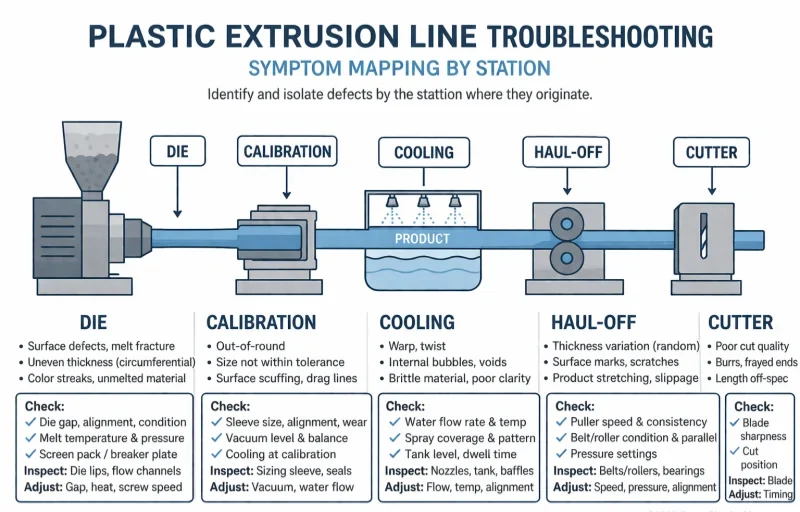
Resolução de problemas de extrusão por estação: Um Mapa de Diagnóstico Rápido (Molde → Calibração → Arrefecimento → Descarga → Cortador)
Quando uma extrusora começa a produzir produtos defeituosos - dimensões instáveis, distorção da forma, marcas na superfície ou cortes inconsistentes - a forma mais rápida de encontrar a causa é resolução de problemas de extrusão por estação, e não um ajustamento aleatório.
A ideia central é simples. Uma extrusora é uma série de estações por ordem: matriz, calibração, arrefecimento, transporte e cortador. Cada estação efectua um trabalho no produto. Cada estação, quando falha, cria um padrão de sintomas reconhecível. Se conseguir fazer corresponder o sintoma à estação em menos de dois minutos, poupa duas horas de alterações cegas de parâmetros.
A maior parte da resolução de problemas de extrusão torna-se lenta porque os operadores reagem globalmente ao sintoma em vez de fazerem primeiro uma pergunta: qual é a estação desta linha que mais provavelmente possui este sintoma? Uma pessoa aumenta a temperatura do barril. Outro altera a velocidade de transporte. Um terceiro ajusta o vácuo. Em poucos minutos, três variáveis foram alteradas, a linha não estabilizou e ninguém sabe qual a alteração que efetivamente ajudou ou prejudicou.
Alterar a velocidade de transporte devido a um problema de dimensionamento é como corrigir um erro de corte alterando a temperatura da fusão - pode alterar o sintoma, mas não resolve a causa. Além disso, introduz uma nova variável que dificulta o diagnóstico seguinte.
Nem todos os problemas da linha começam na extrusora. Muitos dos problemas de produção mais frustrantes têm origem numa única estação a jusante que nunca foi devidamente verificada.
Neste artigo, ficará a saber:
- Como ler o sintoma de um produto e localizar a estação que mais provavelmente o possui
- O que cada estação a jusante faz ao produto e o que acontece quando falha
- A primeira verificação significativa a efetuar em cada estação antes de alterar quaisquer parâmetros
- Uma tabela de diagnóstico de referência rápida: sintoma → estação mais provável → primeira verificação
- Como lidar com problemas que envolvem mais do que uma estação
- Erros comuns que enviam os operadores para a estação errada e desperdiçam tempo de diagnóstico
O método mais rápido de resolução de problemas não é, normalmente, apenas mais experiência, mas um hábito disciplinado: identificar a estação antes de ajustar a linha.
1. Comece com o padrão de sintomas, não com a última configuração que alguém alterou
Antes de se deslocar a qualquer estação, o operador deve primeiro ler corretamente o sintoma. Um mapa de estações só funciona quando o problema é descrito em termos de produção - e não numa linguagem vaga como “parece mau” ou “a linha parece instável”.”
Este guia foi concebido para classificar seis tipos de sintomas a jusante:
- Espessura de parede instável - a dimensão mantém-se à deriva ou em ciclo
- Diâmetro externo ou desvio de dimensionamento - o produto é consistentemente demasiado grande, demasiado pequeno ou flutuante
- Distorção de forma - arqueamento, deformação, ovalização ou colapso do perfil
- Marcas de superfície após a moldagem - linhas de arrastamento, marcas de água ou rugosidades relacionadas com o arrefecimento
- Deslizamento do produto ou instabilidade de tração - marcas de aperto, vibração ou tensão inconsistente
- Má qualidade ou comprimento do corte - cortes em ângulo, faces rugosas ou comprimentos inconsistentes
1.1 Onde é que o sintoma se torna visível pela primeira vez?
O primeiro passo de diagnóstico consiste em localizar o sintoma ao longo da linha:
- Imediatamente na saída da matriz → provavelmente um problema de matriz/ferramenta
- Durante o dimensionamento ou a calibração → provavelmente um problema de calibração
- Após a viagem de arrefecimento → provavelmente um problema de arrefecimento
- Durante ou depois de puxar → provável problema de arrastamento
- No corte ou no enrolamento → provavelmente um problema no cortador/bobinador
Um defeito que se detecte pela primeira vez na máquina de corte não é necessariamente causado por esta. Mas a primeira estação onde o problema se torna mensurável continua a ser o melhor ponto de partida. Não faça o diagnóstico apenas com base na memória. Percorra a linha e observe.
O que fazem as equipas experientes: Em linhas com tempos de diagnóstico consistentemente curtos, a primeira coisa que os operadores verificam não é um ecrã de parâmetros. Dirigem-se à saída da matriz e observam o produto à medida que este sai. Depois, seguem o produto a jusante, estação a estação, até encontrarem o local onde o defeito aparece pela primeira vez. Esta observação, por si só, elimina a maioria dos palpites errados.
Quando o sintoma é descrito claramente e localizado ao longo da linha, a estação correta a verificar em primeiro lugar torna-se normalmente muito mais fácil de identificar.
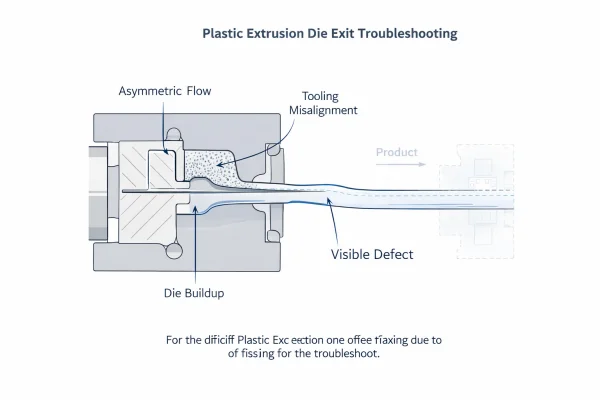
2. Matrizes e ferramentas: Quando o problema começa no ponto de saída
Se a instabilidade já é visível no momento em que o material sai do molde, a estação de moldes e ferramentas é o primeiro sítio a verificar. Nada a jusante pode corrigir uma forma que já está errada antes do início da calibração.
2.1 O que esta estação controla
A cabeça da matriz e as ferramentas convertem o fluxo de fusão na secção transversal pretendida - tubo, perfil, chapa ou tubagem. Esta estação determina a geometria inicial do produto, a distribuição do fluxo, a simetria da espessura da parede e o estado da superfície no momento da saída.
2.2 Sintomas que normalmente pertencem a esta estação
- Um lado do produto é mais espesso do que o outro desde o início (distribuição assimétrica do fluxo)
- Linhas de cunhagem - estrias longitudinais contínuas ou riscos na superfície
- Fratura de fusão ou pele de tubarão - rugosidade regular da superfície devido a tensão de cisalhamento excessiva
- Forma inicial instável antes mesmo de o produto entrar em calibração
- A massa fundida sai do molde de forma desigual - uma parte da circunferência ou do perfil move-se mais rapidamente do que a outra
- Acumulação visível, descoloração ou material degradado no bordo da matriz
2.3 Primeiras verificações antes de alterar quaisquer definições
- Olhar diretamente para a saída do dado. Antes de o produto entrar em calibração ou tocar na água, a forma já é assimétrica? Um dos lados já é mais pesado? Se sim, o problema começou aqui.
- Verificar se há acumulação de matriz. A acumulação de material degradado no lábio pode desviar o fluxo e criar marcas. Limpe o lábio e observe se o sintoma se altera. Para um procedimento completo de limpeza e armazenamento de ferramentas, ver [Melhores práticas para manutenção e armazenamento de matrizes de extrusão].
- Verificar o alinhamento das ferramentas. Para tubos, verificar a centragem do mandril/pino. Para os perfis, verificar se a folga da matriz é uniforme. Mesmo um pequeno desvio na matriz torna-se um grande desvio a jusante.
- Verificar as temperaturas da zona de injeção. Confirmar se todas as zonas de aquecimento estão a funcionar e corretamente definidas. Um aquecedor avariado num dos lados do molde cria um desequilíbrio de fluxo localizado.
Uma lição de comissionamento que vemos repetidamente: Durante o arranque de uma nova linha de tubagem, um cliente informa que a parede é consistentemente mais espessa num dos lados. A primeira reação é sempre ajustar o vácuo no tanque de calibração. Mas quando lhes pedimos para medir a parede na saída da matriz - antes da calibração - a assimetria já lá está. Os parafusos de centragem da matriz precisam de ser ajustados, não o vácuo. Muitas queixas “a jusante” são, na realidade, problemas de geometria que nascem na matriz.
2.4 Tubo vs Perfil: Ferramentas diferentes, a mesma lógica
Nas linhas de tubos, a centralização da matriz controla diretamente a excentricidade. Nas linhas de perfil, o equilíbrio do canal de fluxo em várias cavidades ou secções é mais crítico. A lógica de diagnóstico é a mesma - verificar primeiro a saída da matriz - mas a verificação específica das ferramentas depende do tipo de produto.
Se o produto já estiver errado antes de chegar à estação seguinte, a primeira verificação correta é quase sempre a matriz e as ferramentas, e não as definições a jusante.
3. Calibração e dimensionamento: Quando a forma existe mas não se mantém
A estação de calibração ou de calibragem é normalmente responsável por problemas em que o produto sai da matriz com uma forma aproximadamente correta, mas não consegue manter dimensões ou geometria estáveis quando entra no dispositivo de calibragem.
3.1 O que esta estação controla
A calibração não cria um fluxo de fusão. A sua função é bloquear a geometria do produto imediatamente após a saída da matriz. No caso dos tubos, trata-se normalmente de uma manga de calibragem a vácuo. No caso dos perfis, pode ser um conjunto de placas de formação, um tanque de calibragem a vácuo ou um sistema de calibragem por contacto. Esta estação determina se a forma inicial da matriz se torna uma dimensão estável e repetível - ou se se desvia.
3.2 Sintomas que normalmente pertencem a esta estação
- Desvio do diâmetro externo mesmo quando a saída da matriz parece aproximadamente centrada
- Cantos do perfil arredondados, em colapso ou não preenchidos corretamente
- Resultado inconsistente do dimensionamento do vácuo - dimensões a mudar sem uma causa clara
- Produto colado, arrastado ou com marcas de contacto no interior do calibrador
- As dimensões alteram-se visivelmente a partir do momento em que o produto entra no dispositivo de calibragem
- Marcas de arrastamento na superfície ou riscos longitudinais com origem no interior da manga
3.3 Primeiras verificações antes de alterar quaisquer definições
- Ler o indicador de vácuo. O vácuo está no nível definido? Está a flutuar? Uma fuga no sistema - anéis de vedação gastos, mangueira rachada, ligação solta - pode causar instabilidade no dimensionamento que se parece com “desvio geral da linha”.”
- Verificar o estado do selo de vácuo. Os anéis de vedação de borracha na entrada e na saída da manga de calibragem desgastam-se com o tempo. Se estiverem a verter, o aumento do vácuo apenas compensa temporariamente enquanto a vedação continua a degradar-se. Verifique primeiro a vedação e depois ajuste o vácuo.
- Verificar o alinhamento da entrada. O produto está a entrar centralmente no dispositivo de calibragem? Se o produto entrar em ângulo, um lado entra em contacto com a parede da manga com mais força do que o outro, criando uma calibragem irregular e marcas na superfície.
- Inspecionar o interior do calibrador. A acumulação de material degradado, as incrustações da água de arrefecimento ou o desgaste na superfície interna podem criar contacto irregular e instabilidade dimensional.
Onde os novos operadores mais frequentemente erram: Vêem um tubo subdimensionado e aumentam imediatamente o vácuo. Isso pode funcionar durante algumas horas. Mas se a verdadeira causa for um anel de vedação desgastado com fuga de ar na entrada da manga, mais vácuo apenas mascara o problema enquanto a vedação continua a deteriorar-se. Em breve, a bomba de vácuo estará a funcionar na sua capacidade máxima e o tubo continuará a deslocar-se. A correção demora dois minutos: substituir o anel de vedação.
3.4 Porque é que os problemas de calibração são fáceis de diagnosticar erradamente
A calibragem situa-se no meio da linha. Amplifica tanto os erros a montante (má centragem da matriz) como os efeitos a jusante (arrastamento inconsistente). Quando a linha “parece instável” sem uma causa única clara, a estação de calibração está frequentemente envolvida - e muitas vezes ignorada.
Não se deve corrigir um problema de dimensionamento apenas alterando a velocidade de arrastamento. Se a dimensão estiver errada à saída do calibrador, o ajuste do arrastamento está a compensar, não a corrigir.
Quando o produto parece aceitável na matriz, mas perde dimensão ou forma assim que entra na calibragem, a estação de calibragem deve ser verificada antes de qualquer outra coisa.
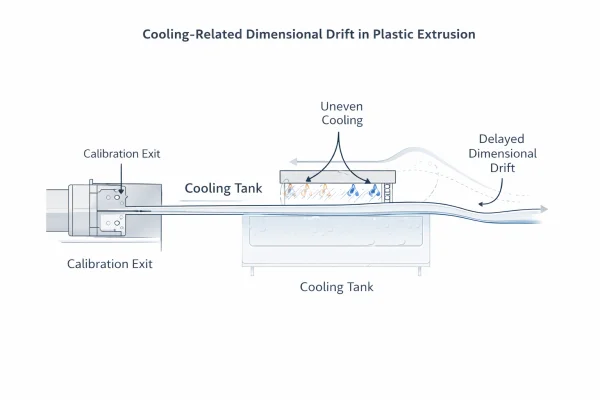
4. Arrefecimento: Quando as dimensões se desviam mais tarde ou o produto assenta de forma irregular
O arrefecimento possui normalmente sintomas que aparecem após o produto foi inicialmente moldado e dimensionado, mas antes de é totalmente rígida. As suas falhas são mais lentas, menos óbvias e mais frequentemente confundidas com instabilidade geral da linha do que qualquer outra estação.
4.1 O que esta estação controla
O sistema de arrefecimento remove o calor do produto de forma suficientemente uniforme para que este solidifique sem deformações, distorções residuais ou movimentos dimensionais tardios. Isto é normalmente efectuado através de banhos de água - imersão ou pulverização - e a variável chave não é apenas a temperatura, mas uniformidade: de cima para baixo, da esquerda para a direita e ao longo de todo o percurso.
4.2 Sintomas que normalmente pertencem a esta estação
- O produto deixa a calibração de forma aceitável, mas as dimensões desviam-se mais para jusante
- O arqueamento, a deformação ou a torção só aparecem depois de o produto sair da secção de arrefecimento
- Ovalidade que não estava presente na fase de dimensionamento
- Branqueamento da superfície, marcas de tensão ou rugosidade relacionada com o arrefecimento
- As medidas das dimensões diferem significativamente consoante o ponto do tanque em que se efectua a medição
- A instabilidade agrava-se quando a velocidade da linha é mais elevada - a linha funciona bem com uma potência moderada, mas começa a desviar-se quando é empurrada mais rapidamente
4.3 Primeiras verificações antes de alterar quaisquer definições
- Medir a temperatura da água à entrada e à saída. Estão dentro do intervalo pretendido? Existe um aumento significativo da temperatura entre o primeiro e o último depósito?
- Verificar a uniformidade da distribuição da água. Todos os bicos de pulverização estão a funcionar? O nível da água é constante? Um lado do tanque está mais frio do que o outro?
- Verificar o suporte do produto através do percurso de arrefecimento. Os rolos-guia ou os elementos de suporte estão corretamente posicionados? Um produto que se descaia ou se desloque no interior do depósito arrefecerá de forma irregular.
- Medir a temperatura da superfície do produto na saída do arrefecimento. É suficientemente baixo para manter a sua forma durante o arrastamento e o corte?
Uma linha de base que registamos sempre durante a entrada em funcionamento: Nas tubagens, marcamos a temperatura da água à entrada e à saída de cada secção de arrefecimento como parte do conjunto de parâmetros de arranque. Quando a curvatura ou a ovalização aparecem meses mais tarde, o cliente pode comparar as temperaturas actuais com a linha de base e ver imediatamente se o desempenho do arrefecimento se desviou - muitas vezes devido à acumulação de incrustações nos bicos de pulverização, a uma bomba de circulação avariada ou a alterações sazonais na temperatura da água de abastecimento.
4.4 O problema da reserva de refrigeração
Uma linha que funciona de forma estável a uma capacidade de 60% pode começar a apresentar desvios a 80% - não porque alguma coisa tenha mudado mecanicamente, mas porque o sistema de arrefecimento já não tem reserva suficiente para remover o calor com um rendimento mais elevado. O produto passa menos tempo no tanque e sai mais quente. Este é um problema de capacidade de arrefecimento, não um problema de matriz ou de calibração.
Para uma explicação técnica pormenorizada sobre a forma como a capacidade de arrefecimento limita a produção da extrusora - incluindo o cálculo da carga térmica, o fluxo turbulento versus fluxo laminar e os efeitos do número de Reynolds na transferência de calor - consulte Maximizar a capacidade de arrefecimento da sua extrusora por Jim Frankland em Tecnologia dos plásticos.
4.5 O erro de diagnóstico mais comum
O arqueamento do produto é frequentemente atribuído à matriz ou ao transporte. Mas a causa mais comum é simplesmente o arrefecimento desigual. Se a parte superior do produto arrefecer mais rapidamente do que a parte inferior, o encolhimento diferencial cria uma curvatura. Verifique primeiro a uniformidade do arrefecimento.
Se o produto começar corretamente mas perder a estabilidade dimensional mais tarde na linha, o arrefecimento deve ser tratado como uma estação primária a inspecionar e não como uma condição de fundo passiva.
5. Descarga: Quando o produto está a ser puxado de forma errada
A estação de transporte possui normalmente sintomas relacionados com instabilidade de tração, desfasamento de velocidade e alterações dimensionais que surgem especificamente quando a força de tração ou a velocidade mudam.
5.1 O que esta estação controla
O transporte não gera a produção - a extrusora faz isso. Mas o transporte determina a forma como o produto formado é puxado através de todas as estações a jusante. O rácio entre a velocidade de saída da extrusora e a velocidade de arrastamento - o rácio de arrastamento - controla diretamente a espessura da parede e o diâmetro externo. Se esse rácio estiver errado ou instável, as dimensões irão desviar-se, independentemente do desempenho das outras estações.
5.2 Sintomas que normalmente pertencem a esta estação
- A espessura da parede muda quando a velocidade da linha muda (demasiado fina a alta velocidade, demasiado grossa a baixa velocidade)
- As dimensões que eram estáveis desviam-se subitamente após um ajustamento da velocidade de deslocação
- O produto escorrega, faz barulho ou apresenta marcas de aderência de cintos ou almofadas
- A tensão é visivelmente instável - o produto vibra ou oscila entre as estações
- O comprimento de corte torna-se inconsistente porque a velocidade real da linha não é estável
- A forma do produto estica ou comprime depois de sair do arrefecimento
5.3 Primeiras verificações antes de alterar quaisquer definições
- Verificar a velocidade real de transporte, e não apenas o ponto de regulação. Utilize uma medição de velocidade externa (tacómetro ou roda de velocidade de superfície) para confirmar que a velocidade real da correia/via corresponde à indicada no ecrã. O desvio do codificador, o deslizamento da correia e o atraso na resposta da transmissão podem criar uma diferença entre a velocidade definida e a velocidade real.
- Verificar o estado da tração. As correias, os rastos ou os calços estão gastos? As correias gastas deslizam intermitentemente, criando uma variação de velocidade que se assemelha a “instabilidade de linha”.”
- Verificar a pressão de contacto. A força de aperto é uniforme em toda a largura do produto? Demasiada pressão cria marcas na superfície. Demasiado pouca pressão provoca deslizamento. Uma pressão desigual faz com que um lado puxe mais depressa do que o outro.
- Verificar a sincronização com a saída da extrusora. Quando o operador altera a velocidade de tração, a espessura da parede responde de forma proporcional e previsível? Se a resposta for errática ou atrasada, o sistema de acionamento ou de controlo pode necessitar de atenção.
5.4 Como separar os sintomas de arrastamento dos sintomas de matriz ou de dimensionamento
Se o produto mede de forma estável à saída do arrefecimento, mas se altera depois de passar pelo transportador, a causa mais provável é o transportador. Se o produto já estiver errado antes de chegar ao haul-off, o problema está a montante.
A regra de ouro da espessura da parede: Espessura da parede = f(potência da extrusora ÷ velocidade de transporte). Se a espessura da parede estiver a variar, determine primeiro qual destas duas variáveis está realmente a mudar. Não ajuste ambas ao mesmo tempo.
Produtos diferentes, sensibilidade diferente: Os tubos e os perfis rígidos são relativamente indulgentes porque o produto está parcialmente solidificado na altura em que chega ao extrator. No entanto, os tubos flexíveis e as mangueiras de parede fina são muito mais sensíveis à instabilidade do arrastamento - mesmo pequenas flutuações de velocidade podem causar ciclos visíveis na espessura da parede. O foco da solução de problemas deve corresponder ao tipo de produto e ao layout da linha.
Se a espessura da parede mudar principalmente quando a velocidade de tração muda - e a saída da extrusora em si é estável - o problema é provavelmente um problema de sincronização entre a taxa de saída e a velocidade de tração. Para uma explicação mais aprofundada sobre a forma como estas duas variáveis interagem e como as equilibrar, consulte [Como a saída da extrusora e a velocidade de escoamento controlam a espessura da parede].
Quando o produto está a ser formado corretamente, mas sofre alterações durante a tração, a estação de transporte torna-se a primeira estação a verificar - especialmente a estabilidade da velocidade real e as condições de tração.
6. Cortador ou Bobinador: Quando o produto é fino até à fase final de manuseamento
O cortador ou a bobinadeira geralmente apresentam sintomas de fim de linha: má qualidade de corte, comprimento de corte inconsistente, deformação da extremidade ou problemas de enrolamento. Esta é a estação de manuseamento final e a sua função é converter um produto contínuo em peças acabadas e expedíveis - sem introduzir novos defeitos.
6.1 O que esta estação controla
- Cortador (tubo, perfil, produto rígido): corta em comprimento com uma serra, uma faca ou uma fresa planetária. Deve sincronizar a sua ação de corte com a velocidade real da linha.
- Bobinadeira/enrolador (tubos flexíveis, mangueiras, cabos): enrola o produto em bobinas ou tambores com tensão controlada e colocação de camadas.
6.2 Sintomas que normalmente pertencem a esta estação
- A face de corte é rugosa, angular ou não perpendicular ao eixo do produto
- O comprimento do corte é inconsistente - algumas peças são demasiado longas, outras demasiado curtas
- O produto deforma-se no ponto de corte - o tubo achata-se, o perfil esmaga-se
- Rebarbas ou detritos na aresta de corte
- O enrolamento é irregular - camadas soltas, sobreposição ou marcas de tensão no produto flexível
- Problemas de tensão da bobina - o produto sai da bobina ou chega ao cliente dobrado
6.3 Primeiras verificações antes de alterar quaisquer definições
- Verificar o estado da lâmina. Uma lâmina cega provoca cortes grosseiros, rebarbas e um aumento da força de corte que pode deformar o produto.
- Verificar a sincronização do corte. O codificador ou o sinal de velocidade está a ler corretamente a velocidade real da linha? Uma discrepância entre o sinal de disparo e a velocidade real do produto é a causa mais comum de comprimento de corte inconsistente.
- Verificar a fixação e o apoio. Se o produto for fixado durante o corte, a força de fixação é adequada? Uma força excessiva achata o tubo. A força insuficiente permite que o produto se desloque durante o corte.
- Para as bobinadeiras: verificar o controlo da tensão. O ponto de regulação da tensão está correto para o produto? O mecanismo de deslocação está a funcionar corretamente? O produto está suficientemente frio quando chega à bobinadeira?
6.4 Um limite crítico
Se o produto já estiver instável do ponto de vista dimensional antes de se chegar ao cortador, o cortador não é a causa principal - mesmo que seja aí que o defeito se torna mais visível. Um tubo que ainda esteja ligeiramente quente e macio vai achatar-se na braçadeira. Isso é um problema de arrefecimento, não um problema do cortador.
Uma situação de produção comum: A face de corte é rugosa apenas quando a linha funciona acima de uma determinada velocidade. O operador suspeita da qualidade da fusão ou do desgaste da lâmina. Mas o verdadeiro problema é a falta de sincronização entre o sinal de velocidade de transporte e o gatilho do cortador. A uma velocidade moderada, o erro de temporização é demasiado pequeno para ter importância. A alta velocidade, o produto moveu-se mais entre o gatilho e o corte, criando uma face angular ou rugosa. Ajustar o atraso do sinal do cortador ou a calibração do codificador resolve o problema - não é necessário alterar quaisquer definições a montante.
No caso dos produtos flexíveis, um mau enrolamento reflecte frequentemente o controlo da tensão e a temperatura do produto em conjunto. Verificar se o produto está frio e dimensionalmente estável antes de culpar apenas a bobinadeira.
Se o produto se mantiver aceitável até à fase final de manuseamento, o cortador ou a bobinadora devem ser verificados primeiro antes de se alterarem desnecessariamente as definições a montante.
7. Mapa de diagnóstico de uma página: Sintoma → Estação provável → Primeira verificação
Esta tabela não é uma garantia de diagnóstico de causa única. É uma referência de primeira resposta - uma forma de dar o primeiro passo mais rápido e mais exato antes de se iniciar uma resolução de problemas mais profunda.
| Sintoma | Estação mais provável | Primeiro controlo |
|---|---|---|
| Forma assimétrica ou parede irregular na saída da matriz | Matrizes / ferramentas | Verificar a centragem da ferramenta, a distribuição do fluxo, a acumulação no rebordo |
| Linhas de cunhagem (estrias longitudinais na superfície) | Matrizes / ferramentas | Inspecionar a superfície da matriz quanto a riscos ou contaminação |
| Fratura por fusão ou pele de tubarão | Matrizes / ferramentas | Verificar a temperatura da massa fundida; reduzir a velocidade da linha |
| Desvio do diâmetro externo durante o dimensionamento (a saída do molde parece estar bem) | Calibração | Ler o indicador de vácuo; verificar se existem fugas de vácuo e o estado do vedante |
| Cantos do perfil a colapsar ou a não encher | Calibração | Verificar o nível de vácuo, a distribuição de água e o alinhamento da entrada do calibrador |
| Marcas de arrastamento da superfície do interior da manga de calibragem | Calibração | Inspecionar o interior da manga; verificar o alinhamento da entrada do produto |
| Tubo oval / não redondo após o dimensionamento | Calibração | Verificar o estado da manga de calibragem, o suporte e o alinhamento com a matriz |
| Curvatura, deformação ou torção do produto após o arrefecimento | Arrefecimento | Verificar a temperatura da água e a uniformidade do caudal no reservatório |
| Branqueamento da superfície ou marcas de tensão | Arrefecimento | Reduzir a intensidade do arrefecimento; aumentar a temperatura da água |
| As dimensões descem ainda mais no tanque de arrefecimento | Arrefecimento | Comparar as medições do tanque próximo e do tanque distante; verificar a distribuição do caudal |
| Produto ainda mole após a saída do arrefecimento | Arrefecimento | Verificar o nível de água, a cobertura da pulverização e a velocidade da linha em relação à capacidade de arrefecimento |
| A instabilidade só aparece com uma produção mais elevada | Arrefecimento | Avaliar a reserva de arrefecimento: o depósito é suficientemente longo para a velocidade atual? |
| A espessura da parede altera-se quando a velocidade de deslocação muda | Retirada | Verificar a estabilidade da velocidade real; verificar a aderência da correia/via |
| Parede uniformemente demasiado fina ou demasiado espessa | Retirada | Ajustar a velocidade de arrastamento em relação à saída da extrusora (não as duas ao mesmo tempo) |
| O produto escorrega, bate ou apresenta marcas de aderência | Retirada | Verificar o estado da tração; ajustar a pressão de contacto |
| Face de corte rugosa ou angular | Cortador | Verificar a afiação da lâmina; verificar o sinal de sincronização do corte |
| Comprimento de corte inconsistente | Cortador | Verificar o sinal do codificador e a calibração do contador de comprimentos |
| O produto deforma-se no corte (o tubo fica plano) | Arrefecimento → Cortador | Verificar se o produto está totalmente arrefecido antes de o cortar; em seguida, verificar a força de aperto |
| Marcas de enrolamento irregulares ou de tensão no produto flexível | Bobinadeira | Verificar o controlo da tensão; verificar se o produto está frio antes de o enrolar |
Os operadores podem imprimir esta tabela e mantê-la perto da linha como uma referência de primeira resposta.
O objetivo do mapa não é substituir o julgamento dos engenheiros. O objetivo é tornar o primeiro passo de diagnóstico mais preciso e muito mais rápido.
8. Quando o problema envolve mais do que uma estação
Nem todos os sintomas são mapeados de forma clara para uma única estação. As estações interagem. Um erro a montante pode propagar-se a jusante e ser amplificado em cada etapa.
8.1 Padrões comuns de várias estações
Padrão A - erro a montante, amplificação a jusante:
- A saída do cunho apresenta um ligeiro desequilíbrio na espessura da parede - suficientemente pequeno para parecer aceitável
- A calibração não pode compensar totalmente - o desequilíbrio fica bloqueado
- O arrefecimento define o produto com o desequilíbrio incorporado
- O arrastamento estica mais o lado mais fino do que o lado mais grosso
- No corte, o problema é óbvio - mas começou na Etapa 1
Padrão B - arrefecimento insuficiente, deformação a jusante:
- A refrigeração é insuficiente - o produto sai do depósito ainda quente
- O reboque puxa normalmente, mas o produto quente deforma-se sob a força de tração normal
- No cortador, o tubo achata-se quando é fixado
Em ambos os casos, o sintoma visível está no fim da linha, mas a causa principal está a montante.
8.2 A regra para problemas de estações múltiplas
Começar sempre pela extremidade a montante. Verificar primeiro a saída da matriz. Se o produto for aceitável, passar à calibração. Se a calibração estiver correta, verifique o arrefecimento. Continue a jusante até encontrar o local onde o defeito é introduzido pela primeira vez. Corrija primeiro essa estação. Em seguida, volte a verificar a jusante.
As estações interagem, mas o diagnóstico continua a necessitar de uma primeira estação. Reconhecer que a linha é um sistema não significa que se deva ajustar tudo de uma vez. Significa que se deve encontrar o primeiro ponto de falha e corrigi-lo antes de passar ao seguinte. O diagnóstico sequencial é mais lento por passo, mas muito mais rápido em geral do que a adivinhação paralela.
9. Diagnosticar a estação primeiro, depois ajustar o parâmetro
Toda a lógica deste guia se enquadra em cinco afirmações:
- Nem todos os sintomas começam na extrusora. Muitos dos problemas de produção mais persistentes têm origem numa única estação a jusante.
- Cada estação a jusante - matriz, calibração, arrefecimento, transporte, cortador - deixa um padrão de sintomas reconhecível.
- A primeira questão é: onde é que o defeito se torna visível pela primeira vez?
- A segunda pergunta é: a que estação pertence esse padrão de sintomas?
- Só então os parâmetros devem ser ajustados - e apenas os parâmetros que pertencem a essa estação.
A forma mais rápida de solucionar problemas numa extrusora não é ajustar globalmente, mas identificar primeiro qual a estação responsável pelo sintoma - e depois alterar apenas os parâmetros que pertencem a essa estação.
Esta página é um mapa de resolução de problemas, não uma enciclopédia de defeitos. Para um diagnóstico mais aprofundado de tipos de problemas específicos, utilize o resto desta série de resolução de problemas:
- Solução de problemas de extrusão de plástico: Como diagnosticar rapidamente os problemas da linha → o quadro de diagnóstico de nível superior
- [Porque é que a minha extrusora não está a alimentar?] → problemas de alimentação e entrega de material
- [Manchas pretas e contaminação na extrusão]. → isolamento da fonte de contaminação
- Variação da espessura da parede de extrusão Problemas de estabilidade de → dimensão
Numa equipa de resolução de problemas estável, a maior poupança de tempo não é, muitas vezes, uma melhor adivinhação, mas uma regra disciplinada: identificar primeiro a estação e, em seguida, alterar a definição que pertence realmente a essa estação.
FAQ
Como posso saber qual a estação da minha extrusora que está a causar o problema?
Caminhe a partir da saída da matriz para jusante e descubra onde o defeito se torna visível pela primeira vez. Se o produto já estiver errado na matriz, o problema está relacionado com a matriz. Se o produto parecer aceitável à saída da matriz mas mudar durante o dimensionamento, verifique primeiro a estação de calibração. Siga esta lógica estação a estação até localizar o local onde o defeito é introduzido.
Devo resolver o problema por estação ou por sintoma?
Ambos funcionam, mas para situações diferentes. Utilize o princípio da estação quando já suspeitar de uma secção específica da linha ou pretender fazer uma inspeção sistemática. Utilize o princípio dos sintomas quando detecta um defeito no produto mas não faz ideia da sua origem. Este guia abrange a abordagem "station-first". Para a estrutura "symptom-first", ver Solução de problemas de extrusão de plástico: Como diagnosticar rapidamente os problemas da linha.
Um problema de arrefecimento pode assemelhar-se a um problema de transporte?
Sim. Se o produto não estiver totalmente arrefecido antes de chegar ao transportador, pode deformar-se sob a força normal de tração - marcas na superfície, alterações dimensionais ou achatamento. Verificar sempre a temperatura do produto à entrada do transportador antes de ajustar a força de aperto ou a velocidade.
E se o problema parecer ter origem em mais do que uma estação?
Começar pela extremidade a montante. Verificar primeiro a saída da matriz. Se o produto já estiver defeituoso nesse local, a correção das estações a jusante não ajudará. Trabalhe a jusante até encontrar o ponto de introdução do defeito. Corrija o primeiro ponto de falha antes de passar ao seguinte.
Com que frequência devem as estações a jusante ser verificadas durante a produção normal?
A matriz e a calibração devem ser verificadas no arranque e após qualquer mudança de ferramenta. A temperatura e o nível da água de arrefecimento devem ser monitorizados continuamente ou a intervalos regulares. A velocidade de arrastamento e a aderência devem ser verificadas no arranque e após alterações de velocidade. O estado das lâminas de corte deve ser verificado diariamente ou por turno, consoante a abrasividade do material e o volume de produção.
Precisa de ajuda para identificar qual a estação que está a causar o problema?
Descreva o principal sintoma que está a ver, quando aparece e em que ponto da linha o notou pela primeira vez. Podemos ajudá-lo a restringir a estação e orientá-lo para a primeira verificação correta.
Se a linha apresentar uma instabilidade mais ampla para além de uma única estação, ver Solução de problemas de extrusão de plástico: Como diagnosticar rapidamente os problemas da linha.
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Extrusora Jinxin e um engenheiro veterano com mais de 20 anos de experiência prática em máquinas para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da extrusora: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




