Extrusora de perfis plásticos de precisão para perfis PP, PE, ABS e TPU
Linha de extrusão de perfil de plástico de parafuso único configurada a partir do seu desenho, grau de material, requisito de tolerância, objetivo de acabamento de superfície e método de dimensionamento a jusante.
A Jinxin configura cada extrusora de perfis de plástico de precisão a partir do seu desenho, grau de resina, geometria do perfil e critérios de aceitação. A linha é construída em torno do comportamento do material, da secção transversal, dos requisitos de tolerância, do objetivo de acabamento da superfície e do método de dimensionamento a jusante necessário para o seu produto.
Este Linha de extrusão de perfis PP, PE, ABS e TPU pode ser configurado para perfis de um único material, perfis de duas cores, estruturas de camada de cobertura e perfis co-extrudidos macios e rígidos selecionados. O PVC só pode ser revisto como composto peletizado, se for caso disso, e não como uma linha de perfis de PVC para janelas ou portas.
O que é uma extrusora de perfis de plástico de precisão?
Uma extrusora de perfis de plástico de precisão é uma extrusora de perfis de plástico de parafuso único que converte PP, PE, ABS, TPU e compostos de pellets de PVC selecionados em perfis contínuos construídos de acordo com o seu desenho - com secção transversal definida, tolerância dimensional, acabamento de superfície e método de dimensionamento a jusante.
Ao contrário de um fornecedor de perfis acabados ou de um serviço de extrusão por contrato, esta linha é um equipamento de produção configurado em função da geometria do seu perfil, da distribuição das paredes, do comportamento do material e dos critérios de aceitação. O comprador fornece o desenho e o tipo de resina; a linha é configurada para produzir esse perfil nas condições de produção acordadas.
O processo segue a seguinte sequência: alimentação do material → fusão por parafuso e homogeneização → moldagem da matriz de acordo com a sua secção transversal → dimensionamento (dimensionamento livre ou calibração a vácuo) → transporte → corte e empilhamento. A co-extrusão pode ser adicionada para estruturas bicolores, de camada de cobertura ou rígidas moles.
Variáveis de configuração chave que determinam a configuração da linha:
- Material e grau de resina - a geometria do parafuso, a taxa de compressão e o perfil de temperatura são adaptados ao seu composto
- Complexidade da secção transversal - Balança de caudal de matriz, conceção de calibrador de vácuo ou seleção de tamanho livre
- Tolerância e objetivo de superfície - percurso de arrefecimento, tipo de transporte e pressão de contacto
- Rigidez do perfil e estabilidade da forma - correção de endireitamento, método de corte e lógica de empilhamento
Esta página abrange linhas de extrusão de perfis de plástico de precisão para materiais em pellets. Não abrange as linhas de perfis de PVC para janelas ou portas, que normalmente utilizam sistemas de parafuso duplo com composto em pó, fornecimento de perfis acabados ou serviços de extrusão por contrato.
Configuração da sua extrusora de perfis de plástico de parafuso simples
A Jinxin configura cada extrusora de perfis de plástico de precisão a partir do seu desenho, grau de material e critérios de aceitação, e não a partir de um catálogo padrão. O nosso fluxo de trabalho de engenharia alinha o design do parafuso, as ferramentas da matriz e os módulos a jusante com a geometria do perfil, o objetivo da superfície e as necessidades de estabilidade da forma. O PVC é suportado apenas como composto peletizado.
Revisão do comportamento dos materiais
Confirmar o tipo de resina e a janela de processamento (PP / PE / TPU / ABS / composto de granulado de PVC selecionado) para definir a geometria do parafuso e um fornecimento estável da massa fundida.
Matriz de perfil e equilíbrio de fluxo
As ferramentas de matriz são concebidas em função da sua secção transversal e da distribuição assimétrica das paredes para um fluxo consistente e estabilidade dimensional.
Seleção do módulo a jusante
O arrefecimento direto a água ou a calibração a vácuo, bem como o arrastamento, o corte e o endireitamento opcional, são selecionados por rigidez do perfil e prioridade de bloqueio de forma.
Ligações rápidas para FAQ específicas do material
Componentes da extrusora de perfis de plástico de precisão
Os módulos abaixo formam a linha completa. A configuração final varia consoante o material, a geometria do perfil e os requisitos de dimensionamento. As imagens são apenas para referência.

Plataforma de extrusão
Extrusora principal de parafuso único (configurada)
- Sistema de acionamento: Motor Siemens Beide + inversor ABB ACS580 com controlo de velocidade estável para extrusão contínua de perfis.
- Parafuso e barril: Conceção de parafuso orientada para o material com janela de processo adequada a PP / PE / ABS / TPU / composto de granulado de PVC selecionado.
- Controlo do aquecimento: Controlo de aquecimento por relé de estado sólido (SSR) com regulação de temperatura multi-zona para uma temperatura de fusão estável.

Plataforma de coextrusão opcional
Unidade de coextrusão
- Módulo de extrusão: Co-extrusora com saída adaptada aos requisitos da estrutura da camada, tais como dupla cor, camada de cobertura ou estruturas rígidas macias.
- Sistema de acionamento: Motor standard + inversor com controlo de velocidade sincronizado para estabilidade da camada.
- Integração: Integração da linha com interfaces mecânicas e de controlo alinhadas com a extrusora principal e as ferramentas.
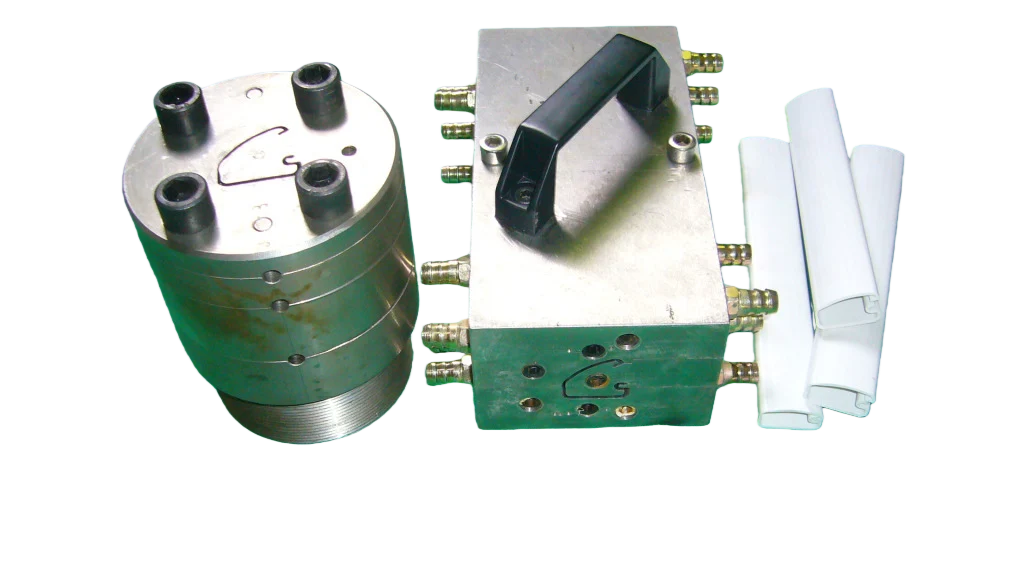
Ferramentas
Ferramentas para moldes e coextrusão de perfis
- Desenho da matriz: Caminhos de fluxo concebidos em torno da sua secção transversal e distribuição da espessura da parede para um fornecimento uniforme da massa fundida.
- Interface de coextrusão: Ferramentas para estruturas bicolores, cap layer ou soft-rigid, consoante o produto.
- Equilíbrio de fluxo: Geometria de distribuição concebida para reduzir a instabilidade da interface entre camadas, consoante a compatibilidade dos materiais.

Dimensionamento e arrefecimento
Opções de dimensionamento: Dimensionamento livre ou calibração a vácuo
- Arrefecimento de dimensionamento livre: Arrefecimento direto à água para perfis em que o aspeto da superfície é sensível ao contacto.
- Calibração do vácuo: Calibrador + tanque de vácuo para perfis ocos ou complexos que requerem bloqueio de forma. O dimensionamento por vácuo em várias fases está disponível para geometrias exigentes.
- Gestão da água e do vácuo: Monitorização do circuito de arrefecimento e da estabilidade do vácuo para um desempenho de dimensionamento consistente. A configuração final depende da geometria do perfil e das utilidades do local.
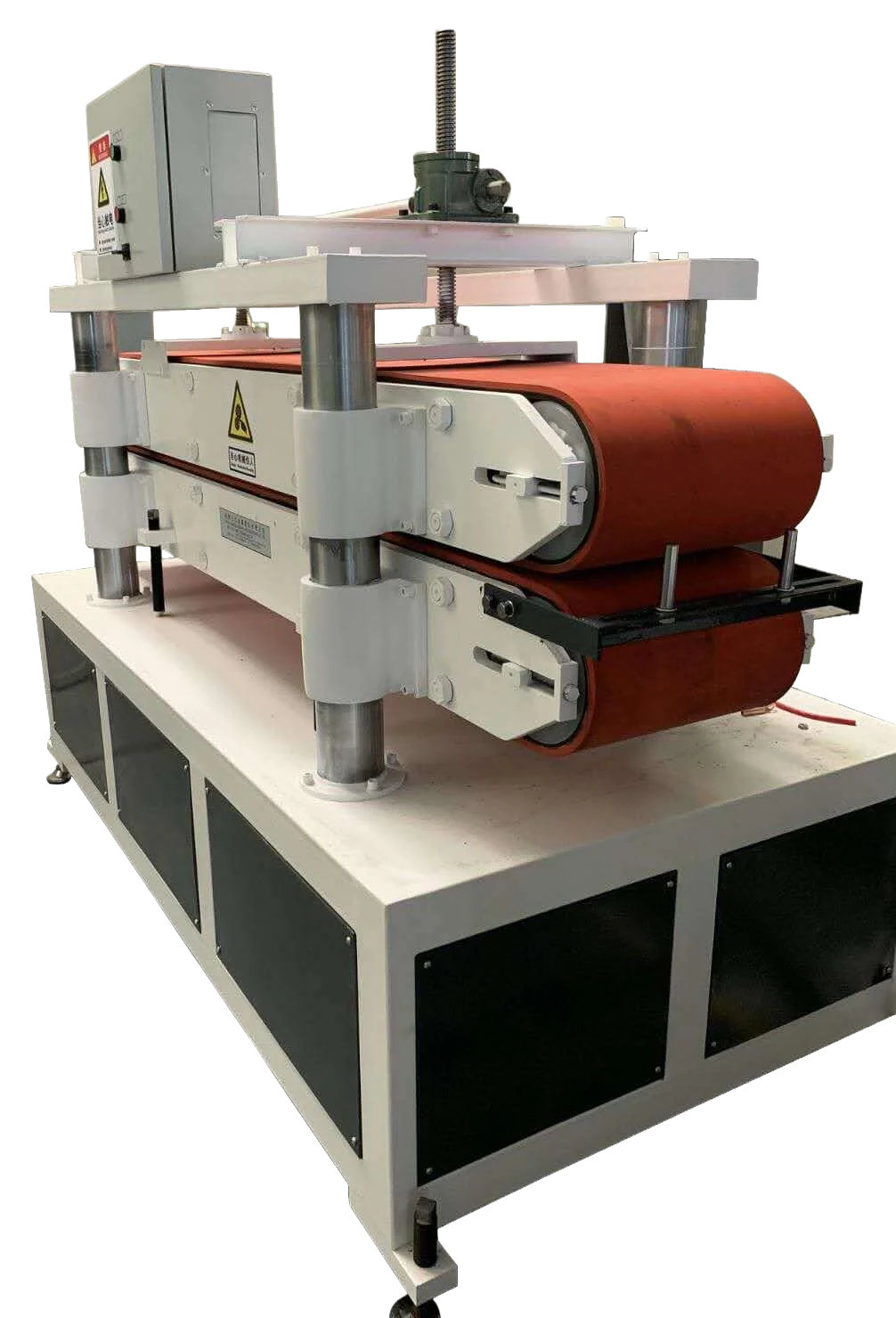
Transporte
Unidade de tração / reboque de precisão
- Tipo de tração: Tapete ou lagarta de transporte adaptados à rigidez do perfil e à sensibilidade da superfície.
- Controlo de velocidade: Sincronizado para reduzir a flutuação de espessura e o desvio dimensional.
- Capacidade de manutenção: Estrutura de ajuste rápido e de fácil acesso para limpeza e mudança de rotina.
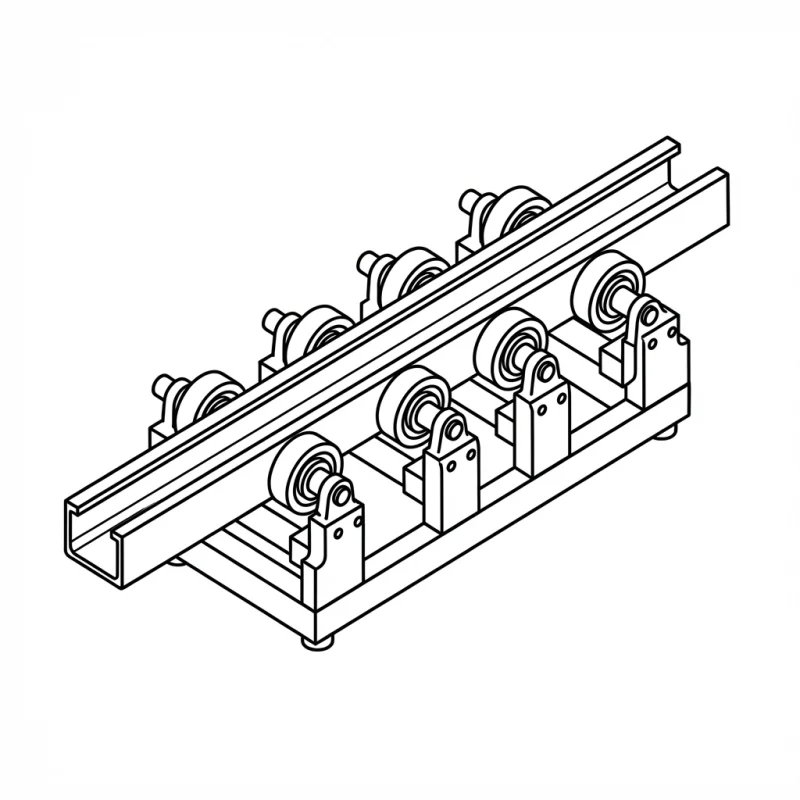
Alinhamento Opcional
Alisamento / Correção anti-torção
- Módulo de correção: Dispositivos de endireitamento e alinhamento para perfis com tendência a torcer, dobrar ou curvar.
- Lógica de configuração: Método de ajustamento baseado na complexidade da secção transversal e no requisito de estabilidade.
- Colocação: Posicionado após o dimensionamento e arrefecimento de acordo com o comportamento do produto.

A jusante
Corte + Descolagem + Empilhamento
- Método de corte: Unidade de corte adaptada à rigidez do material, à espessura da parede e ao comprimento pretendido, como o corte com serra, rotativo ou guilhotina.
- Manuseamento: Descolagem e empilhamento para um manuseamento estável sem danificar a superfície.
- Ajuste de layout: Disposição a jusante com base no espaço da fábrica e na preferência de embalagem.

Auxiliar recomendado
Chiller industrial arrefecido a ar
- Função: Sistema de arrefecimento a água em circuito fechado.
- Vantagem: Não é necessária uma piscina de água civil.
- Instalar: Design "plug-and-play".
- Resultado: A temperatura constante permite obter dimensões de perfil estáveis.
Pronto para configurar a sua extrusora de perfis de plástico de precisão?
Envie-nos o desenho ou a amostra do seu perfil, o tipo de material, os requisitos de tolerância, o objetivo de acabamento da superfície e o resultado prático esperado. A Jinxin irá rever as ferramentas de matriz, o método de dimensionamento, o transporte e a configuração a jusante para a sua linha de produção de perfis.
Utilizar o painel de contacto nesta página ou por correio eletrónico sales@jfextruder.com.
Aplicações de perfis de plástico por material e secção transversal
Esta extrusora de perfis de plástico de precisão está configurada para uma gama de aplicações em PP, PE, ABS, TPU e compostos de granulado de PVC selecionados:
- Perfis de calhas e guias em PVC a partir de composto peletizado - perfis transparentes ou coloridos para aplicações eléctricas, de deslizamento e interiores
- Perfis de proteção e decorativos em ABS - protecções de parede, guarnições de canto e componentes visíveis de alto brilho para cuidados de saúde, uso comercial e interior
- Perfis flexíveis e de vedação em TPU - tiras elásticas, vedantes e perfis de toque suave que exigem clareza de superfície e estabilidade dimensional
- Perfis industriais de PP e PE - perfis estruturais e funcionais com controlo da retração e estabilidade da forma em produção contínua
- Perfis co-extrudidos - combinações de duas cores, camada de cobertura ou macio-rígido quando a compatibilidade do material e a conceção do produto o permitem
Consulte a secção FAQ específica do material nesta página para obter orientações de configuração por tipo de resina.
Por que os fabricantes e líderes de compras escolhem a Jinxin
Ensaios de fábrica baseados em produtos
Antes do envio, testamos o tipo de produto acordado para verificar a correspondência da matriz e as dimensões estáveis do perfil em condições reais de extrusão. Depois de o produto funcionar de forma estável, registamos as referências práticas de arranque, como as zonas de temperatura, a velocidade do parafuso, a velocidade de transporte e as definições a jusante.
- Verificação dimensional: Executamos a linha para provar que a matriz fornece as dimensões e tolerâncias exactas do seu perfil.
- A “Receita de Arranque”: Registamos os parâmetros de processamento bem sucedidos (temperaturas, velocidades) utilizados durante o ensaio. Recebe esta Folha de Dados para não ter de adivinhar nada e começar a produzir imediatamente.
- Calibração de materiais: Se o seu produto utilizar um composto especial, podemos recomendar o envio de amostras de material antes do ensaio, para que as referências de arranque se baseiem no material pretendido.
Cotação transparente, linha a linha
O orçamento não é um resumo vago. É um manifesto linha a linha que enumera todos os componentes e marcas do equipamento (por exemplo, Siemens, ABB), garantindo que o hardware corresponde à promessa.
- Lista de configuração detalhada: Todos os motores, inversores, depósitos e controladores estão listados por marca e modelo.
- Limpar opções de serviço: A instalação e a formação no local são cotadas como um rubrica distinta e transparente-sem taxas de surpresa mais tarde.
- O preço “final”: Sem suplementos ocultos. O que assina é o que paga.
Estratégia de componentes de serviço global
Implementamos rigorosamente uma estratégia de componentes “prontos a servir” para garantir a segurança da sua cadeia de fornecimento.
- Gigantes globais de nível 1: Para accionamentos e motores principais, utilizamos Siemens, ABB, RKC e Omron-disponível em quase todas as cidades industriais do mundo.
- Marcas internacionais comprovadas: Para os comandos e sistemas eléctricos, seleccionamos marcas como WECON e CHINT, que estabeleceram redes de distribuidores nos principais mercados.
- Resultado: Quer se trate de uma unidade premium ou de um relé standard, a qualidade verificada e a manutenção cómoda estão garantidas.
Credenciais de confiança
A maioria dos nossos clientes internacionais aumenta a sua capacidade connosco - um indicador de fiabilidade a longo prazo.
Configuramos a linha para cumprir as especificações do seu perfil alvo e os requisitos de teste do utilizador final, mediante pedido. Também fornecemos Certificado de Origem para ajudar a minimizar os seus direitos de importação.
A confiança dos fabricantes que servem marcas globais
Produzimos perfis de calha em PVC transparente para sistemas de tomadas eléctricas deslizantes - uma calha montada na parede que permite que os módulos de tomadas deslizem livremente ao longo da calha.
O perfil deve ser opticamente claro para um aspeto de interior de casa de primeira qualidade e dimensionalmente preciso para que o módulo de tomadas deslize suavemente sem encravar.
O design do parafuso na extrusora de perfis da Jinxin proporcionou-nos uma fusão estável e sem bolhas desde o início. A transparência e a precisão de encaixe passaram na inspeção de entrada do nosso cliente no primeiro lote submetido.
O nosso principal produto são os perfis de proteção de paredes em ABS para corredores de hospitais - as barreiras de proteção montadas ao longo das paredes para evitar danos causados por camas e cadeiras de rodas.
A consistência da superfície e a uniformidade da cor em longas séries de produção são críticas, uma vez que estes perfis são instalados em áreas visíveis e de elevado tráfego.
A Jinxin configurou a matriz e o percurso de arrefecimento para manter tolerâncias dimensionais apertadas em ciclos contínuos. A linha está a funcionar há mais de dois anos com uma produção estável.“
Perguntas frequentes sobre a extrusão de perfis de plástico por material
Selecione o seu material abaixo para ver perguntas comuns sobre extrusão de perfis e orientações de configuração.
Perguntas frequentes sobre a configuração geral da linha
Quando é que uma linha de perfis de plástico deve utilizar uma extrusora de parafuso simples em vez de uma extrusora de parafuso duplo?
Uma extrusora de perfis de plástico de parafuso único é normalmente utilizada para materiais em pellets, tais como PP, PE, ABS, TPU e compostos de pellets de PVC selecionados. É adequada quando o projeto depende de uma entrega estável da massa fundida, da correspondência da matriz do perfil, do controlo do acabamento da superfície e do dimensionamento a jusante, em vez do processamento de compostos em pó.
Os sistemas de parafuso duplo são mais utilizados para a produção de compostos de PVC em pó e perfis de PVC rígido para janelas ou portas. Esta página centra-se nas linhas de extrusão de perfis de plástico de precisão para materiais em pellets e não nas linhas de perfis de PVC para janelas ou no fornecimento de perfis acabados.
Composto de Pellets de PVC FAQ
Como é que escolhemos a calibragem livre, sem vácuo, versus a calibragem a vácuo para perfis compostos de granulado de PVC, especialmente para superfícies brilhantes?
Se a geometria e a estabilidade do perfil o permitirem, arrefecimento direto à água de dimensionamento livre pode reduzir o contacto com as ferramentas, o que ajuda quando a prioridade é o aspeto da superfície. Calibração do vácuo é normalmente selecionado quando a secção transversal requer uma maior bloqueio de forma, frequentemente para perfis ocos ou complexos.
A seleção final depende do desenho, da formulação do composto de PVC e dos critérios acordados para o aspeto ou defeito.
Como proteger os perfis compostos de granulado de PVC brilhante contra riscos durante o manuseamento e a embalagem?
Uma opção unidade de acondicionamento de proteção por laminagem de película pode ser adicionada no final da linha para aplicar uma proteção de superfície antes do manuseamento, empilhamento e embalagem. O tipo de película e o método de aplicação são configurados de acordo com a forma do perfil e os requisitos da superfície.
Como é que se reduz o risco de delaminação em perfis co-extrudidos e quais são as principais etapas de preparação?
A delaminação em perfis co-extrudidos macios e rígidos é normalmente causada por uma ligação interfacial deficiente entre os dois compostos. Gerimos esta situação através da análise da compatibilidade dos materiais, da estratégia de temperatura para apoiar a ligação na interface, do manuseamento limpo dos materiais para evitar a contaminação e do equilíbrio do fluxo através das ferramentas de co-extrusão para manter rácios de camadas consistentes.
As definições finais dependem do seu par de compostos específico e da estrutura da camada, e são verificadas em relação ao seu método de aceitação.
Perguntas frequentes sobre TPU elástico e de alta polaridade
Como é que se eliminam as marcas de arrastamento da superfície e as bolhas nos perfis de TPU?
O TPU é sensível à fricção e à humidade. Utilizamos revestimentos antiaderentes especializados nas mangas de dimensionamento e um design de parafuso que suporta uma homogeneização suave para reduzir o aprisionamento de ar e os defeitos de superfície.
Os perfis de TPU podem encolher ou desviar-se após o arrefecimento. Como é que se estabilizam as dimensões na produção contínua?
A estabilidade dimensional depende da consistência do arrefecimento e do controlo da tração, em função da geometria do perfil. Configuramos o percurso de arrefecimento e a temperatura da água para evitar uma contração irregular e, em seguida, ajustamos a tensão de tração para manter uma tração constante sem deformar o perfil.
A verificação é efectuada em relação às tolerâncias do desenho, utilizando pontos de amostragem acordados em condições de produção.
A vossa linha consegue lidar com TPU muito macio, como o 60A-80A?
Sim. Para TPU muito macio, configuramos a linha com uma lagarta especializada de toque macio e cortadores rotativos sem lascas para reduzir a deformação durante a tração e o corte.
PP e PE Poliolefina de Alta Retração FAQ
Como é que se controla a deformação, a contração e o desvio dimensional em perfis de PP ou PE?
O PP e o PE têm elevadas taxas de cristalização e uma retração significativa após o arrefecimento. O controlo dimensional começa na matriz, onde compensamos a dilatação da matriz no design das ferramentas. Depois da matriz, utilizamos tanques de vácuo alargados de várias fases e pulverização de água de grande volume para congelar rapidamente as dimensões, reduzindo os gradientes de temperatura em paredes grossas e finas.
O tipo de arrastamento e a pressão de contacto são selecionados para manter uma tração estável sem impressões. Para secções transversais complexas, podem ser adicionadas unidades de endireitamento em linha para contrariar a deformação pós-arrefecimento.
Os perfis de PP e PE requerem configurações a jusante diferentes em comparação com materiais rígidos como o ABS?
Sim. O PP e o PE são semi-cristalinos e continuam a encolher à medida que arrefecem, ao contrário das resinas amorfas, como o ABS, que estabilizam mais rapidamente. Isto significa que as linhas de PP e PE necessitam normalmente de percursos de arrefecimento mais longos, de uma cobertura de pulverização de água mais agressiva e de uma pressão de contacto de transporte mais baixa para evitar marcas na superfície do material mais macio.
Configuramos estes parâmetros com base no seu tipo de resina específico e na geometria do perfil.
Perguntas frequentes sobre o plástico de engenharia ABS de alto brilho
Como é que se garante o acabamento superficial de alto brilho necessário para os perfis ABS?
A qualidade da superfície do ABS depende da homogeneidade da fusão e do controlo preciso da temperatura. A geometria do parafuso específica para ABS foi concebida para proporcionar uma fusão uniforme com o mínimo de linhas de fluxo. Também recomendamos secadores dessecantes integrados para reduzir a humidade antes do processamento, uma vez que a humidade residual no ABS pode causar estrias prateadas ou marcas de salpicos que danificam o brilho da superfície.
Como é que se mantém a resistência ao impacto na extrusão de ABS?
O ABS contém uma fase de borracha de butadieno que lhe confere resistência ao impacto. O cisalhamento excessivo ou a temperatura do cilindro podem degradar esta fase de borracha, tornando o perfil final frágil. A geometria do parafuso deve utilizar um cisalhamento controlado para ajudar a preservar a estrutura do polímero.
Também monitorizamos de perto a temperatura da massa fundida para a manter dentro da janela de processamento segura: suficientemente alta para um bom fluxo, mas suficientemente baixa para reduzir o risco de degradação térmica.
Envie o seu desenho de perfil de plástico para configuração de linha
Partilhe o desenho do seu perfil, o tipo de material, os requisitos de tolerância, o objetivo de acabamento da superfície e o formato de produção previsto através do formulário nesta página. Se o perfil necessitar de co-extrusão, calibração de vácuo, arrefecimento de tamanho livre ou correção de endireitamento, inclua esses detalhes para que a Jinxin possa rever a configuração da linha com maior precisão.
Também pode enviar um e-mail para sales@jfextruder.com com o seu desenho e notas de projeto.
