ماكينة بثق بروفيل بلاستيكي دقيق لبروفيل PP وPE وABS وTPU
ماكينة بثق المقاطع البلاستيكية اللولبية المفردة اللولبية الذي تم تكوينه من الرسم الخاص بك، ودرجة المواد، ومتطلبات التفاوت المسموح به، والسطح المستهدف، وطريقة التحجيم النهائي.
تقوم Jinxin بتهيئة كل ماكينة بثق بلاستيكي دقيق من الرسم الخاص بك، ودرجة الراتنج، وهندسة المظهر الجانبي ومعايير القبول. يتم بناء الخط حول سلوك المواد، والمقطع العرضي، ومتطلبات التفاوت المسموح به، والتشطيب السطحي المستهدف، وطريقة التحجيم النهائية المطلوبة لمنتجك.
هذا ماكينة بثق مقاطع البولي بروبيلين والبولي إيثيلين والبولي بروبيلين والبولي يوريثان وبولي بروبيلين TPU يمكن تهيئتها للملامح أحادية المادة، والملامح ثنائية اللون، وهياكل الطبقات ذات الغطاء، والملامح الصلبة المختارة ذات البثق المشترك. يمكن مراجعة الـ PVC فقط كمركب كريات عند الاقتضاء، وليس كخطوط جانبية للنوافذ أو الأبواب البلاستيكية.
ما هو ماكينة بثق التشكيل الجانبي للبلاستيك الدقيق؟
ماكينة بثق التشكيل الجانبي البلاستيكي الدقيق هو ماكينة بثق التشكيل الجانبي البلاستيكي أحادي اللولب الذي يحول مركبات البولي بروبيلين والبولي إيثيلين والبولي بروبيلين المنفصل والبولي بروبيلين متعدد الكلور ومركبات الحبيبات البلاستيكية المختارة إلى تشكيلات جانبية مستمرة مصممة حسب الرسم الخاص بك - مع تحديد المقطع العرضي وتفاوت الأبعاد والتشطيب السطحي وطريقة التحجيم النهائي.
على عكس مورد التشكيل الجانبي النهائي أو خدمة البثق التعاقدي، فإن هذا الخط عبارة عن معدات إنتاج مهيأة حول هندسة التشكيل الجانبي وتوزيع الجدران وسلوك المواد ومعايير القبول. يوفر المشتري الرسم ودرجة الراتنج؛ ويتم تهيئة الخط لإنتاج هذا المظهر الجانبي في ظل ظروف الإنتاج المتفق عليها.
وتتبع العملية هذا التسلسل: التغذية بالمواد ← الصهر والتجانس اللولبي ← تشكيل القالب حسب المقطع العرضي الخاص بك ← التحجيم (التحجيم الحر أو المعايرة بالتفريغ) ← التفريغ ← التفريغ ← القطع والتكديس. يمكن إضافة البثق المشترك من أجل الهياكل ثنائية اللون أو الطبقات ذات الغطاء أو الهياكل الصلبة اللينة.
متغيرات التكوين الرئيسية التي تحدد إعداد الخط:
- المواد ودرجة الراتنج - تتطابق هندسة اللولب ونسبة الضغط ودرجة الحرارة مع المركب الخاص بك
- تعقيد المقطع العرضي - ميزان تدفق القالب، أو تصميم معايرة التفريغ أو اختيار الحجم الحر
- التسامح والهدف السطحي - مسار التبريد ونوع السحب وضغط التلامس
- صلابة المظهر الجانبي وثبات الشكل - تصحيح الاستقامة، وطريقة القطع ومنطق التراص
تغطي هذه الصفحة خطوط بثق المقاطع الجانبية البلاستيكية الدقيقة لمواد الحبيبات. ولا تغطي خطوط المقاطع الجانبية للنوافذ أو الأبواب البلاستيكية التي تستخدم عادةً أنظمة لولبية مزدوجة مع مركب المسحوق، أو توريد المقاطع الجانبية الجاهزة، أو خدمات البثق التعاقدية.
تهيئة ماكينة بثق المظهر الجانبي للبلاستيك أحادي اللولب
تقوم Jinxin بتهيئة كل ماكينة بثق للمقاطع البلاستيكية الدقيقة من الرسم الخاص بك، ودرجة المواد ومعايير القبول، وليس من كتالوج قياسي. يعمل سير العمل الهندسي لدينا على مواءمة التصميم اللولبي وأدوات القوالب والوحدات النهائية مع هندسة التشكيل الجانبي والسطح المستهدف واحتياجات ثبات الشكل. يتم دعم الـ PVC كمركب كريات فقط.
مراجعة السلوك المادي
تأكد من نوع الراتينج ونافذة المعالجة (PP / PE / TPU / ABS / مركب الحبيبات البلاستيكية المختارة) لتحديد هندسة اللولب وتوصيل الذوبان المستقر.
قالب التشكيل الجانبي وميزان التدفق
تم تصميم أدوات القوالب حول المقطع العرضي والتوزيع غير المتماثل للجدار للحصول على تدفق متناسق وثبات الأبعاد.
اختيار وحدة المصب
يتم اختيار التحجيم الحر للتبريد المباشر بالماء أو المعايرة بالتفريغ، بالإضافة إلى السحب والقطع والتقويم الاختياري حسب صلابة المظهر الجانبي وأولوية قفل الشكل.
روابط سريعة للأسئلة الشائعة الخاصة بالمواد
مكونات ماكينة بثق التشكيل الجانبي للبلاستيك الدقيق
تشكل الوحدات أدناه الخط الكامل. يختلف التكوين النهائي حسب المواد وهندسة المظهر الجانبي ومتطلبات التحجيم. الصور للرجوع إليها فقط.

منصة البثق
آلة البثق الرئيسية أحادية اللولب (مهيأة)
- نظام القيادة: محرك Siemens Beide من سيمنز + عاكس ABB ACS580 مع تحكم ثابت في السرعة من أجل البثق المستمر للمقاطع الجانبية.
- برغي وبرميل: تصميم لولبي يحركه المواد مع نافذة معالجة مطابقة لمركب الحبيبات PP / PE / ABS / TPU / PVC المحدد.
- التحكم في التدفئة: تحكُّم في التسخين بترحيل الحالة الصلبة (SSR) مع تنظيم درجة الحرارة متعدد المناطق للحصول على درجة حرارة ذوبان مستقرة.

منصة البثق المشترك الاختيارية
وحدة الطارد المشترك
- وحدة الطارد: آلة البثق المشترك مع مخرجات تتوافق مع متطلبات هيكل الطبقات، مثل الطبقات ثنائية اللون أو طبقات الغطاء أو الهياكل الصلبة اللينة.
- نظام القيادة: محرك قياسي + عاكس مع تحكم متزامن في السرعة لثبات الطبقة.
- الاندماج: تكامل الخط مع الواجهات الميكانيكية وواجهات التحكم المتوافقة مع الطارد الرئيسي والأدوات.
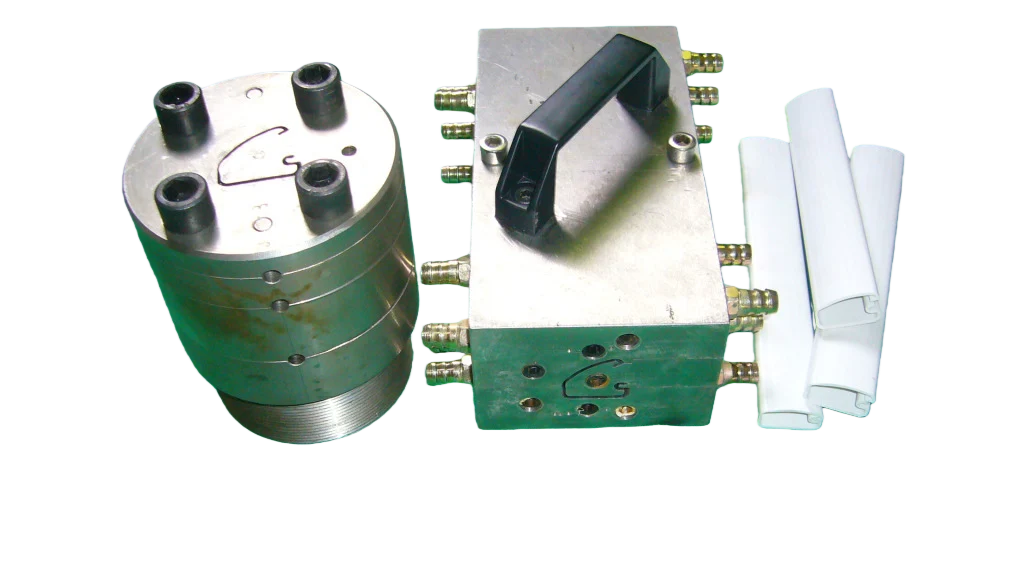
الأدوات
القوالب الجانبية وأدوات البثق المشترك
- تصميم القالب: مسارات تدفق مصممة هندسيًا حول المقطع العرضي وتوزيع سُمك الجدار لتوصيل ذوبان موحد.
- واجهة البثق المشترك: أدوات للهياكل ثنائية اللون أو طبقة الغطاء أو الهياكل الصلبة الناعمة، حسب المنتج.
- ميزان التدفق: هندسة توزيع مصممة لتقليل عدم استقرار الواجهة البينية عبر الطبقات، اعتمادًا على توافق المواد.

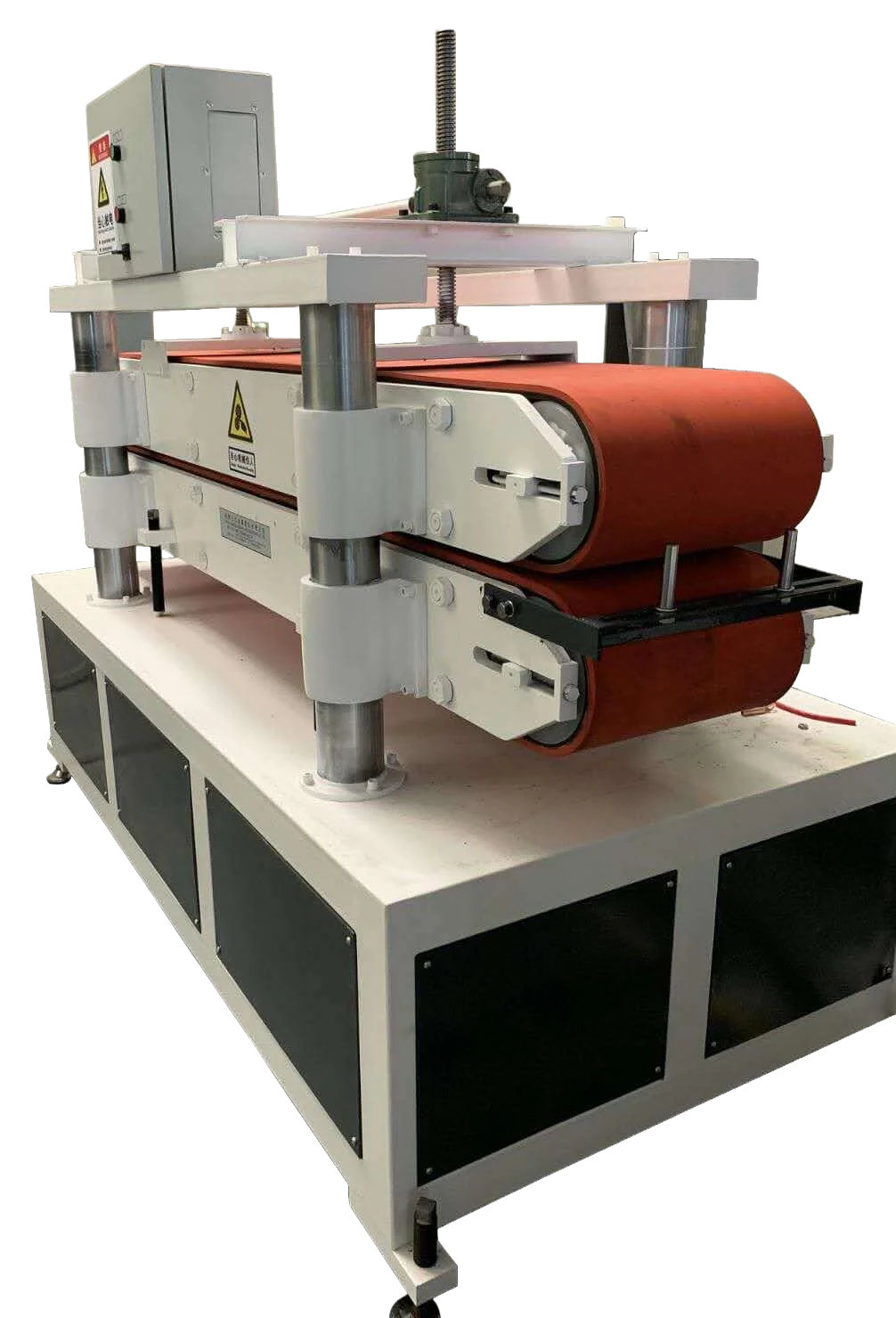
التحجيم والتبريد
خيارات التحجيم: التحجيم الحر أو المعايرة بالتفريغ
- تبريد بالحجم الحر: تبريد مباشر إلى الماء للملامح التي يكون فيها مظهر السطح حساسًا للتلامس.
- معايرة الفراغ: جهاز معايرة + خزان تفريغ الهواء للملامح المجوفة أو المعقدة التي تتطلب قفل الشكل. يتوفر تحجيم التفريغ متعدد المراحل للأشكال الهندسية الصعبة.
- إدارة المياه والفراغ: حلقة التبريد ومراقبة ثبات التفريغ من أجل أداء تحجيم متسق. يعتمد الإعداد النهائي على هندسة التشكيل الجانبي ومرافق الموقع.
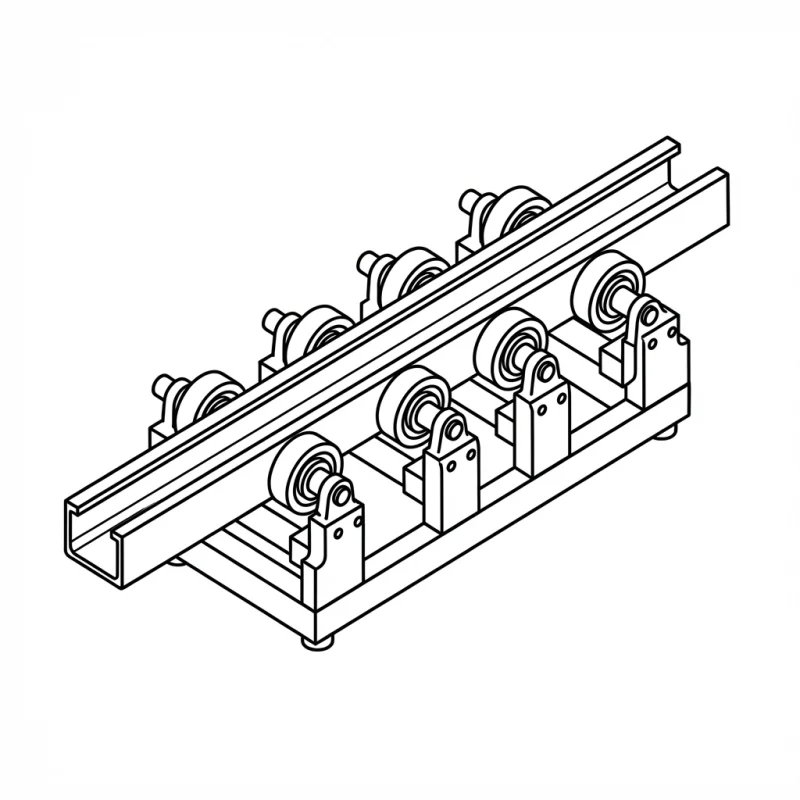
السحب
وحدة السحب الدقيق / وحدة السحب الدقيقة
- نوع الجر: حزام أو حزام التفريغ أو السحب بالكاتربيلر المطابق لصلابة المظهر الجانبي وحساسية السطح.
- التحكم في السرعة: متزامنة لتقليل تذبذب السُمك وانحراف الأبعاد.
- قابلية الصيانة: هيكل سريع الضبط وسهل الوصول إليه للتنظيف الروتيني والتبديل.
محاذاة اختيارية
الاستقامة/التصحيح المضاد للالتواء
- وحدة التصحيح: أجهزة الاستقامة والمحاذاة للملامح المعرضة للالتواء أو الانحناء أو الانحناء أو الانحناء.
- منطق الإعداد: طريقة التعديل على أساس تعقيد المقطع العرضي ومتطلبات الاستقرار.
- التنسيب: يتم وضعه بعد التحجيم والتبريد وفقًا لسلوك المنتج.

المصب
التقطيع + الإقلاع + التكديس
- طريقة التقطيع: وحدة قطع تتناسب مع صلابة المواد وسُمك الجدار والطول المستهدف، مثل القطع بالمنشار أو الدوارة أو المقصلة.
- المناولة: الإقلاع والتكديس لمناولة مستقرة دون تلف السطح.
- تخطيط مناسب: تخطيط المصب على أساس مساحة المصنع وتفضيلات التعبئة والتغليف.

المساعد الموصى به
المبرد الصناعي المبرد بالهواء المبرد بالهواء
- الوظيفة: نظام التبريد المائي مغلق الحلقة.
- الميزة: لا حاجة إلى تجمع مياه مدنية.
- التثبيت: تصميم التوصيل والتشغيل.
- النتيجة: درجة الحرارة الثابتة تدعم ثبات أبعاد المظهر الجانبي.
هل أنت جاهز لتهيئة ماكينة بثق التشكيل الجانبي للبلاستيك الدقيق الخاص بك؟
أرسل لنا رسم أو عينة الملف الشخصي الخاص بك، ودرجة المواد، ومتطلبات التفاوت المسموح به، والهدف من تشطيب السطح والمخرجات العملية المتوقعة. ستقوم Jinxin بمراجعة أدوات القالب، وطريقة التحجيم، والتشكيل النهائي لخط إنتاج التشكيل الجانبي الخاص بك.
استخدم لوحة الاتصال في هذه الصفحة أو البريد الإلكتروني sales@jfextruder.com.
تطبيقات المقاطع الجانبية البلاستيكية حسب المادة والمقطع العرضي
تم تهيئة ماكينة بثق البلاستيك الدقيق هذا لمجموعة من التطبيقات عبر البولي بروبيلين والبولي إيثيلين والبولي بروبيلين متعدد الكلور والبولي بروبيلين ABS والبولي بروبيلين متعدد الفينيل TPU ومركبات كريات PVC المختارة:
- مسارات PVC ومقاطع جانبية توجيهية من مركب الكريات - مقاطع جانبية شفافة أو ملونة للتطبيقات الكهربائية والانزلاقية والداخلية
- حماية ABS والملامح الزخرفية - واقيات الجدران، وحواف الزوايا والمكونات المرئية شديدة اللمعان للرعاية الصحية والاستخدام التجاري والداخلي
- مقاطع جانبية مرنة ومانعة للتسرب من مادة TPU - شرائط مرنة وأختام ومقاطع جانبية ناعمة الملمس تتطلب وضوح السطح وثبات الأبعاد
- مقاطع جانبية صناعية من البولي بروبيلين والبولي إيثيلين - الملامح الهيكلية والوظيفية مع التحكم في الانكماش وثبات الشكل في ظل الإنتاج المستمر
- مقاطع جانبية مقذوفة بشكل مشترك - تركيبات مزدوجة اللون، أو ثنائية اللون، أو تركيبات الغطاء أو تركيبات لينة صلبة عندما يسمح توافق المواد وتصميم المنتج
راجع قسم الأسئلة الشائعة الخاصة بالمواد في هذه الصفحة للحصول على إرشادات التكوين حسب نوع الراتنج.
لماذا يختار المصنعون وقادة المشتريات Jinxin
اختبار المصنع القائم على المنتج
قبل الشحن، نجري اختبارًا لنوع المنتج المتفق عليه للتحقق من مطابقة القالب وأبعاد المظهر الجانبي المستقرة في ظل ظروف البثق الحقيقية. بعد تشغيل المنتج بثبات، نقوم بتسجيل مراجع بدء التشغيل العملية مثل مناطق درجة الحرارة وسرعة اللولب وسرعة السحب وإعدادات المصب.
- التحقق من الأبعاد: نقوم بتشغيل الخط لإثبات أن القالب يوفر لك الأبعاد والتفاوتات الدقيقة للملف الشخصي.
- “وصفة بدء التشغيل”: نقوم بتسجيل معلمات المعالجة الناجحة (درجات الحرارة والسرعات) المستخدمة أثناء التجربة. تتلقى ورقة البيانات هذه لتخطي التخمين وبدء الإنتاج على الفور.
- معايرة المواد: إذا كان منتجك يستخدم مركبًا خاصًا، فقد نوصي بإرسال عينات من المواد قبل الاختبار حتى تكون مراجع بدء التشغيل مبنية على المادة المقصودة.
اقتباس شفاف، سطر بسطر
عرض الأسعار ليس ملخصًا غامضًا. إنه بيان سطر بسطر يسرد كل مكون من مكونات المعدات والعلامة التجارية (على سبيل المثال، Siemens، ABB)، مما يضمن تطابق الأجهزة مع الوعد.
- قائمة التكوين التفصيلية: يتم إدراج كل محرك وعاكس وخزان ووحدة تحكم حسب العلامة التجارية والطراز.
- مسح خيارات الخدمة: يتم اقتباس التركيب والتدريب في الموقع كـ بند متميز وشفاف-لا رسوم مفاجئة فيما بعد.
- السعر “النهائي” لا توجد إضافات خفية. ما توقع عليه هو ما تدفعه.
استراتيجية مكونات الخدمة العالمية
نحن ننفذ بصرامة استراتيجية المكونات “الجاهزة للخدمة” لضمان أمن سلسلة التوريد الخاصة بك.
- عمالقة العالم من المستوى 1 العالمي: بالنسبة للمحركات والمحركات الأساسية، نستخدم سيمنز، وABB، وRKC، وأومرون-متوفرة في أي مدينة صناعية في جميع أنحاء العالم تقريباً.
- علامات تجارية عالمية مثبتة: بالنسبة لعناصر التحكم والكهرباء، نختار علامات تجارية مثل ويكن و تشينت, التي أنشأت شبكات موزعين في الأسواق الرئيسية.
- النتيجة: سواء كان محرك أقراص ممتاز أو مرحل قياسي، فإن الجودة المعتمدة والصيانة المريحة مضمونة.
أوراق اعتماد الثقة
يقوم غالبية عملائنا الدوليين بتوسيع قدراتهم معنا - وهو مؤشر على الموثوقية على المدى الطويل.
نقوم بتهيئة الخط لتلبية مواصفات ملفك الشخصي المستهدف ومتطلبات اختبار المستخدم النهائي عند الطلب. كما نقدم أيضًا شهادة منشأ للمساعدة في تقليل رسوم الاستيراد الخاصة بك.
موثوق بها من قبل الشركات المصنعة التي تخدم العلامات التجارية العالمية
نحن ننتج مقاطع جانبية شفافة من البولي فينيل كلوريد الفينيل لأنظمة مقابس الطاقة المنزلقة - وهي عبارة عن سكة حديدية مثبتة على الحائط تسمح لوحدات المقابس بالانزلاق بحرية على طول المسار.
يجب أن يكون المظهر الجانبي واضحًا بصريًا للحصول على مظهر داخلي منزلي متميز ودقيق الأبعاد حتى تنزلق وحدة المقبس بسلاسة دون تشويش.
منحنا تصميم البرغي في خط البثق الجانبي من Jinxin ذوبانًا مستقرًا وخاليًا من الفقاعات منذ البداية. وقد اجتازت الشفافية ودقة التثبيت المفاجئة الفحص الوارد لعميلنا في أول دفعة تم تقديمها.
منتجنا الرئيسي هو مقاطع حماية جدران ABS لممرات المستشفيات - قضبان الحماية المثبتة على طول الجدران لمنع الضرر الناتج عن الأسرّة والكراسي المتحركة.
يعد اتساق السطح وتوحيد اللون عبر عمليات الإنتاج الطويلة أمرًا بالغ الأهمية، لأن هذه التشكيلات الجانبية يتم تركيبها في مناطق مرئية وعالية الحركة.
قامت شركة Jinxin بتهيئة القالب ومسار التبريد للحفاظ على تفاوتات الأبعاد الضيقة على مدار عمليات التشغيل المستمرة. لقد قمنا بتشغيل الخط لأكثر من عامين بإنتاج مستقر.“
الأسئلة الشائعة حول بثق التشكيل الجانبي للبلاستيك حسب المادة
حدد المادة التي تريدها أدناه للاطلاع على الأسئلة الشائعة المتعلقة ببثق المظهر الجانبي وإرشادات التكوين.
الأسئلة الشائعة حول تكوين الخط العام
متى يجب أن يستخدم خط التشكيل الجانبي للبلاستيك آلة بثق أحادية اللولب بدلاً من آلة بثق ثنائية اللولب؟
عادةً ما يُستخدم ماكينة بثق المقاطع البلاستيكية أحادية اللولب للمواد الحبيبية مثل البولي بروبيلين والبولي إيثيلين والبولي بروبيلين تيريفثالات وبولي بروبيلين تيريفثاليت وبولي بروبيلين متعدد الكلور ومركبات كريات بولي كلوريد الفينيل المختارة. وهي مناسبة عندما يعتمد المشروع على توصيل مستقر للذوبان ومطابقة القالب الجانبي والتحكم في تشطيب السطح والتحجيم النهائي بدلاً من معالجة مركبات المسحوق.
تُستخدم الأنظمة اللولبية المزدوجة بشكل أكثر شيوعًا في إنتاج مركب مسحوق البولي فينيل كلوريد الفينيل المركب وإنتاج مقاطع النوافذ أو الأبواب الصلبة. تركز هذه الصفحة على خطوط بثق المقاطع الجانبية البلاستيكية الدقيقة لمواد الحبيبات وليس خطوط المقاطع الجانبية للنوافذ البلاستيكية أو توريد المقاطع الجانبية النهائية.
الأسئلة الشائعة حول مركب الحبيبات البلاستيكية
كيف نختار التحجيم الحر، بدون تفريغ، مقابل المعايرة بالتفريغ لمقاطع الكريات البلاستيكية، خاصةً للأسطح اللامعة؟
إذا سمحت هندسة المظهر الجانبي والثبات, التبريد الحر المباشر إلى الماء مباشرة إلى الماء يمكن أن يقلل من تلامس الأدوات، مما يساعد عندما يكون مظهر السطح هو الأولوية. معايرة التفريغ عادةً ما يتم اختياره عندما يتطلب المقطع العرضي قوة أكبر قفل الشكل, غالباً للملامح المجوفة أو المعقدة.
يعتمد الاختيار النهائي على الرسم وتركيبة مركب PVC ومعايير المظهر أو العيب المتفق عليها.
كيف تحمي الملامح المركبة من الكريات البلاستيكية اللامعة من الخدوش أثناء المناولة والتعبئة؟
اختياري وحدة تغليف واقية للتغليف بالفيلم يمكن إضافتها في نهاية الخط لتطبيق حماية السطح قبل المناولة والتكديس والتعبئة. يتم تهيئة نوع الغشاء وطريقة التطبيق وفقًا لشكل المظهر الجانبي ومتطلبات السطح.
كيف تقلل من مخاطر التشوه في التشكيلات الجانبية المبثوقة بشكل مشترك، وما هي خطوات التحضير الرئيسية؟
عادةً ما يحدث التصفيح في المقاطع الجانبية اللينة الصلبة ذات البثق المشترك بسبب ضعف الترابط البيني بين المركبين. نحن نتعامل مع هذا الأمر من خلال مراجعة توافق المواد، واستراتيجية درجة الحرارة لدعم الترابط في الواجهة، والمناولة النظيفة للمواد لتجنب التلوث وتوازن التدفق من خلال أدوات البثق المشترك للحفاظ على نسب طبقات متسقة.
تعتمد الإعدادات النهائية على زوج المركب المحدد وبنية الطبقة الخاصة بك، ويتم التحقق من ذلك من خلال طريقة القبول الخاصة بك.
الأسئلة الشائعة حول مرونة مادة TPU المرنة وعالية التماسك
كيف يمكنك التخلص من علامات السحب السطحي والفقاعات في التشكيلات الجانبية لبولي يوريثان TPU؟
مادة TPU حساسة للاحتكاك والرطوبة. نحن نستخدم طلاءات متخصصة مانعة للالتصاق على أكمام التحجيم وتصميم لولبي يدعم التجانس اللطيف لتقليل انحباس الهواء والعيوب السطحية.
يمكن أن تنكمش أو تنحرف مقاطع TPU بعد التبريد. كيف يمكنك تثبيت الأبعاد في الإنتاج المستمر؟
يعتمد ثبات الأبعاد على اتساق التبريد والتحكم في السحب المطابق لهندسة المظهر الجانبي. نقوم بتهيئة مسار التبريد ودرجة حرارة الماء لتجنب الانكماش غير المتساوي، ثم نضبط شد السحب للحفاظ على ثبات السحب دون تشويه المظهر الجانبي.
يتم التحقق من صحة الرسم باستخدام نقاط أخذ العينات المتفق عليها في ظل ظروف الإنتاج.
هل يمكن لخطك التعامل مع البولي بروبيلين تيريفثاليت شديد النعومة، مثل 60A-80A؟
نعم. بالنسبة للبولي بروبيلين المطاطي الناعم جدًا، نقوم بتهيئة الخط باستخدام أداة سحب كاتربيلر ناعمة الملمس متخصصة وقواطع دوارة بدون شرائح لتقليل التشوه أثناء الجر والقطع.
الأسئلة الشائعة حول البولي أوليفين عالي الانكماش PP & PE
كيف يمكنك التحكم في الاعوجاج والانكماش وانحراف الأبعاد في التشكيلات الجانبية للبولي بروبيلين أو البولي إيثيلين؟
يتميز البولي بروبيلين والبولي إيثيلين بمعدلات تبلور عالية وانكماش كبير بعد التبريد. يبدأ التحكم في الأبعاد في القالب، حيث نقوم بتعويض انتفاخ القالب في تصميم الأدوات. بعد القالب، نستخدم خزانات تفريغ ممتدة متعددة المراحل ورذاذ الماء بكميات كبيرة لتجميد الأبعاد بسرعة، مما يقلل من تدرجات درجة الحرارة عبر الجدران السميكة والرقيقة.
يتم اختيار نوع السحب وضغط التلامس للحفاظ على ثبات السحب دون انطباع. بالنسبة للقطاعات العرضية المعقدة، يمكن إضافة وحدات تقويم مدمجة لمواجهة التشوه اللاحق للتبريد.
هل تتطلب التشكيلات الجانبية للبولي بروبيلين والبولي إيثيلين البولي بروبيلين تكوينات مختلفة في المراحل النهائية مقارنةً بالمواد الصلبة مثل ABS؟
نعم. بولي بروبيلين البولي بروبيلين والبولي إيثيلين شبه بلوري ويستمران في الانكماش أثناء تبريدهما، على عكس الراتنجات غير المتبلورة مثل ABS، والتي تستقر بشكل أسرع. وهذا يعني أن خطوط البولي بروبيلين والبولي إيثيلين تحتاج عادةً إلى مسارات تبريد أطول، وتغطية رش ماء أكثر قوة وضغط تلامس أقل لتجنب وضع علامات على سطح المادة الأكثر ليونة.
نقوم بتهيئة هذه المعلمات بناءً على درجة الراتنج الخاصة بك وهندسة المظهر الجانبي.
الأسئلة المتداولة حول بلاستيك ABS الهندسي شديد اللمعان
كيف تضمن الحصول على السطح شديد اللمعان المطلوب لملامح ABS؟
تعتمد جودة سطح ABS على تجانس الذوبان والتحكم الدقيق في درجة الحرارة. تم تصميم هندسة اللولب اللولبي الخاص ب ABS لتوفير ذوبان متجانس مع الحد الأدنى من خطوط التدفق. نوصي أيضًا باستخدام مجففات مجففة مدمجة لتقليل الرطوبة قبل المعالجة، لأن الرطوبة المتبقية في ABS يمكن أن تسبب خطوطًا فضية أو علامات متطايرة تضر بلمعان السطح.
كيف تحافظ على قوة الصدمات في بثق ABS؟
يحتوي ABS على مرحلة مطاط البوتادين التي تمنحه مقاومة الصدمات. يمكن أن يؤدي القص المفرط أو درجة حرارة البرميل إلى تدهور هذا الطور المطاطي، مما يجعل المظهر الجانبي النهائي هشًا. يجب أن تستخدم هندسة اللولب القص المتحكم فيه للمساعدة في الحفاظ على بنية البوليمر.
كما نراقب أيضًا درجة حرارة الذوبان عن كثب لإبقائها ضمن نافذة المعالجة الآمنة: عالية بما يكفي لتدفق جيد، ولكن منخفضة بما يكفي لتقليل مخاطر التدهور الحراري.
إرسال رسم ملف التعريف البلاستيك الخاص بك لتكوين الخط
شارك رسم ملف التعريف الخاص بك، ودرجة المواد، ومتطلبات التفاوت المسموح به، والتشطيب السطحي المستهدف، وشكل الإنتاج المتوقع من خلال النموذج الموجود في هذه الصفحة. إذا كان التشكيل الجانبي يحتاج إلى بثق مشترك، أو معايرة تفريغ الهواء، أو تبريد حر الحجم، أو تصحيح الاستقامة، فقم بتضمين هذه التفاصيل حتى تتمكن Jinxin من مراجعة تكوين الخط بدقة أكبر.
يمكنك أيضاً إرسال بريد إلكتروني إلى sales@jfextruder.com مع ملاحظات الرسم والمشروع.
