
Поиск и устранение неисправностей экструзии по станциям: Быстрая диагностическая карта (фильера → калибровка → охлаждение → отвод → резак)
Поиск и устранение неисправностей экструзии по станциям: Быстрая диагностическая карта
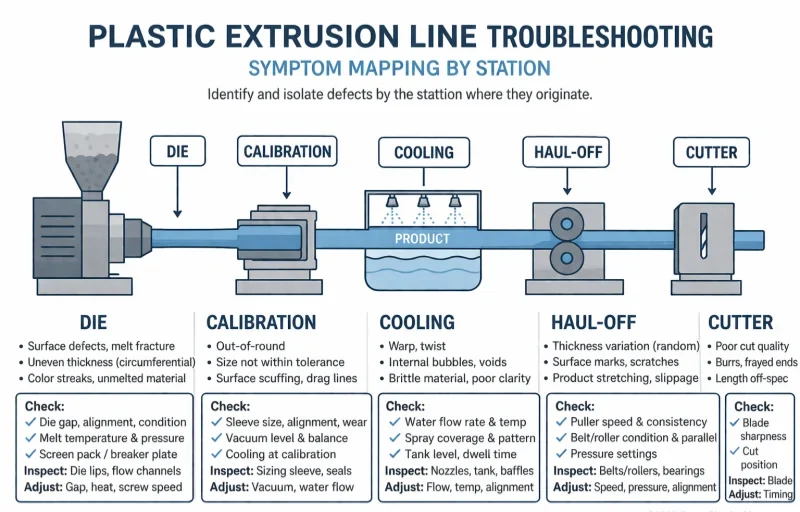
Если экструзионная линия начинает выпускать бракованную продукцию - нестабильные размеры, искажение формы, следы на поверхности или несовместимые срезы, - самый быстрый способ найти причину - это Устранение неисправностей экструзии по станциям, а не случайная настройка.
Основная идея проста. Экструзионная линия - это ряд станций, расположенных в следующем порядке: фильера, калибровка, охлаждение, отвод и резак. Каждая станция выполняет одну работу с продуктом. Каждая станция, когда она выходит из строя, создает узнаваемую картину симптомов. Если вы сможете сопоставить симптом со станцией менее чем за две минуты, вы избавите себя от двух часов слепого изменения параметров.
В большинстве случаев поиск и устранение неисправностей в экструзионных системах происходит медленно, потому что операторы реагируют на симптомы глобально, а не задают сначала один вопрос: какой станции на этой линии, скорее всего, принадлежит этот симптом? Один человек повышает температуру бочки. Другой изменяет скорость выгрузки. Третий регулирует вакуум. В течение нескольких минут три переменные изменились, линия не стабилизировалась, и никто не знает, какое изменение на самом деле помогло, а какое навредило.
Изменять скорость транспортировки из-за проблемы с размерами - все равно что исправлять ошибку резки, изменяя температуру расплава: это может устранить симптом, но не устраняет причину. Кроме того, это вводит новую переменную, которая усложняет следующую диагностику.
Не все проблемы на линии начинаются с экструдера. Многие из самых неприятных производственных проблем возникают на одной станции, которая никогда не проверялась должным образом.
В этой статье вы узнаете:
- Как прочитать симптом продукта и определить, какая станция, скорее всего, является его владельцем
- Что делает с продуктом каждая последующая станция и что происходит, когда она выходит из строя
- Первая значимая проверка, которую необходимо выполнить на каждой станции перед изменением каких-либо параметров
- Краткая диагностическая таблица: симптом → наиболее вероятная станция → первая проверка
- Как решать проблемы, связанные с несколькими станциями
- Распространенные ошибки, из-за которых операторы попадают не на ту станцию и теряют время на диагностику
Самый быстрый метод устранения неисправностей - это, как правило, не опыт, а дисциплинированная привычка: определить станцию, прежде чем регулировать линию.
1. Начните с симптома, а не с последней измененной настройки.
Прежде чем отправиться на любую станцию, оператор должен сначала правильно прочитать симптом. Карта станций работает только тогда, когда проблема описана в производственных терминах, а не расплывчатыми формулировками вроде “выглядит плохо” или “линия кажется нестабильной”.”
Это руководство предназначено для сортировки шести видов симптомов нисходящего потока:
- Нестабильная толщина стенок - измерение продолжает дрейфовать или циклически изменяться
- Наружный диаметр или смещение размеров - продукт постоянно слишком большой, слишком маленький или колеблется
- Искажение формы - изгиб, искривление, овальность или разрушение профиля
- Следы на поверхности после формовки - линии волочения, следы воды или шероховатости, связанные с охлаждением
- Скольжение или неустойчивость изделия - следы от захвата, дребезжание или непостоянное натяжение
- Плохое качество или длина среза - угловые срезы, неровные поверхности или несоответствующая длина
1.1 Где впервые проявляется симптом?
Первый диагностический шаг - определение местоположения симптома на линии:
- Непосредственно на выходе из штампа → вероятно, проблема со штампом/инструментом
- Во время определения размеров или калибровки → вероятно, проблема с калибровкой
- После поездки на охлаждение → вероятно, проблема с охлаждением
- Во время или после вытягивания → вероятно, проблема с транспортировкой
- При резке или намотке → вероятно, проблема с резаком/моталкой
Дефект, который вы впервые заметили на резаке, не обязательно вызван резаком. Но первая станция, где проблема становится измеримой, все равно является лучшей отправной точкой. Не ставьте диагноз только по памяти. Пройдитесь по линии и посмотрите.
Что на самом деле делают опытные команды: На линиях с постоянным коротким временем диагностики первое, что проверяют операторы, - это не экран параметров. Они подходят к выходу из штампа и смотрят на выходящий продукт. Затем они следуют за изделием вниз по потоку, станция за станцией, пока не найдут место, где впервые проявился дефект. Одно это наблюдение позволяет исключить большинство неверных предположений.
Если симптом четко описан и расположен вдоль линии, то определить нужную станцию, которую следует проверить в первую очередь, обычно становится гораздо проще.
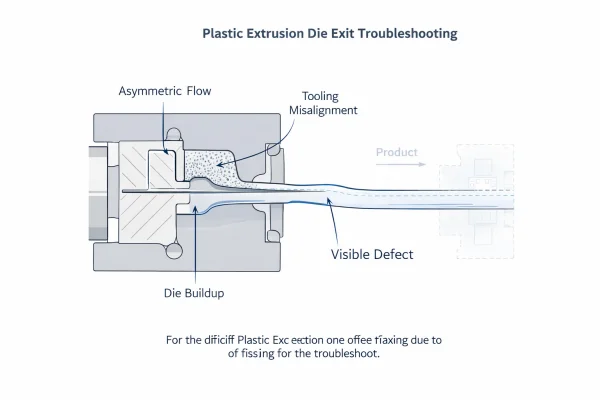
2. Штампы и оснастка: Когда проблема начинается с точки выхода
Если нестабильность заметна уже в момент выхода материала из штампа, то в первую очередь следует проверить штамп и инструментальную станцию. Ничто в последующем не сможет исправить форму, которая уже является неправильной до начала калибровки.
2.1 Что контролирует эта станция
Головка штампа и оснастка преобразуют поток расплава в целевое сечение - трубу, профиль, лист или трубу. Эта станция определяет исходную геометрию изделия, распределение потока, симметрию толщины стенок и состояние поверхности в момент выхода.
2.2 Симптомы, обычно относящиеся к этой станции
- Одна сторона изделия с самого начала толще другой (асимметричное распределение потока)
- Линии штампа - непрерывные продольные полосы или царапины на поверхности
- Излом расплава или "акулья кожа" - регулярная шероховатость поверхности из-за чрезмерного напряжения сдвига
- Нестабильная начальная форма еще до начала калибровки изделия
- Расплав выходит из фильеры неравномерно - одна часть окружности или профиля движется быстрее, чем другая
- Видимый налет, обесцвечивание или разрушение материала на кромке матрицы
2.3 Первые проверки перед изменением настроек
- Посмотрите на выход кубика прямо. Прежде чем изделие попадет в калибровку или коснется воды, его форма уже асимметрична? Одна сторона уже тяжелее? Если да, то проблема началась именно здесь.
- Проверьте, не образовался ли налет на матрице. Скопившийся на кромке деградированный материал может отклонять поток и создавать следы. Очистите кромку и понаблюдайте за изменением симптомов. For a full die cleaning and storage procedure, see [Best Practices for Extruder Die Maintenance and Storage]
- Проверьте выравнивание инструмента. Для труб проверьте центрирование оправки/штифта. Для профилей проверьте равномерность зазора между матрицами. Даже небольшое смещение на штампе превращается в большое отклонение на выходе.
- Проверьте температуру в зоне штампа. Убедитесь, что все зоны нагрева функционируют и настроены правильно. Неисправный нагреватель на одной стороне фильеры создает локальный дисбаланс потока.
Урок поручения, который мы видим неоднократно: Во время ввода в эксплуатацию новой линии трубопровода клиент сообщает, что стенка с одной стороны постоянно толще. Первая реакция - отрегулировать вакуум в калибровочном резервуаре. Но когда мы просим их измерить стенку на выходе из фильеры - до калибровки - асимметрия уже есть. Требуется регулировка центрирующих болтов штампа, а не вакуума. Многие жалобы на “нисходящий поток” на самом деле являются проблемами геометрии, рожденными на штампе.
2.4 Труба против профиля: Разные инструменты, одинаковая логика
На трубопроводах центрирование штампа напрямую управляет эксцентриситетом. На профильных линиях более важен баланс каналов потока в нескольких полостях или секциях. Логика диагностики одинакова - сначала проверьте выход штампа, но конкретная проверка оснастки зависит от типа изделия.
Если продукт уже ошибается до того, как попадает на следующую станцию, то правильной первой проверкой почти всегда является проверка штампа и оснастки, а не последующих настроек.
3. Калибровка и определение размеров: Когда форма существует, но не держится
На станции калибровки или определения размеров обычно возникают проблемы, когда изделие выходит из штампа примерно правильной формы, но не может сохранить стабильные размеры или геометрию после того, как попадает в устройство для определения размеров.
3.1 Что контролирует эта станция
Калибровка не создает поток расплава. Ее задача - зафиксировать геометрию изделия сразу после выхода из фильеры. Для труб это, как правило, вакуумная калибровочная гильза. Для профилей это может быть набор формовочных плит, вакуумный калибровочный резервуар или система контактной калибровки. Эта станция определяет, станет ли исходная форма, полученная в штампе, стабильной и повторяемой, или же она будет смещаться.
3.2 Симптомы, обычно относящиеся к этой станции
- Смещение наружного диаметра, даже если выход штампа выглядит строго по центру
- Углы профиля скругляются, разрушаются или не заполняются должным образом
- Непостоянный результат определения размера вакуума - цикличность размеров без явной причины
- Прилипание, перетаскивание или образование следов контакта внутри калибратора
- Размеры заметно смещаются, как только изделие попадает в устройство для определения размеров
- Поверхностные следы волочения или продольные царапины, возникающие внутри гильзы
3.3 Первые проверки перед изменением настроек
- Снимите показания вакуумметра. Находится ли вакуум на заданном уровне? Колеблется ли он? Утечка в системе - изношенные уплотнительные кольца, треснувший шланг, неплотное соединение - может вызвать нестабильность размеров, которая выглядит как “смещение общей линии”.”
- Проверьте состояние вакуумного уплотнения. Резиновые уплотнительные кольца на входе и выходе из разделительной втулки со временем изнашиваются. Если они негерметичны, повышение вакуума компенсирует их лишь на время, пока уплотнение продолжает разрушаться. Сначала проверьте уплотнение, а затем отрегулируйте вакуум.
- Проверьте выравнивание входа. Входит ли продукт в устройство для определения размеров по центру? Если продукт входит под углом, одна сторона соприкасается со стенкой гильзы сильнее, чем другая, что приводит к неравномерному размеру и образованию следов на поверхности.
- Осмотрите внутреннюю часть калибратора. Скопление разрушенного материала, накипь от охлаждающей воды или износ внутренней поверхности - все это может привести к неравномерному контакту и нестабильности размеров.
Где чаще всего ошибаются новые операторы: Они видят заниженную трубу и немедленно увеличивают вакуум. Это может помочь на несколько часов. Но если истинной причиной является изношенное уплотнительное кольцо, пропускающее воздух на входе в гильзу, увеличение вакуума лишь маскирует проблему, а уплотнение продолжает разрушаться. Вскоре вакуумный насос работает на полную мощность, а труба все еще дрейфует. Устранение проблемы занимает две минуты: замените уплотнительное кольцо.
3.4 Почему проблемы с калибровкой легко диагностировать неправильно
Калибровка находится в середине линии. Она усиливает как ошибки, возникающие вверху (плохое центрирование штампа), так и эффекты, возникающие внизу (неравномерная оттяжка). Когда линия “чувствует себя нестабильно” без явной причины, часто в дело вмешивается калибровочная станция - и часто ее не замечают.
Не исправляйте проблему с размерами только за счет изменения скорости перетяжки. Если на выходе из калибратора размер неверен, регулировка тяги компенсирует, а не исправляет проблему.
Если изделие выглядит приемлемо на штампе, но теряет размеры или форму, как только попадает в размер, прежде всего следует проверить станцию калибровки.
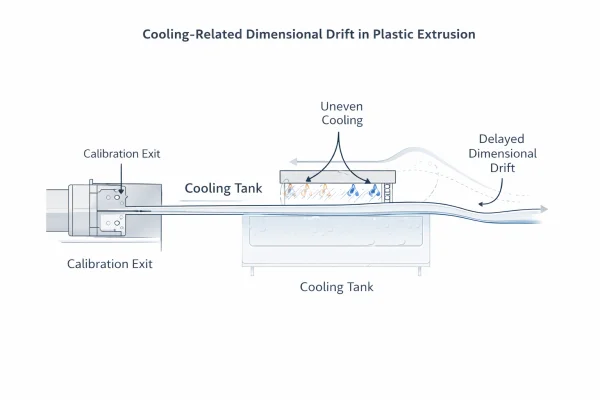
4. Охлаждение: При смещении размеров или неравномерной посадке продукта
Охлаждение обычно сопровождается симптомами, которые проявляются после продукт имеет первоначальную форму и размер, но до она полностью жесткая. Его отказы происходят медленнее, менее очевидны и чаще всего принимаются за общую нестабильность линии, чем на любой другой станции.
4.1 Что контролирует эта станция
Система охлаждения отводит тепло от изделия достаточно равномерно, чтобы оно затвердело без коробления, остаточных искажений или смещения размеров на поздних стадиях. Как правило, для этого используются водяные бани - погружные или распылительные - и ключевой переменной является не только температура, но и однородностьСверху вниз, слева направо и по всей длине.
4.2 Симптомы, обычно относящиеся к этой станции
- Продукт выходит из калибровки в приемлемом состоянии, но его размеры отклоняются от нормы
- Изгиб, деформация или скручивание появляются только после выхода продукта из секции охлаждения
- Овальность, отсутствующая на этапе определения размера
- Отбеливание поверхности, следы напряжения или шероховатости, связанные с охлаждением
- Размеры значительно отличаются в зависимости от того, в какой части резервуара вы проводите измерения.
- Нестабильность усиливается при увеличении скорости линии - линия работает нормально при умеренной производительности, но начинает дрейфовать при увеличении скорости.
4.3 Первые проверки перед изменением любых настроек
- Измерьте температуру воды на входе и выходе. Находятся ли они в заданном диапазоне? Наблюдается ли значительное повышение температуры между первым и последним баком?
- Проверьте равномерность распределения воды. Все ли форсунки работают? Уровень воды постоянный? Не холоднее ли одна сторона бака, чем другая?
- Проверьте опору изделия на пути охлаждения. Правильно ли установлены направляющие ролики или опорные элементы? Продукт, который провисает или смещается внутри резервуара, будет охлаждаться неравномерно.
- Измерьте температуру поверхности продукта на выходе из системы охлаждения. Достаточно ли она низкая, чтобы сохранить свою форму во время перетяжки и резки?
Базовый уровень, который мы всегда фиксируем при вводе в эксплуатацию: На трубопроводах мы отмечаем температуру воды на входе и выходе каждой секции охлаждения как часть набора параметров при вводе в эксплуатацию. Если спустя несколько месяцев появляется изгиб или овальность, заказчик может сравнить текущую температуру с базовой и сразу определить, насколько снизилась производительность охлаждения - часто из-за скопления накипи в распылительных форсунках, неисправности циркуляционного насоса или сезонных изменений температуры подаваемой воды.
4.4 Проблема резерва охлаждения
Линия, стабильно работающая при производительности 60%, может начать давать сбои при 80% - не потому, что что-то изменилось механически, а потому, что система охлаждения уже не имеет достаточного резерва для отвода тепла при более высокой пропускной способности. Продукт проводит меньше времени в резервуаре и выходит более теплым. Это проблема мощности охлаждения, а не проблема матрицы или калибровки.
Подробное техническое объяснение того, как мощность охлаждения ограничивает производительность экструзионной линии, включая расчет тепловой нагрузки, турбулентный и ламинарный поток, а также влияние числа Рейнольдса на теплопередачу - см. Максимизируйте охлаждающую способность вашей экструзионной линии Джим Фрэнкленд Технология пластмасс.
4.5 Самые распространенные ошибки в диагностике
В изгибе изделия часто винят штамп или тянущее устройство. Но наиболее распространенной причиной является просто неравномерное охлаждение. Если верхняя часть изделия охлаждается быстрее, чем нижняя, дифференциальная усадка приводит к появлению банта. В первую очередь проверьте равномерность охлаждения.
Если продукт начинает работать правильно, но в дальнейшем теряет стабильность размеров, охлаждение должно рассматриваться как основной участок для проверки, а не как пассивное фоновое состояние.
5. Вывоз: когда продукт вывозят неправильно
На станции транспортировки обычно наблюдаются симптомы, связанные с нестабильностью тяги, несоответствием скорости и изменениями размеров, которые проявляются именно при изменении тягового усилия или скорости.
5.1 Что контролирует эта станция
Транспортировка не генерирует выходной продукт - это делает экструдер. Но отвод определяет, как сформированный продукт будет проходить через все последующие станции. Соотношение между скоростью выхода экструдера и скоростью отвода - коэффициент вытяжки - напрямую контролирует толщину стенки и наружный диаметр. Если это соотношение неверно или нестабильно, размеры будут смещаться независимо от того, насколько хорошо работают другие станции.
5.2 Симптомы, которые обычно относятся к этой станции
- Толщина стенок изменяется при изменении скорости линии (слишком тонкая при высокой скорости, слишком толстая при низкой скорости)
- Габариты, которые были стабильными, внезапно изменяются после регулировки скорости перетяжки
- Изделие скользит, дребезжит или на нем видны следы от ремней или накладок
- Натяжение заметно нестабильно - изделие вибрирует или колеблется между станциями
- Длина среза становится непостоянной, так как фактическая скорость линии не стабильна
- Форма продукта растягивается или сжимается после охлаждения
5.3 Первые проверки перед изменением любых настроек
- Проверяйте фактическую скорость транспортировки, а не только заданное значение. Используйте внешнее измерение скорости (тахометр или поверхностное колесо скорости), чтобы убедиться, что фактическая скорость ремня/гусеницы совпадает с показаниями на дисплее. Дрейф энкодера, проскальзывание ремня и задержка реакции привода могут привести к расхождению между заданной и реальной скоростью.
- Проверьте состояние тяги. Изношены ли ремни, дорожки или колодки? Изношенные ремни периодически проскальзывают, создавая колебания скорости, которые выглядят как “нестабильность линии”.”
- Проверьте контактное давление. Равномерно ли усилие зажима по ширине изделия? Слишком сильное давление создает следы на поверхности. Слишком слабое - приводит к проскальзыванию. Неравномерное давление приводит к тому, что одна сторона тянется быстрее, чем другая.
- Проверьте синхронизацию с выходом экструдера. Когда оператор изменяет скорость транспортировки, реагирует ли толщина стенки пропорционально и предсказуемо? Если реакция нестабильна или запаздывает, возможно, необходимо обратить внимание на привод или систему управления.
5.4 Как отделить симптомы отрыва от симптомов штамповки или определения размеров
Если продукт стабилен на выходе из охладителя, но изменяется после прохождения через отвал, наиболее вероятной причиной является отвал. Если продукт уже не тот до того, как он достигнет отвода, проблема находится выше по течению.
Золотое правило толщины стенки: Толщина стенки = f(производительность экструдера ÷ скорость перетяжки). Если толщина стенки дрейфует, сначала определите, какая из этих двух переменных на самом деле изменяется. Не регулируйте обе переменные одновременно.
Разные продукты, разная чувствительность: Трубы и жесткий профиль относительно просты, поскольку к моменту попадания в съемник продукт уже частично затвердел. Но гибкие трубы и тонкостенные шланги гораздо более чувствительны к нестабильности тянущего устройства - даже небольшие колебания скорости могут вызвать заметные колебания толщины стенок. Поиск и устранение неисправностей должны соответствовать типу продукта и схеме линии.
Если толщина стенки меняется в основном при изменении скорости вытягивания, а производительность экструдера стабильна, то проблема, скорее всего, заключается в синхронизации между скоростью выработки и скоростью вытягивания. Для более глубокого объяснения того, как эти две переменные взаимодействуют и как их сбалансировать, см. [Как выход экструдера и скорость выгрузки контролируют толщину стенки].
Если продукт формируется правильно, но изменяется под действием тяги, первой станцией для проверки становится станция транспортировки - особенно ее реальная стабильность скорости и состояние тяги.
6. Куттер или моталка: Когда продукт остается тонким до последнего этапа обработки
Резак или моталка обычно имеют симптомы конца линии: низкое качество резки, несоответствие длины резки, деформация концов или проблемы с намоткой. Это конечная станция обработки, и ее задача - превратить непрерывный продукт в готовые, пригодные к отправке изделия, не внося новых дефектов.
6.1 Что контролирует эта станция
- Фреза (трубы, профили, жесткие изделия): режет по длине пилой, ножом или планетарным резаком. Должен синхронизировать свои действия по резке с фактической скоростью линии.
- Моталка/намотчик (гибкие трубки, шланги, кабели): наматывает продукт на барабаны или катушки с контролируемым натяжением и укладкой слоев.
6.2 Симптомы, которые обычно относятся к этой станции
- Неровная, наклонная или неперпендикулярная к оси изделия поверхность среза
- Длина среза непостоянна - одни куски слишком длинные, другие слишком короткие
- Изделие деформируется в месте разреза - труба сплющивается, профиль сминается
- Заусенцы или мусор на режущей кромке
- Неравномерная намотка - неплотные слои, нахлест или следы натяжения на гибком изделии
- Проблемы с натяжением рулона - продукт соскакивает с катушки или поступает к заказчику перекрученным
6.3 Первые проверки перед изменением любых настроек
- Проверьте состояние лезвия. Тупое лезвие вызывает неровные срезы, заусенцы и повышенное усилие резания, которое может деформировать изделие.
- Проверьте синхронизацию резки. Правильно ли энкодер или сигнал скорости считывает фактическую скорость линии? Несоответствие между сигналом срабатывания и реальной скоростью продукта является наиболее распространенной причиной несовпадения длины реза.
- Проверьте зажим и опору. Если изделие зажимается во время резки, соответствует ли сила зажима? Чрезмерное усилие сплющивает трубу. Недостаточное усилие позволяет изделию смещаться во время резки.
- Для моталок: проверьте контроль натяжения. Правильно ли задано значение натяжения для изделия? Правильно ли работает механизм траверсы? Достаточно ли охлажден продукт, когда он попадает в моталку?
6.4 Критическая граница
Если изделие уже нестабильно по размерам до она достигает резака, то резак не является первопричиной - даже если именно в этом месте дефект становится наиболее заметным. Труба, которая еще слегка теплая и мягкая, будет сплющиваться на зажиме. Это проблема охлаждения, а не проблема резака.
Обычная производственная ситуация: Поверхность среза становится шероховатой только при работе линии на скорости выше определенной. Оператор подозревает качество расплава или износ ножа. Но на самом деле проблема заключается в рассогласовании по времени между сигналом скорости протяжки и срабатыванием резака. При умеренной скорости ошибка синхронизации слишком мала, чтобы иметь значение. На высокой скорости продукт проходит большее расстояние между срабатыванием и резом, создавая угловатую или шероховатую поверхность. Регулировка задержки сигнала резака или калибровка энкодера устраняет эту проблему - не нужно менять никаких дополнительных настроек.
Для гибких изделий плохая намотка часто отражает контроль натяжения и температуру продукта. Убедитесь, что продукт холодный и стабильный по размерам, прежде чем обвинять только моталку.
Если продукт остается приемлемым до последнего этапа обработки, следует сначала проверить куттер или моталку, прежде чем без необходимости менять настройки.
7. Одностраничная диагностическая карта: Симптом → Вероятная станция → Первая проверка
Эта таблица не является гарантией диагностики одной причины. Это справочник первой реакции - способ сделать первый шаг быстрее и точнее, прежде чем приступать к более глубокому поиску неисправностей.
| Симптом | Наиболее вероятная станция | Первая проверка |
|---|---|---|
| Асимметричная форма или неровная стенка на выходе из матрицы | Штампы / оснастка | Проверьте центрирование матрицы, распределение потока, образование наплывов на кромке |
| Линии штампа (продольные полосы на поверхности) | Штампы / оснастка | Осмотрите поверхность поверхности штампа на предмет царапин и загрязнений |
| Расплав перелома или акульей кожи | Штампы / оснастка | Проверьте температуру расплава; уменьшите скорость линии |
| Дрейф наружного диаметра во время снятия размеров (выход из матрицы выглядит нормально) | Калибровка | Считывайте показания вакуумметра; проверяйте наличие утечек вакуума и состояние уплотнения |
| Углы профиля разрушаются или не заполняются | Калибровка | Проверьте уровень вакуума, распределение воды и выравнивание входа калибратора. |
| Поверхностные следы от волочения внутри рукава для подгонки размеров | Калибровка | Осмотрите внутреннюю поверхность рукава; проверьте выравнивание входа продукта |
| Труба овальная / некруглая после снятия размеров | Калибровка | Проверьте состояние гильзы, ее опору и выравнивание относительно матрицы |
| Изгиб, деформация или скручивание изделия после охлаждения | Охлаждение | Проверьте температуру воды и равномерность потока в резервуаре |
| Отбеливание поверхности или следы напряжения | Охлаждение | Снизить интенсивность охлаждения; повысить температуру воды |
| Размеры дрейфуют дальше по охлаждающему резервуару | Охлаждение | Сравните измерения в ближнем и дальнем резервуарах; проверьте распределение потока |
| Продукт остается мягким после выхода из охлаждения | Охлаждение | Проверьте уровень воды, степень распыления и скорость линии в сравнении с мощностью охлаждения. |
| Нестабильность проявляется только при высокой производительности | Охлаждение | Оцените запас охлаждения: достаточно ли длины бака для текущей скорости? |
| Толщина стенок изменяется при изменении скорости транспортировки | Вывоз | Проверьте стабильность фактической скорости; проверьте сцепление ремня с дорожкой |
| Стенка равномерно слишком тонкая или слишком толстая | Вывоз | Регулируйте скорость перетяжки в зависимости от производительности экструдера (не обе сразу). |
| Изделие скользит, дребезжит или на нем видны следы от захвата | Вывоз | Проверьте состояние тяги; отрегулируйте контактное давление |
| Неровная или угловатая поверхность среза | Фреза | Проверьте остроту лезвия; проверьте сигнал синхронизации резки |
| Несоответствие длины среза | Фреза | Проверьте сигнал энкодера и калибровку счетчика длины |
| Изделие деформируется при разрезании (труба сплющивается) | Охлаждение → Фреза | Проверьте, полностью ли остыл продукт перед резкой; затем проверьте силу зажима. |
| Неровная намотка или следы натяжения на гибком изделии | Моталка | Проверьте контроль натяжения; убедитесь, что изделие остыло перед намоткой |
Операторы могут распечатать эту таблицу и держать ее рядом с линией в качестве справочника первого реагирования.
Смысл карты не в том, чтобы заменить инженерное суждение. Она призвана сделать первый диагностический шаг более точным и быстрым.
8. Когда проблема затрагивает более одной станции
Не каждый симптом можно однозначно отнести к одной станции. Станции взаимодействуют. Ошибка, возникшая на верхнем уровне, может распространяться вниз и усиливаться на каждом этапе.
8.1 Общие схемы работы нескольких станций
Паттерн A - ошибка в восходящем потоке, усиление в нисходящем потоке:
- На выходе из штампа наблюдается небольшой перекос толщины стенок - достаточно небольшой, чтобы казаться приемлемым
- Калибровка не может полностью компенсировать - дисбаланс фиксируется
- Охлаждение устанавливает продукт со встроенным дисбалансом
- Отвод растягивает тонкую сторону больше, чем толстую.
- В резаке проблема очевидна - но она началась на этапе 1.
Образец B - недостаточное охлаждение, деформация вниз по течению:
- Охлаждение недостаточное - продукт выходит из резервуара еще теплым
- Тяга нормальная, но теплый продукт деформируется под действием нормальной силы тяги
- На резаке труба сплющивается при зажиме
В обоих случаях видимый симптом находится в конце линии, а первопричина - выше по течению.
8.2 Правило для задач с несколькими станциями
Всегда начинайте с верхней части. Сначала проверьте выход штампа. Если продукт на выходе приемлемый, переходите к калибровке. Если с калибровкой все в порядке, проверьте охлаждение. Продолжайте двигаться вниз по течению, пока не найдете место, где впервые появился дефект. Сначала исправьте этот участок. Затем проведите повторную проверку ниже по потоку.
Станции взаимодействуют, но для диагностики все равно нужна первая станция. Признание того, что линия - это система, не означает, что вы должны настроить все и сразу. Это значит, что вы должны найти первую точку отказа и устранить ее, прежде чем переходить к следующей. Последовательная диагностика медленнее на каждом шаге, но гораздо быстрее в целом, чем параллельное угадывание.
9. Сначала диагностируйте станцию, затем отрегулируйте параметры
Вся логика этого руководства укладывается в пять утверждений:
- Не все проблемы начинаются с экструдера. Многие из наиболее трудноразрешимых производственных проблем возникают на одной станции, расположенной ниже по потоку.
- Каждая последующая станция - штамп, калибровка, охлаждение, транспортировка, резак - оставляет узнаваемый след.
- Первый вопрос: где впервые проявляется дефект?
- Второй вопрос: какой станции принадлежит этот симптом?
- Только после этого следует настраивать параметры - и только те, которые относятся к данной станции.
Эта страница представляет собой карту поиска и устранения неисправностей, а не энциклопедию дефектов. Для более глубокой диагностики конкретных типов проблем используйте остальные разделы этой серии статей по устранению неисправностей:
- Поиск и устранение неисправностей при экструзии пластмасс: Как быстро диагностировать проблемы с линией → диагностическая система верхнего уровня
- [Почему мой экструдер не подается?] → Проблемы с подачей и доставкой материалов
- [Черные пятна и загрязнения при экструзии]. → Изоляция источников загрязнения
- Изменение толщины стенок экструзии → размерные задачи устойчивости
В стабильной команде по устранению неисправностей наибольшую экономию времени часто дает не лучшая догадка, а дисциплинированное правило: сначала определите станцию, а затем измените настройку, которая действительно относится к этой станции.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Как узнать, на каком участке экструзионной линии возникла проблема?
Пройдитесь от выхода штампа вниз по течению и найдите место, где дефект становится заметен впервые. Если изделие уже на выходе из штампа выглядит неправильно, проблема связана со штампом. Если на выходе из штампа изделие выглядит приемлемым, но меняется во время подгонки, проверьте сначала станцию калибровки. Следуйте этой логике от станции к станции, пока не обнаружите место появления дефекта.
Нужно ли искать неисправности по станциям или по симптомам?
Оба варианта работают, но в разных ситуациях. Используйте метод "участок - первый", когда вы уже подозреваете определенный участок линии или хотите провести систематический осмотр. Если вы видите дефект, но не знаете, откуда он взялся, используйте метод "симптом-первый". В этом руководстве рассматривается метод "сначала станция". О системе "симптом-первый" см. Поиск и устранение неисправностей при экструзии пластмасс: Как быстро диагностировать проблемы с линией.
Может ли проблема с охлаждением выглядеть как проблема с транспортировкой?
Да. Если продукт не полностью охлажден перед транспортировкой, он может деформироваться под действием обычного тянущего усилия - на его поверхности могут появиться следы, измениться размеры или сплющиться. Перед регулировкой усилия зажима или скорости всегда проверяйте температуру продукта на входе в волокушу.
Что делать, если проблема возникает на нескольких станциях?
Начните с верхнего конца. Сначала проверьте выход штампа. Если продукт уже имеет дефект на этом месте, исправление дефектов на последующих станциях не поможет. Продвигайтесь вниз по течению, пока не найдете место возникновения дефекта. Исправьте первую точку отказа, прежде чем переходить к следующей.
Как часто следует проверять станции нижнего течения при нормальном производстве?
При вводе в эксплуатацию и после любой смены оснастки следует проверять фильеру и калибровку. Температура и уровень охлаждающей воды должны контролироваться постоянно или через регулярные промежутки времени. Скорость отвода и захват следует проверять при вводе в эксплуатацию и после изменения скорости. Состояние режущего лезвия следует проверять ежедневно или в смену, в зависимости от абразивности материала и объема производства.
Нужна помощь в определении станции, вызывающей проблему?
Опишите основной симптом, который вы наблюдаете, когда он появляется и где на линии вы впервые его заметили. Мы поможем вам сузить круг поиска станции и направим вас к правильному первому осмотру.
Если линия демонстрирует более широкую нестабильность за пределами одной станции, см. Поиск и устранение неисправностей при экструзии пластмасс: Как быстро диагностировать проблемы с линией.
Изучить темы
Фильтр по характеристикам
ABS (1) Послепродажная поддержка (1) Черные пятна (2) Экструзионные фильеры (1) проблемы с кормлением (1) Намерение: Основы (10) Намерение: Контроль (3) Намерение: Техническое обслуживание (6) PA (1) ПК (1) PE (1) ПММА (1) PP (1) покупка (1) ПВХ (1) Устранение неполадок (5) изменение толщины стенки (2)
У вас есть технические вопросы?
Наша команда инженеров готова помочь вам с выбором процесса экструзии или конфигурации машины.

Джейсон Шен
Джейсон - основатель компании Jinxin Extruder и инженер-ветеран с более чем 20-летним практическим опытом работы с пластиковым оборудованием.
Начав свою карьеру в цеху, он освоил все технические детали - от электропроводки до устранения сложных неисправностей.
Сегодня он лично контролирует окончательные проверки, гарантируя, что каждая машина создана с учетом глубоких технических знаний и проверенной на практике надежности.
Дальнейшее чтение
Котировка экструзионной линии: Что входит в комплект и что нужно проверить перед покупкой
Сравниваете расценки на экструзионные линии? Воспользуйтесь этим контрольным перечнем объемов поставок, чтобы узнать, что в них входит, что обычно исключается, и...Экструзионный ситоизмельчитель и фильтрация расплава: Как уменьшить загрязнение и колебания давления
Практическое руководство по устройствам смены сит в экструзии пластмасс - как фильтрация расплава контролирует загрязнение, почему смена сит вызывает давление...




