
Manchas pretas na extrusão: Como identificar a verdadeira origem
Lede
As manchas pretas nos produtos de extrusão são um dos problemas de qualidade mais comuns - e mais mal diagnosticados - numa linha de extrusão de plástico.
Quando aparecem partículas escuras, pontos queimados ou contaminação estranha no produto, a primeira reação na maioria dos pisos de produção é previsível: aumentar a temperatura para empurrar o material residual para fora, utilizar agressivamente o composto de purga ou encerrar a linha para uma desmontagem completa. Por vezes, as três reacções ocorrem no mesmo turno.
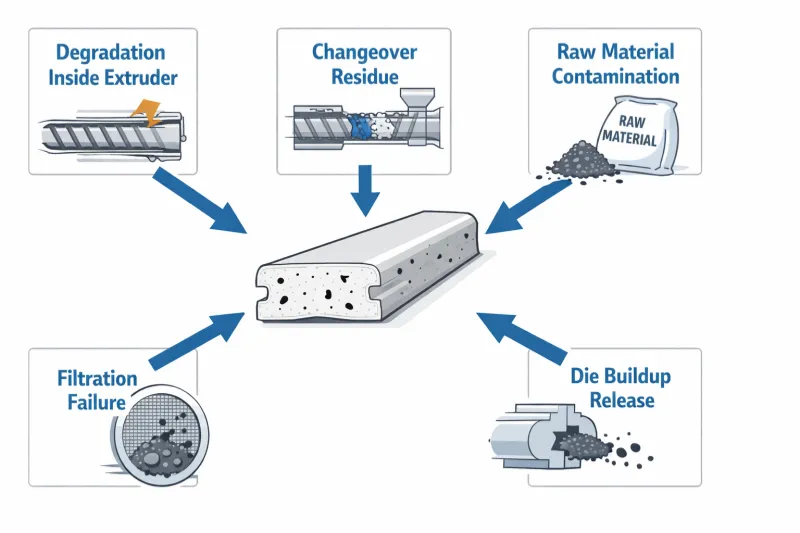
O problema é que as manchas negras não são um problema único. O mesmo defeito visual - partículas escuras incrustadas no produto - pode ter origens completamente diferentes:
- Material degradado e carbonizado gerado no interior da extrusora
- Material residual deixado para trás após uma mudança de cor ou de material
- Contaminação estranha introduzida através da matéria-prima, do material reciclado ou do sistema de transporte
- Falha de filtragem que permite a passagem de partículas sem controlo
- Depósitos acumulados no interior da matriz ou do canal de fluxo que se libertam periodicamente
Cada fonte segue um mecanismo diferente. Cada uma requer uma ação corretiva diferente. E cada uma deixa um padrão de diagnóstico diferente - se soubermos o que procurar.
Uma desmontagem completa da máquina trata de tudo isso de uma só vez, mas também custa mais tempo, mais perda de produção e mais mão de obra. Em muitos casos, a fonte de contaminação poderia ter sido identificada - e corrigida - sem parar a linha.
Neste artigo, ficará a saber:
- Porque é que as manchas negras na extrusão devem ser classificadas por padrão antes de qualquer ação corretiva
- Como utilizar um método de isolamento para separar a degradação interna da contaminação externa
- As quatro fontes de contaminação mais comuns e o que cada uma delas representa na prática
- Verificações de baixo custo a efetuar antes de encerrar a linha
- Uma tabela de diagnóstico de referência rápida para fazer corresponder os padrões de contaminação às fontes prováveis
- Como é que este artigo se relaciona com o tema mais vasto [resolução de problemas de extrusão de plástico]. enquadramento
A forma mais rápida de resolver um problema de manchas negras não é, normalmente, limpar tudo primeiro, mas sim identificar a origem mais provável da contaminação.
1. Leia o padrão primeiro: Aleatório, Repetitivo ou Relacionado com o Lote?
Antes de abrir qualquer porta de acesso ou programar uma paragem, o primeiro passo de diagnóstico é ler como as manchas negras estão a aparecer - e não apenas se elas existem.
O próprio padrão de ocorrência é uma informação de diagnóstico. Separa as causas mais rapidamente do que qualquer ponto de inspeção individual.
Faça estas perguntas antes de mexer em quaisquer definições:
- As manchas são contínuas ou aparecem e desaparecem?
- São completamente aleatórios ou repetem-se num intervalo reconhecível?
- Começaram imediatamente no arranque ou só depois de funcionarem durante algum tempo?
- Estão ligados a um lote específico de material ou aparecem independentemente da origem do material?
- Pioram com uma velocidade de linha superior ou mantêm-se iguais?
As respostas apontam geralmente para um de três tipos de padrões:
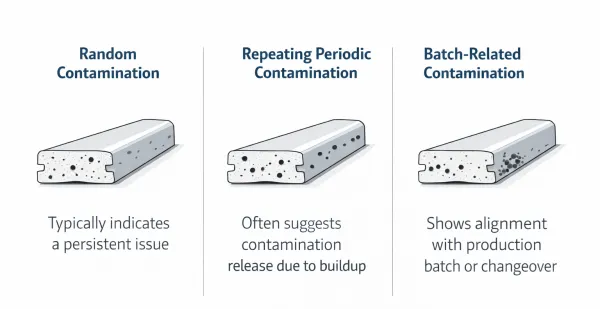
Contaminação aleatória
As manchas aparecem sem um ciclo ou um tempo claros. Alguns produtos estão limpos, outros não. Este padrão é mais consistente com a contaminação externa - partículas estranhas provenientes de matérias-primas, material reciclado, manuseamento ou transporte - ou com pequenas quantidades de material residual que se libertam imprevisivelmente de zonas de retenção ocultas.
Contaminação repetida ou periódica
As manchas aparecem em intervalos aproximadamente regulares ou aumentam de forma constante com o tempo de funcionamento. Este padrão aponta mais para a acumulação de matrizes que se libertam nos ciclos, para a acumulação de pontos mortos no interior do percurso do fluxo ou para a degradação progressiva devido à exposição prolongada ao calor.
Contaminação relacionada com o lote
As manchas aparecem apenas com um lote específico de material, um lote específico de material reciclado ou após uma mudança específica. Quando a fonte de material muda, a contaminação muda com ela. Este padrão é mais consistente com a contaminação de matéria-prima ou purga incompleta após uma mudança de cor ou fórmula.
O que os operadores experientes notam primeiro: Se as manchas pretas parecerem sempre piores durante os primeiros 30 minutos após o arranque e depois diminuírem gradualmente, a direção mais provável é a retenção de material degradado - e não a contaminação da matéria-prima recebida. Se as manchas começarem subitamente a meio do ciclo e estiverem relacionadas com um novo saco ou lote de material reciclado, a contaminação do manuseamento do material passa para o topo da lista. O padrão diz-lhe onde procurar antes de abrir qualquer coisa.
Estas três categorias não cobrem todos os casos na perfeição. Mas reduzem significativamente a direção do diagnóstico - e a sua observação não custa nada.
Antes de decidir onde limpar, decida primeiro que tipo de padrão de contaminação está realmente a ver.
2. Manchas pretas na extrusão: Como isolar a fonte antes de destruir a linha
Este é o método principal do artigo. O objetivo não é enumerar todas as causas possíveis, mas dar aos operadores uma sequência estruturada que reduza a incerteza passo a passo - antes de se comprometerem com uma intervenção dispendiosa.
O princípio é simples: isolar antes da desmontagem. Primeiro a observação de baixo custo, depois a desmontagem de alto custo.
Passo 1: Registar o padrão de contaminação
Antes de fazer qualquer outra coisa, documente o que está a ver:
- Quando é que os pontos negros apareceram pela primeira vez? (hora, turno, data)
- São contínuas ou intermitentes?
- Estão ligados ao arranque, ao funcionamento contínuo, à comutação ou à mudança de velocidade?
- Aparecem em todas as saídas ou apenas em determinadas execuções ou lotes?
Isto demora cinco minutos. Evita o erro de diagnóstico mais comum: tratar um problema específico de um padrão como um problema geral de limpeza da máquina.
Etapa 2: Separar a geração interna da introdução externa
Esta é a bifurcação mais importante no caminho do diagnóstico.
Sinais que apontam para a geração interna:
- A contaminação aumenta com o tempo de funcionamento ou após longas paragens
- As manchas parecem partículas escuras, carbonizadas ou queimadas
- O problema persiste mesmo depois de mudar para material virgem limpo
- Pior após o arranque ou períodos de retenção a baixa velocidade
Sinais que apontam para uma introdução externa:
- A contaminação está relacionada com um lote específico, saco ou lote de trituração
- O problema muda quando a origem do material muda
- As manchas incluem partículas estranhas não plásticas (fibras, poeiras, flocos de metal)
- Mudança recente de fornecedor, rácio de remoagem ou configuração do transporte
A correção deste garfo evita o erro de diagnóstico mais dispendioso: desmontar a extrusora e a matriz quando a contaminação nunca foi gerada no interior da máquina.
Passo 3: Verificar eventos de processo recentes
Pergunte à equipa de produção:
- Houve alguma mudança recente de material ou de cor?
- A linha foi parada e reiniciada? Durante quanto tempo?
- O pacote de ecrãs foi mudado recentemente? Foi instalado corretamente?
- Foi introduzido um novo lote de material reciclado?
- Foi efectuada a manutenção ou abertura de algum sistema de transporte ou de secagem a montante?
Na maioria dos casos, o aparecimento de manchas pretas está correlacionado com um evento de processo específico. A identificação desse evento reduz drasticamente a fonte.
Passo 4: Inspecionar os pontos de controlo de baixo custo antes do encerramento
Estas verificações podem ser efectuadas enquanto a linha ainda está em funcionamento ou durante uma breve pausa - não é necessária uma desmontagem completa:
- Matéria-prima e material triturado: Retirar uma amostra da tremonha e inspecionar visualmente. Verificar a existência de descoloração, partículas estranhas, pó, fragmentos de embalagens.
- Trajetória de transporte: Inspecionar o carregador, as linhas de transferência e o interior da tremonha para verificar se há acumulação de contaminação ou resíduos de materiais anteriores.
- Conjunto de crivos e filtro: Rever a hora da última mudança de ecrã. Se estiver a ser utilizado um sistema de mudança contínua de ecrã, verificar se o ecrã foi avançado recentemente. Verificar se a contaminação mudou após a última mudança de ecrã.
- Área do lábio do molde: Se for acessível em segurança, inspecionar visualmente a saída da matriz para verificar se há acumulação, baba ou depósitos descoloridos na borda do lábio.
- Registo de tempo e de lotes: Cruzar as ocorrências de contaminação com os registos dos lotes de materiais e o historial de mudanças.
- Comparação entre arranque e funcionamento estável: Note se a contaminação é pior durante o arranque (aponta para material degradado retido) ou constante (aponta para fonte de contaminação contínua).
Etapa 5: Decidir o âmbito da intervenção
Só depois das etapas 1-4 é que se deve decidir o nível de intervenção:
- Se as provas apontarem para a matéria-prima → mudar de fonte de material ou de lote de trituração, observar
- Se os indícios apontarem para resíduos da transição → ciclo de purga orientado, não desmontagem completa
- Se os indícios apontam para a filtração → substituir o conjunto de filtros, verificar a estanquidade
- Se houver indícios de acumulação de matriz → limpar a matriz e o adaptador, inspecionar o percurso do fluxo
- If evidence points to barrel/screw degradation → schedule [proper screw and barrel cleaning] with full disassembly
O melhor método de resolução de problemas para as manchas pretas não é limpar primeiro toda a linha, mas sim reduzir primeiro a incerteza.
3. Quando são criados pontos negros no interior do processo
Algumas manchas pretas não são trazidas do exterior. São gerados no interior da própria extrusora - através de degradação, sobreaquecimento, tempo de residência excessivo ou material carbonizado que se acumula em pontos mortos no percurso do fluxo.
Como acontece
O plástico exposto a altas temperaturas durante demasiado tempo começa a degradar-se. As cadeias de polímeros quebram-se, o material escurece e, eventualmente, carboniza - formando partículas duras e escuras que se agarram às superfícies metálicas no interior do tambor, das roscas, do adaptador ou dos canais da matriz.
Estas partículas acumulam-se gradualmente. Depois libertam-se - por vezes em pequenas quantidades durante a produção contínua, outras vezes em quantidades maiores após uma perturbação do processo, como um ciclo de paragem/arranque, uma alteração de velocidade ou um ajuste de temperatura.
Desencadeadores comuns
- Temperaturas do barril ou da matriz mais elevadas do que as exigidas pelo material
- Tempo de permanência prolongado durante operações a baixa velocidade ou pausas na produção
- Pontos mortos no design do parafuso, geometria do adaptador ou canais de fluxo da matriz onde o material pode estagnar - permitindo que pequenas quantidades de resina se degradem ao longo do tempo e se libertem intermitentemente como manchas pretas. Este mecanismo está bem documentado no processamento de plásticos; para uma explicação relacionada de como o material preso em áreas de fluxo negativo cria contaminação intermitente, consulte esta análise da Plastics Technology.
- Processamento de materiais sensíveis ao calor (PVC, PETG, certos TPE) sem controlo adequado da temperatura
- Arranque ou reinício após uma paragem prolongada sem purga adequada
Qual o aspeto deste tipo de contaminação
- Partículas escuras, de aspeto carbonizado - frequentemente mais duras do que o material circundante
- Contaminação que se agrava quanto mais tempo a linha funciona sem interrupção
- Mais grave após o arranque, especialmente quando a linha foi mantida à temperatura durante uma paragem
- Aparece mesmo com material limpo e virgem - porque a fonte já está dentro da máquina
- Por vezes concentrados em zonas específicas da secção transversal do produto, correspondendo a pontos mortos no percurso do fluxo
O limite do acórdão
Nem todas as manchas pretas são degradação. A degradação é a principal suspeita apenas quando o padrão de contaminação se correlaciona claramente com o histórico de aquecimento - duração do tempo de funcionamento, eventos de paragem/arranque, alterações de temperatura ou tempo de permanência.
Se a contaminação não se altera quando se trocam os lotes de material, mas se altera quando se alteram as condições térmicas ou a duração da execução, a degradação deve ser investigada antes da contaminação da matéria-prima ou do manuseamento.
Se a contaminação aumentar com o historial de calor, paragem ou tempo de residência longo, a degradação é frequentemente um suspeito mais forte do que a contaminação da matéria-prima.
4. Quando o problema é material antigo ainda escondido na linha
Após uma mudança de material, mudança de cor ou ajuste de fórmula, podem aparecer manchas pretas ou contaminação de cor - não porque entrou sujidade nova na linha, mas porque o material antigo nunca foi totalmente removido.
Porque é que os resíduos da transição são fáceis de diagnosticar erradamente
Os resíduos da transição nem sempre aparecem imediatamente. O material antigo pode esconder-se em zonas de baixo fluxo durante horas ou mesmo dias antes de ser gradualmente libertado. Isto cria um padrão de contaminação que parece intermitente e imprevisível - e é por isso que muitas vezes a culpa é do “material estragado” ou da “limpeza geral da máquina” em vez de uma purga incompleta.
Onde os resíduos se escondem
- Secção posterior do parafuso (zonas de baixa pressão com varrimento deficiente)
- Zonas de parede de barril com caudal reduzido
- Região do adaptador e da placa separadora
- Dentro e à volta do alternador de ecrã
- Cantos internos da matriz, zonas de baixa velocidade e áreas de transição
- Bordos dos lábios da matriz onde o material se pode acumular e desprender periodicamente
Qual o aspeto deste tipo de contaminação
- Aparece pouco depois de uma mudança de cor, troca de material ou ajuste do rácio de remoagem
- Forte no início, depois diminui gradualmente ao longo do tempo - mas não desaparece completamente
- A purga parece ajudar temporariamente, mas depois as manchas voltam
- A contaminação da cor e as manchas pretas podem aparecer em conjunto
- A mesma combinação de linha e matriz tende a apresentar este problema repetidamente após as mudanças
O juízo prático
Se a contaminação aumentar após uma mudança e depois diminuir lentamente com a produção contínua, isto aponta mais para a libertação de material residual do que para a entrada de nova contaminação no sistema.
The correct response is usually a more thorough or targeted purge — not an immediate full teardown. If purging alone does not resolve it, the retention zones need to be identified and physically cleaned. For the full cleaning decision framework — when to purge and when to disassemble — see [Como limpar corretamente o parafuso e o tambor de uma extrusora]..
Quando a contaminação está fortemente ligada às mudanças, o primeiro suspeito não é frequentemente a nova sujidade que entra na linha, mas o material antigo que é libertado de zonas de retenção ocultas.
5. Quando a contaminação provém do exterior da extrusora
Nem todas as manchas pretas têm origem no interior da máquina. Em muitos casos, a contaminação já estava presente antes de o material entrar no tambor - introduzida através da qualidade da matéria-prima, do teor de material reciclado, da embalagem, dos sistemas de transporte ou do próprio ambiente de produção.
Esta categoria é a mais frequentemente negligenciada quando a resolução de problemas parte do pressuposto de que “a máquina deve estar suja”.”
Fontes comuns de contaminação externa
- Defeitos das matérias-primas: Pellets descoloridos, partículas pré-degradadas ou inclusões estranhas já presentes no saco ou na entrega a granel
- Contaminação da embalagem: Fibras de papel, fragmentos de sacos de tecido, pó ou adesivo de etiquetas de sacos danificados ou incorretamente selados
- Contaminação por regramento: Material misto triturado, material triturado degradado de operações anteriores, flocos de metal resultantes do desgaste da lâmina do granulador ou acumulação de poeiras nos silos de armazenamento de material triturado
- Contaminação do sistema de transporte: Material residual em carregadores de vácuo, mangueiras de transferência ou caixas de distribuição de ciclos de produção anteriores; acumulação de pó ou humidade nas linhas de transporte
- Contaminação da tremonha: Poeira de material, condensação ou contaminação cruzada devido à adição manual de aditivos ou masterbatch
- Ambiente do workshop: Poeiras em suspensão no ar, partículas metálicas provenientes de operações de maquinagem nas proximidades ou detritos que caiam em tremonhas abertas
Qual o aspeto deste tipo de contaminação
- Fortemente correlacionado com um lote de material específico, um lote de material reciclado ou uma expedição do fornecedor
- Mais frequente quando a percentagem de remoagem é mais elevada
- A máquina foi limpa mas a contaminação persiste
- O padrão de contaminação muda quando a fonte de material muda
- A inspeção visual da matéria-prima ou do material triturado revela partículas estranhas visíveis, descoloração ou poeira
- Não piora com o tempo de funcionamento - mantém-se praticamente constante enquanto for utilizado o mesmo material
O limite do acórdão
Se o material for rastreado por manchas pretas - que aparecem num lote, mas não noutro, que aumentam com o rácio de remoagem ou que desaparecem quando se muda para resina virgem limpa - então a máquina não é o primeiro local a procurar.
Elimine a possibilidade de contaminação externa antes de se comprometer com uma desmontagem interna. Retire uma amostra de material, inspeccione-a visualmente e verifique o percurso de transporte. Estas são verificações de cinco minutos que podem evitar uma desmontagem de quatro horas.
Se a contaminação ocorrer após um lote, um lote de trituração ou um evento de manuseamento, a fonte pode estar fora da extrusora e não no seu interior.
6. Quando o filtro falha ou o dado o liberta
Mesmo quando a fonte de contaminação está a montante, dois mecanismos a jusante determinam frequentemente se as manchas negras chegam efetivamente ao produto final: a eficácia da filtração e a libertação do depósito da matriz. Estes são modos de falha diferentes e devem ser diagnosticados separadamente.
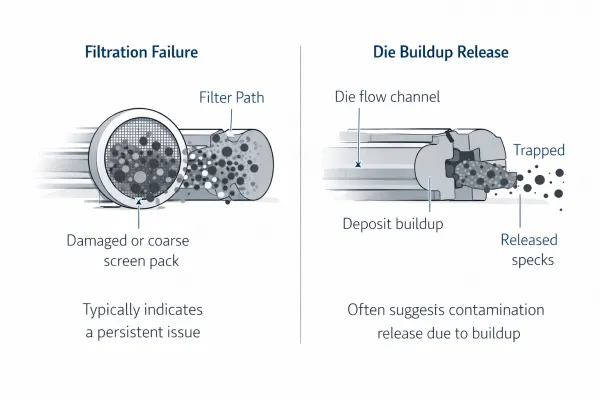
6.1 Problemas de filtragem
O conjunto de filtros e o sistema de filtragem situam-se entre a extrusora e a matriz. A sua função é intercetar a contaminação - partículas degradadas, materiais estranhos, géis não fundidos - antes que a massa fundida atinja a matriz e se torne parte do produto.
Quando a filtragem falha, a contaminação que de outra forma teria sido apanhada passa para o produto.
Modos comuns de falha de filtragem:
- Malha do crivo demasiado grossa para o tamanho das partículas de contaminação
- Conjunto de ecrãs danificado, rasgado ou mal colocado durante a instalação
- Derivação ou fuga à volta do conjunto do ecrã devido a vedantes gastos ou montagem incorrecta
- O permutador de ecrã contínuo não avança com frequência suficiente - a área ativa do ecrã fica parcialmente bloqueada, reduzindo a eficácia da filtragem
- O próprio evento de mudança de ecrã introduz um breve impulso de material não filtrado
Qual o aspeto da contaminação relacionada com a filtragem:
- O nível de contaminação altera-se visivelmente após uma mudança de crivo - quer melhorando (o novo crivo capta mais), quer piorando temporariamente (passagem de material perturbado durante a troca)
- Os tamanhos e tipos de partículas são variados - não existe um único tipo consistente de grão
- Existe um risco de contaminação a montante (remoagem, degradação), mas o produto a jusante apresenta uma contaminação superior à prevista para a malha de peneira utilizada
- Apertar a malha do ecrã (filtragem mais fina) reduz visivelmente o problema
6.2 Acumulação de matrizes e libertação de depósitos
A cabeça da matriz, os canais de fluxo e a área do lábio da matriz são as superfícies de contacto finais antes de a fusão se tornar um produto. Ao longo do tempo, estas superfícies podem acumular depósitos - material degradado, resíduos carbonizados ou acumulação de aditivos - especialmente em zonas de baixa velocidade, transições acentuadas e áreas onde a geometria do percurso do fluxo cria estagnação.
Estes depósitos não se libertam continuamente. Acumulam-se lentamente e depois desprendem-se em fragmentos - criando um padrão de contaminação que parece periódico ou que piora gradualmente com o tempo de funcionamento.
Qual o aspeto da contaminação por acumulação de matriz:
- As manchas pretas aparecem com uma periodicidade reconhecível ou aumentam de forma constante ao longo das horas de produção
- A limpeza da matriz e do adaptador produz uma melhoria imediata e significativa - mas o problema regressa passados dias ou semanas
- A contaminação não é aleatória - tende a repetir-se em posições de produtos semelhantes ou em intervalos semelhantes
- Certos desenhos de matrizes ou geometrias de produtos são mais propensos a este problema do que outros
- O bordo do cunho apresenta acumulação visível, baba ou material descolorido quando inspeccionado
A distinção fundamental
Os problemas de filtragem são cerca de o que passa - o filtro não conseguiu impedir a contaminação que já existia a montante.
Os problemas de acumulação de matrizes têm a ver com o que é libertado - o próprio coto torna-se uma fonte de contaminação através da acumulação progressiva e do desprendimento periódico.
Trata-se de mecanismos diferentes com correcções diferentes. “A matriz está suja” não é um diagnóstico útil. Saber se o problema é o desvio da filtragem ou a libertação de depósitos determina se é necessário mudar o ecrã, redesenhar a configuração da filtragem, limpar a matriz ou resolver um problema de geometria do percurso do fluxo.
Um problema de contaminação pode começar a montante, mas o facto de chegar ao produto depende muitas vezes da capacidade do filtro para o parar e da tendência do molde para libertar depósitos acumulados.
7. Tabela de diagnóstico de uma página: Padrão de Contaminação → Fonte Provável → Primeira Verificação
Esta tabela é uma referência de primeira resposta - não é uma garantia de diagnóstico de causa única. Utilize-a para tornar a primeira ação mais rápida e mais precisa.
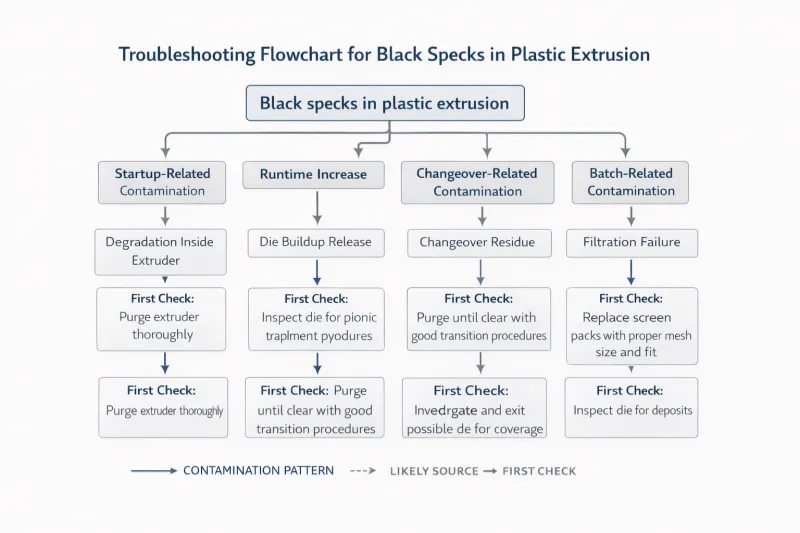
| Padrão de contaminação | Fonte mais provável | Primeiro controlo |
|---|---|---|
| Pior após o arranque ou reinício | Degradação / retenção de material carbonizado | Rever o historial térmico, o tempo de permanência, a duração da paragem |
| Aumenta de forma constante com o tempo de funcionamento | Degradação ou acumulação de matrizes | Verificar o lábio da matriz, inspecionar a acumulação de pontos mortos |
| Picos após a mudança de cor ou de material, depois diminui lentamente | Resíduo de transição | Avaliar a eficácia da purga; verificar as zonas de retenção ocultas |
| Ligado a um lote de material específico ou a um lote de material reciclado | Contaminação de matérias-primas/manuseamento | Inspecionar a origem do material, a qualidade da retificação e o percurso de transporte |
| Alterações visíveis após a mudança de ecrã | Problema de filtragem | Verificar o estado do conjunto do crivo, a dimensão da malha e a vedação |
| Manchas periódicas a intervalos aproximadamente regulares | Acumulação de matrizes que se libertam em ciclos | Inspecionar o percurso do fluxo da matriz, os pontos mortos e a área dos lábios |
| Persiste independentemente do material, lote ou mudança | Degradação interna ou problema crónico no percurso do fluxo | Verificar o estado do cano/parafuso, a geometria do adaptador, as zonas mortas da matriz |
| Aparece apenas a alta velocidade da linha | Filtragem insuficiente ou degradação relacionada com a residência | Verificar se a capacidade de filtragem e o arrefecimento são adequados ao débito |
Os operadores podem imprimir esta tabela e mantê-la perto da linha. O objetivo não é substituir o julgamento dos engenheiros - é tornar o primeiro passo de diagnóstico mais rápido.
8. Conclusão: Não tratar todos os pontos negros da mesma forma
As manchas pretas nos produtos de extrusão têm um aspeto semelhante, mas as suas causas podem ser fundamentalmente diferentes. A dificuldade não reside no facto de existirem muitas fontes possíveis, mas sim no facto de fontes diferentes produzirem defeitos visualmente semelhantes.
As quatro principais fontes de contaminação seguem, cada uma delas, um mecanismo diferente:
- Degradação interna - material carbonizado gerado pelo calor, tempo e estagnação do percurso do fluxo no interior da extrusora
- Resíduo de transição - material antigo retido em zonas de retenção, libertado gradualmente após uma mudança de material ou de cor
- Contaminação das matérias-primas e do manuseamento - partículas estranhas, material reciclado degradado ou contaminação ambiental introduzidos antes de o material entrar no tambor
- Falha de filtragem ou acumulação de resíduos - contaminação que passa através de um filtro inadequado, ou depósitos que se acumulam no interior da matriz e se libertam periodicamente
O método de isolamento descrito neste artigo segue um princípio: reduzir a fonte antes de se comprometer com uma intervenção máxima.
- Ler o padrão de contaminação - aleatório, repetitivo ou relacionado com o lote
- Separar a produção interna da introdução externa
- Verificar eventos de processo recentes para correlação
- Inspecionar os pontos de controlo de baixo custo antes de programar o encerramento
- Em seguida, escolha a intervenção que corresponde à fonte mais provável
Nem todos os problemas de pontos negros requerem uma desmontagem completa da linha. Muitos podem ser resolvidos - ou pelo menos diagnosticados corretamente - com observação, amostragem e verificações específicas que demoram minutos em vez de horas.
Para obter o enquadramento geral de como classificar e abordar qualquer problema na linha de extrusão - incluindo a contaminação - ver [Resolução de problemas de extrusão de plástico: Um guia prático para diagnosticar problemas de linha rapidamente].
Quando aparecem manchas pretas, o objetivo não é limpar primeiro a maior parte das peças, mas sim identificar primeiro a fonte mais provável.
Perguntas frequentes sobre manchas pretas na extrusão
Q1: Qual é a forma mais rápida de encontrar a origem das manchas pretas na extrusão?
Leia primeiro o padrão de contaminação. Determine se as manchas são aleatórias, repetidas ou relacionadas com o lote. Em seguida, separe se a fonte é mais provavelmente interna (degradação, retenção) ou externa (material, manuseamento). Esta classificação em duas etapas - antes de qualquer inspeção física - normalmente elimina pelo menos metade das causas possíveis e indica-lhe onde deve verificar primeiro.
Q2: Como posso saber se as manchas pretas são devidas à degradação ou à contaminação da matéria-prima?
Verifique se a contaminação se altera quando muda o material. Se as manchas persistirem em diferentes lotes de resina virgem limpa, é mais provável que a fonte seja interna - degradação, retenção carbonizada ou acúmulo de matriz. Se as manchas aparecerem apenas num lote específico ou num lote de material reciclado, a contaminação externa do material é a principal suspeita.
Q3: Devo desligar imediatamente a linha quando aparecem manchas pretas?
Não necessariamente. Muitas fontes de contaminação podem ser reduzidas - ou mesmo confirmadas - sem parar a linha. Registe o padrão, verifique os eventos recentes do processo, inspeccione visualmente a matéria-prima e o material triturado, reveja o histórico de alterações do filtro e compare os níveis de contaminação no arranque com os níveis de contaminação em funcionamento constante. Estas verificações de baixo custo identificam frequentemente a direção antes de ser necessária qualquer desmontagem.
Q4: Porque é que as manchas pretas continuam a aparecer depois de limpar a extrusora?
Se a contaminação voltar após a limpeza, a fonte pode não ser o cilindro e a rosca. As razões mais comuns incluem: pontos mortos no percurso do fluxo da matriz que voltam a acumular depósitos, purga incompleta que deixa material em zonas de retenção ocultas, contaminação contínua da matéria-prima ou do material triturado que reintroduz partículas após cada limpeza, ou um sistema de filtragem que não está a captar eficazmente a contaminação a montante. O padrão de recorrência - a rapidez e as condições com que as manchas regressam - é a chave para identificar qual destes factores é responsável.
P5: É possível que os pontos negros provenham de mais do que uma fonte ao mesmo tempo?
Sim. Uma linha pode ter uma ligeira degradação num ponto morto E estar a utilizar material reciclado com qualidade marginal E ter um pacote de crivos que é ligeiramente demasiado grosseiro. Quando várias fontes se sobrepõem, o padrão de contaminação é mais difícil de ler porque não se encaixa claramente numa categoria. Nestes casos, elimine primeiro as fontes mais fáceis de verificar (material, screen pack) e, em seguida, trabalhe no sentido da degradação e da acumulação de matrizes.
Precisa de ajuda para localizar a contaminação na sua linha?
Se continuarem a aparecer manchas pretas ou contaminação e a origem não for clara, envie-nos:
- Tipo e qualidade do material
- Rácio virgem/moído
- Quando é que a contaminação apareceu pela primeira vez e se é contínua ou intermitente
- Se o problema está relacionado com o arranque, com a transição ou com o funcionamento contínuo
- Fotografias do produto contaminado e, se possível, grandes planos das manchas
- Se as alterações do ecrã afectam o nível de contaminação
- Se o problema aparece em toda a produção ou apenas em lotes específicos
Quanto mais contexto fornecer sobre o padrão de contaminação, mais rapidamente poderemos ajudar a determinar se a fonte é a degradação, o material residual, a contaminação da matéria-prima, a falha de filtragem ou a acumulação de matrizes - e recomendar o caminho corretivo correto.
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Jinxin Extruder e um engenheiro veterano com mais de 20 anos de experiência prática em maquinaria para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da linha de extrusão: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




