Mise en forme : Il transforme la matière fondue de l'alésage de l'extrudeuse en une section transversale cible (par exemple, un anneau de tuyau, un profilé ou une feuille).
- Résistance à l'écoulement (pression de tête) : En limitant le débit, la filière crée une résistance qui aide à stabiliser l'apport de matière fondue et favorise une fusion/mélange plus cohérente en amont - avec une conception de vis et un contrôle de la température appropriés.
Une filière bien conçue contribue également à redresser et équilibrer le flux de manière à ce que la matière fondue sorte uniformément de la section transversale. Lorsque le flux est mal équilibré, on peut observer des lignes d'écoulement, une épaisseur inégale ou une production instable.
Remarque : la forme sortant de la matrice n'est que le point de départ. Les dimensions finales sont fixées lors des étapes suivantes.
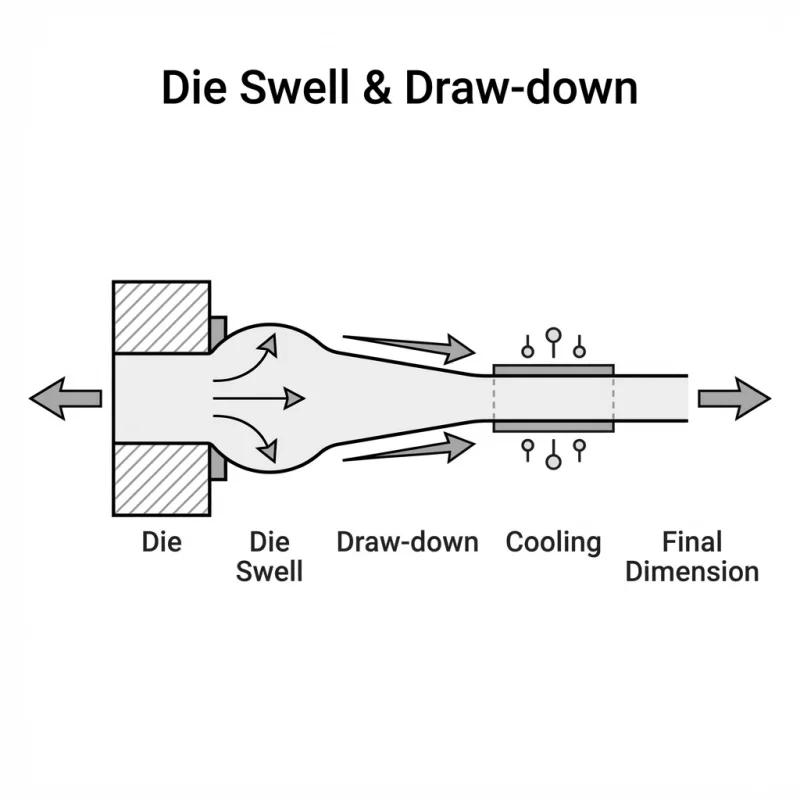
Étape 4 - Gonflement du dé et tirage au sort (pourquoi le dé correspond rarement à un rapport de 1:1)
Même avec une filière bien conçue, l'extrudat conserve rarement la forme exacte de la sortie de filière. Plusieurs effets agissent dans des directions différentes :
- Déclencher une houle (expansion) : Les polymères fondus peuvent se détendre et se dilater après avoir quitté la filière à haute pression.
- Réduction (contraction) : Pour de nombreux produits, le tirage est plus rapide que la sortie de la matière fondue de la filière, ce qui a pour effet d'amincir ou de réduire le profil.
- Rétrécissement thermique : Lorsque le produit refroidit, il se rétracte généralement davantage, en fonction de la résine et des conditions de refroidissement.
En raison de ces effets combinés, l'outillage est souvent conçu de la manière suivante avec compensation afin que le produit refroidi atterrisse dans la dimension cible.
A retenir en pratique : La matrice définit le concept de la section transversale, mais les dimensions finales sont généralement ajustées par le biais de vitesse d'extraction et la consistance du refroidissement, tout en surveillant les contrôles dimensionnels et les tendances du processus.
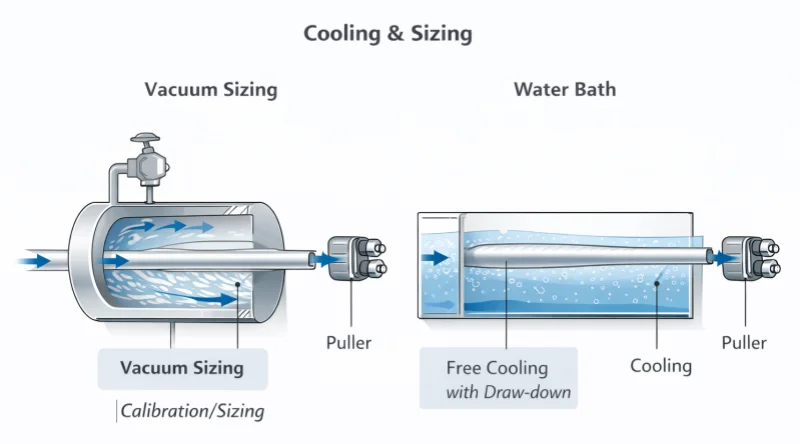
Étape 5 - Refroidissement et dimensionnement (dimensions de verrouillage)
Le refroidissement est l'étape où la forme devient “réelle”. Selon le type de produit et sa rigidité, le refroidissement peut se faire par bain d'eau, par air et/ou par des outils d'étalonnage et de dimensionnement. Pour de nombreux tubes et tuyaux rigides, dimensionnement/étalonnage du vide est couramment utilisé pour aider à contrôler le diamètre extérieur et la rondeur. Pour d'autres produits, un refroidissement libre avec un tirage contrôlé peut être suffisant.
L'homogénéité du refroidissement est importante car un refroidissement inégal peut contribuer à l'ovalisation, au gauchissement ou aux tensions internes, en particulier lorsque la vitesse de la ligne change ou que la température ou le débit de l'eau est instable.
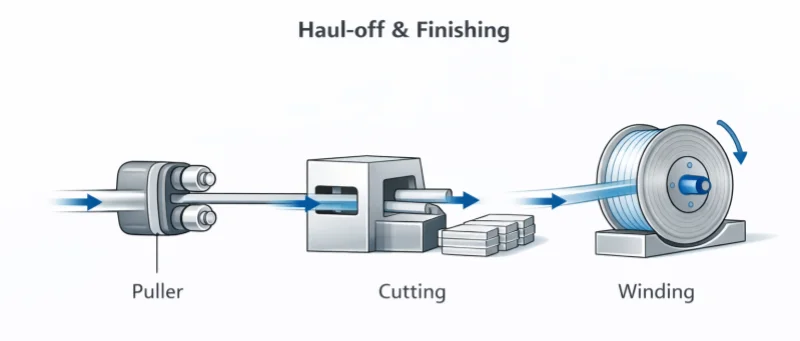
Etape 6 - Remontée et finition (synchronisation de la ligne)
Le treuil (puller) fixe la vitesse de la ligne et influe sur le tirage. La coupe ou l'enroulement transforme la production continue en longueurs ou en rouleaux vendables. Lorsque la vitesse de défilement et le débit de l'extrudeuse ne sont pas bien synchronisés, Il est possible que vous constatiez une dérive de l'épaisseur de la paroi, une instabilité du diamètre extérieur ou une incohérence de l'aspect de la surface.
Du point de vue de l'acheteur, c'est là que “l'ensemble du processus” est important : le rendement de l'extrusion, la performance du refroidissement et la stabilité de la traction sont autant d'éléments qui interagissent.
Les variables fondamentales qui contrôlent généralement la stabilité
1) Historique de la température de fusion (pas seulement les points de consigne du chauffage)
La température de fusion ne se limite pas aux points de consigne des tonneaux. Dans la pratique, la température de fusion peut varier en fonction de la vitesse de la vis, de la charge, de la contre-pression et du comportement du matériau. Lorsque l'historique de la température de fusion change, cela peut influencer la régularité de l'écoulement, l'aspect de la surface et la répétabilité des dimensions.
2) le comportement de la pression (un indicateur pratique que de nombreux opérateurs surveillent)
De nombreuses équipes suivent les tendances de la pression de fusion/déduction en tant qu'indicateur pratique de la stabilité, en particulier pour diagnostiquer une surcharge ou une dérive de la production. Le comportement de la pression est souvent abordé dans le cadre du dépannage des extrudeuses, car il peut être corrélé à des changements dans la consistance de la production.
3) Synchronisation de la vitesse de la ligne (sortie en fonction de la vitesse de l'extracteur)
L'extrusion est continue, mais elle n'est pas sans fin. Si la vitesse de l'extracteur change sans que l'alimentation en matière fondue et le refroidissement ne suivent, le produit peut s'étirer, s'épaissir ou dériver. Sur de longues séries, une petite instabilité de la vitesse peut s'accumuler et donner lieu à des variations mesurables.
Problèmes courants liés à l'extrusion des matières plastiques (vue du processus)
Tableau de dépannage rapide
| Défaut | Ce que vous voyez | Éléments moteurs probables du processus | Contrôles pratiques (premier passage) |
|---|---|---|---|
| Surpression / dérive de l'épaisseur | variation cyclique OD/paroi | alimentation irrégulière, comportement instable de la pression, irrégularité de la fonte | vérifier la stabilité de la trémie/de l'alimentation ; examiner l'évolution de la pression ; stabiliser les conditions de fusion |
| Surface rugueuse (peau de requin/rupture de fusion) | texture rugueuse ou mate | cisaillement élevé à la sortie de la filière, déséquilibre de température | réduire le cisaillement (RPM) ; vérifier l'équilibre de la température de la filière ; vérifier l'état de la terre de la filière |
| Ovalie (tubes/pipes) | le produit n'est pas rond | des conditions de refroidissement/de dimensionnement inégales | équilibrer l'eau de refroidissement ; vérifier les conditions de dimensionnement (si utilisées) ; vérifier l'alignement/le support en aval |
| Bulles/vides | Trous d'épingle/vides à l'intérieur du mur | humidité/air/contamination (en fonction du matériau) | vérifier la stratégie de manutention/séchage des matériaux ; vérifier l'entraînement de l'air |
| Décoloration / taches de brûlure | points noirs, jaunissement | dégradation, points morts, contamination | réduire le temps de séjour ; nettoyer la filière ; vérifier les zones stagnantes et les sources de contamination |
Un bref exemple de précision
Certaines applications sont moins tolérantes : de petites fluctuations peuvent devenir des rebuts visibles. C'est le cas, par exemple, de Préformes de tubes transparents à base de PS utilisées dans la production de certains consommables de laboratoire, où l'aspect et la consistance peuvent être sensibles à des conditions de fusion instables et à une dérive de la vitesse de la ligne.
Cet exemple n'a pour but que d'illustrer un principe général : lorsque les exigences de cohérence se renforcent, les équipes s'appuient davantage sur des conditions de fusion stables, une synchronisation disciplinée des lignes et un refroidissement reproductible, quelle que soit la catégorie de résine.
Si vous recherchez un extrudeur (ce qu'il faut préparer avant de demander des devis)
Les équipes chargées des achats obtiennent généralement des offres plus rapides et plus comparables lorsqu'elles se préparent :
- Un dessin ou un échantillon du produit (quelles sont les dimensions et les caractéristiques les plus importantes)
- Notions de base sur les résines (granulés/poudres/mélanges ; charges/plastifiants/mélanges-maîtres ; taux de rebroyage)
- Objectif de production (kg/h ou m/min) et heures de fonctionnement prévues
- Priorités en matière de qualité (répétabilité des dimensions, finition de surface, limites d'ovalisation, tolérance de rebut)
- Préférences en aval (approche du refroidissement, type d'extracteur, coupe ou enroulement)
Pour un processus d'appel d'offres structuré, vous pouvez soumettre ces détails en utilisant le formulaire sur notre site web. Contact page.
Conclusion
Qu'est-ce que l'extrusion plastique en termes de production réelle ? Il s'agit d'un processus continu au cours duquel stabilité détermine généralement la rentabilité : alimentation stable, fusion uniforme, comportement prévisible de la pression, refroidissement cohérent et évacuation synchronisée.
Si vous comparez des fournisseurs ou des systèmes, il est utile d'évaluer la façon dont chaque approche favorise des cycles stables, et pas seulement des pics de production.
Questions fréquemment posées
Q1 : Qu'est-ce que l'extrusion plastique et comment fonctionne-t-elle ?
R : L'extrusion plastique est un procédé de fabrication en continu qui consiste à faire fondre une résine thermoplastique (généralement des granulés) et à pousser la matière fondue à travers une filière pour créer des produits de section transversale constante. Le procédé consiste à introduire la matière dans un tonneau chauffé, à la faire fondre et à l'acheminer à l'aide d'une vis rotative, à façonner la matière fondue à travers une filière, à refroidir l'extrudat et à le tirer à une vitesse contrôlée avant de le découper ou de l'enrouler.
Q2 : Quelle est la différence entre l'extrusion et le moulage par injection ?
R : L'extrusion produit en continu des produits de section uniforme (tuyaux, tubes, profilés, feuilles), tandis que le moulage par injection crée des pièces discrètes en 3D par cycles (bouchons, boîtiers, conteneurs). L'extrusion utilise des matrices peu coûteuses et produit peu de déchets, tandis que le moulage par injection nécessite des moules plus coûteux et génère des coulures/portes en tant que déchets.
Q3 : Quelle est la cause du gonflement de la filière dans l'extrusion plastique ?
R : Le gonflement de la filière se produit lorsque le polymère fondu se détend et se dilate après avoir quitté la filière à haute pression. Il s'agit d'un effet normal de récupération élastique dans les polymères fondus. Pour atteindre les dimensions cibles, l'outillage de moulage est généralement conçu avec une compensation (plus petite que la taille finale) pour tenir compte du gonflement de la matrice, de l'étirement à partir de la vitesse de tirage et de la contraction thermique pendant le refroidissement.
Q4 : Quels sont les défauts les plus courants dans l'extrusion des matières plastiques ?
R : Les défauts les plus courants sont les suivants : dérive d'épaisseur (due à une alimentation incohérente ou à une instabilité de la matière fondue), surface rugueuse/peau de requin (cisaillement élevé ou déséquilibre de température à la sortie de la filière), ovalisation (conditions de refroidissement ou de dimensionnement inégales), bulles/vides (humidité, entraînement d'air ou contamination) et décoloration/taches de brûlure (dégradation due à un temps de séjour excessif ou à des zones mortes).
Q5 : Que doivent préparer les acheteurs avant de s'approvisionner en extrudeuse ?
R : Pour recevoir plus rapidement des devis précis, préparez : un dessin ou un échantillon du produit indiquant les dimensions et les caractéristiques essentielles, les spécifications de la résine (type de granulés, charges, taux de rebroyage), les objectifs de production (kg/h ou m/min) et les heures de fonctionnement prévues, les priorités en matière de qualité (répétabilité des dimensions, finition de surface, tolérance de rebut), et les préférences en aval (approche de refroidissement, découpe ou enroulement).
Pour en savoir plus
Pour les lecteurs qui souhaitent approfondir le contrôle du processus d'extrusion et la sélection de l'outillage :
PTOnline : Comment sélectionner l'outillage adéquat pour l'extrusion de tubes
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Achats (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Extrudeuse Jinxin et un ingénieur chevronné possédant plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une extrudeuse : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...




