O que é a extrusão de plástico? O processo explicado (da fusão ao arrefecimento)
Escrito por Jinxin Technical Team | Revisto por Jason (Engenheiro Chefe)
A extrusão de plástico é uma processo de fabrico contínuo utilizados para produzir produtos de grande volume, tais como canos, tubos, perfis, chapas, películas e fios/cabos revestidos. Em termos simples, o plástico é derretido, empurrado através de uma morrer, e arrefecido até obter uma secção transversal consistente.
Se estiver a pesquisar a extrusão pela primeira vez - especialmente do ponto de vista do fornecimento ou da aquisição - a verdadeira questão é normalmente a consistência: O processo consegue manter as dimensões e a qualidade da superfície durante longos períodos sem ajustes constantes?
Este guia explica o que é a extrusão de plástico, O processo funciona passo a passo e quais as variáveis que normalmente são importantes para avaliar a viabilidade.

Resumo rápido
Definição: A extrusão de plástico é um processo contínuo que funde material termoplástico e o força através de uma matriz para criar um perfil contínuo com uma secção transversal consistente.
Saídas comuns: Tubo, tubo, perfil, folha/filme, revestimento de cabos e outras formas industriais contínuas.
O que impulsiona a estabilidade: Na prática, a consistência é influenciada pelo historial da temperatura da fusão, pelo comportamento da pressão, pela consistência do arrefecimento e pela sincronização da velocidade da linha.
Porque é que os compradores se interessam: Uma melhor estabilidade significa normalmente menos desperdício, dimensões mais repetíveis e um aumento mais suave da produção.
O que é a extrusão de plástico?
A extrusão de plásticos é um processo de fabrico que converte a resina termoplástica (normalmente em pellets, por vezes em pó ou misturas) num produto contínuo, fundindo-a numa extrusora e empurrando a massa fundida através de uma matriz moldada. O extrudado é então arrefecido, puxado a uma velocidade controlada e cortado ou enrolado numa forma acabada.
Extrusão vs. Moldagem por injeção (diferença rápida)
Extrusão: Saída contínua para produtos com uma secção transversal constante (tubos, canos, perfis, folha/filme).
Moldagem por injeção: Saída cíclica para peças 3D discretas (tampas, caixas, componentes complexos).
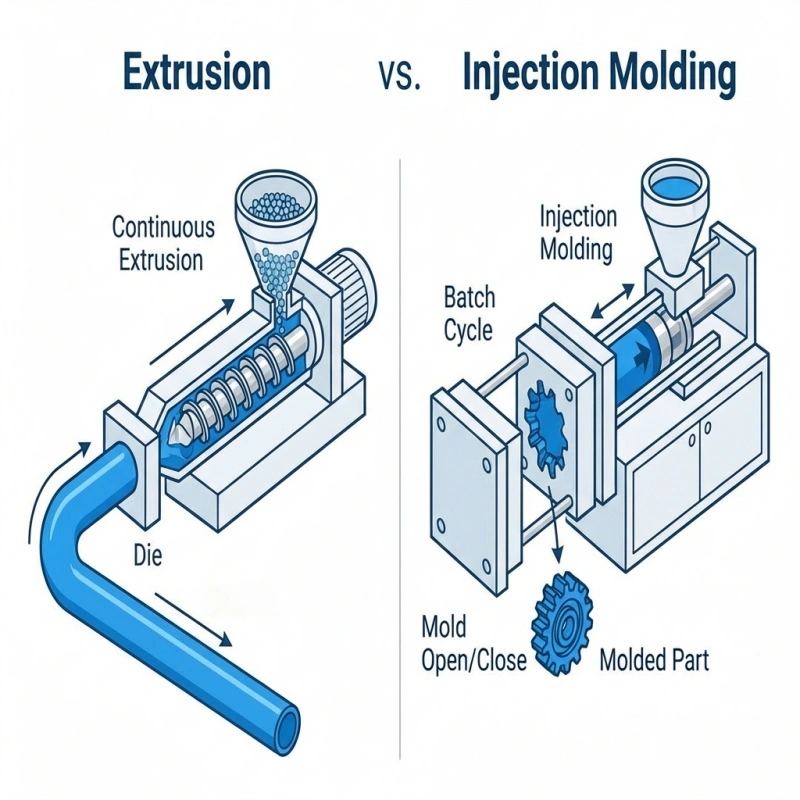
Compreender as diferenças fundamentais entre a extrusão e a moldagem por injeção ajuda a selecionar o processo certo para as suas necessidades de fabrico:
| Caraterística | Extrusão de plástico | Moldagem por injeção |
|---|---|---|
| Tipo de processo | Contínuo | Lote |
| Forma do produto | Secção transversal uniforme (2D) | Formas 3D complexas |
| Volume de produção | Elevado volume, funcionamento contínuo | Peças individuais em lotes |
| Custos de ferramentas | Custos mais baixos da matriz | Custos de molde mais elevados |
| Resíduos de materiais | Desperdício mínimo | Os corredores e os portões criam resíduos |
| Produtos típicos | Tubos, perfis, folhas, películas | Contentores, peças, caixas |
| Controlo de precisão | Crítico para a estabilidade dimensional | Crítico para o pormenor da peça |
Como funciona o processo de extrusão de plástico (passo a passo)
Nota: Esta secção centra-se na extrusão de plástico como um processo - o que acontece ao material durante a fusão, a moldagem e o arrefecimento. A extrusora de plástico é a configuração do equipamento (extrusora, matriz, arrefecimento/dimensionamento, transporte, corte/enrolamento). Se estiver a comparar configurações de linha ou área de implantação, isso é abordado no nosso guia completo: O que é uma extrusora de plástico?
Etapa 1 - Alimentação (a entrada estável estabelece a base de referência)
O processo começa na tremonha. O material é introduzido na extrusora e o objetivo é uma alimentação constante e repetida. Quando a alimentação é inconsistente (por exemplo, ponte, contaminação ou manuseamento deficiente do material), Se o processo for interrompido, o resto do processo torna-se frequentemente mais difícil de estabilizar.
Do ponto de vista do comprador, isto pode traduzir-se em: produção instável, ajustes frequentes e mais desperdício no arranque - mesmo que a extrusora em si seja capaz.

Etapa 2 - Fusão e transporte (obtenção de uma fusão uniforme)
No interior do tambor, um parafuso rotativo transporta o material para a frente enquanto o aquece e mistura. Para uma análise mais detalhada da forma como a conceção do parafuso afecta este aspeto, ver [→ O que é uma máquina extrusora de plástico?] A fusão ocorre através de uma combinação do aquecimento do cilindro e da energia mecânica gerada pela rotação do parafuso (cisalhamento). Na prática, o objetivo não é apenas “totalmente fundido”, mas suficientemente uniforme (temperatura e consistência da mistura) para reduzir a variação a jusante.
Um modelo mental útil é que o parafuso está a fazer várias tarefas ao mesmo tempo: transportar sólidos, fundir, misturar e criar pressão. Se alguma destas funções se tornar instável, é frequente aparecerem mais tarde defeitos na superfície ou desvios dimensionais.
Antes de a massa fundida chegar ao molde, passa por uma placa separadora e trocador de ecrã que interceptam os contaminantes sólidos e as partículas não fundidas.

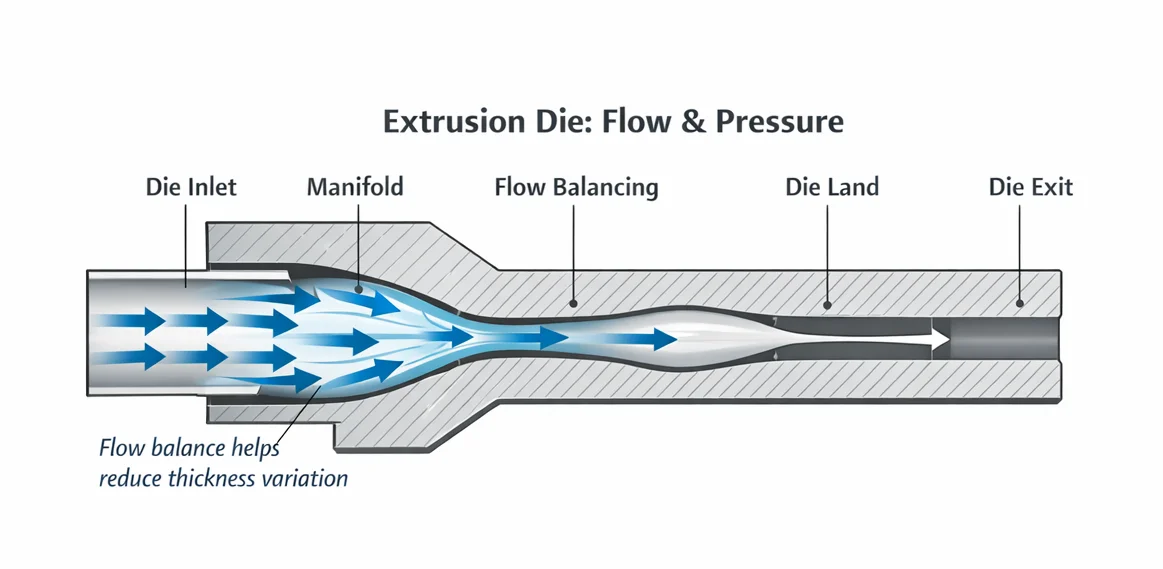
Etapa 3 - Modelação da matriz (caudal e pressão)
A matriz é a ponte entre a máquina e o produto. Na prática, tem duas funções:
- Moldagem: Transforma a massa fundida do furo da extrusora na secção transversal alvo (por exemplo, um anel de tubo, perfil ou folha).
- Resistência ao caudal (pressão de cabeça): Ao restringir o fluxo, a matriz cria uma resistência que ajuda a estabilizar o fornecimento da massa fundida e suporta uma fusão/mistura mais consistente a montante - juntamente com uma conceção adequada do parafuso e controlo da temperatura.
Uma matriz bem concebida também ajuda endireitar e equilibrar o fluxo para que a massa fundida saia uniformemente pela secção transversal. Quando o equilíbrio do fluxo é deficiente, podem aparecer linhas de fluxo, espessura irregular ou saída instável.
Nota: A forma que sai do molde é apenas o ponto de partida. As dimensões finais são definidas nos passos seguintes.
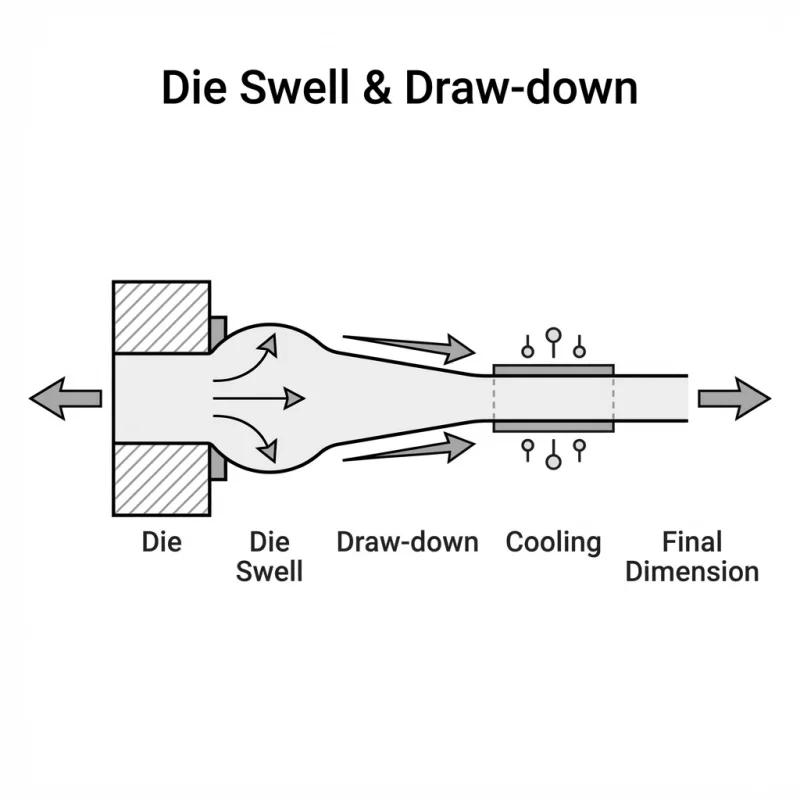
Etapa 4 - Dilatação do molde e retirada (Porque é que o molde raramente corresponde a 1:1)
Mesmo com uma matriz bem feita, o extrudado raramente mantém a forma exacta de saída da matriz. Vários efeitos actuam em diferentes direcções:
- Die swell (expansão): Os polímeros fundidos podem relaxar e expandir-se depois de deixarem a matriz de alta pressão.
- Redução (contração): Em muitos produtos, o puxador puxa mais depressa do que a massa fundida sai da matriz, esticando o perfil mais fino/pequeno.
- Retração térmica: À medida que o produto arrefece, normalmente encolhe ainda mais, dependendo da resina e das condições de arrefecimento.
Devido a estes efeitos combinados, as ferramentas de matriz são frequentemente concebidas com indemnização para que o produto arrefecido caia na dimensão pretendida.
Conclusões práticas: A matriz define o conceito de secção transversal, mas as dimensões finais são normalmente ajustadas através de velocidade de arranque e consistência de arrefecimento, e, ao mesmo tempo, controlar os controlos dimensionais e as tendências do processo.
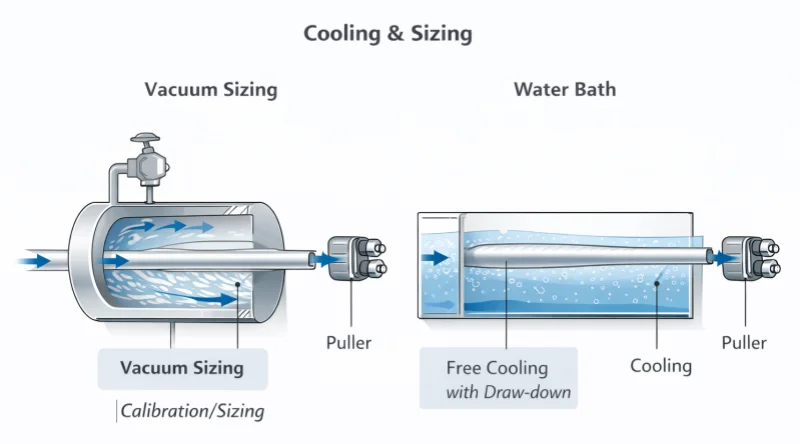
Etapa 5 - Arrefecimento e dimensionamento (dimensões de bloqueio)
O arrefecimento é o momento em que a forma se torna “real”. Dependendo do tipo de produto e da rigidez, o arrefecimento pode envolver o arrefecimento por banho de água, arrefecimento por ar e/ou ferramentas de calibração e dimensionamento. Para muitos tubos rígidos, dimensionamento/calibração do vácuo é normalmente utilizado para ajudar a controlar o diâmetro exterior e a circularidade. Para outros produtos, pode ser suficiente o arrefecimento livre com uma extração controlada.
A consistência do arrefecimento é importante porque um arrefecimento desigual pode contribuir para a ovalização, empeno ou tensão interna - especialmente quando a velocidade da linha muda ou a temperatura/fluxo da água é instável.
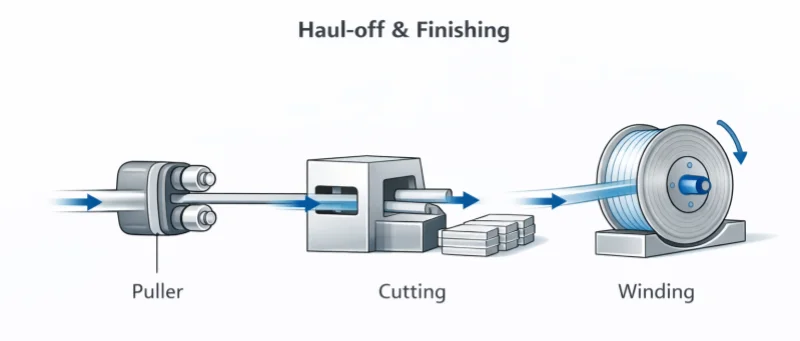
Etapa 6 - Descarga e acabamento (sincronização da linha)
O puxador define a velocidade da linha e influencia o estiramento. O corte ou o enrolamento transforma a produção contínua em comprimentos ou rolos vendáveis. Quando a velocidade de transporte e a saída da extrusora não estão bem sincronizadas, Se a espessura da parede não for suficiente, pode ocorrer um desvio na espessura da parede, um diâmetro externo instável ou um aspeto de superfície inconsistente.
Do ponto de vista do comprador, é aqui que “todo o processo” é importante: a produção de extrusão, o desempenho de arrefecimento e a estabilidade de tração interagem.
As principais variáveis que normalmente controlam a estabilidade
1) Histórico da temperatura de fusão (não apenas pontos de regulação do aquecedor)
A temperatura de fusão é mais do que os pontos de ajuste do cilindro. Na prática, a temperatura de fusão pode mudar com a velocidade da rosca, a carga, a contrapressão e o comportamento do material. Quando o historial da temperatura de fusão muda, pode influenciar a consistência do fluxo, o aspeto da superfície e a repetibilidade dimensional.
2) Comportamento da pressão (um indicador prático que muitos operadores observam)
Muitas equipas acompanham as tendências de pressão de fusão/desmoldagem como um indicador prático de estabilidade - especialmente quando diagnosticam surtos ou desvios de saída. O comportamento da pressão é frequentemente discutido na resolução de problemas de extrusão porque pode estar correlacionado com alterações na consistência da saída.
3) Sincronização da velocidade da linha (saída vs velocidade do extrator)
A extrusão é contínua, mas não é “definir e esquecer”. Se a velocidade do extrator mudar sem que o fornecimento de massa fundida e o arrefecimento acompanhem, o produto pode esticar, engrossar ou desviar-se. Durante longos períodos, a pequena instabilidade da velocidade pode acumular-se numa variação mensurável.
Problemas comuns de extrusão de plásticos (visão do processo)
Tabela de resolução rápida de problemas
| Defeito | O que vê | Factores de processo prováveis | Controlos práticos (primeira passagem) |
|---|---|---|---|
| Derrame / desvio de espessura | variação cíclica do diâmetro exterior/parede | alimentação inconsistente, comportamento de pressão instável, inconsistência de fusão | verificar a estabilidade da tremonha/alimentação; rever a tendência da pressão; estabilizar as condições de fusão |
| Superfície rugosa (pele de tubarão/fratura por fusão) | textura rugosa ou mate | cisalhamento elevado na saída da matriz, desequilíbrio de temperatura | reduzir o cisalhamento (RPM); verificar o equilíbrio da temperatura da matriz; verificar o estado do terreno da matriz |
| Ovalidade (tubos/canais) | produto não redondo | condições de arrefecimento/dimensionamento irregulares | equilibrar a água de arrefecimento; verificar as condições de dimensionamento (se utilizadas); verificar o alinhamento/suporte a jusante |
| Bolhas/vazios | buracos/vazios no interior da parede | humidade/ar/contaminação (dependente do material) | verificar a estratégia de manuseamento/secagem do material; verificar o arrastamento de ar |
| Descoloração / manchas de queimadura | pontos negros, amarelecimento | degradação, pontos mortos, contaminação | reduzir o tempo de permanência; limpar a matriz; verificar a existência de zonas de estagnação e fontes de contaminação |
Um breve exemplo de precisão
Algumas aplicações são menos indulgentes: pequenas flutuações podem tornar-se em resíduos visíveis. Um exemplo é Pré-formas de tubos transparentes à base de PS utilizadas na produção de certos consumíveis de laboratório, onde o aspeto e a consistência podem ser sensíveis a condições de fusão instáveis e a desvios na velocidade da linha.
Este exemplo é incluído apenas para ilustrar um princípio geral: quando os requisitos de consistência se tornam mais rigorosos, as equipas normalmente confiam mais em condições de fusão estáveis, sincronização disciplinada da linha e arrefecimento repetível - independentemente da categoria da resina.
Se estiver a procurar uma extrusora (o que preparar antes de pedir orçamentos)
As equipas de compras obtêm normalmente cotações mais rápidas e mais comparáveis quando se preparam:
- Um desenho ou amostra do produto (quais as dimensões e caraterísticas mais importantes)
- Noções básicas de resina (granulado/pó/mistura; cargas/plastificantes/masterbatch; rácio de moagem)
- Objetivo de produção (kg/h ou m/min) e horas de funcionamento previstas
- Prioridades de qualidade (repetibilidade de dimensões, acabamento de superfícies, limites de ovalização, tolerância de refugo)
- Preferências a jusante (abordagem de arrefecimento, tipo de extrator, corte vs enrolamento)
Para um fluxo de trabalho estruturado de solicitação de cotação, pode enviar estes dados através do formulário no nosso Contato página.
Conclusão
O que é a extrusão de plástico em termos reais de produção? É um processo contínuo em que estabilidade geralmente determina a rentabilidade: alimentação estável, fusão uniforme, comportamento previsível da pressão, arrefecimento consistente e transporte sincronizado.
Se estiver a comparar fornecedores ou sistemas, é útil avaliar a forma como cada abordagem suporta execuções estáveis - e não apenas picos de produção.
Perguntas mais frequentes
Q1: O que é a extrusão de plástico e como funciona?
R: A extrusão de plástico é um processo de fabrico contínuo que funde resina termoplástica (normalmente pellets) e empurra a fusão através de uma matriz moldada para criar produtos com uma secção transversal constante. O processo envolve a alimentação de material num barril aquecido, a fusão e o transporte com um parafuso rotativo, a moldagem da fusão através de uma matriz, o arrefecimento do extrudado e a sua extração a uma velocidade controlada antes do corte ou do enrolamento.
Q2: Qual é a diferença entre extrusão e moldagem por injeção?
R: A extrusão produz uma saída contínua para produtos com secções transversais uniformes (tubos, canos, perfis, folhas), enquanto a moldagem por injeção cria peças 3D discretas em ciclos (tampas, caixas, recipientes). A extrusão utiliza moldes de baixo custo e produz um mínimo de resíduos, ao passo que a moldagem por injeção requer moldes de custo mais elevado e gera canais/portas como resíduos.
Q3: O que causa a dilatação da matriz na extrusão de plástico?
R: A dilatação da matriz ocorre quando o polímero fundido relaxa e se expande depois de sair da matriz de alta pressão. Este é um efeito normal de recuperação elástica em polímeros fundidos. Para atingir as dimensões pretendidas, as ferramentas da matriz são normalmente concebidas com compensação (mais pequenas do que o tamanho final) para ter em conta a dilatação da matriz, a redução da velocidade de transporte e a contração térmica durante o arrefecimento.
Q4: Quais são os defeitos mais comuns na extrusão de plásticos?
R: Os defeitos mais comuns incluem: desvio de espessura (devido a alimentação inconsistente ou instabilidade da massa fundida), superfície rugosa/pele de tubarão (cisalhamento elevado ou desequilíbrio de temperatura na saída da matriz), ovalização (condições de arrefecimento ou dimensionamento irregulares), bolhas/vazios (humidade, entrada de ar ou contaminação) e manchas de descoloração/queimadura (degradação devido a tempo de residência excessivo ou pontos mortos).
Q5: O que é que os compradores devem preparar antes de adquirirem uma extrusora?
R: Para receber orçamentos exactos mais rapidamente, prepare: um desenho ou uma amostra do produto que mostre as dimensões e caraterísticas críticas, as especificações da resina (tipo de granulado, cargas, rácio de trituração), os objectivos de produção (kg/h ou m/min) e as horas de funcionamento previstas, as prioridades de qualidade (repetibilidade das dimensões, acabamento da superfície, tolerância de desperdícios) e as preferências a jusante (abordagem de arrefecimento, corte vs enrolamento).
Ler mais
Para leitores que pretendam aprofundar o controlo do processo de extrusão e a seleção de ferramentas:
PTOnline: Como selecionar as ferramentas certas para a extrusão de tubos
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Extrusora Jinxin e um engenheiro veterano com mais de 20 anos de experiência prática em máquinas para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da extrusora: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




