PC Profile Extrusion Line for PMMA and Polycarbonate Optical Profiles
Single screw PC profile extrusion line configured for polycarbonate and PMMA optical profiles, including transparent covers, lampshades and light-diffusing plastic profiles.
Jinxin configures the PC/PMMA profile extrusion line from your drawing, material grade, surface requirement and expected output range. The line can include a matched single screw extruder, mirror-polished die, vacuum calibration table, cooling, haul-off, cutting and optional film protection for transparent or high-gloss profile surfaces.
What Is a PC Profile Extrusion Line?
A PC profile extrusion line is a single screw production line that processes polycarbonate and PMMA into continuous transparent or translucent profiles, such as LED tube covers, lampshades, flat light-diffusing strips and rigid optical tubes, with defined cross-section, dimensional tolerance and surface clarity.
Unlike a finished LED cover supplier or aluminum profile extruder, this is production equipment configured around your profile drawing, resin grade and optical surface requirement.
Scope note: this page covers PC and PMMA profile extrusion lines for transparent and optical plastic profiles. It does not cover aluminum LED profiles, finished lampshade supply, PC or PMMA sheet extrusion, or PVC window and door profile lines.
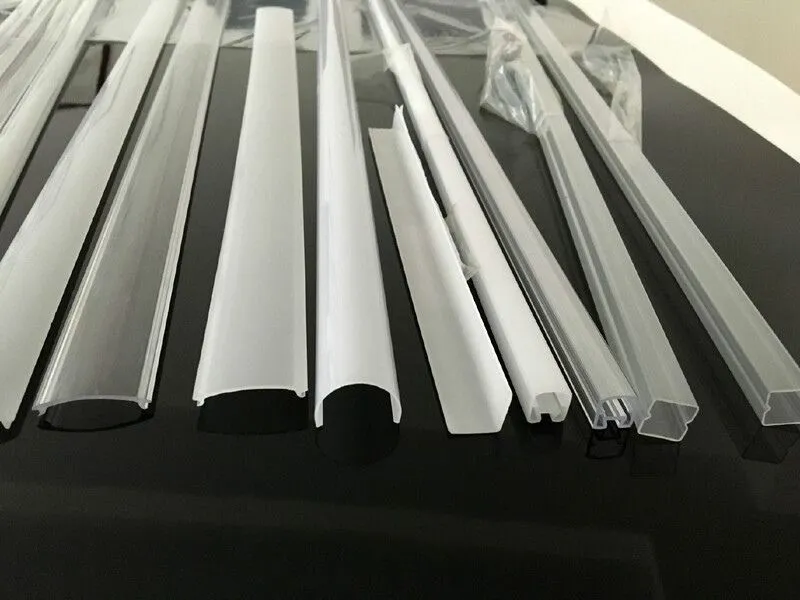
PC and PMMA Profiles Produced on This Line

Application 01
LED Tube Covers
Round-section covers and lampshade profiles for T5, T8 and drawing-based LED tube lights. The line can produce impact-resistant PC covers or high-clarity PMMA covers in transparent, frosted or milky white finishes.

Application 02
Flat Light-Diffusing Strips
Flat profile extrusions for recessed and surface-mounted LED linear fixtures. The line is configured to support uniform light diffusion across the strip width, with standard or drawing-based width options.
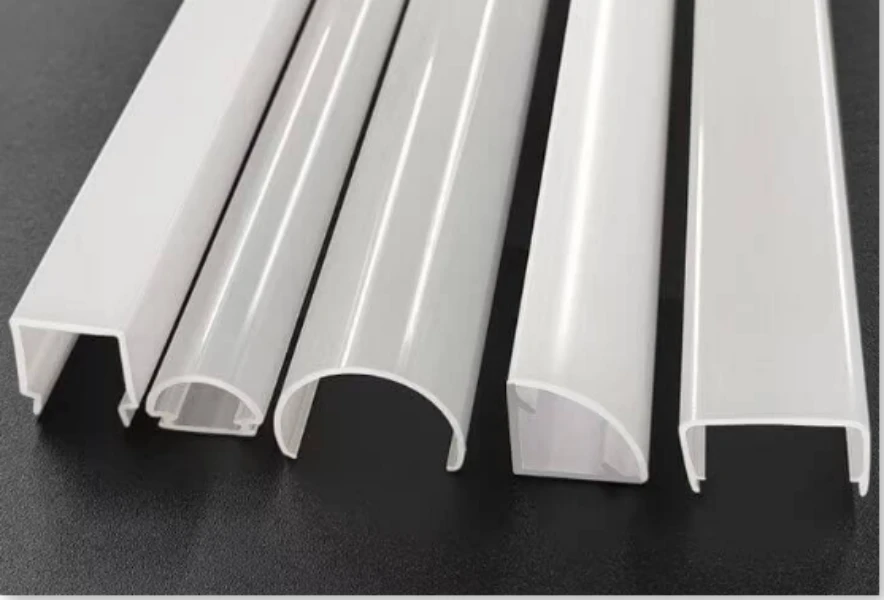
Application 03
Drawing-Based Irregular Profiles
Semi-circular, D-shaped and other irregular cross-section profiles for architectural and decorative lighting. Optional dual-color co-extrusion can support combinations such as milky white diffuser with colored housing, or frosted top with opaque base.

Application 04
Rigid PC and PMMA Tubes
Standard round tubes and drawing-based tubular profiles in polycarbonate or PMMA. PC is often selected for impact-resistant protective housings and industrial lighting enclosures, while PMMA can be used for high-clarity decorative or optical tube applications.
Core Components of the PC Profile Extrusion Line
The PC profile extrusion line is configured around transparent PC and PMMA materials, where melt stability, die surface quality, vacuum sizing and downstream handling directly affect the finished profile. Each module is matched to the profile drawing, resin grade, surface requirement and expected output range.
For PC and PMMA optical profiles, Jinxin can configure the main extruder, optional co-extruder, vacuum calibration table, haul-off, cutting unit and film protection system to support stable dimensions and clean surface output.

Extrusion System
High-Torque Single Screw Main Extruder
- Drive System: ABB frequency inverter matched with a 6-pole motor and Type 173 hardened-surface gearbox.
- Control Interface: 15-inch PLC touchscreen with synchronized speed adjustment for the extruder and haul-off.
- Thermal Regulation: Dedicated heating zones controlled by Taiwan FOTEK solid-state relays, with scheduled pre-heating and fault display.
- Plasticization: Nitrided alloy screw and barrel profiled for PC and PMMA melt stability.

Co-Extrusion Flexibility
Mobile Co-Extruder for Dual-Color or Frosted Profiles
- Positioning: Electric height adjustment from 900-1200 mm with a 270-degree rotating cantilever control box for flexible integration.
- Drive System: ABB frequency inverter with Type 146 hardened-surface gearbox and direct-coupled motor.
- Control: Independent PLC control for co-extrusion parameter setting and repeatable startup reference.

Calibration & Cooling
Inverter-Controlled Vacuum Calibration Table
- Pressure Control: Vacuum pump regulated by ABB frequency inverter, adjustable through the main HMI or manual control.
- Cooling Infrastructure: 10-channel vacuum, 10-channel water and 10-channel air-blow manifold integrated with a stainless steel cooling tank.
- Profile Support: Anti-sagging support frames for wide profiles, with calibration support for standard round tubes.
- Alignment: Motorized forward/backward movement with manual X/Y/Z adjustment.
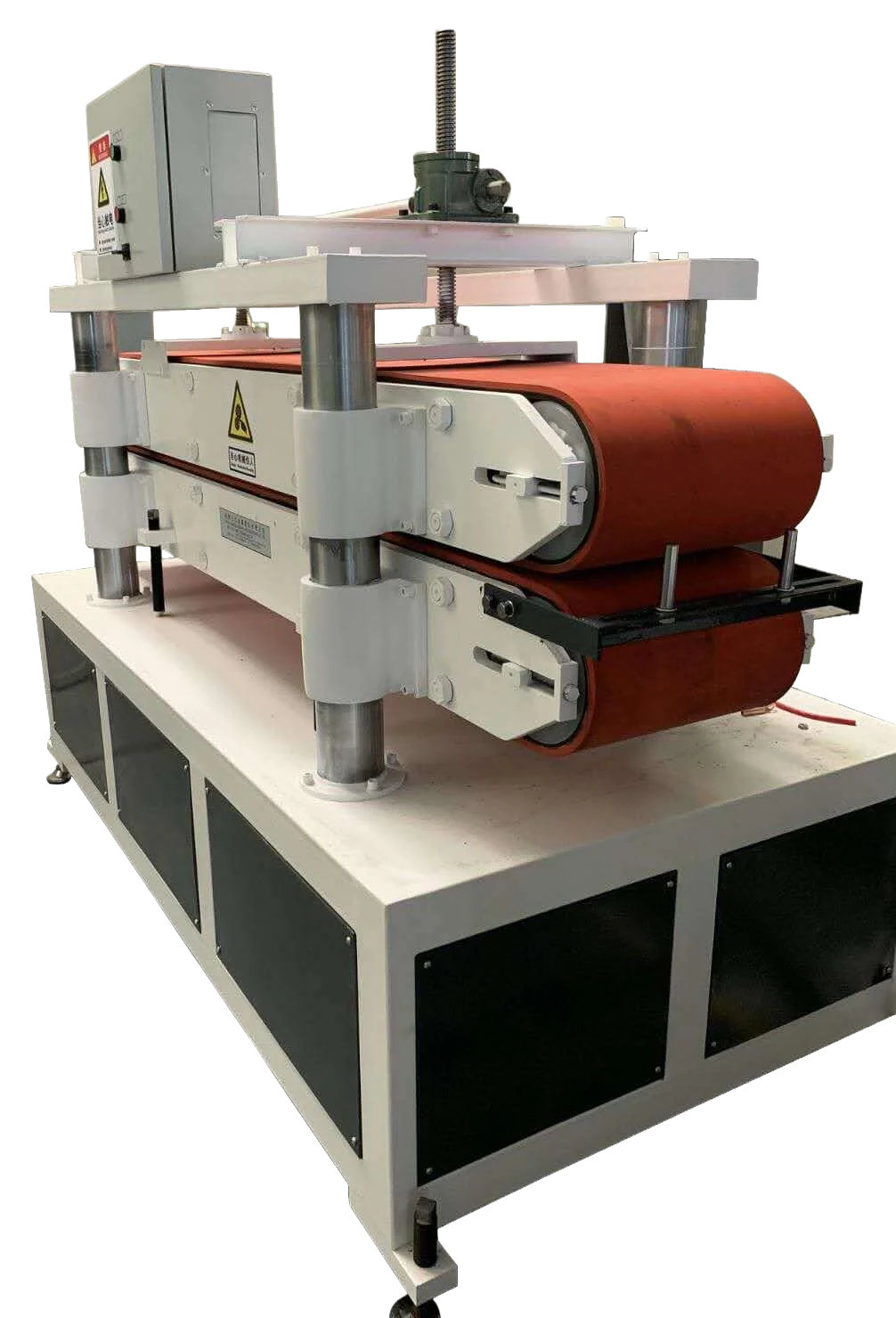
Traction System
Dual-Motor Flat Belt Haul-Off
- Drive System: Dual-motor configuration controlled by ABB frequency inverter.
- Adjustment: Electric pressure adjustment for belt clamping and release.
- Speed Control: Synchronized haul-off speed adjustment through the main PLC touchscreen.
- Profile Handling: Flat belt traction helps protect transparent PC and PMMA profile surfaces during stable pulling.

Precision Cutting
Automatic Saw Cutting Unit
- Length Control: Encoder-based measurement with computer-board control for repeatable sizing.
- Cutting Accuracy: Cutting tolerance can reach +/-1 mm under suitable profile and operating conditions.
- Edge Quality: Imported saw blades support clean cutting of rigid PC and PMMA profiles.
- Collection: Pneumatic tilting stacker for organized product discharge.

Surface Protection
Post-Cutting Film Applicator
- Function: Automatic protective film application unit positioned after the cutting process.
- Purpose: Applies PE protective film to help prevent scratches during collection, packaging and transport.
- Use Case: Recommended for high-gloss LED covers and transparent optical profiles; optional for rigid PC or PMMA tubing depending on surface requirements.




Ready to Configure Your PC Profile Extrusion Line?
Send us your profile drawing or sample, resin grade, surface requirement and expected output range. Our engineers will review die tooling, sizing method and downstream configuration, then send you a factory-direct quotation.
Use the contact panel on this page or email sales@jfextruder.com.
Why Manufacturers & Procurement Leaders Choose Jinxin
Product-Based Factory Testing
Before shipment, we test-run the agreed product type to check die matching and stable profile dimensions under real extrusion conditions. For PC and PMMA optical profiles, we also verify surface clarity and confirm the absence of die lines under production conditions. After the profile runs stably, we record practical startup references such as temperature zones, screw speed, haul-off speed and downstream settings.
- Dimensional Verification: We run the line to prove the die delivers your exact profile dimensions and tolerances.
- The “Start-Up Recipe”: We record the successful processing parameters (temperatures, speeds) used during the trial. You receive this Data Sheet to skip the guesswork and start production immediately.
- Material Calibration: If your product uses a special compound, we may recommend sending material samples before testing so the startup references are based on the intended material.
Transparent, Line-by-Line Quoting
Your quotation isn’t a vague summary. It is a line-by-line manifest listing every equipment component and brand (e.g., Siemens, ABB), ensuring the hardware matches the promise.
- Detailed Configuration List: Every motor, inverter, tank, and controller is listed by brand and model.
- Clear Service Options: On-site installation and training are quoted as a distinct, transparent line item—no surprise fees later.
- The “Final” Price: No hidden add-ons. What you sign is what you pay.
Global-Service Component Strategy
We strictly implement a “Service-Ready” Component Strategy to ensure your supply chain security.
- Tier 1 Global Giants: For core drives and motors, we use Siemens, ABB, RKC and Omron—available in almost any industrial city worldwide.
- Proven International Brands: For controls and electrics, we select brands like WECON and CHINT, which have established distributor networks across major markets.
- Result: Whether it’s a premium drive or a standard relay, verified quality and convenient maintenance are guaranteed.
Trust Credentials
A majority of our international clients expand their capacity with us — an indicator of long-term reliability.
We configure the line to meet your target profile specifications and end-user testing requirements upon request. We also provide Certificate of Origin to help minimize your import duties.
Trusted by Manufacturers Serving Global Brands
We supply LED lighting covers for China’s Fuxing high-speed rail cars. Jinxin’s line consistently delivers the optical clarity and dimensional accuracy required to pass railway-grade safety and quality certifications.
The mirror-finish die quality was the deciding factor — consistent surface clarity with minimal die lines across production runs.
Our LED cover profiles ship to distributors across the Middle East, and any surface scratch means a rejected shipment. We asked Jinxin to add an inline film applicator to protect the profiles immediately after cutting.
They integrated the unit into our line — now every piece comes off with PE film applied automatically. No manual handling, no scratches.
Frequently Asked Questions About PC Profile Extrusion Lines
What is a PC profile extrusion line and what does it produce?
A PC profile extrusion line is a single screw production line used to process polycarbonate (PC) and PMMA pellets into continuous transparent or translucent plastic profiles. It can produce LED tube covers, lampshades, flat light-diffusing strips, rigid optical tubes and drawing-based optical profiles where stable size, clean surfaces and scratch-free handling are important.
What products can this PC/PMMA profile extrusion line produce?
This line can produce transparent PC covers, PMMA lampshade profiles, flat light-diffusing strips, rigid PC or PMMA tubes, frosted profiles, milky white lighting covers and irregular profiles made from your drawing. Optional co-extrusion can support dual-color or frosted/clear combinations when the profile design requires it.
Can one production line run both PC and PMMA profiles?
Yes, in many cases one PC/PMMA profile extrusion line can run both materials without changing the screw and barrel, because PC and PMMA are both transparent amorphous resins with similar single screw design requirements. Switching materials still requires purging, temperature adjustment and process verification based on the resin grade and profile shape.
What processing temperature range is typically used for PC and PMMA profile extrusion?
Typical starting references are often around 260-300°C for PC and around 200-250°C for PMMA, but the final setting depends on resin grade, screw design, die structure, output target and surface requirement. Jinxin uses the resin supplier’s processing data and factory test-run results to help establish practical startup references.
Does polycarbonate require drying before extrusion?
Yes. Polycarbonate is moisture-sensitive and should be dried before extrusion to reduce bubbles, splay marks and loss of surface clarity. The drying condition should follow the resin supplier’s technical data sheet; for many PC grades, pre-drying is commonly done around 100-120°C for several hours. A dehumidifying dryer can be included in the line configuration when required.
Why does optical-surface PC profile production emphasize the die?
For clear or high-gloss PC and PMMA profiles, the die flow path and surface finish directly affect die lines, drag marks, flow marks and surface gloss. Mirror-polished tooling, such as S-136H die steel where appropriate, helps reduce visible surface defects, but final quality also depends on resin drying, temperature control, screw shear and stable downstream handling.
How do you improve dimensional stability during calibration?
Dimensional stability depends on steady vacuum sizing, uniform cooling, suitable profile support and synchronized haul-off speed. For wider LED cover profiles, support frames can help reduce sagging in the water tank. Vacuum pressure, cooling length, water flow and haul-off speed are matched to the profile drawing and tolerance requirement.
What causes yellowing or black spots in PC or PMMA profile extrusion?
Yellowing is usually related to overheating, excessive residence time, poor drying or unsuitable temperature settings. Black spots can form when material remains in dead zones inside the barrel, adaptor or die and carbonizes over time. Proper drying, stable temperature control, suitable screw geometry and clean die flow design help reduce these risks.
How is a PC/PMMA profile extrusion line different from a general-purpose plastic profile extrusion line?
A PC/PMMA profile extrusion line gives more attention to transparent-material processing, optical surface quality and scratch-free handling. Compared with a general-purpose plastic profile line, it usually requires better drying preparation, more stable melt control, mirror-polished die surfaces, controlled vacuum calibration and downstream protection such as guided haul-off or film application.
Get Your Configuration-Based Quotation
Share your profile drawing or sample, resin grade, surface requirement and expected output range through the contact panel on this page. If the profile needs co-extrusion, vacuum calibration, specific die tooling or film protection, include those details so Jinxin can review the line configuration more accurately.
You can also email sales@jfextruder.com with your drawing and project notes.
