
Variação da espessura da parede de extrusão: Causas, diagnóstico e soluções rápidas
Lede
A variação da espessura da parede da extrusão é normalmente um sintoma de desequilíbrio da linha e não um problema de configuração única. Quando as dimensões começam a desviar-se - a parede a ficar mais fina, o diâmetro externo a sair da tolerância ou o peso do medidor a mudar - a causa raramente é um parâmetro isolado.
Este artigo fornece-lhe uma forma estruturada de identificar o padrão, localizar a causa e restaurar a produção estável.
Neste artigo, ficará a saber:
- Qual o aspeto do desvio de dimensão na produção real e qual a sua importância comercial
- Porque é que a variação da espessura da parede é normalmente o primeiro sinal de aviso
- Um quadro de diagnóstico com três perguntas para identificar desvios, flutuações ou mudanças de direção antes de tocar em quaisquer definições
- As quatro principais causas de instabilidade dimensional e como as separar
- Passos práticos de correção para paredes mais finas, paredes mais espessas e tamanhos flutuantes
- Quando parar de tratar o sintoma e passar para a resolução de problemas a nível do sistema
- Como reduzir a repetição de ocorrências através da disciplina operacional
1. Como é o desvio de dimensão na extrusão
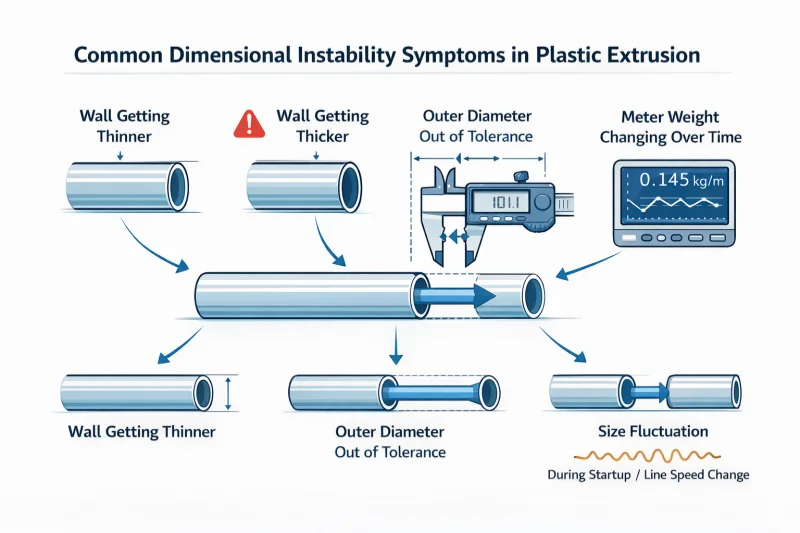
Na produção real, a instabilidade dimensional nem sempre aparece como uma falha dramática. Mais frequentemente, aparece como uma linha que ainda está a funcionar, mas que já não mantém o tamanho pretendido de forma consistente. Os operadores podem notar primeiro que a espessura da parede está a ficar lentamente mais fina, que o diâmetro exterior começa a aproximar-se do limite de tolerância ou que o peso do medidor já não corresponde ao valor esperado. Para saber como o controlo do peso do medidor funciona na prática, consulte o nosso guia para [controlo do peso do medidor na extrusão de plástico].. Em algumas linhas, o problema é óbvio durante o arranque. Noutras, só se torna visível após um aumento de velocidade, uma mudança de material ou um longo período de produção.
Os sinais comuns incluem:
- espessura da parede gradualmente mais fina
- espessura da parede gradualmente mais espessa
- Os DO estão a afastar-se da tolerância
- peso do medidor a mudar ao longo do tempo
- flutuação do tamanho do produto durante o arranque ou alterações da velocidade da linha
Isto é importante porque um problema dimensional é normalmente o resultado visível de um desajuste mais profundo algures no processo. O produto está a mostrar-lhe que o material por unidade de comprimento já não está a ficar onde deveria.
No caso de produtos rígidos, como tubos e perfis, esta situação torna-se rapidamente grave do ponto de vista comercial. Estes produtos são aceites por dimensão, parede e consistência. De acordo com as normas dimensionais, tais como ISO 4427-1, Mesmo uma redução modesta da parede pode ter consequências diretas em termos de conformidade. Uma linha pode ainda parecer “produtiva”, mas se o tamanho estiver a desviar-se, o resultado é material desperdiçado, qualidade instável e disputas evitáveis durante a inspeção.
2. A variação da espessura da parede é frequentemente o primeiro sinal de alerta
A variação da espessura da parede é normalmente o primeiro sinal visível de que a linha já não está a manter uma condição de produção adequada.
Entre todos os problemas dimensionais, a variação da espessura da parede é normalmente o primeiro que os operadores notam claramente. Nas linhas de tubos, é fácil compreender porquê: a espessura da parede está diretamente relacionada com a utilização do material, o desempenho da pressão e a aceitação da inspeção. Nas linhas de perfis, a variação da espessura pode aparecer como fraqueza local, mau ajuste ou comportamento inconsistente da peça, mesmo antes de a secção transversal completa parecer obviamente distorcida.
A espessura da parede também tende a aparecer mais cedo do que o colapso em tamanho real, porque reage imediatamente a alterações no material por unidade de comprimento. Se a linha começa a ter um excesso de desenho, a parede normalmente revela-o antes de o resto do produto parecer obviamente errado. Se a linha começar a ser alimentada em excesso, a parede pode acumular-se antes de os operadores notarem uma instabilidade dimensional mais ampla.
Esta é uma das razões pelas quais os problemas de espessura da parede atraem tanta atenção na extrusão. A linha pode ainda estar a funcionar, a superfície pode ainda ter um aspeto aceitável e o produto pode ainda parecer direito - mas a parede já está a dizer que o processo já não é estável.
Em termos práticos, a espessura da parede não é muitas vezes o problema total - mas é frequentemente o primeiro sinal claro de que se está a desenvolver um problema dimensional maior.
3. Diagnóstico rápido: Desvio, flutuação ou mudança de direção?
Um diagnóstico correto começa com a identificação do padrão e não com o ajuste dos parâmetros.
Antes de alterar as definições, a primeira tarefa é identificar o tipo de problema dimensional que se está a verificar. Muitos operadores perdem tempo porque reagem demasiado depressa ao sintoma sem primeiro reconhecerem o seu padrão. Um diagnóstico estável começa com três perguntas simples.
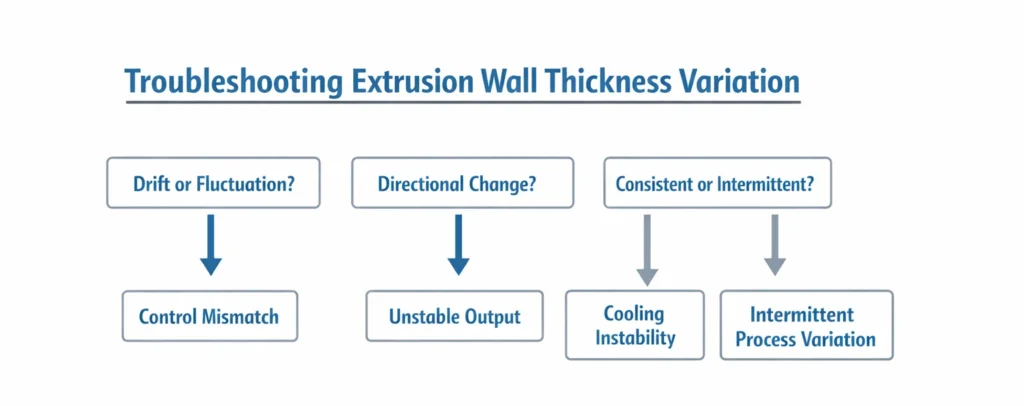
3.1 É deriva ou flutuação?
Um problema de desvio move-se gradualmente numa direção. Por exemplo, a espessura da parede diminui lentamente ao longo do tempo, ou o diâmetro externo move-se gradualmente para cima durante um longo período. Isto aponta frequentemente para uma incompatibilidade de controlo, uma mudança térmica, uma alteração das condições a jusante ou uma instabilidade lenta do processo.
Um problema de flutuação move-se para cima e para baixo repetidamente. A espessura da parede pode variar em torno do alvo, ou o peso do medidor pode oscilar em vez de se mover numa direção clara. Normalmente, isto aponta para uma alimentação instável, uma saída de massa fundida inconsistente, uma resposta variável de transporte ou instabilidade de arrefecimento.
3.2 A mudança é direcional?
Se a parede estiver a ficar mais fina, é provável que a linha esteja a ser puxada em excesso ou que o fornecimento efetivo de material por unidade de comprimento esteja a diminuir.
Se a parede estiver a ficar mais espessa, a linha pode estar a alimentar o produto em excesso ou a remoção a jusante já não está a acompanhar o material entregue.
A mudança de direção é útil porque indica se a linha está a comportar-se como se estivesse a receber demasiado pouco ou demasiado material para a condição de tração atual.
3.3 É consistente ou intermitente?
Um problema consistente tende a repetir-se da mesma forma. Isto sugere frequentemente um problema de configuração, um problema de estado emparelhado ou uma condição de funcionamento estável mas incorrecta.
Um problema intermitente aparece apenas por vezes - durante o arranque, após alterações de velocidade, após o reabastecimento da tremonha ou em determinadas condições de temperatura. Este facto aponta normalmente para uma variação e não para um erro de configuração fixo.
Esta estrutura simples evita o ajuste cego. Quando se sabe se o problema é a deriva, a flutuação ou a mudança de direção, o passo seguinte torna-se muito mais óbvio.
4. Principais causas do desvio de dimensão
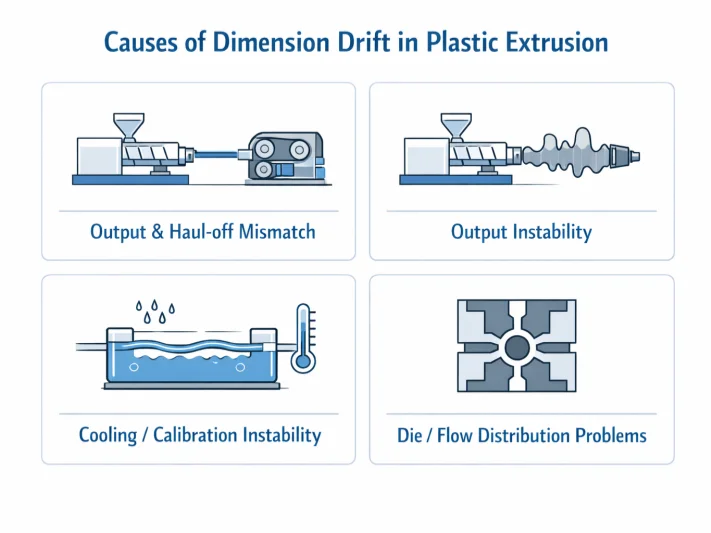
A maior parte dos problemas dimensionais tem origem em desajustes, entregas instáveis ou controlo a jusante instável.
Quando as dimensões da extrusão saem da gama, a causa não é normalmente aleatória. Na maioria das situações de produção, o problema provém de uma de quatro áreas: desajuste da linha, saída instável, estabilização instável a jusante ou distribuição desigual do fluxo.
4.1 Desfasamento entre a produção e o transporte
Esta é uma das causas mais comuns e mais negligenciadas do desvio de dimensão.
Se o reboque puxar mais depressa do que a linha está a fornecer material estável, o produto entra numa condição de excesso de tração. O resultado é normalmente uma parede mais fina, uma secção transversal reduzida ou uma perda dimensional gradual. Se a linha fornecer mais material do que o transportador está a remover à taxa correspondente, o resultado é uma parede mais espessa, um produto mais pesado e um controlo de dimensão instável.
O ponto importante é que as alterações da velocidade da linha não são neutras na extrusão. Elas alteram diretamente o material por unidade de comprimento. Quando os operadores tentam recuperar o tamanho alterando apenas um dos lados da linha, o resultado pode parecer melhor durante um curto período de tempo, mas a condição combinada está frequentemente a piorar.
Para uma explicação mais completa deste mecanismo - incluindo o funcionamento do rácio de levantamento e a importância do controlo coordenado - consulte o nosso guia para [sincronização da velocidade de saída da extrusora e da velocidade de arrasto].
4.2 Instabilidade de saída
Mesmo que as definições de destino estejam corretas, uma saída instável pode criar desvios dimensionais.
Isto pode dever-se a inconsistência na alimentação, formação de pontes, problemas no estado da garganta, variação da densidade do material a granel, instabilidade da temperatura da fusão ou flutuação do fornecimento do parafuso. Nestes casos, a linha pode não estar obviamente “errada” na configuração, mas a quantidade de material que chega à matriz já não é suficientemente estável para suportar uma geometria estável.
É por isso que algumas linhas apresentam flutuações de dimensão, mesmo quando as configurações de transporte parecem inalteradas. O extrator está a responder a um fluxo de produto que já não é consistente.
Se a causa suspeita for a instabilidade da alimentação, ver [Porque é que a minha extrusora não está a alimentar?] para um diagnóstico passo a passo.
4.3 Instabilidade de arrefecimento ou de calibração
Uma linha pode também desviar-se dimensionalmente porque a estabilização a jusante já não é repetível.
Nas linhas de tubos, as alterações de calibração do vácuo, a inconsistência do arrefecimento ou a carga de dimensionamento instável podem afetar a forma e a dimensão finais. Nas linhas de perfis, o desequilíbrio do arrefecimento ou a alteração das condições de suporte podem fazer com que a secção se comporte de forma diferente, mesmo quando a entrega a montante parece normal.
Este tipo de problema aparece frequentemente após alterações de velocidade, durante longos percursos ou quando os operadores estão a tentar aumentar o rendimento sem dar tempo suficiente à secção a jusante para estabilizar.
4.4 Problemas de distribuição de matrizes ou de caudal
Nem todos os problemas dimensionais são causados por uma inadequação do controlo.
A distribuição desigual do fluxo, a contaminação na matriz, o desgaste ou o desequilíbrio da geometria podem criar diferenças de espessura locais ou desvios dimensionais recorrentes. Se um lado de um perfil for consistentemente mais pesado, ou se uma parte da parede medir repetidamente de forma diferente do resto, o problema pode não ser de todo a incompatibilidade geral das linhas. Pode ser um problema de distribuição de fluxo.
É aqui que a resolução de problemas deve ser honesta. Alguns problemas de dimensão têm a ver com a correspondência de linhas. Outros têm origem no estado do hardware. Um bom diagnóstico depende da separação entre estes dois factores.
Se houver suspeita de contaminação na matriz, ver [Manchas pretas e contaminação na extrusão]. para isolar a fonte antes da desmontagem.
5. Como resolver o problema rapidamente
A correção deve restabelecer o equilíbrio e não apenas forçar temporariamente o sintoma a voltar à tolerância.
Quando o padrão é claro, a ação corretiva deve centrar-se no restabelecimento de uma condição de correspondência estável. O objetivo não é “perseguir o número” durante alguns minutos. O objetivo é trazer a linha de volta a uma condição que possa manter a dimensão de forma consistente.
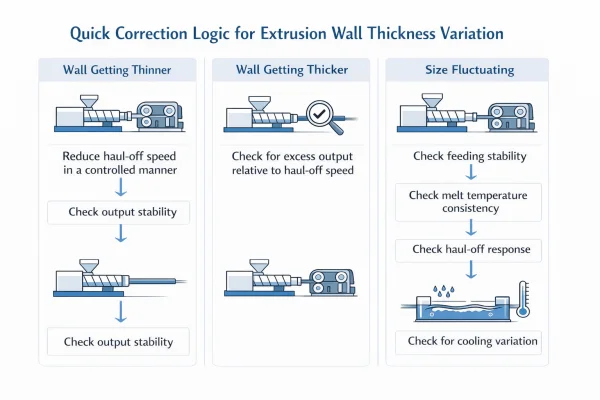
Caso A - A parede está a ficar mais fina
Se a espessura da parede estiver a ficar mais fina, verifique primeiro se o transporte está efetivamente a ser feito antes da entrega estável do material. Confirme se a velocidade da linha foi recentemente aumentada, se a produção é estável e se a secção a jusante ainda suporta a geometria do produto alvo.
Acções típicas:
- reduzir ligeiramente a velocidade de arrasto em caso de suspeita de sobrepesca
- confirmar que a saída da extrusora é estável e não apenas nominalmente definida
- evitar a correção agressiva de um único parâmetro
- dar tempo para que a resposta ao processo se propague antes de efetuar outra alteração
Um erro comum do operador é reagir a uma parede fina fazendo várias correcções rápidas em sequência. Isto cria frequentemente oscilações em vez de estabilidade.
Caso B - O muro está a ficar mais espesso
Se a espessura da parede estiver a aumentar, verifique se a linha está efetivamente a sobrealimentar o produto. Poderá estar a entrar demasiado material na secção de moldagem para a atual taxa de remoção a jusante.
Acções típicas:
- verificar se a potência é demasiado elevada em relação à velocidade de arranque
- verificar se a carga de calibração ou de calibragem aumentou
- aumentar a remoção a jusante apenas de forma controlada
- reduzir o excesso de material por unidade de comprimento sem criar sobre-esforço
A chave não é simplesmente “puxar mais depressa”. Se o sistema já é instável, um aumento agressivo da extração pode substituir um problema por outro.
Caso C - O tamanho está a flutuar para cima e para baixo
Se a espessura da parede, o diâmetro externo ou o peso do medidor estiverem a mover-se em ambos os sentidos em vez de se desviarem numa direção, é provável que a linha esteja a lidar com uma variação e não com uma incompatibilidade fixa.
Acções típicas:
- verificar a estabilidade da alimentação e o comportamento da tremonha
- verificar a consistência da temperatura de fusão
- verificar a estabilidade da resposta ao arrastamento
- verificar a variação do arrefecimento ou do vácuo
- verificar se as alterações recentes foram efectuadas demasiado depressa para que a linha se estabilizasse
O tamanho flutuante geralmente significa que o processo ainda não é suficientemente repetível. Nestes casos, a ação correta consiste frequentemente em estabilizar a linha antes de aumentar a produção.
A regra prática nos três casos é simples: a correção coordenada é sempre melhor do que a procura isolada de parâmetros.
6. Quando se trata realmente de um problema mais grave do sistema
Se vários sintomas aparecerem em conjunto, o problema é geralmente a nível do sistema.
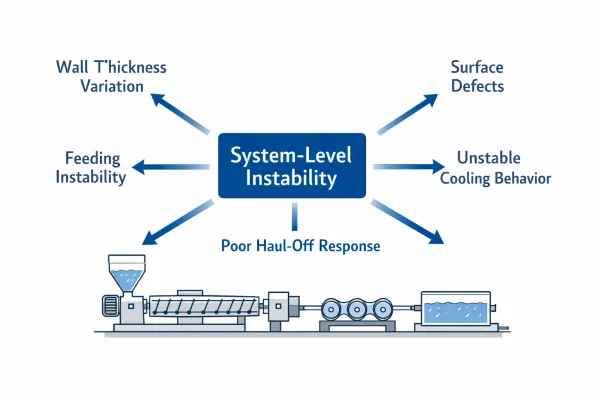
O desvio de dimensão parece por vezes um problema de tamanho, mas na realidade faz parte de um padrão de instabilidade mais amplo. Se a variação da espessura da parede aparecer juntamente com problemas de alimentação, defeitos de superfície, comportamento de arrefecimento instável, má resposta do extrator ou sintomas de contaminação, o problema real é provavelmente maior do que apenas a espessura da parede.
Nesses casos, o operador deve deixar de tratar o sintoma dimensional como um problema isolado e voltar atrás para um caminho de diagnóstico mais alargado. Começar com o resolução de problemas de extrusão de plástico e, a partir daí, reduzir sistematicamente o problema.
Isto é especialmente importante quando a linha apresenta mais do que um modo de falha ao mesmo tempo. Uma linha com alimentação instável, dimensão instável e defeitos de superfície visíveis não está a apresentar três problemas separados. Normalmente, está a mostrar um sistema que perdeu a estabilidade em vários locais ao mesmo tempo.
Esta distinção poupa tempo. Evita que os operadores passem uma hora a afinar a espessura da parede quando o verdadeiro problema é uma inconsistência a montante ou uma instabilidade a jusante que não foi corrigida.
7. Como reduzir a repetição de ocorrências
A produção estável resulta de condições repetíveis, não de correcções repetidas.
Uma vez corrigido o desvio de dimensão, a questão seguinte deve ser a de saber porque é que a linha se tornou vulnerável em primeiro lugar. A resposta normalmente não é “o operador não reagiu suficientemente rápido”. Na maioria dos casos, os problemas dimensionais recorrentes ocorrem porque a própria condição de funcionamento não é suficientemente repetível.
Alguns hábitos práticos reduzem significativamente a reincidência:
- monitorizar tendências e não apenas leituras pontuais
- evitar a correção da dimensão através da alteração repetida de um único parâmetro
- manter a estabilidade da alimentação e o arrefecimento a jusante sob controlo de rotina
- normalizar a estabilização do arranque antes de aumentar a velocidade de produção
- registar as condições existentes antes do aparecimento da deriva
É aqui que a resolução de problemas começa a ligar-se ao trabalho preventivo. Uma linha que fica repetidamente fora de dimensão está normalmente a dizer que a sua janela de funcionamento normal ainda não foi suficientemente estabilizada.
Para uma prevenção a longo prazo, ligue-o ao seu [lista de controlo da manutenção preventiva]. e a disciplina operacional, em vez de se basear apenas no combate repetido aos incêndios.
FAQ
Q1: O que faz com que a espessura da parede fique mais fina durante a extrusão?
R: A causa mais comum é o excesso de tração - o transportador está a puxar o produto mais rapidamente do que a extrusora consegue fornecer material estável. Isto pode acontecer depois de um aumento da velocidade da linha, quando a saída da extrusora cai devido a mudanças na alimentação ou na temperatura, ou quando a velocidade de transporte sobe sem que o operador se aperceba. O resultado é menos material por unidade de comprimento, o que se reflecte numa parede mais fina.
Q2: Como é que sei se a minha linha de extrusão está a descoberto?
Verificar se a espessura da parede e o peso do medidor estão a diminuir. Se o produto estiver a ficar mais fino e mais leve ao mesmo tempo, é provável que a linha esteja num estado de sobre-estiramento - o transporte está a remover o produto mais rapidamente do que a extrusora está a fornecer material. Confirme reduzindo temporariamente a velocidade de arrastamento: se a parede começar imediatamente a recuperar, a causa é o arrastamento excessivo.
Q3: Porque é que a dimensão flutua, apesar de eu não ter alterado nenhuma definição?
Porque as definições não são a única variável. A densidade aparente do material pode variar entre lotes, a temperatura de fusão pode variar consoante as condições ambientais e a resposta do aquecimento do tambor, a alimentação pode tornar-se inconsistente devido ao comportamento da ponte ou da tremonha e a temperatura da água de arrefecimento pode mudar. Todos estes factores afectam as condições reais do processo, mesmo quando os pontos de regulação permanecem inalterados.
Q4: Devo ajustar a velocidade de arrastamento ou a velocidade do parafuso para fixar a espessura da parede?
Depende do lado que está a causar o desequilíbrio. Se a produção for estável e o arrastamento estiver a ser demasiado rápido, reduza a velocidade de arrastamento. Se o arrastamento estiver definido corretamente mas a extrusora não estiver a fornecer material suficiente, aumente a velocidade do parafuso ou investigue o que está a limitar a saída. A chave é identificar primeiro o lado instável e depois corrigi-lo - não ajustar o parâmetro que estiver mais próximo.
Q5: Quando é que devo parar de procurar a espessura da parede e olhar para toda a linha?
Quando os problemas dimensionais aparecem juntamente com outros sintomas - instabilidade de alimentação, defeitos de superfície, inconsistência de temperatura ou problemas de arrefecimento - a questão é normalmente ao nível do sistema. Deixe de tratar a espessura da parede como um problema isolado e adopte uma abordagem de diagnóstico mais ampla. Um único sintoma pode ser corrigido localmente; vários sintomas simultâneos indicam normalmente que a linha perdeu estabilidade a um nível mais profundo.
Precisa de ajuda para diagnosticar a sua linha?
Diga-nos o seu tipo de produto, a espessura ou tamanho da parede pretendida, o padrão de flutuação que está a observar e quando é que o problema aparece durante a produção. Podemos ajudá-lo a determinar se a questão principal é a incompatibilidade de produção, o comportamento de arrastamento, a instabilidade de arrefecimento ou um problema mais amplo de controlo da linha.
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Jinxin Extruder e um engenheiro veterano com mais de 20 anos de experiência prática em maquinaria para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da linha de extrusão: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




