Экструдер для точных пластиковых профилей: PP, PE, ABS и TPU
Одношнековая линия экструзии пластиковых профилей конфигурируется на основе вашего чертежа, марки материала, требований к допуску, целевой отделки поверхности и метода определения размеров.
Компания Jinxin настраивает каждую линию экструзии прецизионных пластиковых профилей на основе вашего чертежа, марки смолы, геометрии профиля и критериев приемки. Линия строится с учетом поведения материала, поперечного сечения, требований к допускам, целевой обработки поверхности и метода последующего определения размеров, необходимых для вашего продукта.
Это Линия экструзии профилей PP, PE, ABS и TPU может быть сконфигурирован для профилей из одного материала, двухцветных профилей, структур с колпачковым слоем и отдельных мягких жестких коэкструдированных профилей. ПВХ может быть рассмотрен только в виде гранулированного компаунда, где это уместно, а не в виде линии оконных или дверных профилей ПВХ.
Что такое линия экструзии прецизионных пластиковых профилей?
Прецизионная линия экструзии пластиковых профилей - это одношнековая линия экструзии пластиковых профилей, которая превращает гранулы ПП, ПЭ, АБС, ТПУ и отдельных видов ПВХ в непрерывные профили, изготовленные по вашему чертежу - с определенным поперечным сечением, допуском на размеры, отделкой поверхности и методом последующего определения размеров.
В отличие от поставщика готового профиля или контрактной экструзионной службы, эта линия представляет собой производственное оборудование, настроенное на геометрию вашего профиля, распределение стенок, поведение материала и критерии приемки. Покупатель предоставляет чертеж и марку смолы; линия настраивается на производство этого профиля в согласованных условиях.
Процесс происходит в следующей последовательности: подача материала → шнековое плавление и гомогенизация → формовка под ваше сечение → определение размеров (свободный размер или вакуумная калибровка) → отвод → резка и штабелирование. Для создания двухцветных, многослойных или мягко-жестких структур может быть добавлена соэкструзия.
Ключевые переменные конфигурации, определяющие настройку линии:
- Материал и марка смолы - Геометрия винта, степень сжатия и температурный профиль соответствуют вашему составу
- Сложность поперечного сечения - балансировка потока в фильтре, конструкция вакуумного калибратора или выбор свободного размера
- Допуск и цель поверхности - путь охлаждения, тип транспортировки и контактное давление
- Жесткость профиля и стабильность формы - Коррекция правки, метод резки и логика укладки
На этой странице представлены прецизионные линии экструзии пластиковых профилей из гранулированных материалов. Здесь не рассматриваются линии для производства оконных и дверных профилей из ПВХ, в которых обычно используются двухшнековые системы с порошковым компаундом, поставки готовых профилей или контрактные услуги по экструзии.
Настройка одношнековой линии экструзии пластиковых профилей
Компания Jinxin настраивает каждую линию экструзии прецизионных пластиковых профилей на основе вашего чертежа, марки материала и критериев приемки, а не на основе стандартного каталога. Наш инженерный процесс согласовывает конструкцию шнеков, оснастку и последующие модули с вашими требованиями к геометрии профиля, целевой поверхности и стабильности формы. ПВХ поддерживается только в виде гранулированного компаунда.
Обзор материального поведения
Уточните тип смолы и технологическое окно (ПП / ПЭ / ТПУ / АБС / выбранная гранулированная смесь ПВХ), чтобы определить геометрию шнека и обеспечить стабильную подачу расплава.
Профильная матрица и балансировка потока
Штамповая оснастка разрабатывается с учетом вашего поперечного сечения и асимметричного распределения стенок для обеспечения стабильности потока и размеров.
Выбор модуля нисходящего потока
Свободное охлаждение непосредственно в воде или вакуумная калибровка, а также отвод, резка и дополнительная правка выбираются в зависимости от жесткости профиля и приоритета фиксации формы.
Быстрые ссылки на часто задаваемые вопросы по конкретным материалам
Компоненты линии экструзии прецизионных пластиковых профилей
Представленные ниже модули образуют полную линейку. Окончательная конфигурация зависит от материала, геометрии профиля и требований к размерам. Изображения приведены только для справки.

Экструзионная платформа
Главный одношнековый экструдер (сконфигурированный)
- Система привода: Двигатель Siemens Beide + инвертор ABB ACS580 со стабильным контролем скорости для непрерывной экструзии профиля.
- Винт и бочка: Конструкция шнека, управляемая материалом, с технологическим окном, соответствующим компаунду гранул PP / PE / ABS / TPU / выбранного ПВХ.
- Управление отоплением: Управление нагревом с помощью твердотельного реле (SSR) с многозонной регулировкой температуры для стабильной температуры расплава.

Платформа для совместной экструзии Опционально
Блок соэкструдера
- Модуль экструдера: Соэкструдер с производительностью, соответствующей требованиям к структуре слоев, таким как двухцветные, колпачковые или мягко-жесткие структуры.
- Система привода: Стандартный двигатель + инвертор с синхронизированным управлением скоростью для стабильности уровня.
- Интеграция: Интеграция линии с механическими и управляющими интерфейсами, согласованными с основным экструдером и оснасткой.
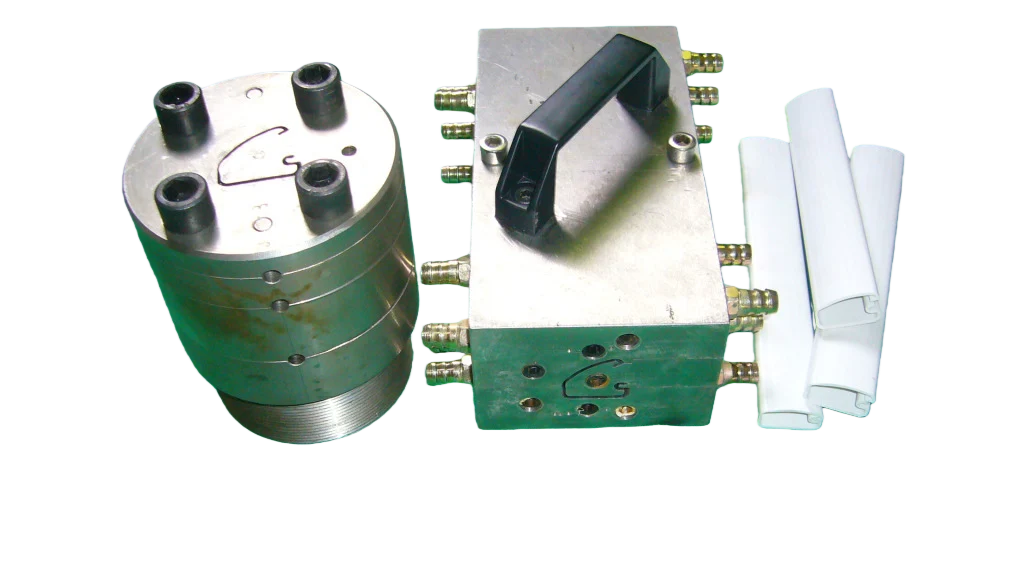
Инструментальная оснастка
Профильные штампы и коэкструзионная оснастка
- Дизайн штампа: Проточные каналы разработаны с учетом поперечного сечения и распределения толщины стенок для равномерной подачи расплава.
- Интерфейс совместной экструзии: Инструментарий для двухцветных, колпачковых или мягко-жестких структур, в зависимости от продукта.
- Баланс потока: Геометрия распределения разработана для уменьшения нестабильности границ раздела между слоями, в зависимости от совместимости материалов.

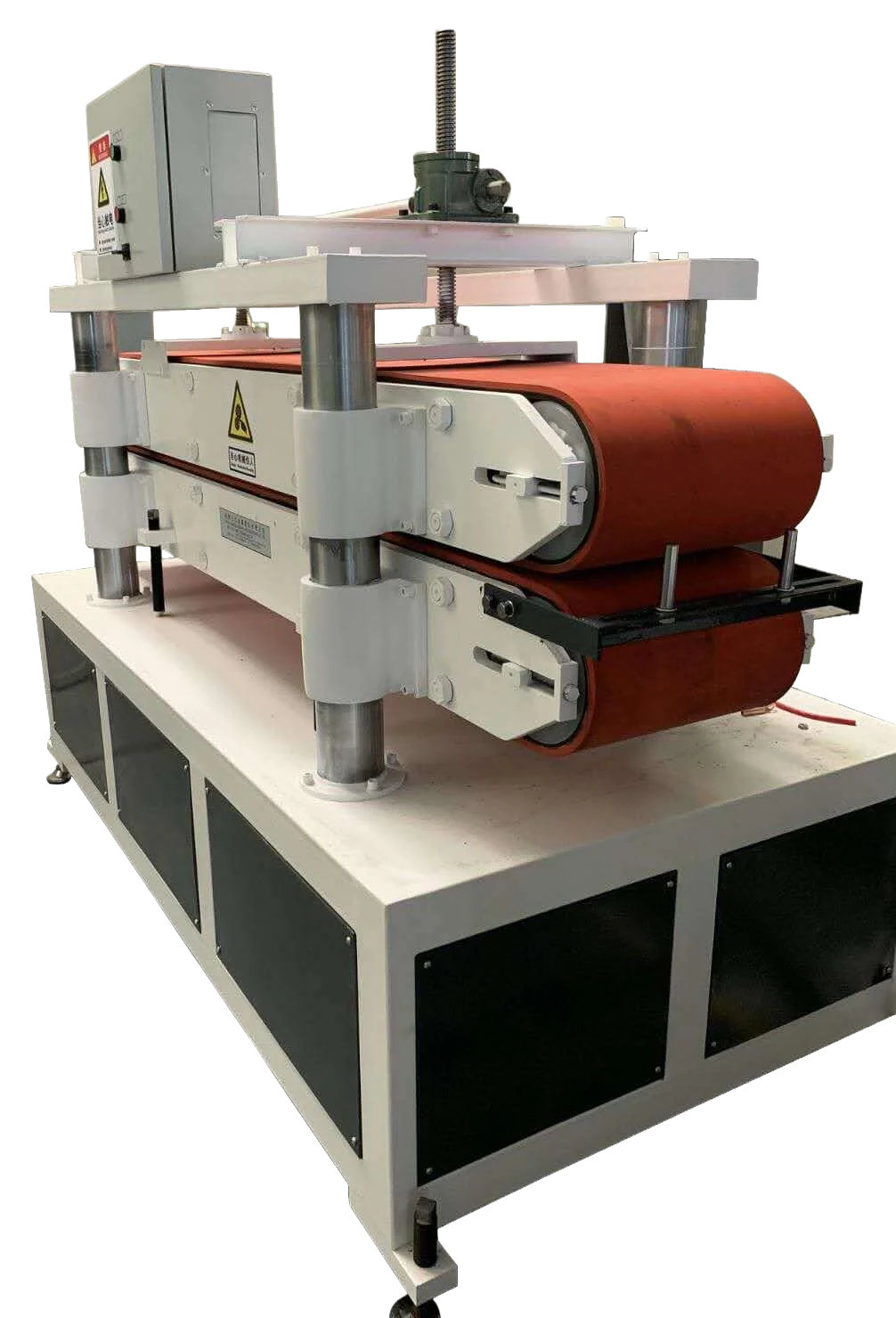
Определение размеров и охлаждение
Варианты определения размеров: Свободное измерение или вакуумная калибровка
- Свободное охлаждение: Охлаждение непосредственно в воде для профилей, где внешний вид поверхности чувствителен к контакту.
- Вакуумная калибровка: Калибратор + вакуумный резервуар для полых или сложных профилей, требующих фиксации формы. Для сложных геометрических форм возможно многоступенчатое вакуумирование.
- Управление водой и вакуумом: Контроль охлаждающего контура и стабильности вакуума для последовательного определения размеров. Окончательная настройка зависит от геометрии профиля и инженерных коммуникаций на объекте.
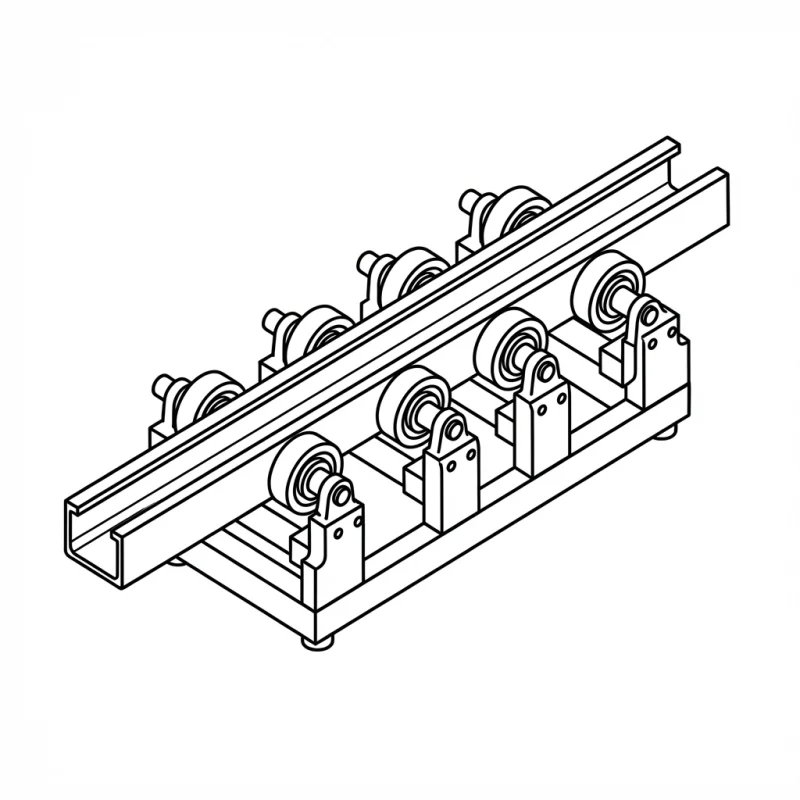
Вывоз
Высокоточный тяговый агрегат
- Тип тяги: Ременная или гусеничная транспортировка в соответствии с жесткостью профиля и чувствительностью поверхности.
- Контроль скорости: Синхронизированы для уменьшения колебаний толщины и смещения размеров.
- Ремонтопригодность: Быстро регулируемая, удобная для доступа конструкция для регулярной очистки и замены.
Выравнивание Дополнительно
Выпрямление / коррекция против скручивания
- Модуль коррекции: Устройства для выпрямления и выравнивания профилей, склонных к скручиванию, изгибу или изгибу.
- Логика настройки: Метод корректировки в зависимости от сложности сечения и требований к устойчивости.
- Размещение: Размещается после определения размера и охлаждения в соответствии с поведением продукта.

Вниз по течению
Резка + вынос + штабелирование
- Метод резки: Режущее устройство соответствует жесткости материала, толщине стенки и заданной длине, например, пила, ротационная или гильотинная резка.
- Обработка: Взлет и штабелирование для стабильного перемещения без повреждения поверхности.
- Макет Fit: Компоновка нисходящего потока с учетом площади завода и предпочтений в отношении упаковки.

Рекомендуемые вспомогательные средства
Промышленный чиллер с воздушным охлаждением
- Функция: Система водяного охлаждения с замкнутым циклом.
- Преимущество: Гражданский бассейн не нужен.
- Установите: Конструкция "подключи и работай".
- Результат: Постоянная температура поддерживает стабильные размеры профиля.
Готовы к настройке линии экструзии прецизионных пластиковых профилей?
Пришлите нам чертеж или образец профиля, марку материала, требования к допуску, целевую обработку поверхности и ожидаемый практический выход. Компания Jinxin проанализирует оснастку для штампа, метод определения размеров, транспортировку и конфигурацию линии по производству профилей.
Используйте контактная панель на этой странице или по электронной почте sales@jfextruder.com.
Применение пластиковых профилей по материалу и сечению
Эта линия экструзии прецизионных пластиковых профилей предназначена для выполнения ряда задач с использованием ПП, ПЭ, АБС, ТПУ и отдельных гранулированных ПВХ-компаундов:
- Направляющие и гусеничные профили из ПВХ с гранулированным компаундом - прозрачные или цветные профили для электрических, раздвижных и внутренних систем
- Защитные и декоративные профили ABS - Настенные ограждения, угловые накладки и глянцевые видимые компоненты для медицинских, коммерческих и интерьерных целей
- Гибкие и уплотнительные профили из ТПУ - Эластичные ленты, уплотнители и профили soft-touch, требующие четкости поверхности и стабильности размеров
- Промышленные профили из полипропилена и полиэтилена - структурные и функциональные профили с контролем усадки и стабильностью формы при непрерывном производстве
- Соэкструдированные профили - двухцветные, многослойные или мягко-жесткие комбинации, когда совместимость материалов и конструкция изделия позволяют
Рекомендации по конфигурации в зависимости от типа смолы см. в разделе FAQ по конкретным материалам на этой странице.
Почему производители и руководители отделов закупок выбирают Jinxin
Заводские испытания на основе продукции
Перед отгрузкой мы проводим тестовые испытания согласованного типа продукции, чтобы проверить соответствие фильеры и стабильность размеров профиля в реальных условиях экструзии. После стабильной работы изделия мы записываем практические данные для запуска, такие как температурные зоны, скорость шнека, скорость отвода и настройки последующих потоков.
- Проверка размеров: Мы запускаем линию, чтобы убедиться, что штамп обеспечивает точные размеры и допуски вашего профиля.
- Рецепт “Старт-ап”: Мы регистрируем успешные параметры обработки (температуры, скорости), использованные во время испытания. Вы получаете этот технический паспорт, чтобы отказаться от догадок и немедленно приступить к производству.
- Калибровка материала: Если в вашем продукте используется специальный состав, мы можем порекомендовать отправить образцы материала перед тестированием, чтобы эталоны для запуска были основаны на предполагаемом материале.
Прозрачное, построчное цитирование
Ваше коммерческое предложение - это не расплывчатое резюме. Это построчное перечисление каждого компонента оборудования и его марки (например, Siemens, ABB), гарантирующее, что оборудование соответствует обещаниям.
- Подробный список конфигураций: Каждый двигатель, инвертор, бак и контроллер перечислены по маркам и моделям.
- Очистить параметры обслуживания: Установка и обучение на объекте оплачиваются как отдельная, прозрачная статья расходов-Никаких неожиданных платежей.
- “Окончательная” цена: Никаких скрытых дополнений. Что вы подписываете, за то и платите.
Стратегия глобального обслуживания компонентов
Мы строго соблюдаем стратегию компонентов “Готовность к обслуживанию”, чтобы обеспечить безопасность вашей цепи поставок.
- Глобальные гиганты первого уровня: Для основных приводов и двигателей мы используем Siemens, ABB, RKC и Omron-доступны практически в любом промышленном городе мира.
- Проверенные международные бренды: Для систем управления и электрики мы выбираем такие бренды, как WECON и CHINT, которые имеют развитые дистрибьюторские сети на крупнейших рынках.
- Результат: Будь то привод премиум-класса или стандартное реле, проверенное качество и удобное обслуживание гарантированы.
Удостоверения доверия
Большинство наших международных клиентов расширяют свои мощности вместе с нами, что является показателем долгосрочной надежности.
По запросу мы настраиваем линию в соответствии с вашими целевыми характеристиками профиля и требованиями к тестированию конечного пользователя. Мы также предоставляем сертификат происхождения, чтобы свести к минимуму ваши импортные пошлины.
Доверие производителей, обслуживающих мировые бренды
Мы производим прозрачные профили из ПВХ для систем выдвижных розеток - настенные шины, позволяющие модулям розеток свободно скользить по направляющей.
Профиль должен быть оптически прозрачным для создания первоклассного интерьера и точным по размерам, чтобы розеточный модуль скользил плавно и без заеданий.
Конструкция шнека в линии экструзии профилей Jinxin с самого начала обеспечила нам стабильный расплав без пузырьков. Прозрачность и точность защелкивания прошли входной контроль нашего клиента с первой же представленной партии.
Наш основной продукт - настенные защитные профили ABS для больничных коридоров - ограждения, устанавливаемые вдоль стен для предотвращения повреждений от кроватей и инвалидных кресел.
Постоянство поверхности и однородность цвета при длительном производстве очень важны, поскольку эти профили устанавливаются на видных местах с высокой проходимостью.
Компания Jinxin сконфигурировала матрицу и охлаждающий тракт таким образом, чтобы обеспечить жесткие допуски на размеры при непрерывной работе. Мы эксплуатируем линию уже более двух лет со стабильной производительностью.“
FAQ по экструзии пластиковых профилей по материалам
Выберите материал ниже, чтобы просмотреть общие вопросы по экструзии профилей и рекомендации по настройке.
Общие вопросы по настройке линии
В каких случаях при производстве пластиковых профилей следует использовать одношнековый экструдер, а не двухшнековый?
Одношнековая линия экструзии пластиковых профилей обычно используется для производства гранулированных материалов, таких как ПП, ПЭ, АБС, ТПУ и отдельных гранулированных ПВХ-компаундов. Она подходит для тех случаев, когда проект зависит от стабильной подачи расплава, подбора фильеры для профиля, контроля качества поверхности и последующей сортировки, а не от обработки порошковых компаундов.
Двухшнековые системы чаще всего используются для производства порошковых смесей ПВХ и жестких оконных или дверных профилей из ПВХ. Эта страница посвящена прецизионным линиям экструзии пластиковых профилей для гранулированных материалов, а не линиям для производства оконных ПВХ-профилей или поставок готовых профилей.
Часто задаваемые вопросы о гранулах ПВХ
Как выбрать свободный размер, без вакуума и вакуумную калибровку для профилей из ПВХ гранул, особенно для глянцевых поверхностей?
Если геометрия профиля и устойчивость позволяют, прямое водяное охлаждение может уменьшить контакт с инструментом, что помогает, когда приоритетом является внешний вид поверхности. Калибровка вакуума обычно выбирается, когда сечение требует большей прочности фиксатор формы, часто для полых или сложных профилей.
Окончательный выбор зависит от рисунка, рецептуры ПВХ-компаунда и согласованных критериев внешнего вида или дефектов.
Как защитить глянцевые профили из ПВХ-гранулята от царапин при транспортировке и упаковке?
Необязательный Устройство для ламинирования защитной пленки может быть добавлена в конце линии для защиты поверхности перед обработкой, укладкой и упаковкой. Тип пленки и способ нанесения зависят от формы профиля и требований к поверхности.
Как снизить риск расслаивания в соэкструдированных профилях и каковы основные этапы подготовки?
Отслоение в мягких и жестких соэкструдированных профилях обычно вызвано плохим межфазным сцеплением между двумя компаундами. Мы справляемся с этой проблемой с помощью анализа совместимости материалов, температурной стратегии для поддержки сцепления на границе раздела, чистоты обработки материалов во избежание загрязнения и баланса потока в инструментах для соэкструзии для поддержания постоянного соотношения слоев.
Окончательные настройки зависят от конкретной пары соединений и структуры слоев и проверяются в соответствии с вашим методом приемки.
Эластичный и высокопрочный ТПУ FAQ
Как устранить следы волочения на поверхности и пузыри в профилях из ТПУ?
ТПУ чувствителен к трению и влаге. Мы используем специализированные антипригарные покрытия на разделительных втулках и конструкцию шнека, которая поддерживает мягкую гомогенизацию, чтобы уменьшить попадание воздуха и дефекты поверхности.
Профили из ТПУ могут сжиматься или смещаться после охлаждения. Как стабилизировать размеры в непрерывном производстве?
Стабильность размеров зависит от постоянства охлаждения и контроля тяги, подобранных в соответствии с геометрией профиля. Мы настраиваем траекторию охлаждения и температуру воды, чтобы избежать неравномерного сужения, а затем регулируем натяжение тяги для поддержания стабильной тяги без деформации профиля.
Проверка проводится в соответствии с допусками на чертежах с использованием согласованных точек отбора образцов в производственных условиях.
Может ли ваша линия работать с очень мягкими TPU, такими как 60A-80A?
Да. Для очень мягкого ТПУ мы оснащаем линию специализированным гусеничным захватом с мягким покрытием и ротационными фрезами без стружки, чтобы уменьшить деформацию при вытяжке и резке.
FAQ по полиолефинам PP и PE с высокой степенью усадки
Как контролировать коробление, усадку и смещение размеров в профилях из ПП или ПЭ?
ПП и ПЭ имеют высокую скорость кристаллизации и значительную усадку после охлаждения. Контроль размеров начинается на стадии штампа, где мы компенсируем разбухание штампа в конструкции оснастки. После штампа мы используем расширенные многоступенчатые вакуумные резервуары и высокообъемное распыление воды для быстрого замораживания размеров, уменьшая температурные градиенты на толстых и тонких стенках.
Тип тяги и контактное давление выбираются таким образом, чтобы обеспечить стабильную тягу без отпечатка. Для сложных сечений можно добавить линейные рихтовочные устройства для борьбы с деформацией после охлаждения.
Требуют ли профили из полипропилена и полиэтилена иной конфигурации для последующей обработки по сравнению с жесткими материалами, такими как ABS?
Да. ПП и ПЭ являются полукристаллическими и продолжают сжиматься по мере охлаждения, в отличие от аморфных смол, таких как АБС, которые стабилизируются быстрее. Это означает, что для линий из ПП и ПЭ обычно требуются более длинные пути охлаждения, более агрессивное распыление воды и меньшее контактное давление при транспортировке, чтобы избежать разметки поверхности более мягкого материала.
Мы настраиваем эти параметры в соответствии с конкретной маркой смолы и геометрией профиля.
FAQ по глянцевому инженерному пластику ABS
Как обеспечить глянцевую поверхность, необходимую для профилей ABS?
Качество поверхности ABS зависит от однородности расплава и точного контроля температуры. Геометрия шнеков для АБС разработана таким образом, чтобы обеспечить однородный расплав с минимальными линиями растекания. Мы также рекомендуем использовать встроенные влагопоглощающие сушилки для снижения влажности перед обработкой, поскольку остаточная влага в ABS может вызвать появление серебристых разводов или разводов, которые нарушают блеск поверхности.
Как сохранить ударную прочность при экструзии ABS?
ABS содержит фазу бутадиенового каучука, которая придает ему ударопрочность. Чрезмерный сдвиг или температура ствола могут разрушить эту каучуковую фазу, делая конечный профиль хрупким. Геометрия винтов должна предусматривать контролируемый сдвиг, чтобы сохранить структуру полимера.
Мы также тщательно контролируем температуру расплава, чтобы поддерживать ее в пределах безопасного технологического окна: достаточно высокой для хорошей текучести, но достаточно низкой для снижения риска термической деградации.
Отправить чертеж пластикового профиля для конфигурации линии
Сообщите чертеж профиля, марку материала, требования к допуску, целевую обработку поверхности и предполагаемый формат производства через форму на этой странице. Если профиль нуждается в соэкструзии, вакуумной калибровке, охлаждении свободного размера или коррекции правки, укажите эти детали, чтобы компания Jinxin могла более точно рассмотреть конфигурацию линии.
Вы также можете отправить по электронной почте sales@jfextruder.com свои чертежи и заметки о проекте.
