Extrusora de perfiles plásticos de precisión para perfiles PP, PE, ABS y TPU
Línea de extrusión de perfiles de plástico de un solo tornillo configurada a partir de su dibujo, grado de material, requisito de tolerancia, objetivo de acabado superficial y método de dimensionamiento posterior.
Jinxin configura cada extrusora de perfiles de plástico de precisión a partir de su plano, grado de resina, geometría del perfil y criterios de aceptación. La línea se construye en función del comportamiento del material, la sección transversal, los requisitos de tolerancia, el objetivo de acabado superficial y el método de dimensionamiento posterior necesario para su producto.
Este Línea de extrusión de perfiles de PP, PE, ABS y TPU puede configurarse para perfiles monomateriales, perfiles bicolores, estructuras de capa superior y perfiles coextruidos rígidos blandos seleccionados. El PVC sólo puede revisarse como compuesto granulado en su caso, no como línea de perfiles de PVC para ventanas o puertas.
¿Qué es una extrusora de perfiles de plástico de precisión?
Una extrusora de perfiles de plástico de precisión es una extrusora de perfiles de plástico de un solo husillo que convierte PP, PE, ABS, TPU y compuestos de pellets de PVC seleccionados en perfiles continuos fabricados según sus planos, con sección transversal, tolerancia dimensional, acabado superficial y método de dimensionamiento posterior definidos.
A diferencia de un proveedor de perfiles acabados o un servicio de extrusión por contrato, esta línea es un equipo de producción configurado en torno a la geometría de su perfil, la distribución de las paredes, el comportamiento del material y los criterios de aceptación. El comprador proporciona el dibujo y el grado de resina; la línea se configura para producir ese perfil en las condiciones de producción acordadas.
El proceso sigue la siguiente secuencia: alimentación del material → fusión y homogeneización del husillo → conformado de la matriz según su sección transversal → calibrado (calibrado libre o calibrado al vacío) → arrastre → corte y apilado. Puede añadirse coextrusión para estructuras de doble color, de capa superior o rígidas blandas.
Variables de configuración clave que determinan la configuración de la línea:
- Material y grado de resina - la geometría del tornillo, la relación de compresión y el perfil de temperatura se adaptan a su compuesto
- Complejidad de la sección transversal - balanza de caudal de troquel, diseño de calibrador de vacío o selección de tamaño libre
- Tolerancia y superficie objetivo - recorrido de refrigeración, tipo de arrastre y presión de contacto
- Rigidez del perfil y estabilidad de la forma - corrección de enderezamiento, método de corte y lógica de apilamiento
Esta página cubre las líneas de extrusión de perfiles de plástico de precisión para materiales granulados. No cubre las líneas de perfiles de ventanas o puertas de PVC, que suelen utilizar sistemas de doble husillo con compuesto en polvo, suministro de perfiles acabados o servicios de extrusión por contrato.
Configuración de su extrusora monohusillo de perfiles de plástico
Jinxin configura cada extrusora de perfiles de plástico de precisión a partir de su plano, grado de material y criterios de aceptación, no a partir de un catálogo estándar. Nuestro flujo de trabajo de ingeniería alinea el diseño del tornillo, el utillaje de la matriz y los módulos posteriores a la geometría del perfil, el objetivo de la superficie y las necesidades de estabilidad de la forma. El PVC sólo se admite como compuesto granulado.
Revisión del comportamiento de los materiales
Confirme el tipo de resina y la ventana de procesamiento (PP / PE / TPU / ABS / compuesto de granulado de PVC seleccionado) para definir la geometría del tornillo y la entrega estable de la masa fundida.
Matrices de perfil y equilibrado de flujo
Los troqueles se diseñan en función de su sección transversal y de la distribución asimétrica de las paredes para conseguir un flujo uniforme y estabilidad dimensional.
Selección del módulo descendente
La refrigeración directa por agua o la calibración por vacío, además del arrastre, el corte y el enderezado opcional, se seleccionan según la rigidez del perfil y la prioridad del bloqueo de forma.
Enlaces rápidos a preguntas frecuentes sobre materiales específicos
Componentes de la extrusora de perfiles de plástico de precisión
Los módulos siguientes forman la línea completa. La configuración final varía en función del material, la geometría del perfil y los requisitos de tamaño. Las imágenes son sólo de referencia.

Plataforma de extrusión
Extrusora principal de un husillo (configurada)
- Sistema de propulsión: Motor Siemens Beide + inversor ABB ACS580 con control de velocidad estable para la extrusión continua de perfiles.
- Tornillo y barril: Diseño de tornillo impulsado por material con ventana de proceso adaptada al compuesto de granulado de PP / PE / ABS / TPU / PVC seleccionado.
- Control de la calefacción: Control de calefacción por relé de estado sólido (SSR) con regulación de temperatura multizona para una temperatura de fusión estable.

Plataforma de coextrusión opcional
Unidad coextrusora
- Módulo extrusor: Coextrusora con salida adaptada a los requisitos de la estructura de la capa, como doble color, capa de tapa o estructuras rígidas blandas.
- Sistema de propulsión: Motor estándar + inversor con control de velocidad sincronizado para la estabilidad de la capa.
- Integración: Integración de la línea con interfaces mecánicas y de control alineadas con la extrusora principal y el utillaje.
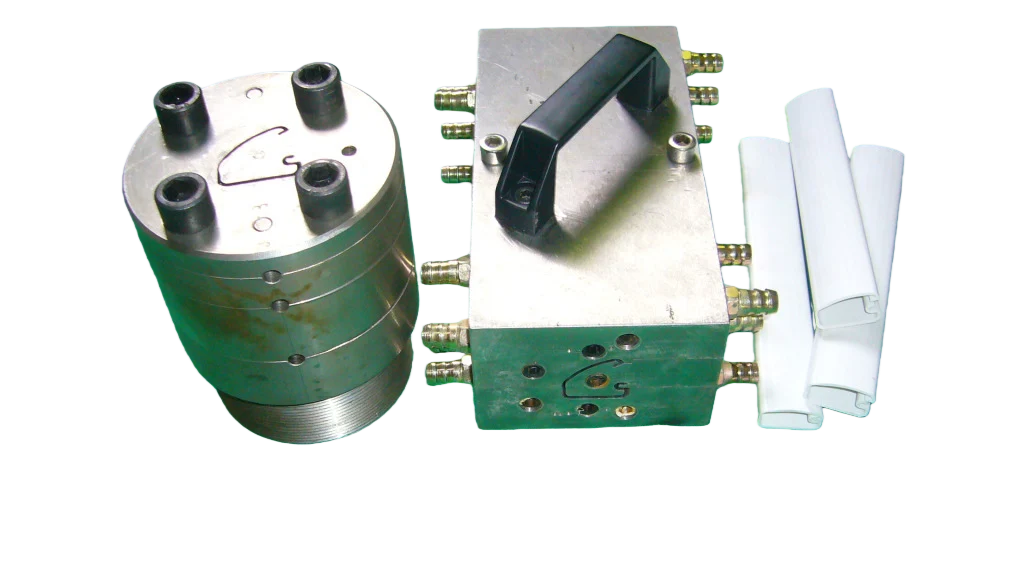
Herramientas
Matrices de perfil y herramientas de coextrusión
- Diseño del troquel: Trayectorias de flujo diseñadas en función de la sección transversal y la distribución del grosor de las paredes para un suministro uniforme de la masa fundida.
- Interfaz de coextrusión: Utillaje para estructuras bicolor, de capa superior o rígidas blandas, según el producto.
- Balance de flujo: Geometría de distribución diseñada para reducir la inestabilidad de la interfaz entre capas, en función de la compatibilidad de los materiales.

Dimensionamiento y refrigeración
Opciones de calibrado: Calibración libre o por vacío
- Refrigeración de tamaño libre: Enfriamiento directo al agua para perfiles en los que el aspecto de la superficie es sensible al contacto.
- Calibración de vacío: Calibrador + depósito de vacío para perfiles huecos o complejos que requieren bloqueo de forma. Para geometrías exigentes se dispone de calibrado por vacío en varias etapas.
- Gestión del agua y del vacío: Supervisión del circuito de refrigeración y de la estabilidad del vacío para un dimensionamiento coherente. La configuración final depende de la geometría del perfil y de los servicios del emplazamiento.
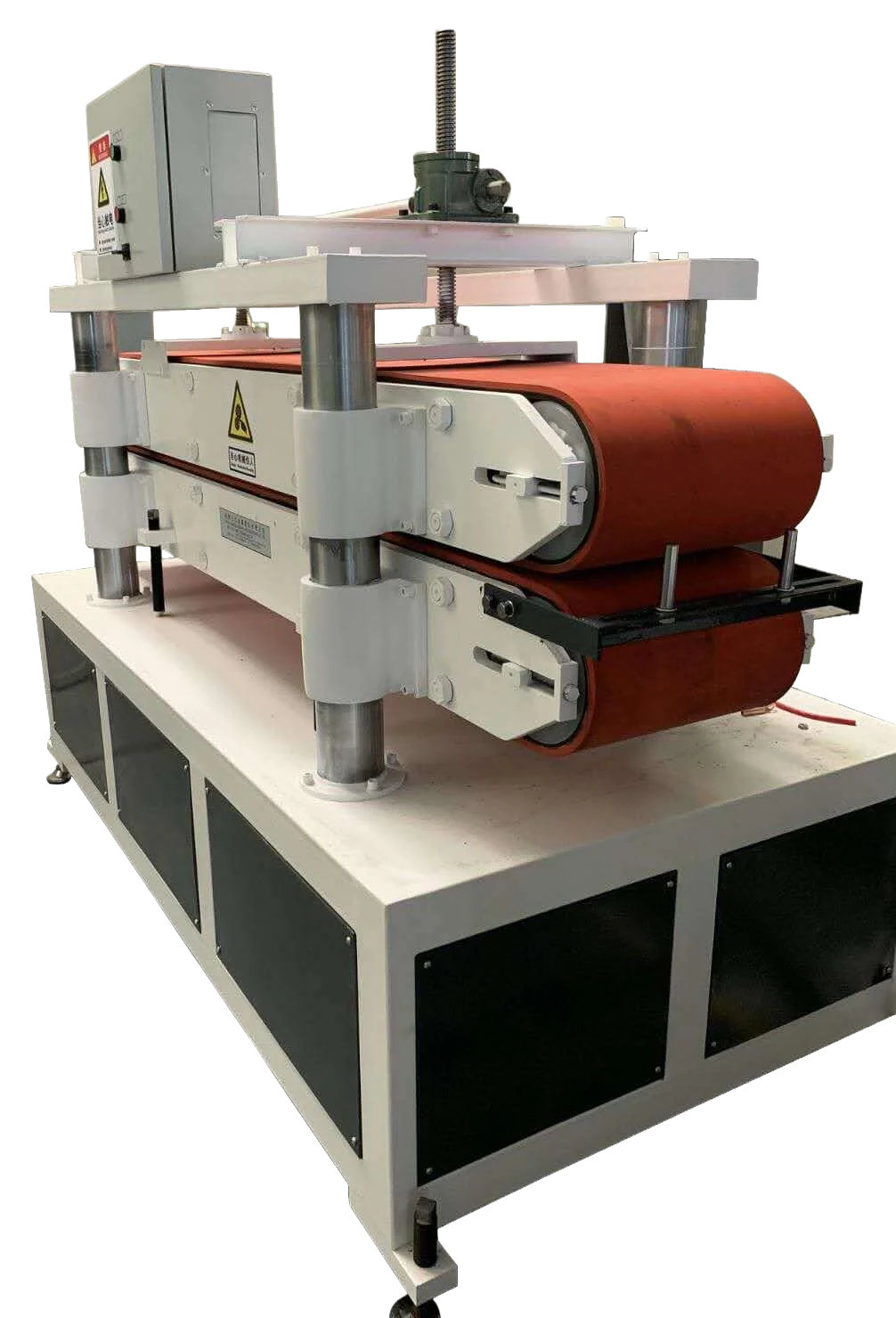
Transporte
Unidad de arrastre/tracción de precisión
- Tipo de tracción: Arrastre por correa u oruga adaptado a la rigidez del perfil y a la sensibilidad de la superficie.
- Control de velocidad: Sincronizado para reducir la fluctuación del espesor y la deriva dimensional.
- Facilidad de mantenimiento: Estructura de fácil acceso y ajuste rápido para la limpieza rutinaria y el cambio.
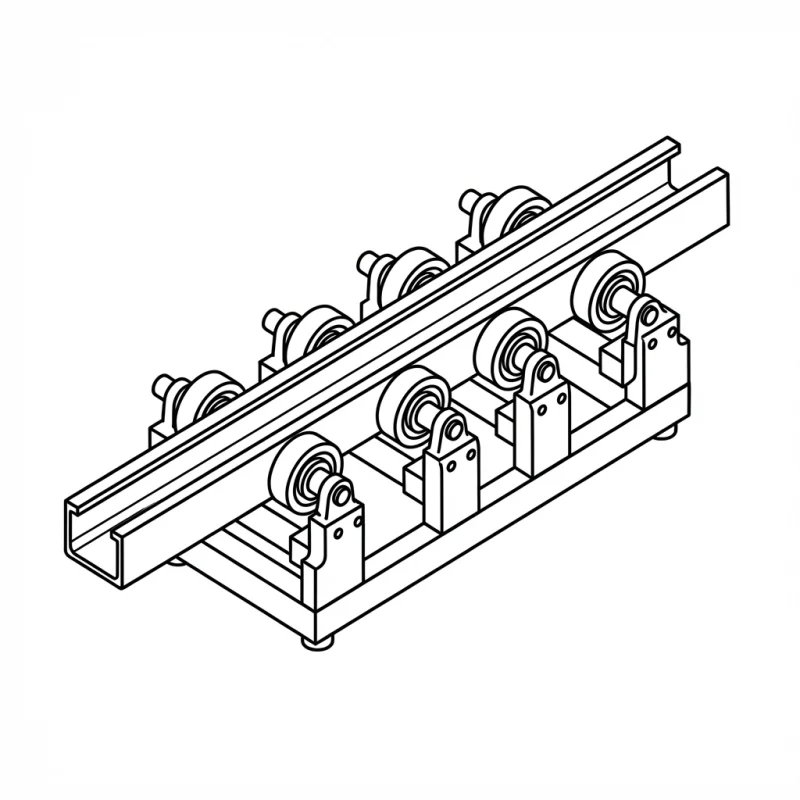
Alineación Opcional
Alisado / Corrección antitorsión
- Módulo de corrección: Dispositivos de enderezamiento y alineación para perfiles propensos a torcerse, doblarse o combarse.
- Lógica de configuración: Método de ajuste basado en la complejidad de la sección transversal y el requisito de estabilidad.
- Colocación: Posicionado después del calibrado y enfriamiento según el comportamiento del producto.

Aguas abajo
Corte + Despegue + Apilado
- Método de corte: Unidad de corte adaptada a la rigidez del material, el grosor de la pared y la longitud objetivo, como corte con sierra, rotativo o guillotina.
- Manipulación: Despegue y apilamiento para una manipulación estable sin dañar la superficie.
- Ajuste de la disposición: Disposición aguas abajo en función del espacio de la planta y las preferencias de envasado.

Auxiliar recomendado
Enfriadoras industriales refrigeradas por aire
- Función: Sistema de refrigeración por agua de circuito cerrado.
- Ventaja: No se necesita piscina de agua civil.
- Instalar: Diseño Plug and Play.
- Resultado: La temperatura constante mantiene estables las dimensiones del perfil.
¿Está listo para configurar su extrusora de perfiles de plástico de precisión?
Envíenos su dibujo o muestra del perfil, el grado de material, los requisitos de tolerancia, el objetivo de acabado superficial y el rendimiento práctico previsto. Jinxin revisará el utillaje de la matriz, el método de dimensionamiento, el acarreo y la configuración posterior para su línea de producción de perfiles.
Utiliza el panel de contacto en esta página o por correo electrónico sales@jfextruder.com.
Aplicaciones de los perfiles de plástico por material y sección
Esta extrusora de perfiles de plástico de precisión está configurada para una amplia gama de aplicaciones de PP, PE, ABS, TPU y compuestos de pellets de PVC seleccionados:
- Perfiles de vías y guías de PVC de compuesto granulado - perfiles transparentes o de color para aplicaciones eléctricas, correderas y de interior
- Perfiles protectores y decorativos de ABS - protectores de pared, cantoneras y componentes visibles de alto brillo para uso sanitario, comercial y en interiores
- Perfiles flexibles y de estanqueidad de TPU - tiras elásticas, juntas y perfiles suaves al tacto que requieren claridad superficial y estabilidad dimensional
- Perfiles industriales de PP y PE - perfiles estructurales y funcionales con control de contracción y estabilidad de forma en producción continua
- Perfiles coextruidos - combinaciones de doble color, capa superior o rígido-blando cuando la compatibilidad de materiales y el diseño del producto lo permiten
Consulte la sección de preguntas frecuentes sobre materiales específicos de esta página para obtener orientación sobre la configuración por tipo de resina.
Por qué los fabricantes y responsables de compras eligen Jinxin
Pruebas en fábrica basadas en productos
Antes del envío, probamos el tipo de producto acordado para comprobar la coincidencia de la matriz y la estabilidad de las dimensiones del perfil en condiciones reales de extrusión. Después de que el producto funcione de forma estable, registramos las referencias prácticas de puesta en marcha, como las zonas de temperatura, la velocidad del husillo, la velocidad de arrastre y los ajustes posteriores.
- Verificación dimensional: Ponemos en marcha la línea para probar que el troquel ofrece las dimensiones y tolerancias exactas de su perfil.
- La “Receta de inicio”: Registramos los parámetros de procesamiento (temperaturas, velocidades) utilizados con éxito durante la prueba. Usted recibe esta Hoja de Datos para saltarse las conjeturas y comenzar la producción de inmediato.
- Calibración del material: i su producto utiliza un compuesto especial, podemos recomendar el envío de muestras de material antes de la prueba para que las referencias de inicio se basen en el material previsto.
Citas transparentes, línea por línea
Su presupuesto no es un resumen vago. Es un manifiesto línea por línea en el que se enumera cada componente del equipo y su marca (por ejemplo, Siemens, ABB), garantizando que el hardware se corresponde con lo prometido.
- Lista detallada de configuración: Todos los motores, inversores, depósitos y controladores están clasificados por marca y modelo.
- Borrar opciones de servicio: La instalación in situ y la formación se cotizan como un partida diferenciada y transparente-sin gastos sorpresa posteriores.
- El precio “final”: Sin añadidos ocultos. Lo que firmas es lo que pagas.
Estrategia global de componentes de servicios
Aplicamos estrictamente una estrategia de componentes “listos para el servicio” para garantizar la seguridad de su cadena de suministro.
- Gigantes mundiales de primer nivel: Para los accionamientos principales y los motores, utilizamos Siemens, ABB, RKC y Omron-disponible en casi cualquier ciudad industrial del mundo.
- Marcas internacionales probadas: Para los mandos y el sistema eléctrico, seleccionamos marcas como WECON y CHINT, que han establecido redes de distribuidores en los principales mercados.
- Resultado: Tanto si se trata de un accionamiento premium como de un relé estándar, la calidad verificada y el mantenimiento cómodo están garantizados.
Credenciales de confianza
La mayoría de nuestros clientes internacionales amplían su capacidad con nosotros, un indicador de fiabilidad a largo plazo.
Si lo solicita, configuramos la línea para que cumpla las especificaciones de su perfil objetivo y los requisitos de ensayo del usuario final. También proporcionamos certificados de origen para ayudar a minimizar sus aranceles de importación.
La confianza de los fabricantes al servicio de las marcas mundiales
Fabricamos perfiles de riel de PVC transparente para sistemas de enchufes deslizantes: un riel montado en la pared que permite que los módulos de enchufes se deslicen libremente por el riel.
El perfil debe ser ópticamente claro para que el interior de la vivienda tenga un aspecto de primera y dimensionalmente preciso para que el módulo de encaje se deslice suavemente sin atascarse.
El diseño del tornillo de la extrusora de perfiles de Jinxin nos proporcionó una fusión estable y sin burbujas desde el principio. La transparencia y la precisión de ajuste a presión superaron la inspección de entrada de nuestro cliente en el primer lote presentado.
Nuestro principal producto son los perfiles ABS de protección de paredes para pasillos de hospitales: las barandillas que se montan a lo largo de las paredes para evitar daños causados por camas y sillas de ruedas.
La consistencia de la superficie y la uniformidad del color en largas tiradas de producción son fundamentales, ya que estos perfiles se instalan en zonas visibles y muy transitadas.
Jinxin configuró el troquel y la ruta de refrigeración para mantener tolerancias dimensionales estrictas en tiradas continuas. Llevamos más de dos años utilizando la línea con un rendimiento estable.“
Extrusión de perfiles de plástico FAQ por material
Seleccione su material a continuación para ver las preguntas más comunes sobre extrusión de perfiles y la guía de configuración.
Configuración general de la línea FAQ
¿Cuándo debe utilizar una línea de perfiles de plástico una extrusora monohusillo en lugar de una extrusora de doble husillo?
Una extrusora de perfiles de plástico de un solo tornillo se utiliza normalmente para materiales granulados como PP, PE, ABS, TPU y compuestos granulados de PVC seleccionados. Es adecuada cuando el proyecto depende del suministro estable de la masa fundida, la adaptación de la matriz del perfil, el control del acabado de la superficie y el dimensionamiento posterior en lugar del procesamiento de compuestos en polvo.
Los sistemas de doble husillo se utilizan más comúnmente para la producción de compuestos en polvo de PVC y perfiles rígidos de PVC para ventanas o puertas. Esta página se centra en las líneas de extrusión de perfiles de plástico de precisión para materiales granulados, no en las líneas de perfiles de ventanas de PVC ni en el suministro de perfiles acabados.
FAQ sobre el compuesto de pellets de PVC
¿Cómo elegir entre calibrado libre, sin vacío y calibrado con vacío para perfiles de compuestos de granulado de PVC, especialmente para superficies brillantes?
Si la geometría del perfil y la estabilidad lo permiten, refrigeración directa al agua de tamaño libre puede reducir el contacto de las herramientas, lo que resulta útil cuando la prioridad es el aspecto de la superficie. Calibración de vacío se suele seleccionar cuando la sección transversal requiere una mayor bloqueo de forma, a menudo para perfiles huecos o complejos.
La selección final depende del dibujo, de la formulación del compuesto de PVC y de los criterios de aspecto o defectos acordados.
¿Cómo se protegen los perfiles compuestos de PVC brillante de los arañazos durante la manipulación y el embalaje?
Una opción unidad de envoltura protectora laminadora puede añadirse al final de la línea para aplicar protección superficial antes de manipular, apilar y embalar. El tipo de película y el método de aplicación se configuran en función de la forma del perfil y los requisitos de la superficie.
¿Cómo se reduce el riesgo de delaminación en los perfiles coextruidos y cuáles son los pasos clave de la preparación?
La delaminación en perfiles coextruidos rígidos y blandos suele deberse a una mala unión interfacial entre los dos compuestos. Lo solucionamos mediante la revisión de la compatibilidad de los materiales, la estrategia de temperatura para favorecer la unión en la interfaz, la manipulación limpia de los materiales para evitar la contaminación y el equilibrio del flujo a través del utillaje de coextrusión para mantener relaciones de capa uniformes.
Los ajustes finales dependen de su par de compuestos específico y de la estructura de capas, y se verifican con su método de aceptación.
TPU Elástico y de Alta Claridad FAQ
¿Cómo se eliminan las marcas de arrastre y las burbujas superficiales en los perfiles de TPU?
El TPU es sensible a la fricción y la humedad. Utilizamos revestimientos antiadherentes especializados en los manguitos de encolado y un diseño de tornillo que favorece una homogeneización suave para reducir el atrapamiento de aire y los defectos superficiales.
Los perfiles de TPU pueden encogerse o desviarse tras el enfriamiento. Cómo se estabilizan las dimensiones en la producción continua?
La estabilidad dimensional depende de la consistencia de la refrigeración y del control de la tracción adaptados a la geometría de su perfil. Configuramos la trayectoria de enfriamiento y la temperatura del agua para evitar una contracción desigual y, a continuación, ajustamos la tensión de arrastre para mantener una tracción constante sin deformar el perfil.
La verificación se realiza con respecto a las tolerancias de los planos utilizando puntos de muestreo acordados en condiciones de producción.
¿Puede su línea manejar TPU muy blando, como 60A-80A?
Sí. Para TPU muy blando, configuramos la línea con una oruga de arrastre especializada de tacto blando y cortadores rotativos sin virutas para reducir la deformación durante la tracción y el corte.
PP y PE Poliolefina de alta contracción FAQ
¿Cómo se controlan el alabeo, la contracción y la desviación dimensional en los perfiles de PP o PE?
El PP y el PE presentan elevados índices de cristalización y una importante contracción tras el enfriamiento. El control dimensional empieza en el troquel, donde compensamos el hinchamiento del troquel en el diseño del utillaje. Después de la matriz, utilizamos tanques de vacío multietapa ampliados y pulverización de agua a gran volumen para congelar las dimensiones rápidamente, reduciendo los gradientes de temperatura en las paredes gruesas y finas.
El tipo de arrastre y la presión de contacto se seleccionan para mantener una tracción constante sin impresión. Para secciones transversales complejas, pueden añadirse unidades de enderezamiento en línea para contrarrestar la deformación posterior al enfriamiento.
¿Necesitan los perfiles de PP y PE configuraciones posteriores diferentes en comparación con materiales rígidos como el ABS?
Sí. El PP y el PE son semicristalinos y siguen encogiéndose a medida que se enfrían, a diferencia de las resinas amorfas como el ABS, que se estabilizan más rápidamente. Esto significa que las líneas de PP y PE suelen necesitar trayectos de enfriamiento más largos, una cobertura de pulverización de agua más agresiva y una presión de contacto de arrastre más baja para evitar marcas superficiales en el material más blando.
Configuramos estos parámetros en función de su grado de resina específico y de la geometría del perfil.
Plástico técnico ABS de alto brillo FAQ
¿Cómo se garantiza el acabado superficial de alto brillo que requieren los perfiles de ABS?
La calidad de la superficie del ABS depende de la homogeneidad de la masa fundida y de un control preciso de la temperatura. La geometría del husillo específica para ABS está diseñada para obtener una masa fundida uniforme con líneas de flujo mínimas. También recomendamos secadores desecantes integrados para reducir la humedad antes del procesado, ya que la humedad residual en el ABS puede causar rayas plateadas o marcas de separación que dañan el brillo de la superficie.
¿Cómo se mantiene la resistencia al impacto en la extrusión de ABS?
El ABS contiene una fase de caucho butadieno que le confiere resistencia al impacto. Un cizallamiento excesivo o la temperatura del barril pueden degradar esta fase de caucho, haciendo que el perfil final se vuelva quebradizo. La geometría del tornillo debe utilizar un cizallamiento controlado para ayudar a preservar la estructura del polímero.
También controlamos de cerca la temperatura de la masa fundida para mantenerla dentro del intervalo de procesamiento seguro: lo suficientemente alta para que fluya bien, pero lo suficientemente baja para reducir el riesgo de degradación térmica.
Envíe su dibujo de perfil de plástico para la configuración de líneas
Comparta su dibujo de perfil, grado de material, requisito de tolerancia, objetivo de acabado superficial y formato de producción previsto a través del formulario de esta página. Si el perfil necesita coextrusión, calibración de vacío, refrigeración de tamaño libre o corrección de enderezamiento, incluya esos detalles para que Jinxin pueda revisar la configuración de la línea con mayor precisión.
También puede enviar un correo electrónico a sales@jfextruder.com con sus dibujos y notas del proyecto.
