Экструдер для лент TPE: медицинские жгуты и эластичные бинты
Полная линия экструзии лент TPE для производства безлатексных медицинских жгутов, повязок Эсмарха и фитнес-полосок TPE.
Цзиньсинь строит каждый Линия по производству жгутов из ТПЭ включает в себя специальный экструдер TPE, станцию каландрирования и охлаждения, накопитель W-path dancer и систему продольной резки/перфорации. Каждая линия экструзии жгутов из TPE конфигурируется в соответствии с заданной твердостью, размером ленты, качеством поверхности и форматом резки, а затем проходит заводские испытания на предполагаемом составе при наличии материала перед отгрузкой.
Каждая линия конфигурируется в соответствии с заданной твердостью, размером полосы, качеством поверхности и форматом реза, а затем проходит заводские испытания на предполагаемом составе при наличии материала перед отгрузкой.

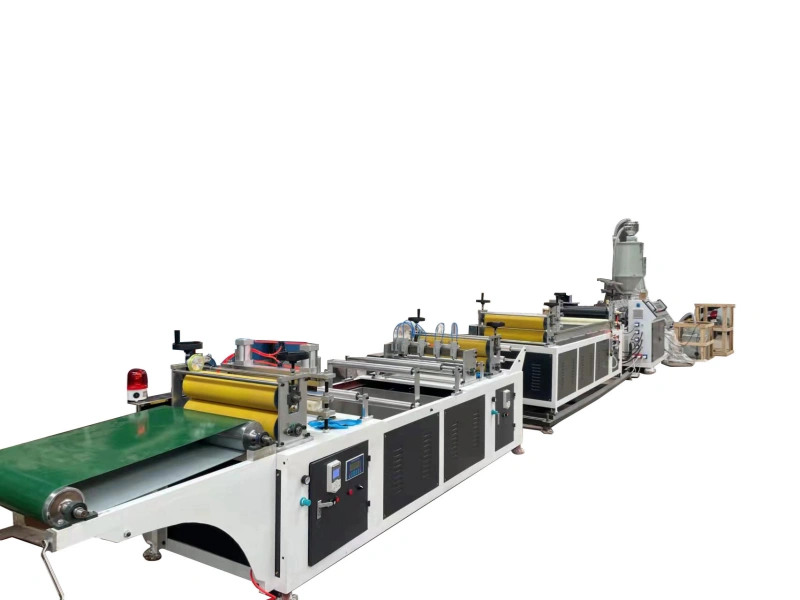
Конфигурация линии экструзии жгута из ТПЭ
Эта комплексная линия экструзии лент TPE состоит из трех специализированных блоков, которые выполняют все операции, начиная с плавки сырья и заканчивая формованием плоских лент, охлаждением, продольной резкой и перфорацией, и предназначена для стабильной обработки чувствительных сортов TPE.

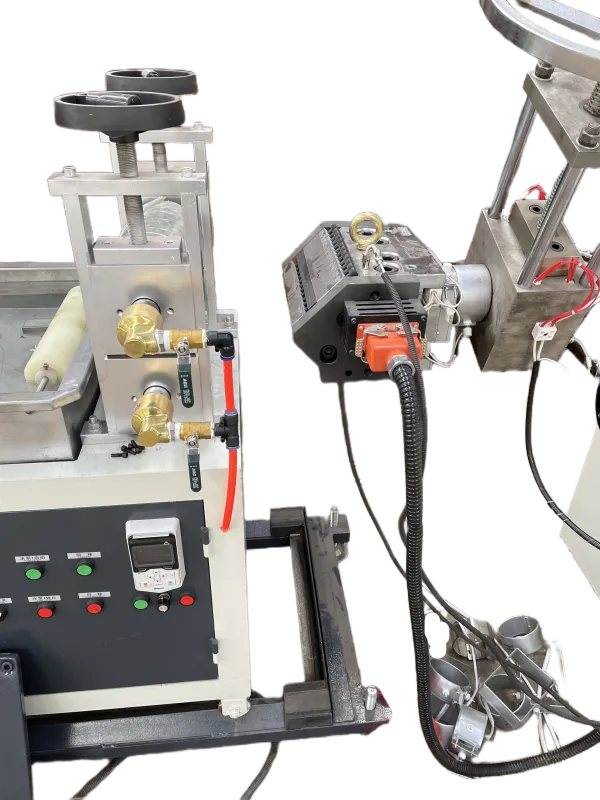
ЭКСТРУЗИОННЫЙ КОРЕНЬ
Высокостабильный экструдер для ТПЭ
- Система привода: Двигатель Siemens Beide с высокопроизводительным инвертором ABB серии 580.
- Поездка: Прямое соединение (Без ремней, не требует обслуживания)
- 9-зонный температурный профиль: Мы регистрируем точный 9-зонный температурный профиль, необходимый для предотвращения деградации TPE во время заводских испытаний, обеспечивая практическую температурную основу для стабильной толщины и качества поверхности.

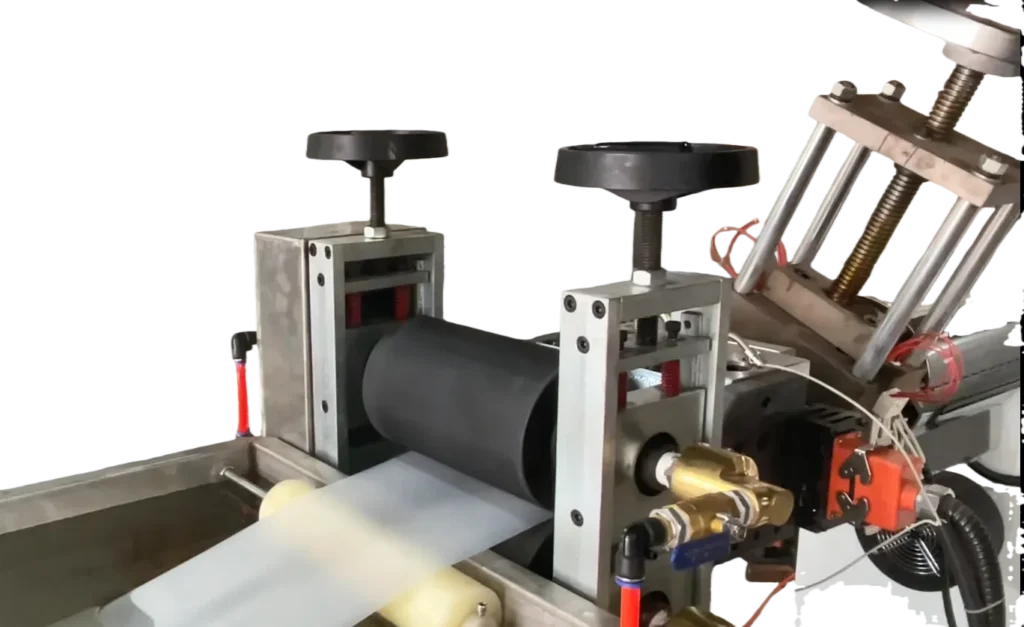
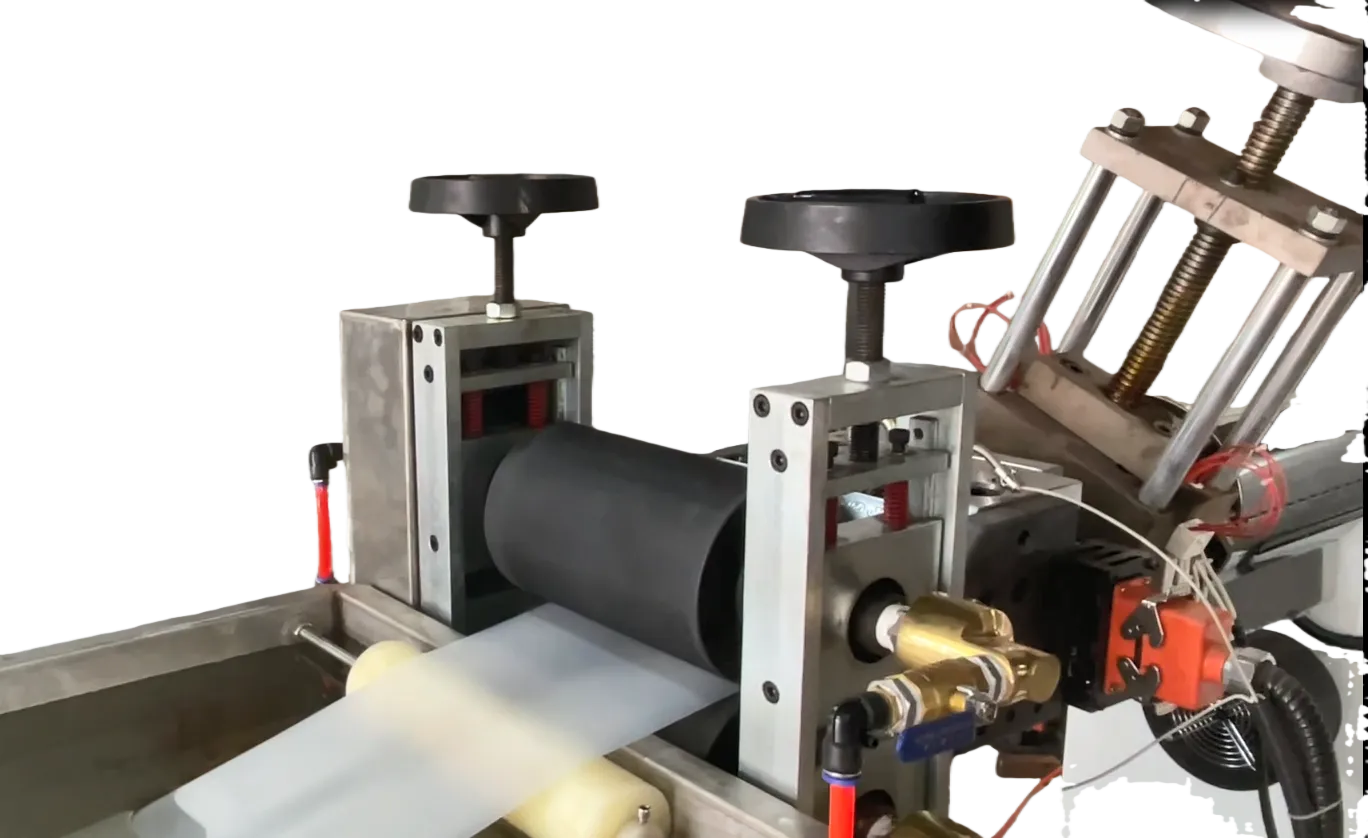
ФОРМОВКА И ОХЛАЖДЕНИЕ
2-валковая каландрирующая и охлаждающая станция
- Точное каландрирование: Двухвалковая каландровая система с регулируемым зазором между валками для ручного контроля толщины листа TPE.
- Технология Anti-Stick: Ролики с тефлоновым покрытием с внутренним водяным охлаждением для работы с высокомаслянистыми составами TPE без прилипания.
- Охлаждающий резервуар: Бак для воды из нержавеющей стали с независимым двигателем и инвертором ABB.
- Ролики со сменными поверхностями: Мы предоставляем на выбор гладкие или текстурированные (с рисунком) каландровые вальцы для производства как стандартных гладких лент, так и жгутов с противоскользящей текстурой.

ПРЕОБРАЗОВАНИЕ И БУФЕРИЗАЦИЯ
Станция продольной и перфорационной резки
- Танцор-арм Аккумулятор (W-Path): Четырехплечий танцор-аккумулятор, который компенсирует несоответствие скорости между непрерывной экструзией и прерывистой резкой, накапливая избыточную длину ленты между резками, чтобы уменьшить резкие изменения натяжения при остановке резчика.
- Прецизионная резка: Регулируемые пневматические ножи для разделения широкого полотна на несколько жгутов или широких Бинты Эсмарха.
- Перфорационная резка: Компьютерный контроль резки с энкодером для обеспечения точности фиксированной длины; производит профессиональные рулоны “тяни-толкай” с сигнализацией окончания резки.


Готовы ли вы настроить свою линию экструзии жгутов из TPE?
Расскажите нам, есть ли у вас уже модифицированный Поставщик компаунда TPE для вашего жгута или ленты. В этом случае мы рекомендуем отправить материал до начала заводских испытаний, чтобы мы могли проверить, правильно ли он работает на линии.
Если у вас еще нет подходящего состава, мы можем поделиться практическими предложениями по материалам, основанными на наших предыдущих проектах по экструзии лент TPE.
Используйте контактная панель на этой странице или по электронной почте sales@jfextruder.com.
Что такое экструдер для производства жгутов из ТПЭ?
Линия экструзии жгутов из TPE, иногда описываемая покупателями как машина для экструзии жгутов из TPE, представляет собой комплексную одношнековую производственную линию, которая превращает модифицированный компаунд TPE на основе SEBS в плоские эластичные ленты. Эти ленты могут использоваться для изготовления безлатексных жгутов, повязок Эсмарха / Эсмарка и резинок для фитнеса, в зависимости от состава и формата обработки.
Основные отличия технологического процесса от линий по производству каучука или латекса:
- Многозонный температурный контроль - предотвращает термическую деструкцию чувствительных соединений ТПО на основе SEBS во время экструзии
- Каландрирование + отделка по длине - сохраняет ленту в расслабленном состоянии от матрицы до упаковки без автоматического натяжения обмотки
- Отсутствие процесса вулканизации - Ленты TPE формируются путем экструзии и охлаждения, без вулканизации резины или погружения в латекс.
- Ускоренная переналадка материала - изменение цвета или состава происходит через экструзионную систему, без замены пресс-форм или вулканизационных дорнов

Применение - Что производит эта линия

Безлатексный жгут
Медицинские жгуты (одноразовые, без латекса)
Стандартные жгуты с плоскими лентами обычно производятся из модифицированных компаундов ТПЭ на основе SEBS. В проекте экструзионной линии для производства медицинских лент из ТПЭ типичный размер одноразового жгута составляет около 25 мм x 450 мм, при этом для безлатексных медицинских лент часто используются жгуты по Шору А 40-55.
Линия формирует плоскую эластичную ленту, а затем завершает ее резкой и отрезанием по длине или перфорацией с отрывом. Сертификация конечного продукта зависит от выбора состава, стерилизации, упаковки и процесса управления качеством.
Повязка Эсмарха
Бинты Эсмарха (хирургические эластичные обмотки)
В бинтах Эсмарха используется более широкий формат плоской эластичной ленты, чем в стандартных жгутах, часто шириной около 75-100 мм в зависимости от дизайна изделия. Для покупателей, сравнивающих экструзионную линию бинтов Esmarch, ключевым отличием обычно является ширина ленты и формат рулона, а не другой процесс экструзии.
“В международных документах о закупках для этого типа хирургических эластичных обмоток используются названия ”Эсмарх“ и ”Эсмарк".

Сопротивление фитнесу
Ленты для фитнеса и полоски для йоги
Для немедицинских резинок для фитнеса и лент для йоги линия может обрабатывать подходящие составы TPE с гладкой поверхностью. В зависимости от модифицированного состава, выбранного для производства, может использоваться более широкий диапазон твердости и удлинения, чем для одноразовых жгутов.
Конечные ощущения, удлинение и отскок зависят в основном от состава TPE, а экструдер контролирует формовку листа, охлаждение, обработку поверхности и формат резки.
Руководство по материалам - Модифицированные компаунды ТПЭ для экструзии жгутов
При производстве жгутов из ТПЭ составные вопросы так же, как и экструдер. Хорошо построенная линия, использующая не тот сорт TPE, все равно может производить ленты с плохой отдачей, дефектами поверхности, запахом или проблемами с контактом с кожей. За 14 с лишним лет работы по созданию экструзионных линий для производителей медицинских, гигиенических и промышленных изделий мы поняли, что согласование материала с линией - это то, что приводит к успеху или провалу многих проектов по производству лент из TPE.
Мы не занимаемся продажей TPE как материала. Этот раздел существует потому, что многие покупатели задают один и тот же вопрос перед заказом линии экструзии жгутов из TPE: использовать ли им собственный модифицированный состав TPE или попросить нас предложить практичный исходный материал?

Ссылка на совместимость материалов
Наша линия жгутов из TPE обычно конфигурируется с учетом следующего технологического окна:
| Параметр | Практический справочник |
|---|---|
Твердость по Шору А | Обычно 35-65 в зависимости от области применения продукта и рецептуры соединения |
| Составная основа | ТПЭ на основе SEBS для жгутов и повязок Эсмарха; подходящие составы ТПЭ для немедицинских резинок для фитнеса |
| Окно температуры расплава | Зафиксировано компаундом во время заводских испытаний |
| 9-зонный температурный профиль ствола | Документированная практическая рекомендация по вводу в эксплуатацию испытуемого соединения |
| Скорость линии | Соответствует вязкости расплава, характеру охлаждения и качеству готовой ленты |
Если покупатель предоставит нам состав TPE, мы можем протестировать его перед отправкой и записать температурный профиль, скорость линии и эталоны охлаждения, которые стабильно работают на этом сорте. Эти данные становятся исходной базой для первого серийного производства.
SEBS против SBS - почему базовый полимер имеет значение
Не все компаунды TPE ведут себя одинаково во время экструзии. Базовый полимер влияет на запах, устойчивость к окислению, эластичность, пригодность к контакту с кожей и долгосрочную стабильность продукта.
| ТПЭ на основе SEBS | TPE на основе SBS | |
|---|---|---|
| Структура полимера | Гидрогенизированная, насыщенная структура | Ненасыщенная структура |
| Устойчивость к окислению | Выше | Нижний |
| Запах | Обычно ниже | Более заметный |
| Экстрактивные вещества | Низкий | Выше |
| Общее использование | Жгуты, повязки Эсмарха и эластичные ленты с повышенными требованиями | Ленты для фитнеса, ленты для йоги и не медицинские ремни |
| Стоимость | Выше | Нижний |
Если поставщик называет только “TPE”, не указывая базовый полимер и целевую рецептуру, попросите предоставить более подробную информацию перед тестированием.
Отправьте свой состав для тестирования
Если у вас уже есть местный поставщик модифицированных компаундов TPE, мы рекомендуем отправка образца весом 10-20 кг до начала заводских испытаний. Мы можем прогнать материал во время заводских испытаний, проверить, образует ли он стабильную полосу, и записать температуру, скорость линии, охлаждение и рекомендации по отделке, которые работают с вашим составом.
Это особенно полезно, если компаунд получен из местных источников или специально модифицирован, поскольку разные марки TPE могут вести себя очень по-разному, даже если на бумаге их твердость выглядит одинаково.
Предложение по материалам для первого ввода в эксплуатацию
Если у вас еще нет подходящего поставщика компаундов, мы можем поделиться практическими предложениями по материалам, основанными на предыдущих проектах экструзии лент TPE. Это поддержка ввода в эксплуатацию подтвержденного линейного проекта, а не отдельная услуга по торговле материалами.
Мы не принимаем запросы только на компаунды. Цель состоит в том, чтобы помочь покупателю начать испытания на линии, имея на руках подходящий материал, когда поиск поставщиков ТПЭ на основе SEBS на местном рынке затруднен.
Дефект "акульей кожи" - основная проблема качества поверхности при экструзии ТПЭ
Даже при использовании подходящего компаунда и хорошо настроенной экструзионной линии на лентах TPE может появиться "акулья кожа", также называемая трещинами расплава. Он проявляется в виде мелкой чешуйчатой ряби на поверхности ленты и обычно связан с температурным профилем, скоростью сдвига, конструкцией фильеры, вязкостью расплава и скоростью вытягивания.
Во время заводских испытаний мы настраиваем линию вокруг испытуемого состава и регистрируем практическую тепловую базу, чтобы снизить риск появления "акульей кожи" при первом производстве.
Почему производители и руководители отделов закупок выбирают Jinxin
Заводские испытания на основе продукции
Перед отгрузкой мы проводим тестовые испытания согласованного типа продукта, чтобы проверить соответствие фильеры и стабильность размеров продукта в реальных условиях экструзии. После стабильной работы продукта мы записываем практические рекомендации по вводу в эксплуатацию, такие как температурные зоны, скорость шнека, скорость вытягивания и настройки резки или намотки.
- Проверка размеров: Мы запускаем линию, чтобы доказать, что пресс-форма обеспечивает точные размеры и допуски вашего изделия.
- Рецепт “Старт-ап”: Мы регистрируем успешные параметры обработки (температура, скорость), использованные во время испытания. Вы получаете это Лист данных отбросьте все догадки и немедленно приступайте к производству.
- Калибровка материала: Если в вашем продукте используется специальный состав, мы можем порекомендовать отправить образцы материала перед тестированием, чтобы эталоны для запуска были основаны на предполагаемом материале.
Прозрачное, построчное цитирование
Ваше коммерческое предложение - это не расплывчатое резюме. Это построчное перечисление каждого компонента оборудования и его марки (например, Siemens, ABB), гарантирующее, что оборудование соответствует обещаниям.
- Подробный список конфигураций: Каждый двигатель, инвертор, бак и контроллер перечислены по маркам и моделям.
- Очистить параметры обслуживания: Установка и обучение на объекте оплачиваются как отдельная, прозрачная статья расходов-Никаких неожиданных платежей.
- “Окончательная” цена: Никаких скрытых дополнений. Что вы подписываете, за то и платите.
Стратегия глобального обслуживания компонентов
Мы строго соблюдаем стратегию компонентов “Готовность к обслуживанию”, чтобы обеспечить безопасность вашей цепи поставок.
- Глобальные гиганты первого уровня: Для основных приводов и двигателей мы используем Siemens, ABB, RKC и Omron-доступны практически в любом промышленном городе мира.
- Проверенные международные бренды: Для систем управления и электрики мы выбираем такие бренды, как WECON и CHINT, которые имеют развитые дистрибьюторские сети на крупнейших рынках.
- Результат: Будь то привод премиум-класса или стандартное реле, проверенное качество и удобное обслуживание гарантированы.
Удостоверения доверия
Большинство наших международных клиентов расширяют свои мощности вместе с нами, что является показателем долгосрочной надежности.
По запросу мы настраиваем линию в соответствии с вашими целевыми стандартами продукции. Мы также предоставляем сертификат происхождения, чтобы свести к минимуму ваши импортные пошлины.
Что говорят наши клиенты
Наше предприятие в Мексике достигло стабильного производства с первого запуска, используя параметры запуска Jinxin. Линия по производству жгутов из ТПЭ соответствует стандартам качества нашей группы без дополнительных пусконаладочных работ - именно то, что нам было нужно для беспрепятственного трансграничного развертывания.

“Мы используем одну линию Jinxin для производства жгутов из TPE и рулонов бинтов Esmarch для нашего ассортимента медицинской продукции, сертифицированной по стандартам FDA, CE и ISO 13485. Эти сертификаты мы получаем благодаря собственной системе чистоты, стерилизации, упаковки и качества; роль экструзионной линии заключается в стабильном формовании, постоянном размере лент и повторяемости производства. Когда в процессе производства мы обнаружили дефекты поверхности, компания Jinxin помогла нам определить, что проблема связана с измененной партией компаунда TPE, и направила нашу команду на корректировку”.”
— Производитель медицинских эластичных изделий, Малайзия
Часто задаваемые вопросы - производство жгутов и бандажей из ТПЭ
TPE сложно обрабатывать - как снизить риск постоянного растяжения в процессе производства?
Три фактора имеют наибольшее значение:
- Компаунд устанавливает потолок: Основа SEBS, твердость, содержание масла и рецептура определяют максимальную отдачу. Ни одна экструдер не может добавить эластичности, которой нет у компаунда.
- Температурный профиль защищает его: Документально подтвержденный температурный режим помогает предотвратить деградацию во время экструзии. Перегретый ТПЭ может окончательно потерять эластичность.
- Дизайн линии защищает ее: Отделка по длине без автоматического натяжения обмотки обеспечивает расслабление ленты от штампа до упаковки.
При правильном подборе этих факторов лента может выходить из линии с заданной эластичностью. Именно поэтому наша служба поддержки в первую очередь проверяет соответствие партии компаунду, когда клиент сообщает о проблеме с отдачей.
Что делать, если состав TPE в разных партиях отличается или не соответствует ожиданиям?
Перед отправкой пришлите нам образец предполагаемого состава. Во время заводских испытаний мы можем запустить его на вашей реальной линии, проверить, образует ли он стабильную ленту, и записать температурный профиль, скорость линии и рекомендации по охлаждению, которые работают с вашим материалом.
При последующей смене партии или поставщика у оператора есть проверенная отправная точка, а не предположения. Многие дефекты, возникающие в середине цикла, связаны с вариациями состава, а не с поломкой оборудования, и документированная базовая линия значительно ускоряет диагностику.
О тестировании материалов и вариантах первого ввода в эксплуатацию см. раздел "Руководство по материалам" выше.
Может ли эта линия включать автоматический намотчик, как, например, машины для резинок или галстуков для волос?
Нет. Для жгутовых лент из TPE это качественное решение, а не ограничение. Автоматические намотчики обеспечивают непрерывное натяжение по мере наращивания рулона. Для резинок и резинок для волос небольшое предварительное растяжение может не иметь значения, поскольку готовое изделие представляет собой замкнутую петлю. Но плоские жгуты из TPE должны оставаться расслабленными до окончательного использования.
В нашей линии вместо этого используется обрезка по длине или перфорация, что обеспечивает поддержку:
- Снижение риска перед растяжением: Группа остается расслабленной от кубика до упаковки.
- Визуальный осмотр: Операторы могут проверить ленту перед окончательной упаковкой.
- Более простое обслуживание: Для этого метода производства не требуется намотчик с контролем натяжения.
Именно поэтому на линии вместо автоматической намотки используется W-образный танцевальный аккумулятор, точечная перфорационная резка и ручное снятие рулонов.
Как производятся жгуты из ТПО?
Комплексная линия по производству жгутов из ТПЭ превращает модифицированный ТПЭ на основе SEBS в плоские ленты без латекса с помощью четырехэтапного процесса:
- Компаундирование: Базовый полимер SEBS смешивается с технологическим маслом и добавками для достижения целевых характеристик продукта, часто около 40-55 единиц по Шору A для одноразовых жгутовых лент.
- Экструзия: Смесь расплавляется в многозонном одношнековом экструдере и формуется в плоский лист с помощью двухвалкового каландрирования.
- Охлаждение и продольная резка: Лист охлаждается в водяной бане из нержавеющей стали, затем разрезается на отдельные полосы с помощью регулируемых пневматических ножей.
- Отделка по длине или перфорация: Перфоратор с точечной перфорацией производит рулоны с отрывом или отрезки ленты фиксированной длины в зависимости от формата отделки.
На экструзионной линии производится лента TPE. Окончательное соответствие медицинским требованиям зависит от чистоты помещения, стерилизации, упаковки, документации на материалы и системы управления качеством производителя. Сама экструдер не является объектом медицинской сертификации.
Что такое дефект "акульей кожи" при экструзии TPE и как его уменьшить?
Акулья кожа, также называемая трещиной расплава, является распространенным дефектом поверхности при экструзии лент TPE. Он проявляется в виде мелкой чешуйчатой ряби на поверхности ленты и обычно связан с температурным профилем, скоростью сдвига, конструкцией фильеры, вязкостью расплава и скоростью вытягивания.
Во время заводских испытаний мы настраиваем линию вокруг испытуемого состава и регистрируем практическую тепловую базу. Это помогает снизить риск появления "акульей кожи" при первом производстве и дает вашему оператору лучшую отправную точку для последующих корректировок партии.
Жгут из TPE и латекса - в чем разница в производстве?
| TPE (компаунд на основе SEBS) | Натуральный каучуковый латекс | |
|---|---|---|
| Процесс | Одношнековая экструзия + каландрирование | Вулканизация погружением или непрерывная вулканизация |
| Риск аллергии на латекс | Маршрут из безлатексного материала | Риск аллергии на натуральный латекс |
| Инструментальная оснастка | Штамп + каландровые валки | Формы для погружения или вулканизационные оправки |
| Переход | Изменение состава или цвета в системе экструзии | Замена пресс-формы / дорна или латексной системы |
| Поведение на полке | Более стабильны при правильном выборе соединения | Более чувствительны к старению и окислению |
Экструзия TPE - это непрерывный линейный процесс, в то время как окунание в латекс обычно происходит периодически. Они требуют разного производственного оборудования и не используют один и тот же технологический маршрут.
Какой температурный профиль требуется для экструзии SEBS/TPE?
ТПЭ на основе SEBS часто обрабатывается при температуре 160-210 градусов С, в зависимости от марки, содержания масла, твердости и рецептуры. Ключевым моментом является не одно фиксированное число, а стабильный температурный градиент в стволе и фильере.
Мы не публикуем универсальный профиль, поскольку каждый модифицированный состав TPE ведет себя по-разному. Вместо этого, когда покупатель предоставляет предполагаемый состав, мы записываем температурный профиль по зонам ствола во время заводских испытаний и предоставляем его в качестве практического эталона для запуска первого серийного производства.
Связанные ресурсы
- О компании Jinxin - почему мы сосредоточились исключительно на одношнековой экструзии →
- Установка и ввод в эксплуатацию: Удаленный монтаж и монтаж на месте - что ожидать →
- Запасные части и текущее обслуживание для вашей экструзионной линии →
- Распространенные проблемы экструзии и способы их устранения →
Отправить заявку на линию жгута TPE
Сообщите нам тип вашей целевой продукции, например, жгуты из ТПЭ, валики для бинтов Эсмарха или полоски для фитнеса. Также сообщите нам, есть ли у вас уже поставщик модифицированных компаундов TPE.
Если у вас уже есть компаунд, мы рекомендуем отправить материал перед заводскими испытаниями, чтобы мы могли проверить, правильно ли он работает на линии. Если у вас еще нет подходящего состава, мы можем поделиться практическими предложениями по материалам, основанными на предыдущих проектах экструзии лент TPE.
Воспользуйтесь панелью контактов на этой странице или напишите по адресу sales@jfextruder.com.
