Extrudeuse profilés plastiques de précision pour profilés PP, PE, ABS et TPU
Ligne d'extrusion de profilés plastiques à vis unique configurée à partir de votre dessin, de la qualité du matériau, des exigences de tolérance, de l'objectif de finition de surface et de la méthode de dimensionnement en aval.
Jinxin configure chaque extrudeuse de profilés plastiques de précision à partir de votre dessin, de la qualité de la résine, de la géométrie du profilé et des critères d'acceptation. La ligne est construite en fonction du comportement du matériau, de la section transversale, des exigences de tolérance, de l'objectif de finition de surface et de la méthode de dimensionnement en aval requise pour votre produit.
Le présent Ligne d'extrusion de profilés PP, PE, ABS et TPU peut être configuré pour des profils mono-matière, des profils bicolores, des structures de couche de recouvrement et certains profils co-extrudés souples-rigides. Le PVC ne peut être revu que sous la forme d'un composé granulé, le cas échéant, et non sous la forme d'une ligne de profilés de fenêtres ou de portes en PVC.
Qu'est-ce qu'une extrudeuse de profilés plastiques de précision ?
Une extrudeuse de profilés plastiques de précision est une extrudeuse de profilés plastiques à vis unique qui transforme les granulés de PP, PE, ABS, TPU et certains PVC en profilés continus construits selon votre dessin - avec une section transversale, une tolérance dimensionnelle, une finition de surface et une méthode de dimensionnement en aval définies.
Contrairement à un fournisseur de profilés finis ou à un service d'extrusion à façon, cette ligne est un équipement de production configuré en fonction de la géométrie du profilé, de la répartition des parois, du comportement du matériau et des critères d'acceptation. L'acheteur fournit le dessin et la qualité de la résine ; la ligne est configurée pour produire ce profil dans les conditions de production convenues.
Le processus suit la séquence suivante : alimentation en matière → fusion et homogénéisation de la vis → mise en forme de la matrice selon votre section transversale → calibrage (calibrage libre ou sous vide) → tirage → découpe et empilage. La co-extrusion peut être ajoutée pour les structures bicolores, les couches de capuchon ou les structures souples-rigides.
Variables de configuration clés qui déterminent la configuration de la ligne :
- Qualité du matériau et de la résine - la géométrie de la vis, le taux de compression et le profil de température sont adaptés à votre composé
- Complexité de la coupe transversale - la balance de débit, la conception d'un calibrateur de vide ou la sélection d'un dimensionnement libre
- Tolérance et objectif de surface - le chemin de refroidissement, le type de transport et la pression de contact
- Rigidité du profil et stabilité de la forme - correction du redressement, méthode de coupe et logique d'empilage
Cette page couvre les lignes d'extrusion de profilés plastiques de précision pour les matériaux en granulés. Elle ne couvre pas les lignes de profilés de fenêtres ou de portes en PVC, qui utilisent généralement des systèmes à double vis avec mélange de poudres, fourniture de profilés finis ou services d'extrusion en sous-traitance.
Configuration de votre extrudeuse de profilés plastiques à vis unique
Jinxin configure chaque extrudeuse de profilés plastiques de précision à partir de votre dessin, de la qualité du matériau et des critères d'acceptation, et non à partir d'un catalogue standard. Notre processus d'ingénierie aligne la conception de la vis, l'outillage de la filière et les modules en aval sur vos besoins en matière de géométrie du profil, de surface cible et de stabilité de la forme. Le PVC n'est pris en charge que sous forme de granulés.
Examen du comportement des matériaux
Confirmer le type de résine et la fenêtre de traitement (PP / PE / TPU / ABS / composé de granulés de PVC sélectionné) pour définir la géométrie de la vis et la stabilité de l'apport de matière fondue.
Filière de profilage et équilibre des flux
L'outillage est conçu en fonction de votre section transversale et de la distribution asymétrique des parois pour un flux constant et une stabilité dimensionnelle.
Sélection du module aval
Le refroidissement direct à l'eau ou le calibrage sous vide, ainsi que le tirage, la coupe et le redressage en option, sont sélectionnés en fonction de la rigidité du profil et de la priorité de verrouillage de la forme.
Liens rapides vers les FAQ spécifiques aux matériaux
Composants de la extrudeuse de profilés plastiques de précision
Les modules ci-dessous constituent la ligne complète. La configuration finale varie en fonction du matériau, de la géométrie du profil et des dimensions requises. Les images sont données à titre indicatif.

Plate-forme d'extrusion
Extrudeuse principale à une vis (configurée)
- Système d'entraînement : Moteur Siemens Beide + convertisseur ABB ACS580 avec contrôle stable de la vitesse pour l'extrusion continue de profilés.
- Vis et baril : Conception de la vis axée sur le matériau avec fenêtre de processus adaptée aux composés de granulés de PP / PE / ABS / TPU / PVC sélectionnés.
- Contrôle du chauffage : Commande de chauffage par relais à semi-conducteurs (SSR) avec régulation de la température multizone pour une température de fusion stable.

Plate-forme de coextrusion en option
Unité de coextrusion
- Module d'extrusion : Coextrudeuse dont la production est adaptée aux exigences de la structure des couches, telles que les structures bicolores, les couches de recouvrement ou les structures souples-rigides.
- Système d'entraînement : Moteur standard + onduleur avec contrôle synchronisé de la vitesse pour la stabilité de la couche.
- Intégration : Intégration de la ligne avec des interfaces mécaniques et de contrôle alignées sur l'extrudeuse principale et l'outillage.
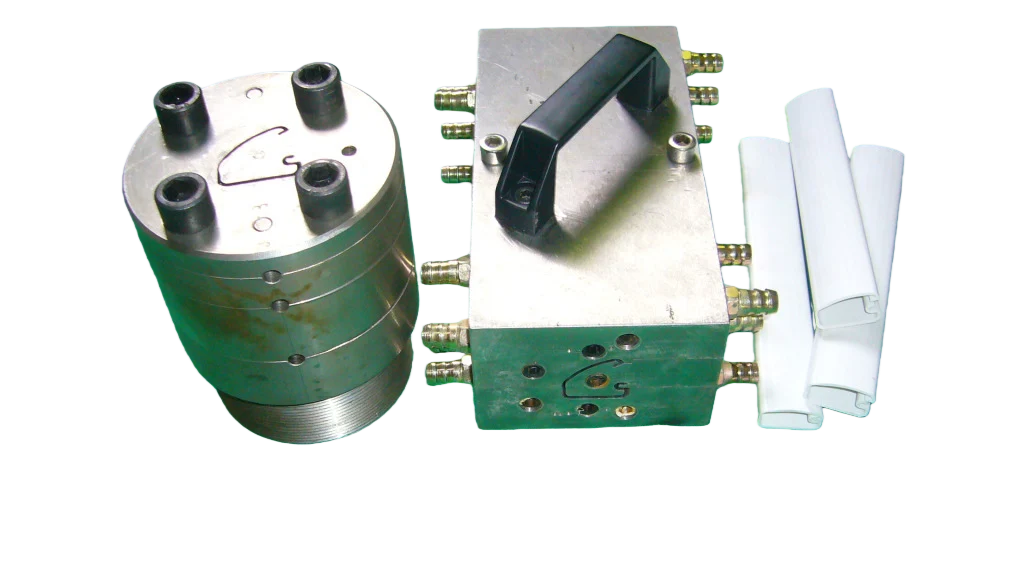
Outillage
Outillage de profilage et de coextrusion
- Conception de la matrice : Les voies d'écoulement sont conçues en fonction de votre section transversale et de la répartition de l'épaisseur des parois pour une distribution uniforme de la matière fondue.
- Interface de coextrusion : Outillage pour les structures bicolores, les couches de recouvrement ou les structures souples-rigides, en fonction du produit.
- Équilibre des flux : Géométrie de distribution conçue pour réduire l'instabilité de l'interface entre les couches, en fonction de la compatibilité des matériaux.

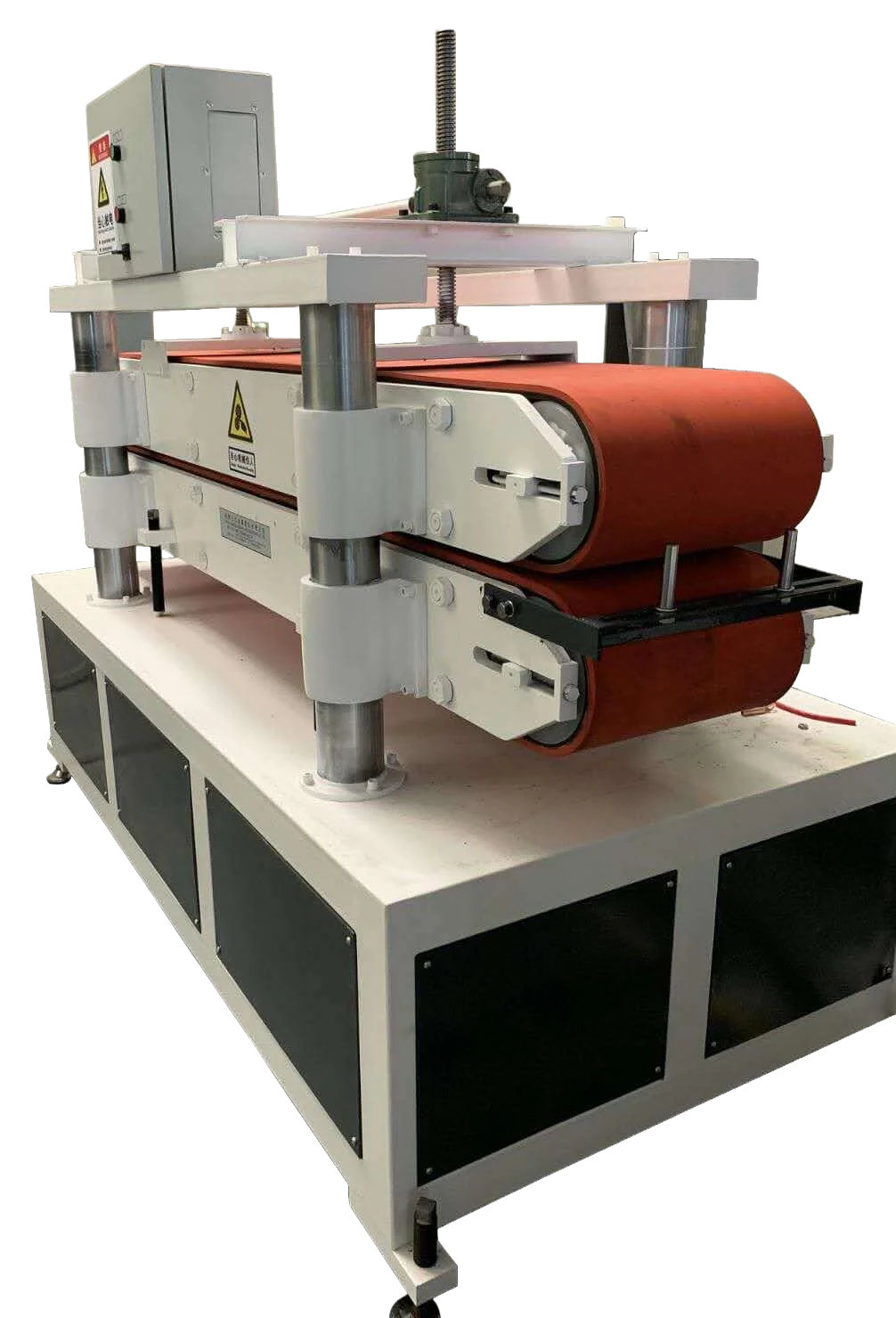
Dimensionnement et refroidissement
Options de dimensionnement : Dimensionnement libre ou étalonnage sous vide
- Le dimensionnement libre du système de refroidissement : Refroidissement direct à l'eau pour les profils dont l'aspect de la surface est sensible au contact.
- Étalonnage du vide : Calibreur + réservoir à vide pour les profils creux ou complexes nécessitant un verrouillage de la forme. Le calibrage sous vide en plusieurs étapes est disponible pour les géométries exigeantes.
- Gestion de l'eau et du vide : Surveillance de la boucle de refroidissement et de la stabilité du vide pour un dimensionnement cohérent. La configuration finale dépend de la géométrie du profil et des équipements du site.
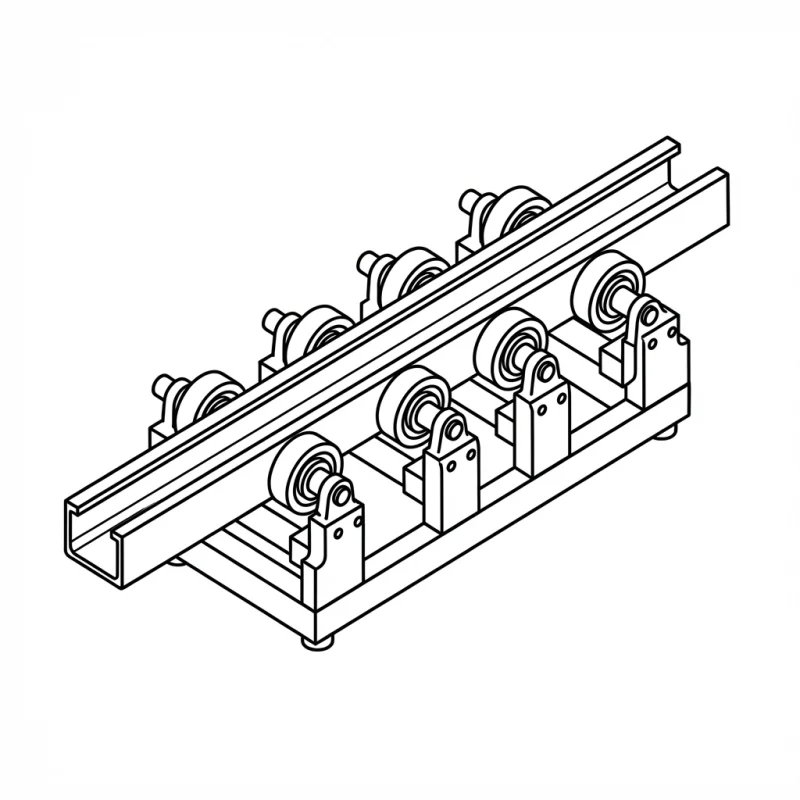
Transport de marchandises
Unité de traction de précision
- Type de traction : Transport par bande ou par chenilles adapté à la rigidité du profil et à la sensibilité de la surface.
- Contrôle de la vitesse : Synchronisés pour réduire les fluctuations d'épaisseur et les dérives dimensionnelles.
- La maintenabilité : Structure facile d'accès et à réglage rapide pour le nettoyage et le changement de routine.
Alignement Facultatif
Lissage / Correction anti-torsion
- Module de correction : Dispositifs de redressement et d'alignement pour les profilés susceptibles de se tordre, de se plier ou de se cambrer.
- Logique d'installation : Méthode d'ajustement basée sur la complexité de la section transversale et l'exigence de stabilité.
- Placement : Positionné après le calibrage et le refroidissement en fonction du comportement du produit.

En aval
Découpage + Décollage + Empilage
- Méthode de coupe : Unité de coupe adaptée à la rigidité du matériau, à l'épaisseur de la paroi et à la longueur cible, telle que la coupe à la scie, la coupe rotative ou la coupe à la guillotine.
- Manipulation : Décollage et empilage pour une manipulation stable sans endommager la surface.
- Adaptation de la mise en page : Disposition en aval en fonction de l'espace disponible dans l'usine et des préférences en matière d'emballage.

Auxiliaires recommandés
Refroidisseur industriel à air
- Fonction : Système de refroidissement de l'eau en circuit fermé.
- Avantage : Aucun bassin d'eau civile n'est nécessaire.
- Installer : Conception prête à l'emploi.
- Résultat : Une température constante permet de stabiliser les dimensions du profil.
Prêt à configurer votre extrudeuse de profilés plastiques de précision ?
Envoyez-nous le dessin ou l'échantillon de votre profilé, la qualité du matériau, les exigences en matière de tolérance, l'objectif de finition de surface et le rendement pratique escompté. Jinxin examinera l'outillage, la méthode de dimensionnement, le transport et la configuration en aval de votre ligne de production de profilés.
Utiliser le panneau de contact sur cette page ou par courriel sales@jfextruder.com.
Applications des profilés en plastique par matériau et section transversale
Cette extrudeuse de profilés plastiques de précision est configurée pour une gamme d'applications en PP, PE, ABS, TPU et certains composés de granulés de PVC :
- Profilés de guidage et de rail en PVC à partir d'un composé granulé - profilés transparents ou colorés pour applications électriques, coulissantes et intérieures
- Profilés de protection et de décoration en ABS - protections murales, garnitures d'angle et composants visibles à haute brillance pour les soins de santé, le commerce et l'intérieur
- Profils flexibles et d'étanchéité en TPU - bandes élastiques, joints et profilés soft-touch nécessitant une clarté de surface et une stabilité dimensionnelle
- Profils industriels PP et PE - profilés structurels et fonctionnels avec contrôle de la rétraction et stabilité de la forme dans le cadre d'une production continue
- Profilés co-extrudés - les combinaisons bicolores, les couches de capuchon ou les combinaisons souples-rigides lorsque la compatibilité des matériaux et la conception du produit le permettent
Voir la section FAQ spécifique aux matériaux sur cette page pour des conseils de configuration par type de résine.
Pourquoi les fabricants et les responsables des achats choisissent-ils Jinxin ?
Essais en usine basés sur les produits
Avant l'expédition, nous testons le type de produit convenu pour vérifier l'adéquation de la filière et la stabilité des dimensions du profil dans des conditions réelles d'extrusion. Une fois que le produit fonctionne de manière stable, nous enregistrons les références pratiques de démarrage telles que les zones de température, la vitesse de la vis, la vitesse de tirage et les réglages en aval.
- Vérification des dimensions : Nous testons la ligne pour vérifier que la matrice respecte les dimensions et les tolérances exactes de votre profil.
- La “recette de démarrage” : Nous enregistrons les paramètres de traitement (températures, vitesses) utilisés pendant l'essai. Vous recevez cette fiche technique qui vous permet d'éviter les conjectures et de lancer immédiatement la production.
- Étalonnage des matériaux : Si votre produit utilise un composé spécial, nous pouvons vous recommander d'envoyer des échantillons de matériau avant le test afin que les références de démarrage soient basées sur le matériau prévu.
Citation transparente, ligne par ligne
Votre devis n'est pas un vague résumé. Il s'agit d'un manifeste qui énumère, ligne par ligne, chaque composant de l'équipement et sa marque (par exemple, Siemens, ABB), afin de s'assurer que le matériel correspond à la promesse.
- Liste de configuration détaillée : Chaque moteur, inverseur, réservoir et contrôleur est répertorié par marque et modèle.
- Effacer les options de service : L'installation et la formation sur place sont facturées en tant que poste budgétaire distinct et transparent-Pas de frais surprises par la suite.
- Le prix “final” : Aucun supplément caché. Ce que vous signez est ce que vous payez.
Stratégie globale pour les composants de service
Nous mettons strictement en œuvre une stratégie de composants “prêts à l'emploi” pour garantir la sécurité de votre chaîne d'approvisionnement.
- Géants mondiaux de niveau 1 : Pour les entraînements et les moteurs, nous utilisons Siemens, ABB, RKC et Omron-disponible dans presque toutes les villes industrielles du monde.
- Des marques internationales qui ont fait leurs preuves : Pour les commandes et l'électricité, nous sélectionnons des marques telles que WECON et CHINT, qui ont établi des réseaux de distribution sur les principaux marchés.
- Résultat : Qu'il s'agisse d'un entraînement premium ou d'un relais standard, la qualité vérifiée et la facilité d'entretien sont garanties.
Références de confiance
La majorité de nos clients internationaux augmentent leur capacité avec nous, ce qui est un indicateur de fiabilité à long terme.
Sur demande, nous configurons la ligne pour qu'elle réponde aux spécifications de votre profil cible et aux exigences de test de l'utilisateur final. Nous fournissons également un certificat d'origine pour vous aider à minimiser les droits d'importation.
La confiance des fabricants au service des marques mondiales
Nous produisons des profils de rail en PVC transparent pour les systèmes de prises de courant coulissantes - un rail mural qui permet aux modules de prises de courant de glisser librement le long du rail.
Le profilé doit être optiquement clair pour un aspect intérieur haut de gamme et dimensionnellement précis pour que le module de prise glisse en douceur sans se coincer.
La conception de la vis de la extrudeuse de profilés de Jinxin nous a permis d'obtenir une fusion stable et sans bulles dès le départ. La transparence et la précision de l'encliquetage ont été acceptées par notre client lors de l'inspection à la réception du premier lot soumis.
Notre principal produit est le profilé de protection murale en ABS pour les couloirs d'hôpitaux - les garde-corps montés le long des murs pour éviter les dommages causés par les lits et les fauteuils roulants.
La consistance de la surface et l'uniformité de la couleur sur de longues séries de production sont essentielles, car ces profilés sont installés dans des zones visibles et très fréquentées.
Jinxin a configuré la matrice et le circuit de refroidissement de manière à maintenir des tolérances dimensionnelles serrées sur des séries continues. Nous exploitons la ligne depuis plus de deux ans avec une production stable.“
Extrusion de profilés en plastique FAQ par matériau
Sélectionnez votre matériau ci-dessous pour voir les questions les plus courantes sur l'extrusion de profilés et les conseils de configuration.
FAQ sur la configuration générale des lignes
Quand une ligne de profilés en plastique doit-elle utiliser une extrudeuse à vis unique plutôt qu'une extrudeuse à double vis ?
Une extrudeuse de profilés plastiques à vis unique est normalement utilisée pour les matériaux en granulés tels que le PP, le PE, l'ABS, le TPU et certains composés en granulés de PVC. Elle convient lorsque le projet dépend d'une alimentation stable en matière fondue, de l'adaptation des filières de profilage, du contrôle de la finition de la surface et du calibrage en aval plutôt que du traitement des composés en poudre.
Les systèmes à double vis sont plus couramment utilisés pour les composés en poudre de PVC et la production de profilés de fenêtres ou de portes en PVC rigide. Cette page se concentre sur les lignes d'extrusion de profilés plastiques de précision pour les matériaux en granulés, et non sur les lignes de profilés de fenêtres en PVC ou la fourniture de profilés finis.
Compound de granulés de PVC FAQ
Comment choisir entre le free-sizing, l'absence de vide et l'étalonnage du vide pour les profilés composés de granulés de PVC, en particulier pour les surfaces brillantes ?
Si la géométrie et la stabilité du profil le permettent, free-sizing direct-to-water cooling peut réduire le contact avec l'outillage, ce qui est utile lorsque l'aspect de la surface est une priorité. Étalonnage du vide est généralement choisi lorsque la section transversale nécessite une plus forte verrouillage de la forme, souvent pour des profils creux ou complexes.
La sélection finale dépend du dessin, de la formulation du composé PVC et des critères d'apparence ou de défaut convenus.
Comment protéger les profilés composés de granulés de PVC brillants contre les rayures lors de la manutention et de l'emballage ?
Une option unité d'emballage protecteur par pelliculage peut être ajouté en fin de ligne pour appliquer une protection de surface avant la manipulation, l'empilage et l'emballage. Le type de film et la méthode d'application sont configurés en fonction de la forme du profil et des exigences de surface.
Comment réduire le risque de délamination dans les profilés co-extrudés et quelles sont les principales étapes de préparation ?
La délamination des profilés coextrudés souples et rigides est généralement due à une mauvaise liaison interfaciale entre les deux composés. Nous gérons ce problème en examinant la compatibilité des matériaux, en adoptant une stratégie de température pour favoriser la liaison à l'interface, en manipulant les matériaux proprement pour éviter la contamination et en équilibrant le flux à travers l'outillage de coextrusion pour maintenir des rapports de couche cohérents.
Les paramètres finaux dépendent de votre paire de composés spécifique et de la structure de la couche, et sont vérifiés par rapport à votre méthode d'acceptation.
TPU Elastic et High-Clarity FAQ
Comment éliminer les traces de frottement et les bulles dans les profilés TPU ?
Le TPU est sensible au frottement et à l'humidité. Nous utilisons des revêtements antiadhésifs spécialisés sur les manchons de calibrage et une conception de vis qui favorise une homogénéisation douce afin de réduire l'emprisonnement de l'air et les défauts de surface.
Les profilés TPU peuvent se rétracter ou dériver après refroidissement. Comment stabiliser les dimensions en production continue ?
La stabilité dimensionnelle dépend de la cohérence du refroidissement et du contrôle de la traction en fonction de la géométrie du profil. Nous configurons le circuit de refroidissement et la température de l'eau pour éviter une contraction inégale, puis nous réglons la tension de traction pour maintenir une traction régulière sans déformer le profil.
La vérification se fait par rapport aux tolérances de votre dessin en utilisant des points d'échantillonnage convenus dans des conditions de production.
Votre ligne peut-elle supporter des TPU très souples, tels que 60A-80A ?
Oui. Pour les TPU très souples, nous configurons la ligne avec un extracteur de chenilles spécial soft-touch et des fraises rotatives sans copeaux pour réduire la déformation lors de la traction et de la coupe.
FAQ sur les polyoléfines à rétrécissement élevé PP et PE
Comment contrôler le gauchissement, le rétrécissement et la dérive dimensionnelle des profilés en PP ou en PE ?
Le PP et le PE présentent des taux de cristallisation élevés et un retrait important après refroidissement. Le contrôle des dimensions commence au niveau de la filière, où nous compensons le gonflement de la filière dans la conception de l'outillage. Après la matrice, nous utilisons des réservoirs sous vide à plusieurs étages et des pulvérisations d'eau à haut volume pour geler rapidement les dimensions, en réduisant les gradients de température entre les parois épaisses et minces.
Le type de tirage et la pression de contact sont sélectionnés pour maintenir une traction régulière sans empreinte. Pour les sections transversales complexes, des unités de redressement en ligne peuvent être ajoutées pour contrer la déformation post-refroidissement.
Les profils en PP et PE nécessitent-ils des configurations différentes en aval par rapport aux matériaux rigides tels que l'ABS ?
Oui. Le PP et le PE sont semi-cristallins et continuent à se rétracter lorsqu'ils refroidissent, contrairement aux résines amorphes telles que l'ABS, qui se stabilisent plus rapidement. Cela signifie que les lignes de PP et de PE nécessitent généralement des voies de refroidissement plus longues, une pulvérisation d'eau plus agressive et une pression de contact plus faible pour éviter le marquage de la surface du matériau plus souple.
Nous configurons ces paramètres en fonction de votre grade de résine spécifique et de la géométrie du profil.
Plastique technique ABS haute brillance FAQ
Comment garantir la finition de surface très brillante requise pour les profilés ABS ?
La qualité de la surface de l'ABS dépend de l'homogénéité de la matière fondue et d'un contrôle précis de la température. La géométrie de la vis spécifique à l'ABS est conçue pour produire une matière fondue uniforme avec un minimum de lignes d'écoulement. Nous recommandons également l'utilisation de sécheurs déshydratants intégrés pour réduire l'humidité avant le traitement, car l'humidité résiduelle dans l'ABS peut provoquer des traînées argentées ou des marques d'évasement qui nuisent à la brillance de la surface.
Comment maintenir la résistance aux chocs dans l'extrusion de l'ABS ?
L'ABS contient une phase de caoutchouc butadiène qui lui confère une résistance aux chocs. Un cisaillement excessif ou la température du tonneau peuvent dégrader cette phase de caoutchouc, rendant le profilé final cassant. La géométrie des vis doit utiliser un cisaillement contrôlé pour préserver la structure du polymère.
Nous surveillons également de près la température de la matière fondue afin de la maintenir dans la fenêtre de traitement sûre : suffisamment élevée pour assurer un bon écoulement, mais suffisamment basse pour réduire le risque de dégradation thermique.
Envoyez votre dessin de profilé plastique pour la configuration de la ligne
Faites-nous part du dessin de votre profil, de la qualité du matériau, des tolérances requises, de l'état de surface visé et du format de production prévu en remplissant le formulaire figurant sur cette page. Si le profilé nécessite une co-extrusion, un calibrage sous vide, un refroidissement à taille libre ou une correction du redressement, indiquez ces détails afin que Jinxin puisse revoir la configuration de la ligne avec plus de précision.
Vous pouvez également envoyer un courriel à sales@jfextruder.com avec vos dessins et vos notes de projet.
