Maintenance préventive des lignes d'extrusion : Que faut-il ajuster en fonction de la chaleur, de l'humidité et de la poussière ?
Maintenance préventive des lignes d'extrusion ne se limite pas à une routine quotidienne, hebdomadaire et mensuelle fixe. Il s'agit également d'adapter les priorités de maintenance lorsque l'environnement change.
Une liste de contrôle standard suppose des conditions de travail raisonnablement stables. Dans la production réelle, cette hypothèse est rapidement battue en brèche. La température ambiante augmente. L'humidité augmente. La charge de poussière change en fonction des conditions météorologiques, de la construction à proximité ou des vents saisonniers. Lorsque ces variables changent, le système de refroidissement, l'armoire électrique, la section d'alimentation, le circuit d'eau et la manutention des matières premières ne se comportent plus de la même manière.
C'est pourquoi certains problèmes semblent “apparaître soudainement” à certaines périodes de l'année. La ligne était déjà vulnérable. L'environnement l'a simplement poussée au-delà de la marge qui cachait la faiblesse.
Au lieu d'attendre une alarme de surchauffe de l'entraînement à fréquence variable, une alimentation instable, de la rouille sur l'outillage ou une dérive de la longueur de coupe, vous adaptez la maintenance avant que ces problèmes ne se transforment en temps d'arrêt ou en rebut.
Ce guide décrit ce que maintenance préventive des lignes d'extrusion dans quatre conditions environnementales :
- fonctionnement par temps chaud
- fonctionnement à haute humidité
- conditions de fonctionnement poussiéreuses
- les périodes de transition avec de grandes variations de température
Il est conçu pour fonctionner parallèlement à votre routine liste de contrôle pour l'entretien de la extrudeuse. Cette liste de contrôle couvre le rythme d'entretien. Ce guide traite de l'adaptation à l'environnement.
Le principe de base de la maintenance préventive environnementale : lorsque les conditions de l'usine changent, les priorités de la maintenance doivent changer avec elles - avant que la ligne ne commence à dériver.

Maintenance préventive par temps chaud des lignes d'extrusion
Lorsque la température ambiante augmente, l'efficacité du refroidissement diminue dans tous les domaines : les tours de refroidissement rejettent moins efficacement la chaleur, les refroidisseurs travaillent plus dur, l'eau de refroidissement arrive plus chaude et les armoires électriques retiennent plus de chaleur. Une ligne qui fonctionne confortablement à une température ambiante de 25 °C peut devenir marginale à 38-45 °C sans qu'il soit nécessaire de modifier le produit, la vitesse de la vis ou les réglages de l'opérateur. Le premier goulot d'étranglement est généralement le système de refroidissement. Le second est la gestion de la chaleur électrique.
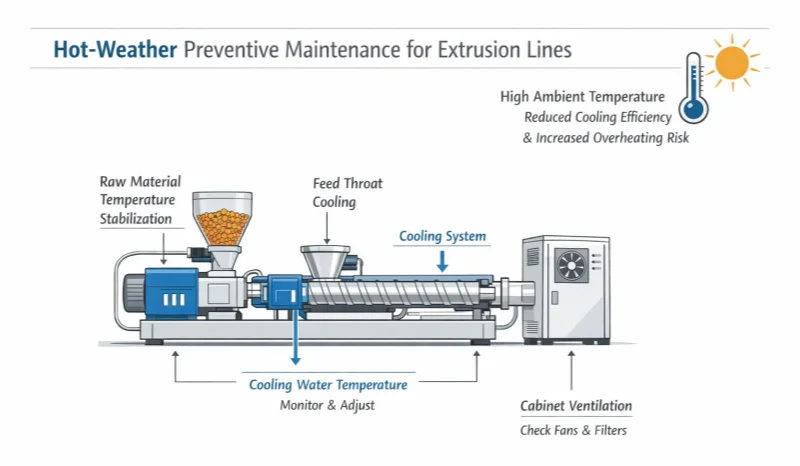
Vérifier la capacité du système de refroidissement en fonction de la charge estivale réelle
De nombreux systèmes de refroidissement sont dimensionnés pour des conditions modérées - environ 25 °C ambiants. Ils fonctionnent bien au printemps et deviennent marginaux dès que l'atelier atteint 38-45 °C. Le système n'est pas défaillant. Il ne dispose simplement plus d'une capacité suffisante pour l'environnement d'exploitation réel.
Ne vous fiez pas uniquement au point de consigne du régulateur. Mesurez la température réelle de l'eau de refroidissement atteignant le processus et comparez-la à ce dont le produit a besoin. Si l'eau est plus chaude que la normale, le produit retient plus de chaleur après les étapes de matriçage et de calibrage. Cela entraîne des déformations, une stabilisation dimensionnelle lente ou des problèmes de traction en aval.
C'est le bon moment pour inspecter le côté rejet de la chaleur :
- Nettoyer les ailettes du condenseur et les circuits d'air de la tour de refroidissement
- Éliminer les peluches, la poussière et les débris de toutes les surfaces d'écoulement de l'air.
- Vérifier les performances de la pompe et le taux de circulation
- Vérifier si le point de consigne du refroidisseur a besoin d'un ajustement saisonnier
Un échangeur de chaleur qui fonctionne de manière acceptable au printemps peut être la cause réelle de l'instabilité du produit au milieu de l'été.
Attention accrue au refroidissement du goulot d'alimentation
Le refroidissement de la gorge d'alimentation est plus critique par temps chaud, car l'eau de refroidissement entrante est déjà plus chaude. Cela réduit la marge thermique au niveau de la section d'alimentation.
Confirmez que l'eau circule correctement à travers l'enveloppe de la gorge d'alimentation et que la température de retour indique une réelle évacuation de la chaleur. Si la gorge d'alimentation surchauffe, les granulés se ramollissent trop tôt et se collent avant d'entrer dans le canal de la vis. Il en résulte un rendement instable, des coups de bélier ou un blocage complet dans la zone d'alimentation.
Il s'agit d'un schéma de défaillance courant dans le monde réel sur des lignes qui fonctionnent bien la majeure partie de l'année et qui commencent à présenter des problèmes d'alimentation au plus fort de l'été. Lorsque la boucle de refroidissement générale est déjà surchargée, le fait de donner à la gorge d'alimentation son propre circuit dédié plus froid peut résoudre le problème.
Si la ligne commence à montrer une instabilité de sortie pendant les périodes chaudes, vérifiez le refroidissement de la gorge d'alimentation avant de modifier les températures des barils ou la vitesse des vis. Pour connaître le mode de défaillance spécifique et la voie de diagnostic, voir L'extrudeuse n'est pas alimentée : Causes et solutions.
Protéger les armoires électriques des surchauffes saisonnières
Les pannes électriques en été sont souvent des pannes liées à la gestion de la chaleur, et non des “problèmes mystérieux de variateur de vitesse”.”
Vérifier tous les composants de refroidissement de l'armoire :
- Confirmer que les ventilateurs fonctionnent et que les climatiseurs (s'il y en a) sont en état de marche.
- Vérifier que la température interne reste dans la plage de fonctionnement nominale de l'EFV et de l'automate.
- Nettoyer ou remplacer les filtres d'admission - dans les environnements chauds et poussiéreux, augmenter l'entretien des filtres d'une à deux fois par semaine.
- Assurez-vous que l'armoire n'est pas exposée à la lumière directe du soleil ou que la circulation d'air n'est pas bloquée.
Pour les usines ne disposant pas d'une climatisation de l'armoire : assurez une ventilation adéquate de l'atelier et une circulation de l'air autour de l'armoire. Une armoire qui fonctionne en toute sécurité par temps doux peut atteindre des limites de température excessives en été sans qu'il y ait de défaillance interne.
Le premier symptôme est souvent constitué par des alarmes intempestives. Le second est l'interruption de la production.
Stabiliser la température des matières premières avant leur utilisation
La température des matières premières est souvent ignorée. Les granulés stockés dans des hangars métalliques, des zones extérieures ou des entrepôts mal ventilés peuvent atteindre 50 à 60 °C en été. L'alimentation en matière chaude directement dans l'extrudeuse modifie l'équilibre thermique au niveau de la section d'alimentation et réduit la marge de sécurité contre le ramollissement prématuré près de la gorge.
Laissez le matériau se stabiliser dans la zone de production pendant au moins 4 à 6 heures avant de l'utiliser. Cette simple étape permet d'éviter l'instabilité du processus sans toucher aux réglages de la machine.
Maintenance préventive à haute humidité pour les lignes d'extrusion
L'humidité place l'eau là où elle ne devrait pas se trouver : condensation à l'intérieur des armoires électriques, rouille sur les surfaces des matrices après l'arrêt, accumulation d'humidité dans les résines hygroscopiques, croissance biologique dans l'eau de refroidissement. Dans des conditions humides, un équipement qui semble propre et stable peut fonctionner plus près de la panne qu'on ne le pense. Les problèmes ne sont pas principalement liés à la chaleur, mais à l'apparition de l'humidité à des endroits où elle cause des dommages.
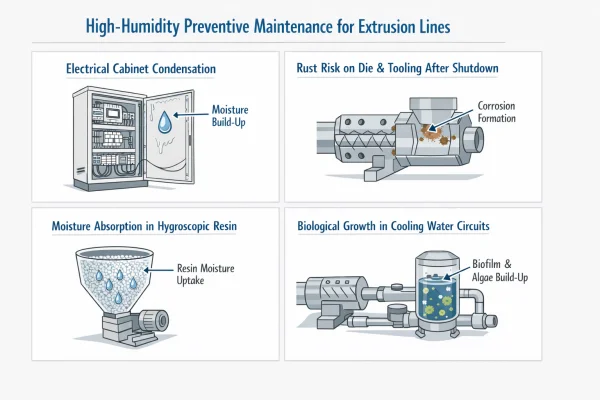
Prévenir la condensation à l'intérieur des armoires électriques
Lorsque la température de l'armoire tombe en dessous du point de rosée, de la condensation se forme directement sur les bornes, les circuits imprimés et les connexions de câbles. Cela crée des conditions propices à la corrosion, aux fuites à la terre, aux courts-circuits et aux pannes intermittentes difficiles à diagnostiquer.
C'est l'un des problèmes les plus négligés dans les climats humides, en particulier pendant les périodes d'arrêt et les démarrages du matin.
Pour réduire le risque :
- Installer des chauffages anti-condensation et les maintenir en activité pendant l'arrêt de l'installation.
- Inspecter les joints des portes de l'armoire et les points d'entrée des câbles pour vérifier qu'il n'y a pas de lacunes.
- Recherchez les traces de corrosion autour des bornes et des appareils à basse tension.
- Contrôle de l'humidité interne de l'armoire si des capteurs sont disponibles
Si les pannes électriques inexpliquées deviennent plus fréquentes pendant les mois humides, la condensation dans l'armoire doit être l'une des premières choses à vérifier.
Protéger les matrices et l'outillage de la rouille après l'arrêt de la production
En cas d'humidité élevée, la rouille peut commencer à se former sur les surfaces métalliques exposées dans les heures qui suivent l'arrêt de l'installation. Même une légère corrosion sur une lèvre de matrice polie ou une surface d'étalonnage se transmet directement au produit sous forme de marques de surface ou de contamination.
La réponse de la maintenance préventive :
- Nettoyer les surfaces de l'outillage immédiatement après l'arrêt
- Appliquer un spray antirouille ou une fine couche d'huile avant que la surface n'ait le temps de s'oxyder.
- Couvrir l'outillage qui ne sera pas remis en service dans les heures qui suivent.
- Stocker l'outillage de rechange dans des sacs scellés ou dans des armoires à humidité contrôlée.
Ceci est particulièrement important pour les produits sensibles à l'apparence et pour tout outillage dont les surfaces d'écoulement ou de contact sont polies. Une fois que la corrosion a commencé, la réparation prend beaucoup plus de temps que la prévention.
Renforcer le contrôle de l'humidité des matières premières
Les matériaux hygroscopiques - PA, PC, PMMA, TPU et autres - absorbent l'humidité plus rapidement dans des conditions humides. Les paramètres de séchage standard qui fonctionnent en saison sèche peuvent ne pas être suffisants.
En période humide :
- Augmenter la température de séchage ou prolonger le temps de séchage en fonction des relevés du point de rosée.
- Surveiller de plus près la stabilité du point de rosée des sécheurs
- Évitez de laisser les sacs ouverts exposés - refermez rapidement le matériel.
- Envisager une zone de stockage dédiée à la déshumidification pour les résines sensibles à l'humidité.
Même les matériaux non hygroscopiques (PE, PP) ne sont pas totalement à l'abri. Les sacs ouverts qui restent dans un environnement très humide accumulent de l'humidité en surface, ce qui peut provoquer des bulles, une rugosité de la surface ou un voile lors de l'extrusion.
Lorsque des défauts commencent à apparaître par temps humide, vérifiez la manipulation de l'humidité avant de supposer que la cause est la température de la machine ou l'état de la filière. Pour une discussion complète sur la façon dont l'humidité de la résine affecte la qualité de l'extrusion, voir L'importance du séchage de la résine dans l'extrusion des matières plastiques.
Augmenter la fréquence des inspections du système d'eau de refroidissement
Les conditions chaudes et humides accélèrent la croissance biologique, la formation de tartre et l'accumulation de résidus dans les réservoirs d'eau, les tuyaux, les filtres et les échangeurs de chaleur.
La qualité de l'eau de refroidissement devient une priorité de maintenance préventive :
- Inspecter les filtres et les crépines plus souvent - passer d'une fois par semaine à deux fois par semaine en cas de pic d'humidité.
- Contrôler la clarté et l'odeur de l'eau pour détecter les premiers signes de contamination biologique
- Ajouter un traitement biocide ou algicide si le système est sujet à la prolifération d'algues.
- Vérifier qu'il n'y a pas de restriction de débit ou de chute de pression dans les échangeurs de chaleur.
- Rincer et nettoyer les circuits problématiques avant que les performances de refroidissement ne se dégradent visiblement.
Si une ligne commence à présenter un refroidissement instable, un gauchissement ou des incohérences dimensionnelles pendant les mois humides, inspectez le circuit d'eau avant de modifier les réglages du processus. Pour un diagnostic station par station, voir Dépannage de l'extrusion par station.
Maintenance préventive des lignes d'extrusion en cas d'empoussièrement
La poussière affecte tous les composants qui dépendent d'un flux d'air propre, d'une détection précise ou d'une lubrification non contaminée. Elle n'endommage pas une ligne d'un seul coup - elle accélère le déclin de tous les systèmes qui dépendent de ces conditions. Les filtres se bouchent plus rapidement. Les roulements et les rails de guidage s'usent plus rapidement. Les fenêtres des capteurs perdent la qualité du signal.
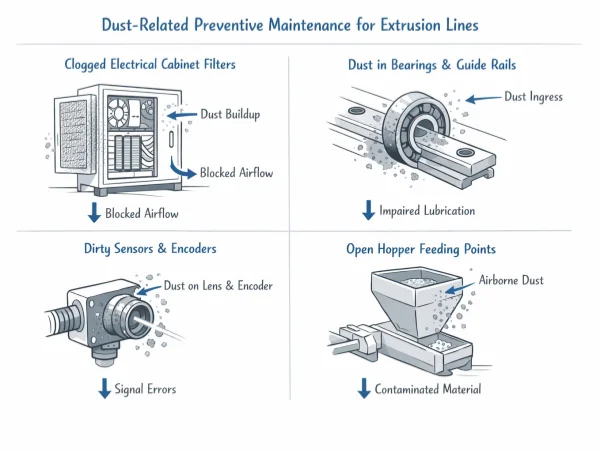
Réduire les intervalles de nettoyage des filtres
Chaque composant en mouvement dans l'air devient plus vulnérable dans les environnements poussiéreux :
- Filtres d'admission et protections des ventilateurs des armoires électriques
- Chemins d'air de la tour de refroidissement et du condenseur du refroidisseur
- Filtres du système d'air comprimé
- Prises d'air du ventilateur de refroidissement du moteur
Dans des conditions de forte poussière, les intervalles de nettoyage standard sont souvent insuffisants. Si le flux d'air est restreint, l'efficacité du refroidissement diminue, les températures augmentent et la fiabilité électrique diminue. Dans de nombreuses usines poussiéreuses, les intervalles d'entretien des filtres doivent être réduits de moitié.
Protéger les roulements, les rails et les composants de mouvement exposés
La poussière qui pénètre dans les points de lubrification devient abrasive. Les guides linéaires exposés, les roulements, les vis à billes et les assemblages de mouvements mécaniques sur l'arracheuse, la coupeuse et l'enrouleuse s'usent beaucoup plus rapidement dans les environnements poussiéreux.
- Vérifier que tous les couvercles anti-poussière, les joints et les soufflets sont intacts.
- Inspecter l'état de la graisse pour détecter les signes de contamination (texture granuleuse, décoloration).
- Augmenter la fréquence de lubrification pour éliminer les particules fines avant qu'elles ne provoquent une usure plus profonde.
L'usure mécanique liée à la poussière est rarement spectaculaire au début. Elle se manifeste par une dégradation progressive de la qualité du mouvement, une augmentation de la résistance ou une réduction de la durée de vie des composants.
Nettoyer les capteurs et les encodeurs avant de perdre en précision
La poussière sur les fenêtres des capteurs optiques et les surfaces des encodeurs affaiblit la qualité du signal bien avant que la ligne ne s'arrête. Il peut en résulter une longueur de coupe incohérente, une mauvaise synchronisation du déclenchement, un retour de vitesse instable ou une erreur de mesure inexpliquée.
Le nettoyage de routine avec de l'air comprimé propre et sec et un chiffon doux est simple mais permet d'éviter un nombre disproportionné de problèmes de précision en aval. Cela est particulièrement important lorsque la ligne dépend de la précision de la vitesse de traction ou du contrôle de la longueur de coupe.
Sceller les trémies et les points d'alimentation contre la contamination
La poussière contamine également le flux de résine. Vérifiez les couvercles des trémies, les raccords des tuyaux de transfert, les couvercles d'alimentation et tous les points de chargement ouverts.
Dans les environnements constamment poussiéreux, l'alimentation ouverte représente un risque de contamination, et pas seulement un problème d'entretien. Les systèmes d'alimentation fermés ou les lignes de transfert scellées font partie de la maintenance préventive, et ne sont pas des améliorations optionnelles.
Entretien préventif pendant les saisons de transition et les grandes variations de température
Le problème des saisons de transition n'est pas simplement le froid ou le chaud. Il s'agit du changement : les fortes variations de température d'un jour à l'autre et les transitions saisonnières rapides créent des tensions qui n'existent pas dans des conditions stables.
Laisser plus de temps pour la stabilisation thermique au démarrage
Lorsque l'équipement démarre à partir d'une température beaucoup plus basse pendant la nuit, la matrice, le cylindre, l'adaptateur et les composants environnants ont besoin de plus de temps pour atteindre un état de fonctionnement stable. Un démarrage précipité entraîne une dilatation thermique inégale et un début de production instable.
En période de forte variation de température, ajoutez 15 à 20 minutes au temps de préchauffage standard, en particulier pour la filière et le système de barillet. Cela coûte moins cher que les déchets produits par un démarrage prématuré.
Vérifier qu'il n'y a pas de condensation avant le démarrage du matin
Après une nuit fraîche suivie d'un matin humide, de la condensation peut apparaître sur l'extérieur du tonneau, à l'intérieur de l'outillage ou autour des connexions électriques. L'humidité dans le flux de matière fondue provoque des bulles et des défauts de surface. L'humidité sur les points électriques provoque des courts-circuits ou des signaux erratiques.
Une inspection visuelle rapide et un nettoyage avant le démarrage est une petite tâche qui permet d'éviter un grand nombre de problèmes matinaux “mystérieux”.
Revérifier les joints affectés par les cycles thermiques
Les dilatations et contractions répétées desserrent les raccords qui restent étanches dans des conditions stables. Les périodes de transition sont le bon moment pour vérifier :
- Couple de serrage du boulon de la matrice
- Raccords de la bride d'adaptation
- Raccords et colliers de serrage pour l'eau de refroidissement
- Raccordements des lignes hydrauliques et pneumatiques
- Tout joint traversant un gradient de température important
Un petit suintement au niveau d'un raccord d'eau de refroidissement peut ne pas être perceptible par temps stable mais devient persistant lorsque le cycle thermique quotidien commence.
Réévaluer les réglages de la température de l'eau de refroidissement
L'eau de refroidissement ne doit pas être un point de consigne fixe tout au long de l'année. Lorsque la température ambiante baisse, l'eau de refroidissement devient plus froide que ce dont le processus a besoin. Un refroidissement excessif peut augmenter les tensions internes dans le produit, le fragiliser, provoquer un blanchiment de la surface ou modifier la façon dont les dimensions s'établissent après l'étalonnage.
Révisez les points de consigne de l'eau de refroidissement au début de chaque changement de saison. Ajustez-les en fonction du comportement réel du produit, et non en fonction des réglages de l'été dernier.
Conclusion
Une extrudeuse ne fonctionne pas dans des conditions de laboratoire. Elle fonctionne dans la chaleur, l'humidité, la poussière et les changements de temps.
La maintenance préventive des lignes d'extrusion consiste à ajuster les priorités de maintenance avant que les contraintes environnementales ne se transforment en temps d'arrêt, en rebuts ou en production instable. N'attendez pas la première alarme de surchauffe, le premier produit marqué par la rouille ou la première défaillance dimensionnelle liée au refroidissement. Examinez l'environnement, identifiez les systèmes qui sont plus sollicités que d'habitude et agissez avant que la ligne ne commence à dériver.
Lorsque les problèmes environnementaux sont diagnostiqués à tort comme des problèmes de processus, ce sont les mauvaises solutions qui sont appliquées en premier. Exemples courants :
- Produit déformé en raison d'une capacité de refroidissement réduite - pas un problème de filière
- Alimentation instable due à une surchauffe de la goulotte d'alimentation - il ne s'agit pas d'un problème de vis ou de matériau.
- Les alarmes du variateur de vitesse sont dues à l'encrassement des filtres de l'armoire - il ne s'agit pas d'un défaut du variateur.
- Défauts électriques causés par la condensation - pas un défaut de câblage
- Défauts de surface causés par un outillage mal protégé - pas un problème de contamination des matériaux
- Dérive de la longueur de coupe causée par des capteurs encrassés - pas un problème de logiciel de contrôle
- Instabilité dimensionnelle causée par une eau de refroidissement non ajustée - pas une erreur d'étalonnage
Si le comportement anormal persiste après les contrôles environnementaux, passez au diagnostic structuré : Dépannage de l'extrusion plastique et Dépannage de l'extrusion par station.
L'entretien courant permet à la ligne de fonctionner. L'entretien préventif permet d'assurer la pertinence de la routine.
Si vous avez besoin d'aide pour définir les priorités en matière de maintenance préventive pour votre extrudeuse, votre climat et votre produit, vous pouvez vous adresser à l'un de nos spécialistes. contactez notre équipe d'ingénieurs.
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Achats (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Extrudeuse Jinxin et un ingénieur chevronné possédant plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une extrudeuse : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...




