
Pourquoi mon extrudeuse n'est-elle pas alimentée ? Causes courantes et solutions
Lede
Lorsqu'un l'extrudeuse n'est pas alimentée, La réaction naturelle est souvent d'augmenter la vitesse de la vis, d'augmenter la température du tonneau ou d'essayer de forcer le passage de la matière. Dans la plupart des cas, cela ne fait qu'aggraver le problème.
Si la vis tourne mais que peu ou pas de produit avance, le vrai problème n'est généralement pas un manque de force. C'est que le transport normal des matières solides s'est interrompu quelque part entre la trémie et la section d'alimentation.
C'est pourquoi l'extrudeuse ne s'alimente pas Les problèmes doivent être diagnostiqués dans l'ordre, et non au hasard. Commencez par l'extérieur de la machine, puis allez vers l'intérieur - la trémie d'abord, la gorge d'alimentation ensuite, le matériau ensuite, les causes mécaniques enfin.
Dans cet article, vous apprendrez :
- A quoi ressemble une panne d'alimentation et pourquoi elle est différente d'un faible rendement ou d'une surtension.
- Comment confirmer qu'il s'agit bien d'un problème d'alimentation avant de toucher aux réglages ?
- Les trois contrôles externes de la trémie qui permettent d'exclure les causes les plus simples en moins d'une minute
- Pourquoi la surchauffe du goulot d'alimentation est la cause la plus fréquente d'échec de l'alimentation - et comment le confirmer ?
- Comment les propriétés des matériaux - humidité, forme, additifs - peuvent-elles empêcher une vis fonctionnant correctement de tirer ?
- Quand suspecter l'usure mécanique plutôt qu'un problème de processus ou de matériau ?
- Ce qu'il ne faut jamais faire lorsqu'une extrudeuse ne s'alimente pas
- Une séquence de diagnostic reproductible et des habitudes préventives qui réduisent les échecs d'alimentation
1. À quoi ressemble réellement l'expression “l'extrudeuse n'est pas alimentée” ?
Avant de procéder au dépannage, il est utile de définir clairement le problème.
Dans la pratique, les opérateurs peuvent décrire le même problème de différentes manières :
- la vis tourne mais aucun liquide ne sort
- la sortie est faible ou intermittente
- la machine démarre, puis perd l'alimentation
- la vis semble tourner sans arracher de matière
- l'extrudeuse “tourne à vide”
Ces symptômes indiquent tous une condition fondamentale : le matériau n'entre pas ou ne se déplace pas correctement dans la section d'alimentation.
Un véritable problème d'alimentation se manifeste souvent en même temps qu'un rendement faible ou instable, une chute de la pression de fusion, une réduction de la charge du moteur, une décharge par à-coups ou une trémie qui semble pleine vue d'en haut alors que la gorge en dessous est en fait affamée.
Cette distinction est importante. Si le problème est vraiment un défaut d'alimentation, l'ajustement de la température de la filière ou de la vitesse de traction ne sera d'aucune utilité. La cause première se situe en amont - au niveau de la trémie, de la gorge d'alimentation ou du matériau lui-même - et c'est là que le diagnostic doit commencer.
Une bonne distinction permet de gagner du temps. Si le débit est présent mais faible, ou si la pression de fusion est élevée plutôt que faible, le problème peut provenir d'une restriction en aval plutôt que d'un défaut d'alimentation. Vérifiez d'abord le débit, la pression de fusion et la charge du moteur. Assurez-vous que le problème réside bien dans le fait que la matière n'entre pas dans la vis, et non dans le fait que quelque chose bloque la sortie.
2. Commencer par l'extérieur : Éliminer d'abord les causes les plus simples
Avant de supposer qu'il s'agit d'un grave problème interne à la machine, vérifiez les causes externes les plus évidentes. Celles-ci sont à l'origine d'une grande partie des pannes d'alimentation et leur vérification prend moins d'une minute.
2.1 Y a-t-il suffisamment de matière dans la trémie ?
Cela semble élémentaire, mais ce devrait toujours être la première vérification. Un faible niveau de matériau, un remplissage incohérent ou une interruption du transport en amont sont autant de facteurs qui peuvent entraîner une pénurie temporaire. Sur de longues séries de production - en particulier avec des trémies opaques ou des chargeurs automatiques - les opérateurs ne se rendent parfois pas compte que la réserve de matériau est épuisée.
Ne vous contentez pas de regarder le haut de la trémie. Confirmez que le matériau atteint effectivement la zone de sortie.
2.2 La vanne à glissière ou la vanne d'arrêt est-elle ouverte ?
Si la trémie est équipée d'une porte coulissante, d'une plaque d'obturation ou d'une vanne, assurez-vous qu'elle est complètement ouverte. Lors du nettoyage, du changement de matériau ou de l'entretien, cette porte se ferme. Une porte partiellement fermée peut encore laisser passer du produit, ce qui peut créer des symptômes déroutants tels qu'une production intermittente plutôt qu'un arrêt complet.
Ne vous fiez pas à votre mémoire. Vérifiez physiquement la position du portail.
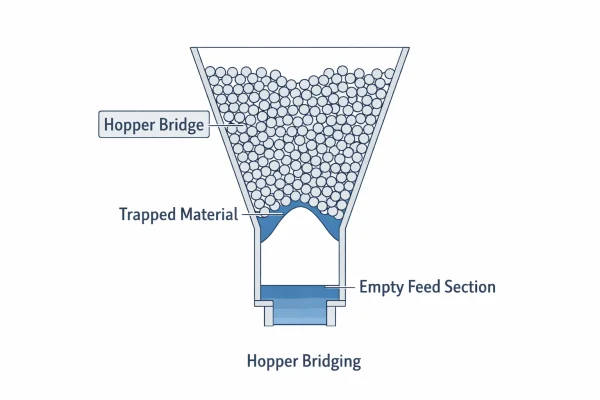
2.3 La trémie fait-elle le pont ?
Le pontage de la trémie est l'une des raisons les plus courantes pour lesquelles une extrudeuse cesse d'être alimentée. Le matériau forme une arche ou un “pont” dans la section conique de la trémie, de sorte que la résine reste dans la trémie mais ne tombe pas dans la vis.
Ce phénomène est particulièrement fréquent avec les rebroyés irréguliers, les paillettes fines, les mélanges à forte teneur en poudre, les matériaux poussiéreux et les matières premières à faible densité.
Les signes typiques sont les suivants
- la trémie semble contenir du matériel, mais la production chute brutalement
- le débit revient brièvement après que la trémie ait été dérangée
- l'alimentation devient instable lorsque le taux de rebroyage augmente
- l'inanition se répète alors que la trémie n'est pas vide
Solution rapide : Cassez le pont manuellement à l'aide d'une tige propre. Ne pas utiliser d'outils métalliques qui pourraient endommager la trémie ou contaminer le matériau.
Solution à long terme : Réduire la teneur en fines, améliorer la consistance du matériau, optimiser la géométrie de la trémie (un angle de cône plus raide ou une ouverture de gorge plus grande), ou installer un vibrateur ou un agitateur de trémie si l'application l'exige.
Ce que nous voyons dans la production : Lors de la mise en service, les problèmes de pontage n'apparaissent pratiquement jamais avec des granulés vierges frais. Ils se manifestent des semaines plus tard, lorsque le client commence à mélanger des matières rebroyées ou adopte une géométrie de granulés différente. Si vous prévoyez d'utiliser régulièrement du regranulé, testez le rapport de mélange dans la trémie lors de la configuration initiale, et non une fois que les objectifs de production sont déjà fixés.
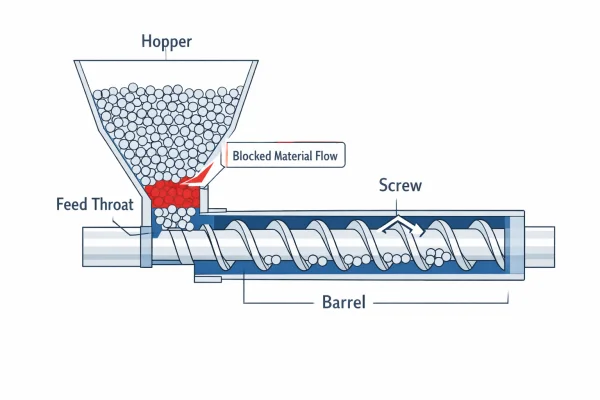
3. La gorge de l'animal : L'endroit où se produisent la plupart des échecs d'alimentation
Si la trémie n'est pas vide, que la porte est ouverte et que la matière n'est pas manifestement bloquée, il convient de vérifier la gorge d'alimentation, c'est-à-dire la zone de transition où les granulés tombent de la trémie dans le canal de la vis. Dans de nombreux problèmes d'extrusion à une seule vis, c'est la zone la plus importante.
La section d'alimentation ne fonctionne correctement que lorsque les granulés restent à l'état solide suffisamment longtemps pour être saisis et transportés vers l'avant par la vis. Les extrudeuses monovis transportent la matière par frottement : la vis s'appuie sur une différence de frottement entre l'interface granulés-paroi du fût et l'interface granulés-racine de la vis. Ce mécanisme de traînée par frottement est à la base du transport solide par vis unique - pour un traitement technique détaillé, voir cette étude en accès libre sur le comportement du transport de solides dans les extrudeuses à vis unique. Si le matériau se ramollit trop tôt, ce mécanisme de friction s'effondre - les granulés cessent de se comporter comme un solide qui s'écoule librement et commencent à se coller.
3.1 Le goulot d'alimentation est-il en surchauffe ?
C'est l'une des causes les plus courantes et les plus négligées de l'absence d'alimentation.
La gorge d'alimentation est la seule section du corps de l'extrudeuse qui nécessite une alimentation en eau. refroidissement actif. Elle est conçue pour rester suffisamment froide pour que les granulés restent solides lorsqu'ils entrent dans la vis. Si l'eau de refroidissement est insuffisante, bloquée, trop chaude ou instable, le matériau peut commencer à se ramollir ou à fondre partiellement dans la zone de la gorge.
Une fois que cela se produit, l'alimentation peut s'effondrer rapidement. Le mécanisme est simple :
- Le matériau atteint une zone de surchauffe du col ou de la racine de la vis.
- Les granulés commencent à ramollir trop tôt
- Le matériau ramolli adhère à la surface du métal au lieu d'être poussé vers l'avant.
- Une couche de plastique semi-fondu se forme, scellant efficacement l'ouverture d'alimentation.
- La matière fraîche ne peut plus tomber - la vis tourne, mais le transport efficace s'effondre.
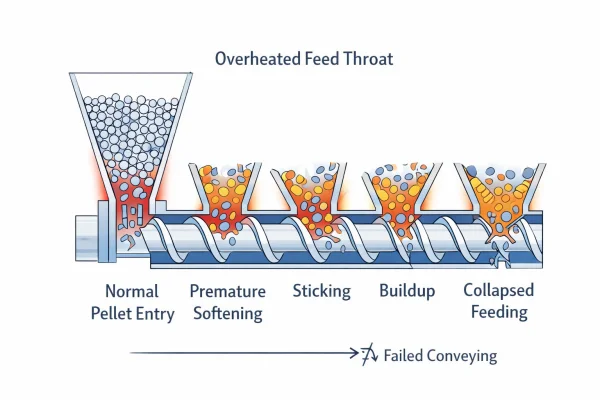
Cela se présente souvent comme suit : l'extrudeuse s'alimente normalement au démarrage, puis s'affame progressivement ; l'alimentation devient instable pendant les longues séries ; le redémarrage après un court arrêt est difficile ; et l'augmentation de la température aggrave le problème au lieu de l'améliorer.
Si c'est le cas, la première mesure à prendre n'est pas d'augmenter encore la chaleur. Elle consiste à vérifier immédiatement le système de refroidissement de la goulotte d'alimentation.
Les pannes de refroidissement les plus courantes sont les suivantes
- Vanne d'alimentation en eau de refroidissement partiellement fermée ou accidentellement fermée
- Accumulation de tartre ou d'algues à l'intérieur des canaux d'eau de refroidissement (particulièrement fréquente en été ou dans les régions où l'eau est dure).
- Défaillance de la pompe à eau de refroidissement ou réduction du débit d'un système partagé
- Mauvais fonctionnement du thermostat ou de l'électrovanne
Une erreur fréquente consiste à penser que l'expression “raccordé à l'eau” signifie que le refroidissement fonctionne. Ce n'est pas la même chose. Vérifiez le débit réel de l'eau, l'état des tuyaux, la température de l'eau à l'entrée et si le refroidissement atteint réellement le corps de la gorge.
Ce que nous vérifions pendant le FAT : Avant chaque expédition, nous vérifions le débit et la température de l'eau de refroidissement de la gorge d'alimentation lors d'un test de production à pleine charge. Nous enregistrons la température et le débit de base de l'eau de refroidissement dans le cadre de l'ensemble des paramètres livrés avec la ligne. En cas de défaillance du refroidissement de la gorge quelques mois plus tard, le client peut comparer les conditions actuelles à ces valeurs documentées afin d'identifier rapidement l'écart.
3.2 La gorge d'alimentation est-elle physiquement bloquée ?
Moins fréquente que la surchauffe, mais à vérifier : une obstruction physique de l'ouverture d'alimentation.
Le col peut être obstrué par des matériaux dégradés provenant d'un cycle précédent, des morceaux carbonisés, des contaminations étrangères, des fines compactées, des restes de matériaux de purge ou des fragments métalliques.
En cas de blocage physique, ne continuez pas à forcer la machine. Arrêtez la machine en toute sécurité, refroidissez-la conformément à la procédure et inspectez correctement la zone. Les tentatives répétées de forcer un blocage rendent souvent le nettoyage plus difficile et augmentent le risque de dommages.
L'installation d'un piège magnétique au-dessus de la gorge d'alimentation est une bonne mesure préventive contre la contamination métallique.
Lors du nettoyage d'anciennes accumulations ou de résidus de purge, voir [Comment nettoyer correctement une vis et un cylindre d'extrudeuse]..
4. Quand le problème vient du matériau et non de la machine
Si la trémie et la gorge sont toutes deux dégagées et que le refroidissement est normal, il se peut que le problème ne soit pas du tout mécanique. Il peut s'agir du matériau.
4.1 Le matériau est-il trop humide ?
Un matériau humide ne provoque pas toujours un arrêt complet de l'alimentation, mais il peut tout à fait contribuer à une alimentation instable, à une surcharge, à un collage et à un mauvais comportement de transport - en particulier avec les résines sensibles à l'humidité.
L'humidité à la surface des granulés réduit la friction effective entre les granulés et le métal. Dans l'extrusion, l'humidité peut causer plus que des défauts de surface. Elle peut également modifier le comportement du matériau à la section d'alimentation, en particulier si la résine est censée être séchée mais qu'elle entre dans la machine dans un état incohérent.
Cette situation est plus probable lorsque
- la résine est hygroscopique (PC, PMMA, nylon, TPU)
- les conditions de séchage sont instables ou le temps de séchage est trop court
- le matériau est exposé à l'air ambiant après le séchage
- le broyat est mélangé sans contrôle de l'humidité
Si le matériau doit être séché, ne considérez pas cela comme un problème de qualité mineur. Cela fait partie d'un contrôle stable du processus. Pour un aperçu pratique des paramètres de séchage - notamment la température, le débit d'air, le point de rosée et la durée - voir Les fondamentaux du séchage des résines de Plastics Technology.
Lorsque le problème est d'ordre matériel et non mécanique : Un client produisant des tuyaux en PE a signalé des pannes d'alimentation intermittentes tous les matins pendant la saison de la mousson. L'extrudeuse était en bon état. Le problème était que pendant la nuit, les granulés dans la trémie ouverte avaient absorbé suffisamment d'humidité de l'air pour réduire la friction au niveau de la section d'alimentation. La solution était simple : couvrir la trémie et pré-sécher le matériau avant l'équipe du matin. Aucune réparation mécanique n'a été nécessaire.
Pour une explication plus approfondie, voir [L'importance du séchage de la résine].
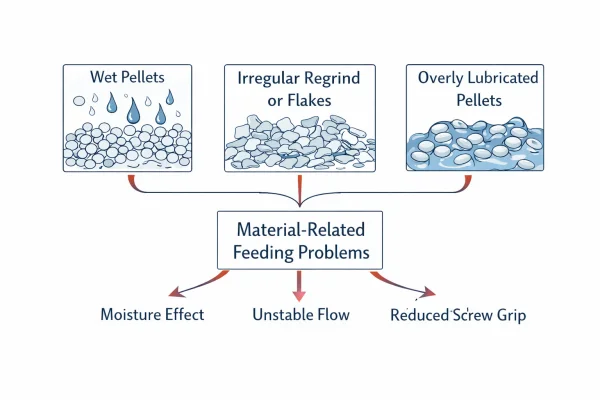
4.2 La forme du matériau est-elle difficile à transmettre ?
Les extrudeuses monovis se nourrissent mieux lorsque la forme du matériau correspond à ce que la vis et le système de trémie sont conçus pour traiter. La section d'alimentation de la vis est géométriquement conçue pour une gamme spécifique de tailles et de formes de granulés.
Les problèmes sont plus fréquents lorsque l'on passe de granulés cylindriques standard à des granulés cylindriques :
- Broyage de la pâte à papier ou gros morceaux irréguliers
- Flocons de film très légers à faible densité apparente
- Mélanges riches en poudre qui s'aèrent au lieu de s'écouler
- Matières premières recyclées de taille variable
Ces matières premières peuvent ne pas tomber uniformément, ne pas se compacter régulièrement ou ne pas former un lit solide et stable dans le canal de la vis. L'extrudeuse peut toujours fonctionner, mais l'alimentation devient irrégulière et beaucoup plus sensible aux petites variations.
Fixer : Pour une utilisation occasionnelle, le mélange avec des granulés vierges (généralement 70/30 ou 80/20) rétablit souvent une alimentation stable. Pour un passage permanent à la poudre ou aux flocons, il peut être nécessaire de modifier la géométrie de la vis - une section d'alimentation plus profonde ou un revêtement de barillet d'alimentation rainuré peuvent être utiles. Consultez votre fournisseur d'équipement avant d'effectuer ce changement.
4.3 Le matériau est-il trop glissant ?
L'alimentation par vis unique dépend de l'équilibre des frottements. Si le matériau contient un excès de lubrifiant externe (cires, stéarates), présente un état de surface inhabituel ou se comporte de manière trop glissante dans la zone d'alimentation, la vis peut tourner sans établir un fort transport vers l'avant.
Ce phénomène est moins fréquent que le pontage ou la surchauffe de la gorge, mais il peut se produire, en particulier après un changement de formulation.
Un indice utile : La matière semble atteindre la vis, mais la sortie reste faible et instable sans blocage évident. Les granulés peuvent apparaître huileux ou cireux à la surface.
Fixer : Revoir la formulation. Réduire le dosage du lubrifiant externe si possible. Si le matériau est acheté pré-composé, contactez le fournisseur - il peut s'agir d'une variation de lot.
5. Quand suspecter des problèmes de vis ou des problèmes mécaniques
Les causes mécaniques doivent être envisagées, mais pas trop tôt. Elles sont souvent mises en cause avant que les causes plus simples n'aient été correctement vérifiées.
5.1 La vis est-elle usée ?
Une vis usée peut perdre sa capacité à saisir, compacter et déplacer efficacement le matériau. Au fil des milliers d'heures, les matériaux abrasifs (composés remplis de verre, PVC rempli de minéraux, matériaux recyclés contenant des contaminants) usent progressivement les filets de la vis. Au fur et à mesure que le diamètre extérieur de la volée diminue, le jeu entre la volée et la paroi du cylindre augmente, et le matériau qui devrait être poussé vers l'avant fuit vers l'arrière sur les volées.
L'usure des vis provoque généralement un déclin progressif, et non un arrêt soudain de l'alimentation. Il s'agit là d'une distinction importante.
Les signes d'usure sont les suivants
- le débit a diminué au fil du temps
- la machine est devenue plus difficile à démarrer régulièrement
- de petites variations de matériaux entraînent des variations de production plus importantes qu'auparavant
- l'ampérage du moteur est inférieur à la valeur de référence historique à la même vitesse de rotation
- la ligne utilisée pour traiter le même matériau plus facilement
Ce qu'il faut faire : Mesurer le diamètre extérieur de la vis et le diamètre intérieur de l'alésage du canon. Comparez-les aux spécifications d'origine (celles-ci doivent être consignées dans les registres de l'équipement). Si le jeu dépasse la limite recommandée par le fabricant, la vis et/ou le canon doivent être remplacés.
L'usure mécanique est un processus lent. Si un défaut d'alimentation apparaît soudainement sur une ligne qui fonctionnait bien hier, l'usure n'en est certainement pas la cause. Examinez d'abord les explications les plus simples.
5.2 Y a-t-il une incompatibilité entre les vis et les matériaux ?
Parfois, la vis n'est pas endommagée. Elle est simplement mal adaptée à la matière première utilisée.
Une vis conçue pour des granulés ordinaires peut rencontrer des difficultés avec des matériaux de très faible densité apparente, des formulations à forte teneur en poudre ou des apports recyclés irréguliers. Dans ce cas, le problème n'est pas une erreur de l'opérateur. C'est que la géométrie de la vis n'est plus adaptée au comportement du matériau.
Il faut s'en méfier lorsque :
- problèmes d'alimentation après un changement de type de matériau
- la machine fonctionne bien avec certains matériaux mais pas avec d'autres
- les contrôles de la trémie et de la gorge sont normaux, mais le transport reste instable
- le processus ne fonctionne qu'après une intervention manuelle excessive
À ce stade, il peut être nécessaire de revoir la conception de la vis avec le constructeur de la machine ou l'ingénieur des procédés.
6. Ce qu'il ne faut pas faire
Lorsqu'une extrudeuse ne s'alimente pas, plusieurs réactions courantes aggravent la situation au lieu de l'améliorer.
N'augmentez pas aveuglément la température de la barrique. Si un ramollissement précoce au niveau de la gorge est à l'origine du problème, une chaleur plus importante augmente le collage et réduit encore l'alimentation.
Ne pas continuer à augmenter la vitesse de la vis. Une vis affamée ne devient pas saine simplement parce qu'elle tourne plus vite. Dans certains cas, une vitesse plus élevée aggrave l'instabilité.
Ne supposez pas que la filière ou la section en aval est le principal problème. Si la vis ne reçoit pas le matériau correctement, les ajustements en aval ne font que détourner l'attention de la cause réelle.
Ne pas sauter directement à la case “la vis est mauvaise”.” Cette conclusion est souvent coûteuse et prématurée. Il faut d'abord éliminer les problèmes de trémie, de gorge et de matériau.
7. Séquence de dépannage pratique
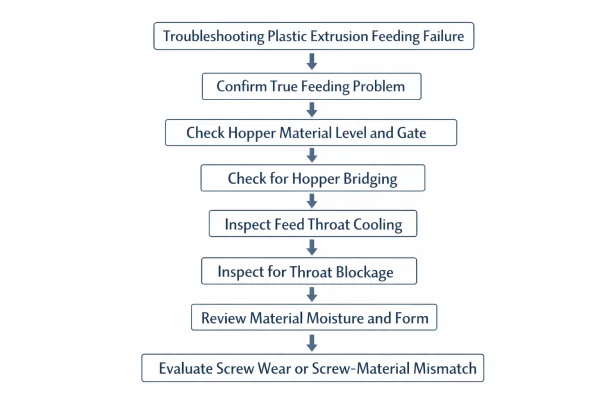
Lorsqu'un extrudeur n'est pas alimenté, utiliser cet ordre :
Étape 1 : Confirmer qu'il s'agit bien d'un problème d'alimentation. Vérifier le débit, la pression de fusion et la charge du moteur. S'assurer qu'il ne s'agit pas principalement d'une restriction en aval.
Étape 2 : Vérifier les bases de la trémie. Confirmer le niveau de matériau, la position du portillon et l'existence d'un pont.
Étape 3 : Vérifier la gorge d'alimentation. Concentrez-vous sur le refroidissement, l'assouplissement, l'adhérence et les blocages physiques.
Étape 4 : Vérifier le matériel. Examiner l'état d'humidité, le taux de rebroyage, la teneur en fines, la forme du matériau et les propriétés de surface.
Étape 5 : Vérifier le côté mécanique. Ce n'est qu'après avoir suivi les étapes ci-dessus qu'il faut s'intéresser à l'usure de la vis, aux antécédents de blocage ou à l'inadéquation entre la vis et le matériau.
Cet ordre est pratique car il commence par les causes les plus courantes et les plus faciles à résoudre. À chaque étape, si la réponse est positive, réparez et testez. Dans le cas contraire, passez à l'étape suivante. Ne passez pas à l'étape suivante.
8. Comment prévenir les problèmes d'alimentation avant qu'ils n'arrêtent la production ?
La meilleure façon de réduire les ruptures d'alimentation est de les traiter comme un problème de système, et non comme une malchance aléatoire.
Parmi les actions préventives utiles, on peut citer
- Contrôler les performances du refroidissement de la gorge d'alimentation dans le cadre de la vérification quotidienne du démarrage - confirmer l'écoulement de l'eau, et pas seulement le raccordement Pour une approche structurée des vérifications quotidiennes, hebdomadaires et mensuelles - y compris la vérification du refroidissement de la gorge d'alimentation - voir [Liste de contrôle de l'entretien quotidien, hebdomadaire et mensuel des machines d'extrusion].
- Maintenir la trémie et les zones de la gorge propres ; inspecter après chaque changement de matériau.
- Réduction des fines excessives dans le rebroyé avant le mélange
- Contrôler strictement le séchage de la résine pour les matériaux hygroscopiques - considérer cela comme un contrôle du processus et non comme une préférence pour la qualité.
- Noter les matériaux qui ont tendance à former des ponts ou des déferlantes, et à quelles proportions.
- Suivre la baisse progressive du débit qui peut indiquer une usure
- Éviter les changements incontrôlés du taux de rebroyage ou de la forme du matériau au cours de la production
Une ligne qui ne s'alimente parfois pas a généralement une cause reproductible. Le problème réside souvent dans le fait que personne n'a documenté les conditions de manière suffisamment claire pour voir le schéma.
Ce que nous recommandons à tous les nouveaux clients : Lors de la mise en service, nous enregistrons l'ensemble des paramètres de base, y compris la température de l'eau de refroidissement de la gorge, le débit et l'ampérage du moteur en régime permanent. Ces chiffres deviennent le point de référence. Lorsque des problèmes d'alimentation apparaissent des mois plus tard, la comparaison des conditions actuelles avec le point de référence permet généralement d'identifier l'écart en quelques minutes.
FAQ
Q1 : Pourquoi la vis de mon extrudeuse tourne-t-elle mais ne tire-t-elle pas le matériau ?
Les causes les plus courantes sont les suivantes : pontage de la trémie, surchauffe de la gorge d'alimentation, blocage de la gorge, matériau humide ou irrégulier, ou mauvaise adéquation entre la vis et le matériau. Commencez par vérifier la trémie et la gorge d'alimentation avant de supposer une défaillance mécanique interne.
Q2 : La température de la gorge d'alimentation peut-elle empêcher l'alimentation d'une extrudeuse ?
Oui. Si la gorge d'alimentation est trop chaude, les granulés peuvent se ramollir trop tôt et se coller au lieu de se déplacer librement dans la vis. C'est l'une des causes les plus courantes et les plus négligées de l'échec de l'alimentation.
Q3 : Un plastique humide peut-il causer des problèmes d'alimentation de l'extrusion ?
Oui. Un matériau humide peut contribuer à l'instabilité du transport, au gonflement, au collage et à un comportement de traitement incohérent, en particulier avec les résines sensibles à l'humidité telles que le PC, le PMMA, le nylon et le TPU.
Q4 : Dois-je augmenter la vitesse de la vis si l'extrudeuse ne s'alimente pas ?
En général, non. Si le matériau n'entre pas ou n'est pas transporté correctement, l'augmentation de la vitesse de la vis aggrave souvent l'instabilité au lieu de remédier à la cause première.
Q5 : Quand dois-je suspecter l'usure d'une vis ?
Suspecter l'usure de la vis lorsque les performances diminuent progressivement au fil du temps, en particulier avec des matériaux abrasifs ou contaminés. Une défaillance soudaine de l'alimentation est plus souvent due à des problèmes de trémie, de gorge ou de matériau.
Besoin d'aide pour diagnostiquer votre ligne ?
Si vous avez suivi cette séquence et que le problème d'alimentation persiste, il peut s'agir d'un processus plus profond ou d'une incompatibilité matérielle qui nécessite une évaluation pratique. Décrivez le principal symptôme, le moment où il apparaît et les vérifications que vous avez déjà effectuées. Nous pouvons vous aider à identifier la cause du problème et à déterminer le bon moyen d'y remédier.
Si la ligne présente une instabilité plus large que la seule alimentation, voir [Dépannage de l'extrusion plastique : comment diagnostiquer rapidement les problèmes de ligne]..
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) l'achat (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Jinxin Extruder et un ingénieur chevronné qui possède plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une ligne d'extrusion : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...




