Extrusora de fitas TPE para torniquetes médicos e bandagens elásticas
Linha completa de extrusão de bandas TPE para torniquetes médicos sem látex, ligaduras Esmarch e tiras de resistência TPE para fitness.
Jinxin constrói cada Linha de produção de torniquetes TPE em torno de uma extrusora de TPE dedicada, estação de calandragem e arrefecimento, acumulador de bailarina de percurso em W e sistema de corte por fenda/perfuração. Cada extrusora de torniquetes de TPE é configurada de acordo com a dureza pretendida, o tamanho da banda, o acabamento da superfície e o formato de corte, sendo depois testada na fábrica com o composto pretendido, quando o material está disponível, antes do envio.
Cada linha é configurada de acordo com a dureza pretendida, o tamanho da banda, o acabamento da superfície e o formato de corte, sendo depois testada na fábrica no composto pretendido, quando o material está disponível, antes do envio.

Configuração da extrusora do torniquete de TPE
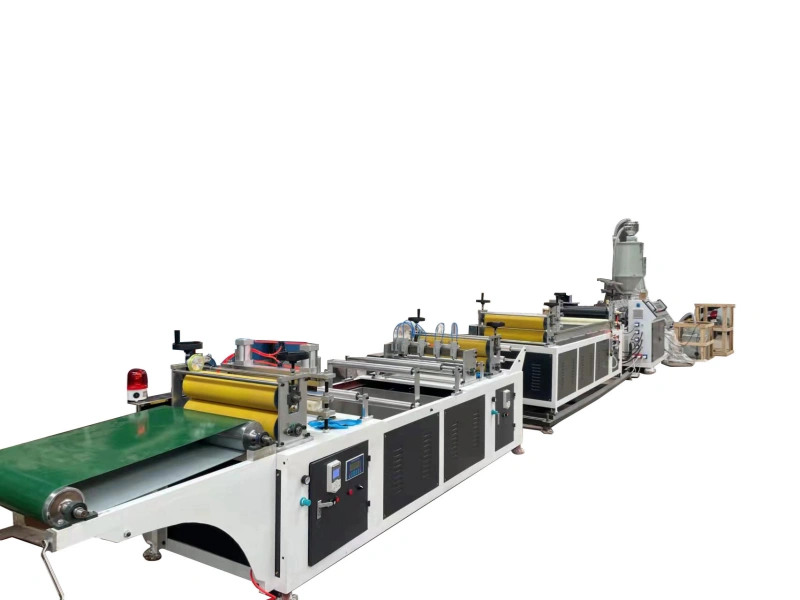
Esta linha completa de extrusão de bandas de TPE está organizada em três unidades especializadas que tratam de tudo, desde a fusão da matéria-prima até à formação de bandas planas, arrefecimento, corte longitudinal e corte por perfuração, construídas para o processamento estável de graus sensíveis de TPE.

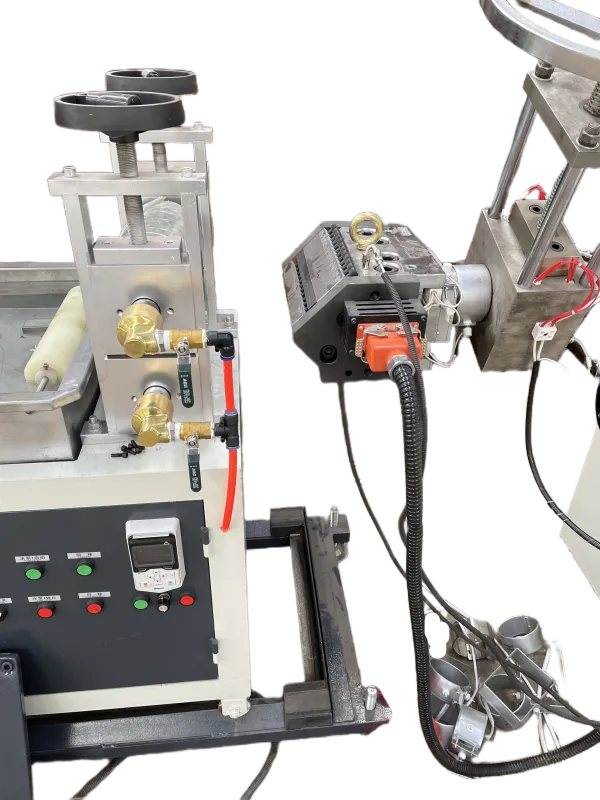
NÚCLEO DE EXTRUSÃO
Extrusora de TPE de alta estabilidade
- Sistema de acionamento: Motor Siemens Beide com inversor de alto rendimento ABB série 580.
- Conduzir: Acoplamento direto (Sem correias, livre de manutenção)
- Perfil de temperatura de 9 zonas: Registamos o perfil de temperatura preciso de 9 zonas necessário para evitar a degradação do TPE durante os testes de fábrica, fornecendo uma linha de base térmica prática para uma espessura e qualidade de superfície consistentes.

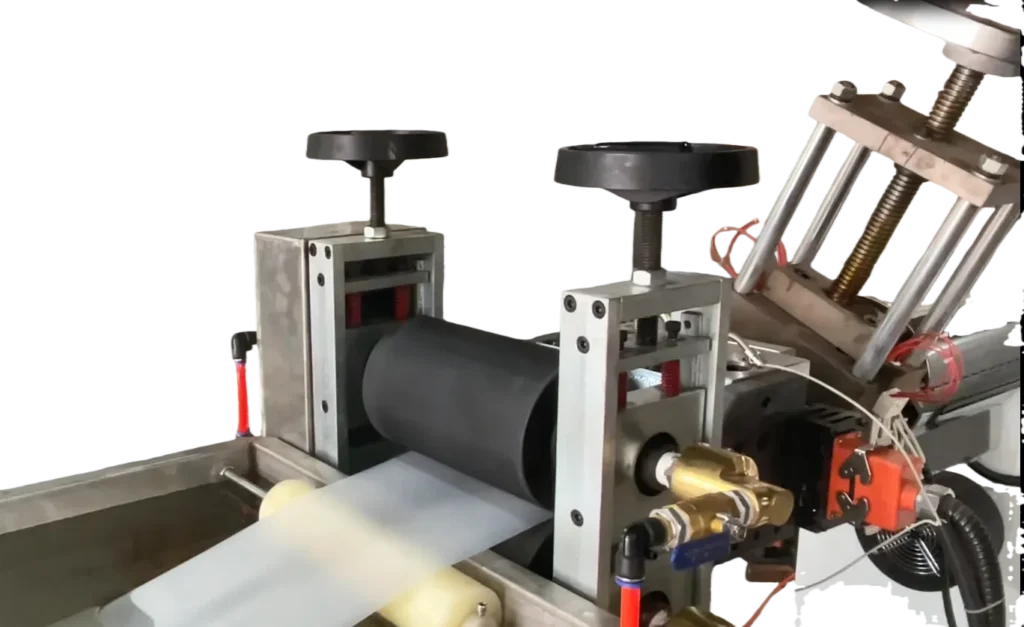
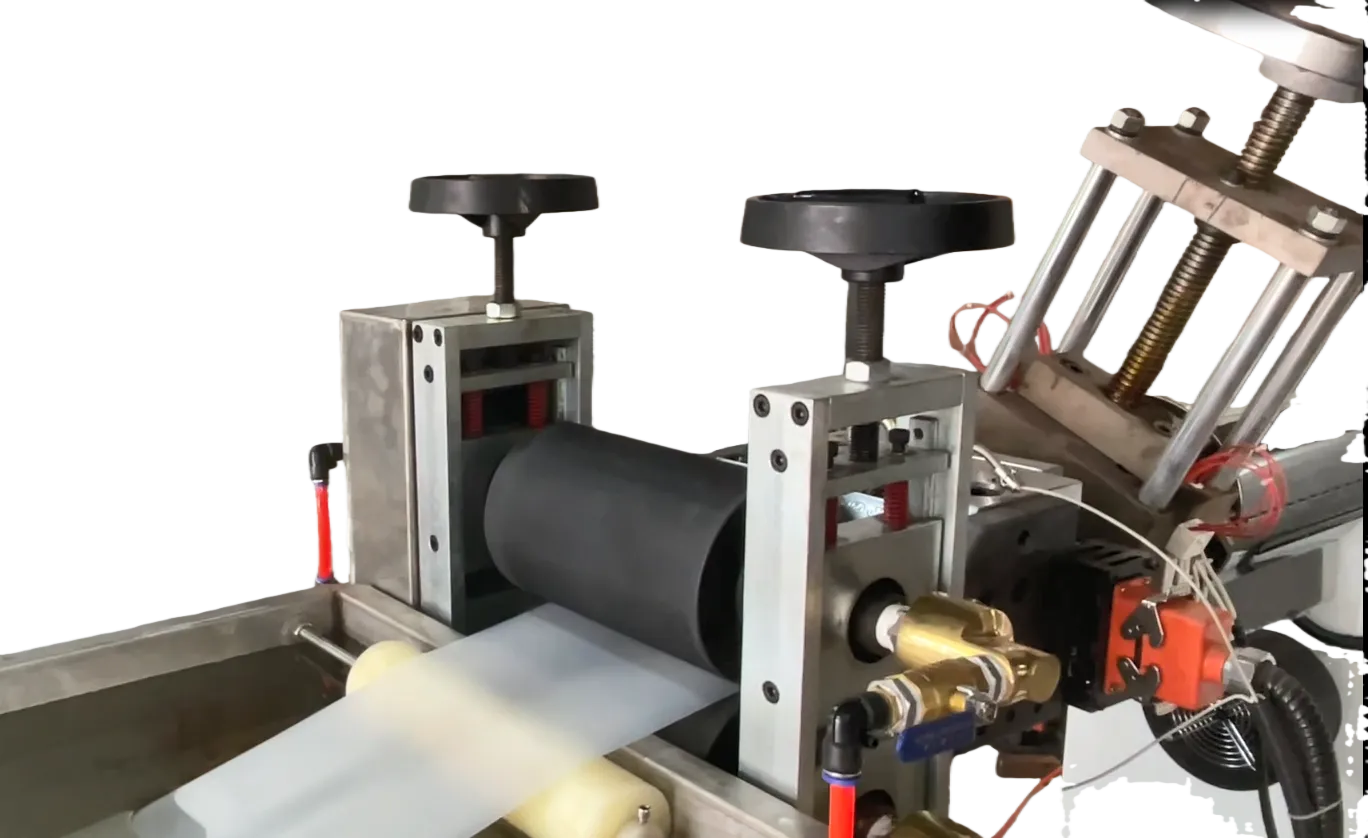
MOLDAGEM E ARREFECIMENTO
Estação de calandragem e arrefecimento de 2 rolos
- Calandragem de precisão: Sistema de calandra de dois rolos com espaço entre rolos ajustável para controlo manual da espessura da folha de TPE.
- Tecnologia anti-aderente: Os rolos são Revestido a teflon com arrefecimento interno a água para lidar com fórmulas de TPE com elevado teor de óleo sem colar.
- Tanque de arrefecimento: Depósito de água em aço inoxidável com um motor independente e inversor ABB.
- Rolos de superfície intermutáveis: Oferecemos uma escolha de rolos de calandragem lisos ou texturados (com padrão) para produzir bandas lisas normais e torniquetes com textura antiderrapante.

CONVERSÃO E ARMAZENAMENTO EM BUFFER
Estação de corte de corte e perfuração
- Acumulador de braço de bailarina (caminho W): Um acumulador de 4 braços que amortece o desfasamento de velocidade entre a extrusão contínua e o corte intermitente - armazenando o excesso de comprimento da banda entre cortes para reduzir as alterações súbitas de tensão quando o cortador pára.
- Corte de precisão: Lâminas de corte pneumáticas ajustáveis para dividir a folha larga em vários torniquetes ou folhas largas Ligaduras Esmarch.
- Corte por perfuração: Corte controlado por computador com codificador para uma precisão de comprimento fixo; produz rolos profissionais de “puxar e puxar” com alarmes de conclusão do comprimento de corte.


Pronto para configurar sua extrusora de torniquete de TPE?
Diga-nos se já tem uma versão modificada Fornecedor de compostos TPE para o seu produto de torniquete ou banda. Se o fizer, recomendamos que envie o material antes do teste de fábrica para que possamos verificar se funciona corretamente na linha.
Se ainda não tiver um composto adequado, podemos partilhar sugestões práticas de materiais com base nos nossos projectos anteriores de extrusão de bandas de TPE.
Utilizar o painel de contacto nesta página ou por correio eletrónico sales@jfextruder.com.
O que é uma extrusora de torniquete TPE?
Uma extrusora de torniquetes TPE, por vezes descrita pelos compradores como uma máquina de extrusão de torniquetes TPE, é uma linha de produção completa de parafuso único que converte o composto TPE modificado à base de SEBS em bandas elásticas planas. Estas bandas podem ser utilizadas para torniquetes sem látex, ligaduras Esmarch / Esmark e tiras de resistência para fitness, dependendo do composto e do formato de acabamento.
Principais diferenças de processo em relação às linhas de borracha ou látex:
- Controlo de temperatura multi-zona - previne a degradação térmica de compostos TPE sensíveis à base de SEBS durante a extrusão
- Calandragem + acabamento do corte à medida - mantém a cinta relaxada desde a matriz até à embalagem sem tensão de enrolamento automática
- Sem processo de vulcanização - As bandas TPE são formadas por extrusão e arrefecimento, sem cura de borracha ou imersão em látex
- Mudança de material mais rápida - as alterações de cor ou de composto são tratadas através do sistema de extrusão, sem alterar os moldes de imersão ou os mandris de vulcanização

Aplicações - O que esta linha produz

Torniquete sem látex
Torniquetes médicos (de utilização única, sem látex)
Os torniquetes standard de banda plana são normalmente produzidos a partir de compostos de TPE modificados à base de SEBS. Num projeto de extrusora de bandas médicas de TPE, o tamanho típico de um torniquete de utilização única é de cerca de 25 mm x 450 mm, com Shore A 40-55 frequentemente utilizado para aplicações de bandas médicas sem látex.
A linha forma a banda elástica plana e, em seguida, termina-a com o corte e a perfuração de corte no comprimento ou de puxar e rasgar. A certificação do produto final depende da seleção do composto, da esterilização, da embalagem e do processo de gestão da qualidade do fabricante final.
Ligadura Esmarch
Ligaduras Esmarch (Ligaduras elásticas cirúrgicas)
As ligaduras Esmarch utilizam um formato de banda elástica plana mais largo do que os torniquetes normais, frequentemente com cerca de 75-100 mm de largura, dependendo da conceção do produto. Para os compradores que comparam uma extrusora de ligaduras Esmarch, a principal diferença é normalmente a largura do corte e o formato do rolo, e não um processo de extrusão diferente.
“As designações ”Esmarch“ e ”Esmark" são ambas utilizadas nos documentos de concurso internacionais para este tipo de elástico cirúrgico.

Resistência ao fitness
Bandas de resistência para fitness e tiras de ioga
Para bandas de resistência de fitness não médicas e tiras de ioga, a linha pode processar compostos de TPE adequados com acabamento de superfície liso. Pode ser utilizada uma gama de dureza e alongamento mais ampla do que para torniquetes de utilização única, dependendo do composto modificado selecionado para produção.
O toque final, o alongamento e o ressalto dependem principalmente do composto TPE, enquanto a extrusora controla a formação da folha, o arrefecimento, o acabamento da superfície e o formato de corte.
Guia de materiais - Compostos de TPE modificados para extrusão de torniquetes
Na produção de torniquetes de TPE, o questões compostas tanto quanto a extrusora. Uma linha bem construída com o grau de TPE errado pode ainda assim produzir bandas com fraco recuo, defeitos de superfície, odor ou problemas de contacto com a pele. Depois de mais de 14 anos a construir linhas de extrusão para fabricantes de produtos médicos, de higiene e industriais, aprendemos que a correspondência entre material e linha é onde muitos projectos de bandas de TPE têm sucesso ou falham.
Não vendemos TPE como um negócio de material. Esta secção existe porque muitos compradores fazem a mesma pergunta antes de encomendar uma extrusora de torniquetes de TPE: devem utilizar o seu próprio composto de TPE modificado ou pedir-nos para sugerir um ponto de partida prático para o material?

Referência de compatibilidade de materiais
A nossa linha de torniquetes TPE é normalmente configurada em torno da seguinte janela de processamento:
| Parâmetro | Referência prática |
|---|---|
Dureza Shore A | Normalmente 35-65, dependendo da aplicação do produto e da formulação do composto |
| Base composta | TPE à base de SEBS para aplicações de torniquetes e ligaduras Esmarch; compostos de TPE adequados para bandas de resistência de fitness não médicas |
| Janela de temperatura de fusão | Registado pelo composto durante os testes de fábrica |
| Perfil de temperatura do barril com 9 zonas | Documentado como referência prática de arranque para o composto testado |
| Velocidade da linha | Adequado à viscosidade da massa fundida, ao comportamento de arrefecimento e à qualidade da banda acabada |
Quando o comprador fornece o composto TPE pretendido, podemos testá-lo antes do envio e registar o perfil de temperatura, a velocidade da linha e as referências de arrefecimento que funcionam de forma estável nesse tipo. Estes registos tornam-se a base de partida para a primeira produção.
SEBS vs SBS - Porque é que o polímero de base é importante
Nem todos os compostos de TPE se comportam da mesma forma durante a extrusão. O polímero de base afecta o odor, a resistência à oxidação, a elasticidade, a adequação ao contacto com a pele e a estabilidade do produto a longo prazo.
| TPE à base de SEBS | TPE à base de SBS | |
|---|---|---|
| Estrutura do polímero | Estrutura hidrogenada e saturada | Estrutura não saturada |
| Resistência à oxidação | Mais alto | Inferior |
| Odor | Normalmente inferior | Mais visível |
| Extractables | Baixa | Mais alto |
| Utilização comum | Torniquetes, ligaduras Esmarch e elásticos de maior exigência | Faixas de resistência para fitness, faixas de ioga e correias não médicas |
| Custo | Mais alto | Inferior |
Se um fornecedor indicar apenas “TPE” sem especificar o polímero de base e o objetivo da formulação, peça mais pormenores antes de testar.
Enviar o seu próprio composto para teste
Se já tem um fornecedor local de compostos TPE modificados, recomendamos envio de uma amostra de 10-20 kg antes do início dos ensaios na fábrica. Podemos utilizar o material durante os testes de fábrica, verificar se forma uma banda estável e registar a temperatura, a velocidade da linha, o arrefecimento e as referências de acabamento que funcionam com o seu composto.
Isto é especialmente útil quando o composto é de origem local ou especialmente modificado, porque diferentes graus de TPE podem comportar-se de forma muito diferente, mesmo quando a dureza parece semelhante no papel.
Sugestão de material para a primeira colocação em serviço
Se ainda não tiver um fornecedor de compostos adequado, podemos partilhar sugestões práticas de materiais com base em projectos anteriores de extrusão de bandas de TPE. Trata-se de apoio à entrada em funcionamento de um projeto de linha confirmado e não de um serviço de comércio de materiais autónomo.
Não aceitamos pedidos de informação apenas sobre compostos. O objetivo é ajudar o comprador a iniciar os testes de linha com uma referência de material viável quando o fornecimento local de TPE com base em SEBS é difícil.
Defeito de pele de tubarão - O principal desafio da qualidade da superfície na extrusão de TPE
Mesmo com um composto adequado e uma extrusora bem configurada, as bandas de TPE podem apresentar pele de tubarão, também designada por fratura de fusão. Aparece como ondulações finas e escamosas na superfície da banda e está normalmente relacionada com o perfil de temperatura, a taxa de cisalhamento, a conceção da matriz, a viscosidade da fusão e a velocidade de transporte.
Durante os testes na fábrica, ajustamos a linha em torno do composto testado e registamos uma linha de base térmica prática para reduzir o risco de pele de tubarão durante a primeira produção.
Por que os fabricantes e líderes de compras escolhem a Jinxin
Ensaios de fábrica baseados em produtos
Antes do envio, testamos o tipo de produto acordado para verificar a correspondência da matriz e o tamanho estável do produto em condições reais de extrusão. Depois de o produto funcionar de forma estável, registamos as referências práticas de arranque, como as zonas de temperatura, a velocidade do parafuso, a velocidade de arrastamento e as definições de corte ou enrolamento.
- Verificação dimensional: Executamos a linha para provar que o molde fornece as dimensões e tolerâncias exactas do seu produto.
- A “Receita de Arranque”: Registamos os parâmetros de processamento bem sucedidos (temperaturas, velocidades) utilizados durante o ensaio. O utilizador recebe este registo Folha de dados para evitar as suposições e começar a produzir imediatamente.
- Calibração de materiais: Se o seu produto utilizar um composto especial, podemos recomendar o envio de amostras de material antes do ensaio, para que as referências de arranque se baseiem no material pretendido.
Cotação transparente, linha a linha
O orçamento não é um resumo vago. É um manifesto linha a linha que enumera todos os componentes e marcas do equipamento (por exemplo, Siemens, ABB), garantindo que o hardware corresponde à promessa.
- Lista de configuração detalhada: Todos os motores, inversores, depósitos e controladores estão listados por marca e modelo.
- Limpar opções de serviço: A instalação e a formação no local são cotadas como um rubrica distinta e transparente-sem taxas de surpresa mais tarde.
- O preço “final”: Sem suplementos ocultos. O que assina é o que paga.
Estratégia de componentes de serviço global
Implementamos rigorosamente uma estratégia de componentes “prontos a servir” para garantir a segurança da sua cadeia de fornecimento.
- Gigantes globais de nível 1: Para accionamentos e motores principais, utilizamos Siemens, ABB, RKC e Omron-disponível em quase todas as cidades industriais do mundo.
- Marcas internacionais comprovadas: Para os comandos e sistemas eléctricos, seleccionamos marcas como WECON e CHINT, que estabeleceram redes de distribuidores nos principais mercados.
- Resultado: Quer se trate de uma unidade premium ou de um relé standard, a qualidade verificada e a manutenção cómoda estão garantidas.
Credenciais de confiança
A maioria dos nossos clientes internacionais aumenta a sua capacidade connosco - um indicador de fiabilidade a longo prazo.
Configuramos a linha para cumprir os seus padrões de produto alvo mediante pedido. Também fornecemos Certificado de Origem para ajudar a minimizar os seus direitos de importação.
O que dizem os nossos clientes
As nossas instalações no México atingiram uma produção estável na primeira série, utilizando os parâmetros de arranque da Jinxin. A linha de torniquetes de TPE cumpriu os padrões de qualidade do nosso grupo sem comissionamento adicional - exatamente o que precisávamos para uma implementação transfronteiriça sem problemas

“Utilizamos uma linha Jinxin para produzir bandas de torniquete TPE e rolos de ligaduras Esmarch para a nossa gama de produtos médicos com certificação FDA, CE e ISO 13485. Estas certificações são tratadas através da nossa própria sala limpa, esterilização, embalagem e sistema de qualidade; o papel da extrusora é a formação estável, o tamanho consistente da banda e a produção repetível. Quando vimos defeitos de superfície durante a produção, a Jinxin ajudou-nos a localizar o problema num lote de composto TPE alterado e orientou a nossa equipa durante o ajuste.”
— Fabricante de produtos médicos elásticos, Malásia
Perguntas frequentes - Produção de torniquetes e ligaduras TPE
O TPE é difícil de manusear - como é que se reduz o risco de estiramento permanente durante a produção?
São três os factores mais importantes:
- O composto fixa o teto: A base SEBS, a dureza, o teor de óleo e a formulação decidem o recuo máximo. Nenhuma extrusora pode acrescentar elasticidade que o composto não tenha.
- O perfil de temperatura protege-o: Uma linha de base térmica documentada ajuda a evitar a degradação durante a extrusão. O TPE sobreaquecido pode perder o ressalto de forma permanente.
- A conceção da linha protege-a: O acabamento de corte no comprimento sem tensão de enrolamento automático mantém a banda relaxada desde a matriz até à embalagem.
Quando estes factores são combinados corretamente, a fita pode sair da linha com a elasticidade pretendida. É por isso que a nossa equipa de apoio verifica primeiro a consistência do lote composto sempre que um cliente comunica um problema de recuo.
E se o meu composto TPE variar entre lotes ou não tiver o desempenho esperado?
Envie-nos uma amostra do seu composto pretendido antes do envio. Durante os testes na fábrica, podemos executá-lo na sua linha atual, verificar se forma uma banda estável e registar o perfil de temperatura, a velocidade da linha e as referências de arrefecimento que funcionam com o seu material.
Quando mais tarde mudar de lote ou de fornecedor, o seu operador tem um ponto de partida comprovado em vez de um palpite. Muitos defeitos a meio da produção têm origem na variação do composto, e não na falha do equipamento, e uma linha de base documentada torna o diagnóstico muito mais rápido.
Para opções de ensaio de materiais e de primeira colocação em funcionamento, ver a secção Orientação sobre materiais acima.
Esta linha pode incluir um enrolador automático, como as máquinas de elásticos ou de laços para o cabelo?
Não. Para as ligaduras de torniquete em TPE, esta é uma decisão de qualidade, não uma limitação. As bobinadoras automáticas aplicam uma tensão contínua à medida que o rolo se desenvolve. Para elásticos e laços de cabelo, um pequeno pré-estiramento pode não ser importante porque o item acabado é um laço fechado. Mas as bandas de torniquete de TPE planas devem permanecer relaxadas antes da utilização final.
A nossa linha utiliza, em vez disso, o acabamento de corte no comprimento ou de perfuração, o que suporta:
- Menor risco de pré-estiramento: A banda mantém-se descontraída da matriz à embalagem.
- Inspeção visual: Os operadores podem verificar a banda antes da embalagem final.
- Manutenção mais simples: Não é necessário um enrolador de controlo de tensão para este método de produção.
É por esta razão que a linha utiliza um acumulador de balancins em W, um corte de perfuração por ligação pontual e uma recolha manual de rolos em vez de uma bobinagem automática.
Como são fabricados os torniquetes de TPE?
Uma linha completa de produção de torniquetes de TPE converte o composto de TPE modificado à base de SEBS em bandas planas sem látex através de um processo de quatro fases:
- Composição: O polímero de base SEBS é misturado com óleo de processo e aditivos para atingir o comportamento pretendido do produto, frequentemente em torno de Shore A 40-55 para bandas de torniquete de utilização única.
- Extrusão: O composto é fundido através de uma extrusora de parafuso único multi-zona e formado numa folha plana através de calandragem de dois rolos.
- Arrefecimento e corte: A folha é arrefecida num banho de água em aço inoxidável e, em seguida, cortada em bandas de largura individual por lâminas pneumáticas ajustáveis.
- Acabamento por corte ou perfuração: Um cortador de perfuração de ligação pontual produz rolos de puxar e rasgar ou secções de banda de comprimento fixo de acordo com o formato de acabamento.
A extrusora produz a banda de TPE. A conformidade médica final depende da sala limpa, da esterilização, da embalagem, da documentação do material e do sistema de gestão da qualidade do próprio fabricante. A extrusora em si não é objeto de certificação médica.
O que é o defeito de pele de tubarão na extrusão de TPE e como reduzi-lo?
A pele de tubarão, também designada por fratura de fusão, é um defeito de superfície comum na extrusão de bandas de TPE. Aparece como ondulações finas e escamosas na superfície da banda e está normalmente relacionada com o perfil de temperatura, a taxa de cisalhamento, o design da matriz, a viscosidade da fusão e a velocidade de transporte.
Durante os testes na fábrica, ajustamos a linha em torno do composto testado e registamos uma linha de base térmica prática. Isto ajuda a reduzir o risco de pele de tubarão durante a primeira produção e dá ao seu operador um melhor ponto de partida para ajustes posteriores do lote.
Torniquete de TPE vs. torniquete de látex - quais são as diferenças de produção?
| TPE (composto à base de SEBS) | Látex de borracha natural | |
|---|---|---|
| Processo | Extrusão de parafuso único + calandragem | Vulcanização por imersão ou contínua |
| Risco de alergia ao látex | Via de material sem látex | Risco de alergia ao látex natural |
| Ferramentas | Rolos de matriz + calandra | Moldes de imersão ou mandris de vulcanização |
| Conversão | Alteração do composto ou da cor através do sistema de extrusão | Mudança de molde / mandril ou sistema de látex |
| Comportamento nas prateleiras | Mais estável quando o composto é corretamente selecionado | Mais sensível ao envelhecimento e à oxidação |
A extrusão de TPE é um processo de linha contínua, enquanto a imersão em látex é normalmente baseada em lotes. Requerem equipamento de produção diferente e não utilizam o mesmo percurso de processo.
Que perfil de temperatura requer a extrusão de SEBS/TPE?
O TPE à base de SEBS processa frequentemente a cerca de 160-210 graus C, dependendo do grau, teor de óleo, dureza e formulação. A chave não é um número fixo, mas um gradiente de temperatura estável ao longo do cilindro e da matriz.
Não publicamos um perfil universal porque cada composto TPE modificado tem um comportamento diferente. Em vez disso, quando o comprador fornece o composto pretendido, registamos o perfil de temperatura nas zonas do cilindro durante os testes de fábrica e fornecemo-lo como uma referência prática de arranque para a primeira produção.
Envie as suas necessidades de linha de torniquete TPE
Indique-nos o seu tipo de produto alvo, como bandas de torniquete TPE, rolos de ligaduras Esmarch ou tiras de resistência para fitness. Informe-nos também se já tem um fornecedor de compostos de TPE modificados.
Se já tiver um composto, recomendamos que envie o material antes do teste de fábrica para que possamos verificar se funciona corretamente na linha. Se ainda não tiver um composto adequado, podemos partilhar sugestões práticas de materiais com base em projectos anteriores de extrusão de bandas de TPE.
Utilize o painel de contactos desta página ou envie um e-mail para sales@jfextruder.com.
