
Porque é que a minha extrusora não está a alimentar? Causas comuns e soluções
Lede
Quando um a extrusora não está a alimentar, Se o problema não for resolvido, a reação natural é muitas vezes aumentar a velocidade do parafuso, aumentar a temperatura do tambor ou tentar forçar a passagem do material. Na maioria dos casos, isso agrava o problema.
Se o parafuso estiver a rodar mas pouco ou nenhum material estiver a avançar, o verdadeiro problema não é normalmente a falta de força. É que o transporte normal de sólidos foi interrompido algures entre a tremonha e a secção de alimentação.
É por isso que a extrusora não está a alimentar Os problemas devem ser diagnosticados por ordem e não por adivinhação. Comece pelo exterior da máquina e depois avance para o interior - primeiro a tremonha, depois a garganta de alimentação, depois o material e por último as causas mecânicas.
Neste artigo, ficará a saber:
- Qual é o aspeto real da falha de alimentação e por que razão é diferente de um baixo débito ou de um pico de consumo
- Como confirmar que se trata realmente de um problema de alimentação antes de mexer em quaisquer definições
- Os três controlos externos da tremonha que excluem as causas mais simples em menos de um minuto
- Porque é que o sobreaquecimento da garganta de alimentação é a causa mais comum de falha na alimentação - e como confirmá-lo
- Como as propriedades do material - humidade, forma, aditivos - podem fazer com que um parafuso que funciona corretamente não consiga puxar
- Quando suspeitar de desgaste mecânico versus um problema de processo ou de material
- O que nunca se deve fazer quando uma extrusora não está a alimentar
- Uma sequência de diagnóstico repetível e hábitos preventivos que reduzem as falhas de alimentação
1. O que é que “a extrusora não está a alimentar” realmente parece
Antes de solucionar o problema, é útil defini-lo claramente.
Na prática, os operadores podem descrever a mesma questão de formas diferentes:
- o parafuso está a rodar, mas não sai qualquer derretimento
- a saída é fraca ou intermitente
- a máquina arranca e depois perde o avanço
- o parafuso parece rodar sem puxar o material
- a extrusora está “a funcionar em vazio”
Todos estes sintomas apontam para uma condição básica: o material não está a entrar ou a mover-se corretamente através da secção de alimentação.
Um verdadeiro problema de alimentação aparece frequentemente em conjunto com uma produção baixa ou instável, queda da pressão de fusão, carga reduzida do motor, descarga excessiva ou uma tremonha que parece cheia vista de cima, enquanto a garganta por baixo está, na realidade, a morrer de fome.
Esta distinção é importante. Se o problema for realmente uma falha de alimentação, o ajuste da temperatura da matriz ou da velocidade de transporte não ajudará. A causa principal está a montante - na tremonha, na garganta de alimentação ou no próprio material - e é aí que o diagnóstico deve começar.
Fazer esta distinção corretamente poupa tempo. Se a saída estiver presente mas for baixa, ou se a pressão de fusão for alta em vez de baixa, o problema pode ser uma restrição a jusante em vez de uma falha de alimentação. Verifique primeiro a saída, a pressão de fusão e a carga do motor. Certifique-se de que o problema tem a ver com o facto de o material não entrar no parafuso e não com algo a bloquear a saída.
2. Comece por fora: Exclua primeiro as causas mais simples
Antes de assumir que existe um problema interno grave na máquina, verifique as causas externas mais óbvias. Estas são responsáveis por uma grande parte das falhas de alimentação e demoram menos de um minuto a verificar.
2.1 Há material suficiente na tremonha?
Parece básico, mas deve ser sempre a primeira verificação. Um nível baixo de material, um reabastecimento inconsistente ou um transporte interrompido a montante podem criar uma fome temporária. Em longos ciclos de produção - especialmente com tremonhas opacas ou carregadores automáticos - os operadores por vezes não se apercebem que o fornecimento de material se esgotou.
Não olhar apenas para a parte superior da tremonha. Confirme que o material está efetivamente a chegar à área de saída.
2.2 A porta de correr ou a válvula de fecho está aberta?
Se a tremonha tiver uma porta de correr, placa de fecho ou válvula, certifique-se de que está totalmente aberta. Durante a limpeza, mudanças de material ou manutenção, esta porta é fechada. Uma porta parcialmente fechada pode ainda permitir a passagem de algum material, o que pode criar sintomas confusos, tais como saída intermitente em vez de paragem total.
Não confiar na memória. Verificar fisicamente a posição do portão.
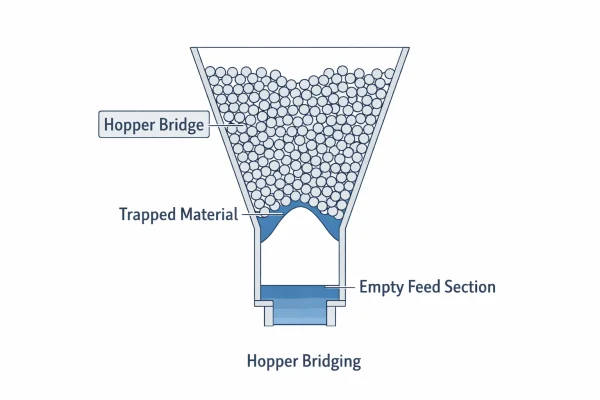
2.3 O funil está em ponte?
A formação de pontes na tremonha é uma das razões mais comuns pelas quais uma extrusora pára de alimentar. O material forma um arco ou “ponte” na secção cónica da tremonha, pelo que a resina permanece na tremonha mas não cai no parafuso.
Isto é especialmente comum com material reciclado irregular, flocos finos, misturas de pós pesados, material empoeirado e matéria-prima de baixa densidade.
Os sinais típicos incluem:
- a tremonha parece conter material, mas a produção cai drasticamente
- o caudal regressa brevemente após a perturbação da tremonha
- a alimentação torna-se instável quando o rácio de remoagem aumenta
- a inanição ocorre repetidamente mesmo que a tremonha não esteja vazia
Solução rápida: Partir a ponte manualmente com uma vara limpa. Não utilizar ferramentas metálicas que possam danificar a tremonha ou contaminar o material.
Solução a longo prazo: Reduzir o teor de finos, melhorar a consistência do material, otimizar a geometria da tremonha (um ângulo de cone mais acentuado ou uma abertura de garganta maior) ou instalar um vibrador ou agitador de tremonha, se a aplicação o exigir.
O que vemos na produção: Durante o comissionamento, os problemas de ponte quase nunca aparecem com pellets virgens frescos. Aparecem semanas mais tarde, quando o cliente começa a misturar material reciclado ou muda para uma geometria de pellets diferente. Se planeia utilizar regularmente material reciclado, teste o rácio de mistura na tremonha durante a configuração inicial - não depois de os objectivos de produção já terem sido atingidos.
3. A Garganta de Alimentação: Onde a maioria das falhas de alimentação realmente acontece
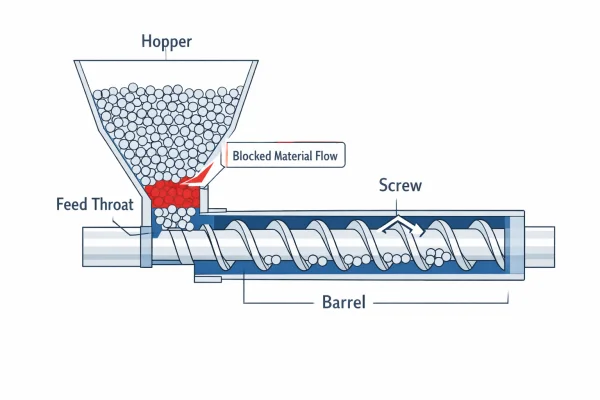
Se a tremonha não estiver vazia, a porta estiver aberta e o material não estiver obviamente em ponte, o próximo local a verificar é a garganta de alimentação - a zona de transição onde os granulados caem da tremonha para o canal do parafuso. Em muitos problemas de extrusão de parafuso único, esta é a zona mais importante.
A secção de alimentação só funciona corretamente quando os grânulos permanecem no estado sólido o tempo suficiente para serem agarrados e transportados para a frente pelo parafuso. As extrusoras de parafuso único transportam o material através de fricção: o parafuso depende de uma diferença de fricção entre a interface pellet-parede do barril e a interface pellet-raiz do parafuso. Este mecanismo de arrastamento por fricção é a base do transporte de sólidos por parafuso simples - para um tratamento técnico pormenorizado, ver este estudo de acesso livre sobre o comportamento do transporte de sólidos em extrusoras de parafuso único. Se o material amolece demasiado cedo, este mecanismo de fricção entra em colapso - os granulados deixam de se comportar como um sólido de fluxo livre e começam a colar-se.
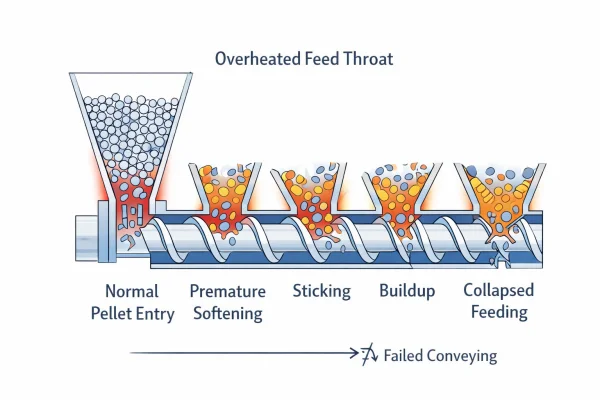
3.1 A garganta de alimentação está a sobreaquecer?
Esta é uma das causas mais comuns e mais negligenciadas das condições de não alimentação.
A garganta de alimentação é a única secção do cilindro da extrusora que requer arrefecimento ativo. Foi concebida para se manter suficientemente fria para que os grânulos permaneçam sólidos à medida que entram no parafuso. Se a água de arrefecimento for insuficiente, bloqueada, demasiado quente ou instável, o material pode começar a amolecer ou a derreter parcialmente na zona da garganta.
Quando isso acontece, a alimentação pode falhar rapidamente. O mecanismo é simples:
- O material atinge uma zona de garganta ou de raiz do parafuso sobreaquecida
- Os granulados começam a amolecer demasiado cedo
- O material amolecido adere à superfície metálica em vez de ser empurrado para a frente
- Uma camada de plástico semi-fundido acumula-se, selando efetivamente a abertura de alimentação
- O material fresco já não pode cair - o parafuso roda, mas o transporte efetivo entra em colapso
Muitas vezes, isto acontece da seguinte forma: a extrusora alimenta-se normalmente no arranque, mas depois começa a falhar gradualmente; a alimentação torna-se instável durante os ciclos mais longos; o reinício após uma paragem curta é difícil; e o aumento da temperatura agrava o problema em vez de o melhorar.
Se for esta a causa, a primeira ação não é aumentar ainda mais o calor. É necessário verificar imediatamente o sistema de arrefecimento do gargalo de alimentação.
As falhas de arrefecimento mais comuns incluem:
- Válvula de abastecimento de água de arrefecimento parcialmente fechada ou acidentalmente fechada
- Acumulação de incrustações ou algas no interior dos canais de água de arrefecimento (especialmente comum no verão ou em regiões com água dura)
- Falha da bomba de água de arrefecimento ou fluxo reduzido de um sistema partilhado
- Mau funcionamento do termóstato ou da válvula solenoide
Um erro comum é assumir que “água ligada” significa “refrigeração a funcionar”. Não são a mesma coisa. Verifique o caudal de água real, o estado da mangueira, a temperatura da água de entrada e se o arrefecimento está realmente a chegar ao corpo da garganta.
O que verificamos durante a FAT: Antes de cada expedição, verificamos o caudal e a temperatura de arrefecimento da garganta de alimentação durante o teste de produção a plena carga. Registamos a temperatura e o caudal de base da água de arrefecimento como parte do conjunto de parâmetros fornecido com a linha. Se o arrefecimento da garganta falhar meses mais tarde, o cliente pode comparar as condições actuais com estes valores documentados para identificar rapidamente o desvio.
3.2 A garganta de alimentação está fisicamente bloqueada?
Menos comum do que o sobreaquecimento, mas que vale a pena verificar: uma obstrução física na abertura de alimentação.
A garganta pode estar obstruída por material degradado de uma passagem anterior, pedaços carbonizados, contaminação estranha, finos compactados, restos de material de purga ou fragmentos de metal.
Se houver um bloqueio físico, não continue a forçar a máquina. Desligar em segurança, arrefecer de acordo com o procedimento e inspecionar a área adequadamente. As tentativas repetidas de forçar a passagem de um bloqueio dificultam frequentemente a limpeza e aumentam o risco de danos.
A instalação de um coletor magnético acima da garganta de alimentação é uma boa medida preventiva contra a contaminação por metais.
Para limpar incrustações antigas ou resíduos de purga, ver [Como limpar corretamente o parafuso e o tambor de uma extrusora]..
4. Quando o problema é o material, não a máquina
Se a tremonha e a garganta estiverem limpas e o arrefecimento for normal, o problema pode não ser de todo mecânico. Pode ser o material.
4.1 O material está demasiado húmido?
O material húmido nem sempre causa um evento de não alimentação completo, mas pode contribuir de forma absoluta para uma alimentação instável, surtos, aderência e mau comportamento de transporte - especialmente com resinas sensíveis à humidade.
A humidade nas superfícies dos pellets reduz a fricção efectiva entre os pellets e o metal. Na extrusão, a humidade pode causar mais do que defeitos na superfície. Pode também alterar a forma como o material se comporta na secção de alimentação, particularmente se a resina for supostamente seca mas entrar na máquina num estado inconsistente.
Isto é mais provável quando:
- a resina é higroscópica (PC, PMMA, nylon, TPU)
- as condições de secagem são instáveis ou o tempo de secagem é demasiado curto
- o material é exposto ao ar ambiente após a secagem
- o material reciclado é misturado sem controlo da humidade
Se o material necessitar de secagem, não o trate como um problema de qualidade menor. Faz parte do controlo estável do processo. Para uma visão geral prática dos parâmetros de secagem - incluindo temperatura, caudal de ar, ponto de orvalho e tempo - consulte Fundamentos de secagem de resina da Plastics Technology.
Quando o problema é material e não de máquina: Um cliente que utiliza tubos PE comunicou falhas de alimentação intermitentes todas as manhãs durante a época das monções. A extrusora estava bem. O problema era que, durante a noite, os granulados na tremonha aberta absorviam humidade suficiente do ar húmido para reduzir a fricção na secção de alimentação. A solução era simples: tapar a tremonha e pré-secar o material antes do turno da manhã. Não foi necessária qualquer reparação mecânica.
Para uma explicação mais aprofundada, ver [Porque é que a secagem da resina é importante].
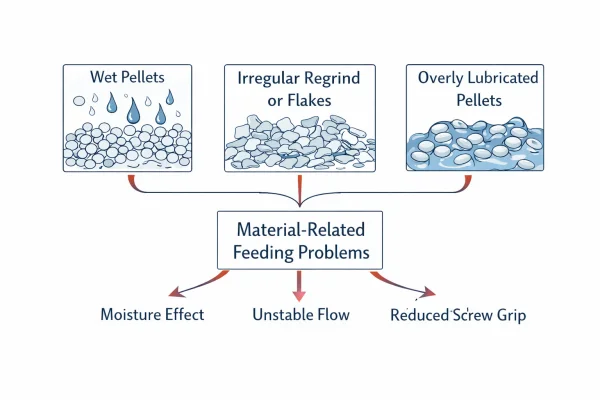
4.2 A forma do material é difícil de transmitir?
As extrusoras de parafuso único alimentam-se melhor quando a forma do material corresponde ao que o parafuso e o sistema de tremonha foram concebidos para manusear. A secção de alimentação do parafuso foi concebida geometricamente para uma gama específica de tamanhos e formas de granulado.
Os problemas tornam-se mais prováveis quando se passa de pellets cilíndricos normais para pellets cilíndricos:
- Moagem macia ou pedaços irregulares grandes
- Flocos de película muito leves com baixa densidade aparente
- Misturas ricas em pó que arejam em vez de escorrerem
- Matéria-prima reciclada de dimensão mista
Estas matérias-primas podem não cair de forma consistente, compactar uniformemente ou construir um leito sólido estável no canal do parafuso. A extrusora pode continuar a funcionar, mas a alimentação torna-se errática e muito mais sensível a pequenas alterações.
Fixar: Para uma utilização ocasional de remoagem, a mistura com granulados virgens (normalmente 70/30 ou 80/20) restaura frequentemente uma alimentação estável. Para uma mudança permanente para pó ou flocos, pode ser necessário alterar a geometria do parafuso - uma secção de alimentação mais profunda ou um revestimento do tambor de alimentação com ranhuras pode ajudar. Consulte o seu fornecedor de equipamento antes de efetuar esta alteração.
4.3 O material é demasiado escorregadio?
A alimentação de um parafuso depende do equilíbrio de fricção. Se o material contiver um excesso de lubrificante externo (ceras, estearatos), tiver um estado de superfície invulgar ou se comportar de forma demasiado escorregadia na zona de alimentação, o parafuso pode rodar sem estabelecer um forte transporte para a frente.
Isto é menos comum do que a formação de pontes ou o sobreaquecimento da garganta, mas acontece - especialmente após alterações da formulação.
Uma pista útil: O material parece estar a chegar ao parafuso, mas a saída permanece fraca e instável sem um bloqueio óbvio. Os granulados podem parecer oleosos ou cerosos à superfície.
Fixar: Rever a fórmula. Reduzir a dosagem do lubrificante externo, se possível. Se o material for comprado pré-composto, contacte o fornecedor - o problema pode ser uma variação do lote.
5. Quando suspeitar de problemas mecânicos ou de parafusos
As causas mecânicas devem ser consideradas - mas não demasiado cedo. Estas são frequentemente apontadas antes de as causas mais simples terem sido devidamente verificadas.
5.1 O parafuso está gasto?
Um parafuso gasto pode perder a sua capacidade de agarrar, compactar e mover o material de forma eficiente. Ao longo de milhares de horas, os materiais abrasivos (compostos com enchimento de vidro, PVC com enchimento mineral, material reciclado com contaminantes) desgastam gradualmente as roscas. À medida que o diâmetro exterior da rosca diminui, a folga entre a rosca e a parede do cilindro aumenta, e o material que deveria ser empurrado para a frente, em vez disso, vaza para trás sobre as roscas.
O desgaste do parafuso causa normalmente um declínio gradual, não um evento súbito de não alimentação. Esta é uma distinção importante.
Os sinais que apontam para o desgaste incluem
- o rendimento tem vindo a diminuir ao longo do tempo
- a máquina tornou-se mais difícil de arrancar de forma consistente
- pequenas variações de material provocam alterações de produção maiores do que anteriormente
- a amperagem do motor é inferior à linha de base histórica às mesmas RPM
- a linha utilizada para processar mais facilmente o mesmo material
O que fazer: Medir o diâmetro externo do parafuso e o diâmetro interno do cano. Comparar com as especificações originais (estas devem ser documentadas nos registos do equipamento). Se a folga exceder o limite recomendado pelo fabricante, é necessário substituir o parafuso e/ou o tambor.
O desgaste mecânico é um processo lento. Se a falha de alimentação aparecer subitamente numa linha que ontem estava a funcionar bem, é quase certo que o desgaste não é a causa. Veja primeiro as explicações mais simples.
5.2 Existe uma incompatibilidade entre o parafuso e o material?
Por vezes, o parafuso não está danificado. Simplesmente não está bem adaptado à matéria-prima que está a ser utilizada.
Um parafuso concebido para pellets normais pode ter dificuldades com material de densidade aparente muito baixa, formulações pesadas em pó ou entrada irregular de material reciclado. Nesse caso, o problema não é um erro do operador. É o facto de a geometria do parafuso já não ser adequada ao comportamento do material.
Deve suspeitar-se desta situação quando:
- os problemas de alimentação começaram depois de mudar o tipo de material
- a máquina trabalha bem alguns materiais mas não outros
- as verificações da tremonha e da garganta estão normais, mas o transporte continua instável
- o processo só funciona após uma intervenção manual excessiva
Nessa altura, pode ser necessário rever o desenho do parafuso com o construtor da máquina ou o engenheiro de processos.
6. O que não se deve fazer
Quando uma extrusora não está a alimentar, várias reacções comuns pioram a situação em vez de a melhorar.
Não aumentar cegamente a temperatura do barril. Se o problema for o amolecimento precoce na garganta, mais calor aumenta a aderência e reduz ainda mais a alimentação.
Não continuar a aumentar a velocidade do parafuso. Um parafuso com fome não se torna saudável só porque roda mais depressa. Em alguns casos, uma velocidade mais elevada piora a instabilidade.
Não se deve partir do princípio de que a matriz ou a secção a jusante é o principal problema. Se o parafuso não estiver a receber o material corretamente, os ajustes a jusante apenas desviam a atenção da verdadeira causa.
Não se deve dizer logo “o parafuso é mau”.” Esta conclusão é muitas vezes dispendiosa e prematura. Exclua primeiro os problemas da tremonha, da garganta e do material.
7. Uma sequência prática de resolução de problemas
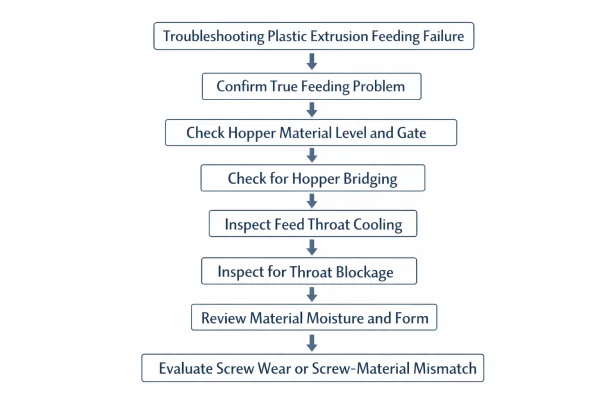
Quando uma extrusora não está a alimentar, utilize esta ordem:
Passo 1: Confirmar que se trata efetivamente de um problema de alimentação. Verificar a saída, a pressão de fusão e a carga do motor. Certificar-se de que não se trata principalmente de uma restrição a jusante.
Passo 2: Verificar os princípios básicos da tremonha. Verificar o nível do material, a posição do portão e se existe uma ponte.
Passo 3: Verificar a garganta de alimentação. Concentre-se no arrefecimento, no amolecimento, na aderência e no bloqueio físico.
Passo 4: Verificar o material. Rever o estado de humidade, o rácio de trituração, o teor de finos, a forma do material e as propriedades da superfície.
Etapa 5: Verificar a parte mecânica. Só depois dos passos anteriores é que se deve passar ao desgaste do parafuso, ao historial de bloqueios ou à incompatibilidade entre o parafuso e o material.
Esta ordem é prática porque começa com as causas mais comuns e mais fáceis de corrigir. Em cada passo, se a resposta for sim, corrija-a e teste. Se não, passe para o passo seguinte. Não salte para a frente.
8. Como prevenir problemas de alimentação antes que eles interrompam a produção
A melhor forma de reduzir as falhas de alimentação é tratá-las como um problema do sistema e não como um azar aleatório.
As acções preventivas úteis incluem:
- Monitorizar o desempenho do arrefecimento da garganta de alimentação como parte da verificação diária do arranque - confirmar o fluxo de água, não apenas a ligação Para uma abordagem estruturada das verificações diárias, semanais e mensais - incluindo a verificação do arrefecimento da garganta de alimentação - ver [Lista de controlo de manutenção diária, semanal e mensal para máquinas de extrusão].
- Manter limpas as áreas da tremonha e da garganta; inspecionar após cada mudança de material
- Reduzir o excesso de finos no material reciclado antes da mistura
- Controlar rigorosamente a secagem da resina para materiais higroscópicos - tratá-la como controlo do processo e não como preferência de qualidade
- Registar quais os materiais que têm tendência para formar pontes ou picos, e em que proporções
- Seguir o declínio gradual do rendimento que pode indicar desgaste
- Evitar alterações não controladas do rácio de remoagem ou da forma do material durante a produção
Uma linha que por vezes não se alimenta tem normalmente uma causa repetível. O problema é muitas vezes o facto de ninguém ter documentado as condições de forma suficientemente clara para ver o padrão.
O que recomendamos a todos os novos clientes: Durante a colocação em funcionamento, registamos o conjunto completo de parâmetros de base - incluindo a temperatura da água de arrefecimento da garganta, o caudal e a amperagem do motor em estado estacionário. Estes números tornam-se o ponto de referência. Quando surgem problemas de alimentação meses mais tarde, a comparação das condições actuais com a linha de base identifica normalmente o desvio em poucos minutos.
FAQ
Q1: Porque é que o parafuso da minha extrusora está a rodar mas não está a puxar material?
As causas mais comuns são a formação de pontes na tremonha, o sobreaquecimento da garganta de alimentação, o bloqueio da garganta, material húmido ou inconsistente ou uma má correspondência entre o parafuso e o material. Comece por verificar a tremonha e a garganta de alimentação antes de assumir uma falha mecânica interna.
Q2: A temperatura da garganta de alimentação pode impedir a alimentação de uma extrusora?
Sim. Se a garganta de alimentação ficar demasiado quente, os grânulos podem amolecer demasiado cedo e ficarem presos em vez de se moverem livremente para a rosca. Esta é uma das causas mais comuns e mais negligenciadas das falhas de alimentação.
P3: O plástico húmido pode causar problemas de alimentação da extrusão?
Sim. O material húmido pode contribuir para um transporte instável, surtos, aderência e comportamento de processamento inconsistente, especialmente com resinas sensíveis à humidade, como PC, PMMA, nylon e TPU.
Q4: Devo aumentar a velocidade do parafuso se a extrusora não estiver a alimentar?
Normalmente não. Se o material não estiver a entrar ou a ser transportado corretamente, aumentar a velocidade do parafuso piora frequentemente a instabilidade em vez de corrigir a causa principal.
Q5: Quando é que devo suspeitar do desgaste dos parafusos?
Suspeite de desgaste do parafuso quando o desempenho estiver a diminuir gradualmente ao longo do tempo, especialmente com materiais abrasivos ou contaminados. A falha repentina na alimentação é mais frequentemente causada por problemas na tremonha, na garganta ou no material.
Precisa de ajuda para diagnosticar a sua linha?
Se tiver seguido esta sequência e o problema de alimentação persistir, pode haver um processo mais profundo ou uma incompatibilidade de hardware que exija uma avaliação prática. Descreva o principal sintoma, quando aparece e quais as verificações que já efectuou. Podemos ajudá-lo a reduzir a causa e a determinar o caminho correto para a correção.
Se a linha estiver a mostrar uma instabilidade mais ampla do que apenas a alimentação, ver [Resolução de problemas de extrusão de plástico: Como diagnosticar rapidamente os problemas da linha]..
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Jinxin Extruder e um engenheiro veterano com mais de 20 anos de experiência prática em maquinaria para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da linha de extrusão: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




