Dépannage de l'extrusion par station : Une carte de diagnostic rapide (Filière → Calibrage → Refroidissement → Etirage → Coupeur)
Lorsqu'une extrudeuse commence à produire des produits défectueux - dimensions instables, déformation de la forme, marques de surface ou coupes incohérentes - le moyen le plus rapide d'en trouver la cause est le suivant dépannage de l'extrusion par station, et non un ajustement aléatoire.
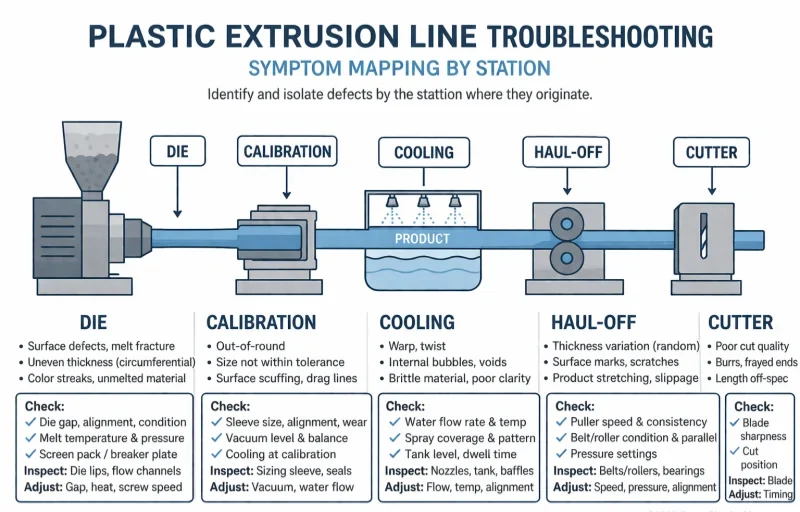
L'idée de base est simple. Une extrudeuse est une série de stations dans l'ordre suivant : filière, calibrage, refroidissement, tirage et coupeur. Chaque station effectue un travail sur le produit. Lorsqu'elle tombe en panne, chaque station crée un modèle de symptôme reconnaissable. Si vous pouvez faire correspondre le symptôme à la station en moins de deux minutes, vous vous épargnez deux heures de changements de paramètres en aveugle.
La plupart des dépannages d'extrusion deviennent lents parce que les opérateurs réagissent globalement au symptôme au lieu de poser d'abord une question : Quelle station de cette ligne possède probablement ce symptôme ? Une personne augmente la température du tonneau. Une autre modifie la vitesse de tirage. Un troisième ajuste le vide. En l'espace de quelques minutes, trois variables ont changé, la ligne ne s'est pas stabilisée et personne ne sait quel changement a été bénéfique ou néfaste.
Modifier la vitesse de traction en raison d'un problème de dimensionnement revient à corriger une erreur de coupe en modifiant la température de la matière fondue - cela peut modifier le symptôme, mais ne résout pas la cause. De plus, cela introduit une nouvelle variable qui rend le prochain diagnostic plus difficile.
Tous les problèmes de ligne ne commencent pas à l'extrudeuse. La plupart des problèmes de production les plus frustrants trouvent leur origine dans un seul poste en aval qui n'a jamais été contrôlé correctement.
Dans cet article, vous apprendrez :
- Comment lire les symptômes d'un produit et trouver la station la plus susceptible de le posséder ?
- Ce que chaque station en aval fait au produit et ce qui se passe en cas d'échec
- Le premier contrôle significatif à effectuer à chaque station avant de modifier les paramètres
- Tableau de diagnostic rapide : symptôme → poste le plus probable → première vérification
- Comment gérer les problèmes impliquant plus d'une station ?
- Erreurs courantes qui envoient les opérateurs vers la mauvaise station et font perdre du temps au diagnostic
La méthode de dépannage la plus rapide n'est généralement pas l'expérience, mais une habitude disciplinée : identifier la station avant d'ajuster la ligne.
1. Commencer par le schéma du symptôme, et non par le dernier réglage modifié par quelqu'un
Avant de se rendre à un poste, l'opérateur doit d'abord lire correctement le symptôme. Une carte des stations ne fonctionne que si le problème est décrit en termes de production, et non en termes vagues tels que “ça a l'air mauvais” ou “la ligne semble instable”.”
Ce guide est conçu pour trier six types de symptômes en aval :
- Épaisseur de paroi instable - la dimension continue à dériver ou à se déplacer
- OD ou dérive de dimensionnement - le produit est systématiquement trop grand, trop petit ou fluctuant
- Distorsion de forme - la courbure, le gauchissement, l'ovalisation ou l'affaissement du profil
- Marques de surface après formage - les lignes de traînée, les marques d'eau ou les aspérités liées au refroidissement
- Glissement du produit ou instabilité de la traction - marques d'adhérence, broutage ou tension irrégulière
- Mauvaise qualité ou longueur de coupe - coupes angulaires, faces rugueuses ou longueurs irrégulières
1.1 Où le symptôme devient-il visible pour la première fois ?
La première étape du diagnostic consiste à localiser le symptôme le long de la ligne :
- Immédiatement à la sortie de la filière → probablement un problème de filière/outillage
- Pendant le dimensionnement ou l'étalonnage → Probablement un problème d'étalonnage
- Après un voyage de refroidissement → probablement un problème de refroidissement
- Pendant ou après la traction → problème de transport probable
- Lors de la coupe ou de l'enroulement → probablement un problème de coupe ou d'enroulement
Un défaut que vous remarquez pour la première fois au niveau du massicot n'est pas nécessairement dû au massicot. Mais le premier poste où le problème devient mesurable reste le meilleur point de départ. Ne diagnostiquez pas uniquement à partir de votre mémoire. Parcourez la ligne et regardez.
Ce que font réellement les équipes expérimentées : Sur les lignes où les temps de diagnostic sont constamment courts, la première chose que les opérateurs vérifient n'est pas un écran de paramètres. Ils se rendent à la sortie de la filière et regardent le produit qui en sort. Ils suivent ensuite le produit en aval, poste par poste, jusqu'à ce qu'ils trouvent l'endroit où le défaut apparaît pour la première fois. Cette seule observation permet d'éliminer la plupart des suppositions erronées.
Une fois que le symptôme est décrit clairement et localisé sur la ligne, il est généralement plus facile d'identifier la station à vérifier en premier.
2. Matrice et outillage : Quand le problème commence au point de sortie
Si l'instabilité est déjà visible au moment où le matériau quitte la filière, la station de production et d'outillage est le premier point à vérifier. Rien en aval ne peut corriger une forme qui est déjà mauvaise avant le début du calibrage.
2.1 Ce que contrôle cette station
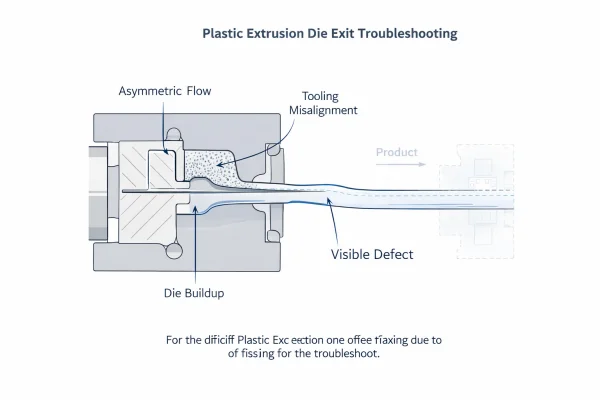
La tête de filière et l'outillage convertissent le flux de matière fondue en la section transversale cible - tuyau, profilé, feuille ou tube. Cette station détermine la géométrie initiale du produit, la distribution du flux, la symétrie de l'épaisseur de la paroi et l'état de la surface au moment de la sortie.
2.2 Symptômes relevant généralement de ce poste
- Un côté du produit est plus épais que l'autre dès le départ (distribution asymétrique du flux).
- Lignes de découpe - stries longitudinales continues ou rayures sur la surface.
- Fracture de la matière fondue ou peau de requin - rugosité régulière de la surface due à une contrainte de cisaillement excessive
- Forme initiale instable avant même que le produit ne soit calibré
- La matière fondue quitte la filière de manière inégale - une partie de la circonférence ou du profil se déplace plus rapidement que l'autre.
- Accumulation visible, décoloration ou matériau dégradé au niveau de la lèvre de la filière
2.3 Premières vérifications avant de modifier les réglages
- Regardez directement la sortie de la filière. Avant que le produit ne soit étalonné ou ne touche l'eau, sa forme est-elle déjà asymétrique ? Un côté est-il déjà plus lourd ? Si c'est le cas, le problème a commencé ici.
- Vérifier qu'il n'y a pas d'accumulation de matrice. L'accumulation de matériau dégradé sur la lèvre peut dévier le flux et créer des marques. Nettoyez la lèvre et observez si le symptôme change. Pour une procédure complète de nettoyage et de stockage des matrices, voir [Meilleures pratiques pour l'entretien et le stockage des filières d'extrusion].
- Vérifier l'alignement de l'outil. Pour les tubes, vérifier le centrage du mandrin/de la goupille. Pour les profilés, vérifiez si l'écart entre les matrices est uniforme. Même un petit décalage au niveau de la matrice se traduit par un écart important en aval.
- Vérifier les températures des zones de matrices. Confirmer que toutes les zones de chauffage fonctionnent et sont réglées correctement. Un chauffage défaillant d'un côté de la filière crée un déséquilibre de débit localisé.
Une leçon de mise en service que nous voyons souvent : Lors de la mise en service d'une nouvelle canalisation, un client signale que la paroi est systématiquement plus épaisse d'un côté. La première réaction est toujours d'ajuster le vide dans le réservoir d'étalonnage. Mais lorsque nous lui demandons de mesurer la paroi à la sortie de la filière - avant le calibrage - l'asymétrie est déjà là. Les boulons de centrage de la filière doivent être ajustés, pas le vide. De nombreuses plaintes “en aval” sont en fait des problèmes de géométrie nés à la sortie de la filière.
2.4 Tube ou profilé : Outillage différent, même logique
Sur les lignes de tubes, le centrage de la matrice contrôle directement l'excentricité. Sur les lignes de profilés, l'équilibre du canal d'écoulement entre plusieurs cavités ou sections est plus critique. La logique de diagnostic est la même - vérifier d'abord la sortie de la filière - mais le contrôle spécifique de l'outillage dépend du type de produit.
Si le produit est déjà défectueux avant d'atteindre la station suivante, le premier contrôle correct est presque toujours celui de la matrice et de l'outillage, et non celui des réglages en aval.
3. Calibrage et dimensionnement : Quand la forme existe mais ne tient pas
Le poste d'étalonnage ou de calibrage est généralement à l'origine de problèmes lorsque le produit sort de la filière dans une forme à peu près correcte, mais ne peut conserver des dimensions ou une géométrie stables une fois qu'il entre dans le dispositif de calibrage.
3.1 Ce que contrôle cette station
Le calibrage ne crée pas de flux de matière fondue. Son rôle est de verrouiller la géométrie du produit immédiatement après la sortie de la filière. Pour les tubes, il s'agit généralement d'un manchon de calibrage sous vide. Pour les profilés, il peut s'agir d'un ensemble de plaques de formage, d'un réservoir de calibrage sous vide ou d'un système de calibrage par contact. Cette station détermine si la forme initiale de la matrice devient une dimension stable et reproductible - ou si elle dérive.
3.2 Symptômes relevant généralement de cette station
- Dérive du diamètre extérieur même lorsque la sortie de la filière semble à peu près centrée
- Les angles du profil s'arrondissent, s'affaissent ou ne se remplissent pas correctement
- Résultats incohérents du dimensionnement du vide - cycles de dimensions sans cause claire
- Produit collant, traînant ou faisant des marques de contact à l'intérieur du calibrateur
- Les dimensions changent sensiblement dès que le produit entre dans le dispositif de dimensionnement
- Traînées superficielles ou rayures longitudinales provenant de l'intérieur du manchon
3.3 Premières vérifications avant de modifier les réglages
- Lire la jauge à vide. Le vide est-il au niveau fixé ? Est-il fluctuant ? Une fuite dans le système - joints d'étanchéité usés, tuyau fissuré, raccord desserré - peut entraîner une instabilité du dimensionnement qui ressemble à une “dérive générale de la ligne”.”
- Vérifier l'état du joint sous vide. Les bagues d'étanchéité en caoutchouc à l'entrée et à la sortie du manchon de calibrage s'usent avec le temps. S'ils fuient, l'augmentation du vide ne compense que temporairement la dégradation du joint. Vérifiez d'abord l'étanchéité, puis réglez le vide.
- Vérifier l'alignement de l'entrée. Le produit entre-t-il au centre du dispositif de calibrage ? Si le produit entre de biais, un côté entre en contact avec la paroi du manchon plus durement que l'autre, ce qui crée un calibrage inégal et des marques de surface.
- Inspecter l'intérieur du calibrateur. L'accumulation de matériaux dégradés, le tartre de l'eau de refroidissement ou l'usure de la surface interne peuvent tous créer un contact irrégulier et une instabilité dimensionnelle.
Là où les nouveaux opérateurs se trompent le plus souvent : Ils voient un tuyau sous-dimensionné et augmentent immédiatement le vide. Cela peut fonctionner pendant quelques heures. Mais si la cause réelle est une bague d'étanchéité usée qui laisse échapper de l'air à l'entrée du manchon, l'augmentation du vide ne fait que masquer le problème tandis que le joint continue de se détériorer. Bientôt, la pompe à vide fonctionne à plein régime et le tuyau continue de dériver. La solution ne prend que deux minutes : remplacer la bague d'étanchéité.
3.4 Pourquoi les problèmes d'étalonnage sont faciles à diagnostiquer à tort ?
Le calibrage se situe au milieu de la ligne. Il amplifie à la fois les erreurs en amont (mauvais centrage de la matrice) et les effets en aval (tirage incohérent). Lorsque la ligne “semble instable” sans qu'une cause unique soit clairement identifiée, la station de calibrage est souvent impliquée - et souvent négligée.
Ne corrigez pas un problème de dimensionnement en modifiant uniquement la vitesse de traction. Si la dimension est erronée à la sortie du calibreur, le réglage de la vitesse de tirage est une compensation et non une réparation.
Lorsque le produit semble acceptable à la sortie de la filière, mais qu'il perd ses dimensions ou sa forme dès qu'il entre dans le calibrage, la station de calibrage doit être vérifiée avant toute autre chose.
4. Refroidissement : Lorsque les dimensions dérivent ultérieurement ou que le produit se fige de manière irrégulière
Le refroidissement présente généralement des symptômes qui apparaissent après le produit a été initialement façonné et dimensionné mais avant elle est totalement rigide. Ses défaillances sont plus lentes, moins évidentes et plus souvent confondues avec l'instabilité générale de la ligne que dans n'importe quelle autre station.
4.1 Ce que contrôle cette station
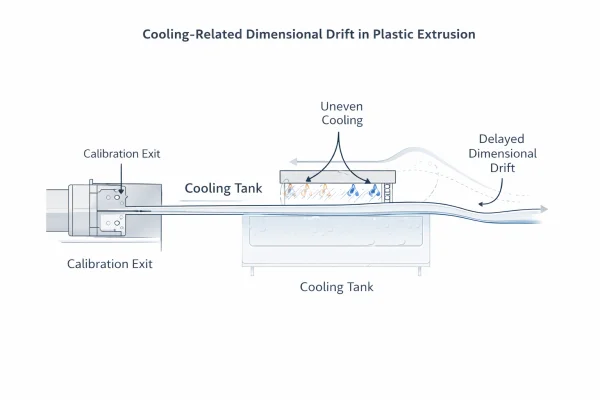
Le système de refroidissement élimine la chaleur du produit de manière suffisamment uniforme pour qu'il se solidifie sans déformation, sans distorsion résiduelle ou sans mouvement dimensionnel à un stade avancé. Cette opération s'effectue généralement dans des bains d'eau - par immersion ou par aspersion - et la variable clé n'est pas seulement la température, mais aussi la température de l'eau. uniformitéLes données de l'enquête sont présentées sous la forme d'un tableau de bord : de haut en bas, de gauche à droite, et sur toute la longueur de la course.
4.2 Symptômes relevant généralement de cette station
- Le produit quitte l'étalonnage de manière acceptable, mais les dimensions dérivent vers l'aval.
- La courbure, le gauchissement ou la torsion n'apparaissent qu'après que le produit a quitté la section de refroidissement.
- Ovalie qui n'était pas présente au stade du calibrage
- Blanchiment de la surface, marques de stress ou rugosité liée au refroidissement
- Les dimensions diffèrent sensiblement selon l'endroit du réservoir où elles sont mesurées.
- L'instabilité s'aggrave lorsque la vitesse de la ligne augmente - la ligne fonctionne bien à une vitesse modérée, mais commence à dériver lorsqu'elle est poussée plus rapidement.
4.3 Premières vérifications avant de modifier les réglages
- Mesurer la température de l'eau à l'entrée et à la sortie. Se situent-ils dans la fourchette cible ? Y a-t-il une augmentation significative de la température entre le premier et le dernier réservoir ?
- Vérifier l'uniformité de la distribution de l'eau. Toutes les buses de pulvérisation fonctionnent-elles ? Le niveau d'eau est-il constant ? Un côté de la cuve est-il plus froid que l'autre ?
- Vérifier le support du produit par la voie de refroidissement. Les rouleaux de guidage ou les éléments de support sont-ils correctement positionnés ? Un produit qui s'affaisse ou se déplace à l'intérieur du réservoir refroidira de manière inégale.
- Mesurer la température de la surface du produit à la sortie du refroidissement. Est-il suffisamment bas pour conserver sa forme lors de l'arrachage et de la découpe ?
Un point de référence que nous enregistrons toujours lors de la mise en service : Sur les conduites, nous marquons la température de l'eau à l'entrée et à la sortie de chaque section de refroidissement dans le cadre de l'ensemble des paramètres de démarrage. Lorsque des courbures ou des ovalisations apparaissent des mois plus tard, le client peut comparer les températures actuelles à la référence et voir immédiatement si les performances de refroidissement ont dérivé - souvent en raison d'une accumulation de tartre dans les buses de pulvérisation, d'une pompe de circulation défaillante ou de changements saisonniers dans la température de l'eau d'alimentation.
4.4 Le problème de la réserve de froid
Une ligne qui fonctionne de manière stable à une capacité de 60% peut commencer à dériver à 80% - non pas parce que quelque chose a changé mécaniquement, mais parce que le système de refroidissement n'a plus assez de réserve pour éliminer la chaleur à un débit plus élevé. Le produit passe moins de temps dans le réservoir et sort plus chaud. Il s'agit d'un problème de capacité de refroidissement, et non d'un problème de matrice ou d'étalonnage.
Pour une explication technique détaillée de la façon dont la capacité de refroidissement limite le rendement de la extrudeuse - y compris le calcul de la charge thermique, l'écoulement turbulent ou laminaire, et les effets du nombre de Reynolds sur le transfert de chaleur - voir Maximisez la capacité de refroidissement de votre extrudeuse par Jim Frankland le Technologie des plastiques.
4.5 Les erreurs de diagnostic les plus courantes
La courbure du produit est souvent imputée à la filière ou au tirage. Mais la cause la plus fréquente est tout simplement un refroidissement inégal. Si la partie supérieure du produit refroidit plus rapidement que la partie inférieure, le rétrécissement différentiel crée un arc. Vérifiez d'abord l'uniformité du refroidissement.
Si le produit démarre correctement mais perd sa stabilité dimensionnelle plus tard dans la chaîne, le refroidissement doit être considéré comme un poste primaire à inspecter plutôt que comme une condition passive de fond.
5. Remorquage : lorsque le produit est tiré à l'écart
La station de débardage présente généralement des symptômes liés à l'instabilité de la traction, à l'inadéquation de la vitesse et aux changements dimensionnels qui apparaissent spécifiquement lorsque la force de traction ou la vitesse changent.
5.1 Ce que contrôle cette station
Le tirage ne génère pas de rendement - c'est l'extrudeuse qui s'en charge. Mais le tirage détermine la manière dont le produit formé est tiré à travers toutes les stations en aval. Le rapport entre la vitesse de sortie de l'extrudeuse et la vitesse de tirage - le rapport d'étirage - contrôle directement l'épaisseur de la paroi et le diamètre extérieur. Si ce rapport est erroné ou instable, les dimensions dériveront, quelle que soit la performance des autres stations.
5.2 Symptômes relevant généralement de cette station
- L'épaisseur de la paroi varie en fonction de la vitesse de la ligne (trop fine à haute vitesse, trop épaisse à basse vitesse).
- Des dimensions qui étaient stables dérivent soudainement après un ajustement de la vitesse de traction.
- Le produit glisse, cliquette ou présente des marques d'adhérence dues aux ceintures ou aux tampons.
- La tension est visiblement instable - le produit vibre ou oscille entre les stations
- La longueur de coupe devient incohérente car la vitesse réelle de la ligne n'est pas stable.
- La forme du produit s'étire ou se comprime après avoir quitté le refroidissement
5.3 Premiers contrôles avant de modifier les réglages
- Vérifier la vitesse de traction réelle, et pas seulement le point de consigne. Utilisez une mesure de vitesse externe (tachymètre ou roue de vitesse de surface) pour confirmer que la vitesse réelle de la bande/piste correspond à l'affichage. La dérive du codeur, le patinage de la bande et le décalage de la réponse de l'entraînement peuvent tous créer un écart entre la vitesse réglée et la vitesse réelle.
- Vérifier l'état de la traction. Les courroies, les pistes ou les patins sont-ils usés ? Les courroies usées glissent par intermittence, créant une variation de vitesse qui ressemble à une “instabilité de la ligne”.”
- Vérifier la pression de contact. La force de serrage est-elle uniforme sur toute la largeur du produit ? Une pression trop forte crée des marques en surface. Une pression insuffisante entraîne un glissement. Une pression inégale fait qu'un côté tire plus vite que l'autre.
- Vérifier la synchronisation avec la sortie de l'extrudeuse. Lorsque l'opérateur modifie la vitesse de traction, l'épaisseur de la paroi réagit-elle de manière proportionnelle et prévisible ? Si la réponse est irrégulière ou tardive, le système d'entraînement ou de contrôle peut nécessiter une intervention.
5.4 Comment séparer les symptômes d'arrachement des symptômes liés à la filière ou au dimensionnement ?
Si le produit est stable à la sortie du système de refroidissement, mais qu'il change après son passage dans le système d'évacuation, le système d'évacuation est la cause la plus probable. Si le produit est déjà erroné avant d'atteindre l'évacuation, le problème se situe en amont.
La règle d'or de l'épaisseur des parois : Épaisseur de la paroi = f(débit de l'extrudeuse ÷ vitesse de tirage). Si l'épaisseur de paroi dérive, il faut d'abord déterminer laquelle de ces deux variables est en train de changer. Ne pas ajuster les deux en même temps.
Différents produits, différentes sensibilités : Les tuyaux et les profilés rigides sont relativement indulgents car le produit est partiellement solidifié lorsqu'il atteint l'extracteur. En revanche, les tubes flexibles et les tuyaux à paroi mince sont beaucoup plus sensibles à l'instabilité du tirage - même de petites fluctuations de vitesse peuvent entraîner des variations visibles de l'épaisseur de la paroi. La recherche de pannes doit être adaptée au type de produit et à la configuration de la ligne.
Si l'épaisseur de la paroi change principalement lorsque la vitesse de tirage change - et que la sortie de l'extrudeuse elle-même est stable - le problème est probablement un problème de synchronisation entre le taux de sortie et la vitesse de tirage. Pour une explication plus approfondie de l'interaction de ces deux variables et de la manière de les équilibrer, voir [Comment le débit de l'extrudeuse et la vitesse de tirage contrôlent l'épaisseur de la paroi].
Lorsque le produit est formé correctement mais qu'il change sous l'effet de la traction, le poste de traction devient le premier poste à vérifier, en particulier la stabilité de la vitesse réelle et l'état de la traction.
6. Coupeur ou enrouleur : Lorsque le produit est fin jusqu'à l'étape finale de manutention
Le coupeur ou le bobineur présente généralement des symptômes de fin de ligne : mauvaise qualité de coupe, longueur de coupe incohérente, déformation de l'extrémité ou problèmes d'enroulement. Il s'agit de la station de manutention finale, dont le rôle est de convertir un produit continu en pièces finies et expédiables, sans introduire de nouveaux défauts.
6.1 Ce que contrôle cette station
- Cutter (tube, profilé, produit rigide) : coupe à longueur à l'aide d'une scie, d'un couteau ou d'un couteau planétaire. Doit synchroniser son action de coupe avec la vitesse réelle de la ligne.
- Enrouleur/enrouleuse (tube flexible, tuyau, câble) : enroule le produit sur des bobines ou des tambours en contrôlant la tension et la disposition des couches.
6.2 Symptômes relevant généralement de cette station
- La face de coupe est rugueuse, angulaire ou non perpendiculaire à l'axe du produit.
- La longueur des coupes n'est pas uniforme - certaines pièces sont trop longues, d'autres trop courtes
- Le produit se déforme au point de coupe - le tube s'aplatit, le profilé s'écrase
- Bavures ou débris sur le bord de la coupe
- L'enroulement est irrégulier - couches lâches, chevauchement ou marques de tension sur le produit flexible.
- Problèmes de tension de la bobine - le produit s'échappe de la bobine ou arrive chez le client plié.
6.3 Premiers contrôles avant de modifier les réglages
- Vérifier l'état de la lame. Une lame émoussée provoque des coupes grossières, des bavures et une force de coupe accrue qui peut déformer le produit.
- Vérifier la synchronisation des coupes. Le codeur ou le signal de vitesse lit-il correctement la vitesse réelle de la ligne ? Une inadéquation entre le signal de déclenchement et la vitesse réelle du produit est la cause la plus fréquente d'une longueur de coupe incohérente.
- Vérifier le serrage et le support. Si le produit est serré pendant la coupe, la force de serrage est-elle appropriée ? Une force excessive aplatit le tube. Une force insuffisante laisse le produit se déplacer pendant la coupe.
- Pour les bobineuses : vérifier le contrôle de la tension. Le point de consigne de la tension est-il correct pour le produit ? Le mécanisme de déplacement fonctionne-t-il correctement ? Le produit est-il suffisamment froid lorsqu'il atteint la bobineuse ?
6.4 Une frontière critique
Si le produit est déjà instable sur le plan dimensionnel avant s'il atteint le coupeur, ce dernier n'est pas la cause première - même si c'est là que le défaut est le plus visible. Un tube encore légèrement chaud et mou s'aplatira au niveau du collier. Il s'agit d'un problème de refroidissement, pas d'un problème de coupeur.
Une situation de production courante : La surface de coupe n'est rugueuse que lorsque la ligne tourne au-dessus d'une certaine vitesse. L'opérateur soupçonne la qualité de la fonte ou l'usure de la lame. Mais le vrai problème est le décalage entre le signal de la vitesse de tirage et le déclenchement de l'outil de coupe. À vitesse modérée, l'erreur de synchronisation est trop faible pour avoir de l'importance. À vitesse élevée, le produit s'est déplacé plus loin entre le déclenchement et la coupe, créant une face angulaire ou rugueuse. Le réglage du retard du signal du massicot ou de l'étalonnage du codeur résout le problème, sans qu'il soit nécessaire de modifier les paramètres en amont.
Pour les produits flexibles, un mauvais enroulement reflète souvent le contrôle de la tension et la température du produit. Vérifiez que le produit est froid et que ses dimensions sont stables avant de blâmer uniquement la bobineuse.
Si le produit reste acceptable jusqu'à la dernière étape de la manipulation, il convient de vérifier d'abord le coupeur ou le bobineur avant de modifier inutilement les réglages en amont.
7. Carte de diagnostic d'une page : Symptôme → Station probable → Première vérification
Ce tableau ne garantit pas le diagnostic d'une cause unique. Il s'agit d'une référence de première réponse - un moyen de faire un premier pas plus rapide et plus précis avant d'entamer un dépannage plus approfondi.
| Symptôme | Station la plus probable | Premier contrôle |
|---|---|---|
| Forme asymétrique ou paroi irrégulière à la sortie de la filière | Matrice / Outillage | Vérifier le centrage de la matrice, la répartition du flux, l'accumulation au niveau de la lèvre. |
| Lignes de découpe (stries longitudinales à la surface) | Matrice / Outillage | Inspecter la surface de la matrice pour vérifier qu'elle n'est pas rayée ou contaminée. |
| Fracture de fusion ou peau de requin | Matrice / Outillage | Vérifier la température de la matière fondue ; réduire la vitesse de la ligne |
| Dérive du diamètre extérieur pendant le calibrage (la sortie de la matrice semble correcte) | Calibrage | Lire la jauge à vide ; vérifier les fuites de vide et l'état des joints. |
| Les coins du profilé s'affaissent ou ne se remplissent pas | Calibrage | Vérifier le niveau de vide, la distribution de l'eau et l'alignement de l'entrée du calibrateur. |
| Marques de traînée superficielle à l'intérieur du manchon d'encollage | Calibrage | Inspecter l'intérieur du manchon ; vérifier l'alignement de l'entrée du produit |
| Tuyau ovale/excentré après dimensionnement | Calibrage | Vérifier l'état, le support et l'alignement de la douille de calibrage par rapport à la matrice |
| Pliage, gauchissement ou torsion du produit après le refroidissement | Refroidissement | Vérifier la température de l'eau et l'uniformité du débit dans le réservoir |
| Blanchiment de la surface ou marques de stress | Refroidissement | Réduire l'intensité du refroidissement ; augmenter la température de l'eau |
| Les dimensions dérivent vers le bas du réservoir de refroidissement | Refroidissement | Comparer les mesures près du réservoir et loin du réservoir ; vérifier la distribution du débit |
| Le produit est encore mou après la sortie du refroidissement | Refroidissement | Vérifier le niveau d'eau, la couverture de pulvérisation et la vitesse de la ligne par rapport à la capacité de refroidissement. |
| L'instabilité n'apparaît qu'à des niveaux de production plus élevés | Refroidissement | Évaluer la réserve de refroidissement : le réservoir est-il suffisamment long pour la vitesse actuelle ? |
| L'épaisseur de la paroi varie en fonction de la vitesse de traction | Transport de marchandises | Vérifier la stabilité de la vitesse réelle ; vérifier l'adhérence de la courroie et de la piste. |
| Mur uniformément trop mince ou trop épais | Transport de marchandises | Ajuster la vitesse de tirage par rapport à la sortie de l'extrudeuse (pas les deux à la fois) |
| Le produit glisse, claque ou présente des marques d'adhérence. | Transport de marchandises | Vérifier l'état de la traction ; ajuster la pression de contact |
| Face de coupe rugueuse ou anguleuse | Cutter | Vérifier l'affûtage de la lame ; vérifier le signal de synchronisation de la coupe |
| Longueur de coupe incohérente | Cutter | Vérifier le signal du codeur et l'étalonnage du compteur de longueur |
| Le produit se déforme à la coupe (le tuyau s'aplatit) | Refroidissement → Cutter | Vérifier que le produit est complètement refroidi avant de le couper, puis vérifier la force de serrage. |
| Enroulement irrégulier ou marques de tension sur le produit flexible | Enrouleur | Vérifier le contrôle de la tension ; s'assurer que le produit est froid avant de l'enrouler. |
Les opérateurs peuvent imprimer ce tableau et le conserver à proximité de la ligne comme référence de première intervention.
L'objectif de la carte n'est pas de remplacer le jugement des ingénieurs. Il s'agit de rendre la première étape du diagnostic plus précise et plus rapide.
8. Lorsque le problème concerne plus d'une station
Tous les symptômes ne correspondent pas forcément à une seule station. Les stations interagissent. Une erreur en amont peut se propager en aval et être amplifiée à chaque étape.
8.1 Modèles multi-stations courants
Schéma A - erreur en amont, amplification en aval :
- La sortie de la matrice présente un léger déséquilibre de l'épaisseur de la paroi - suffisamment faible pour paraître acceptable.
- L'étalonnage ne peut pas compenser entièrement - le déséquilibre se bloque.
- Le refroidissement fixe le produit avec le déséquilibre intégré
- La traction étire davantage le côté le plus fin que le côté le plus épais.
- Au niveau du cutter, le problème est évident - mais il a commencé à l'étape 1
Modèle B - refroidissement insuffisant, déformation en aval :
- Le refroidissement est insuffisant - le produit sort du réservoir encore chaud
- La traction se fait normalement, mais le produit chaud se déforme sous l'effet d'une force de traction normale.
- Au niveau du coupeur, le tuyau s'aplatit lorsqu'il est serré.
Dans les deux cas, le symptôme visible se trouve en bout de chaîne, mais la cause profonde est en amont.
8.2 La règle pour les problèmes multi-stations
Commencez toujours par l'amont. Vérifiez d'abord la sortie de la filière. Si le produit est acceptable à cet endroit, passez à l'étalonnage. Si l'étalonnage est correct, vérifiez le refroidissement. Continuez en aval jusqu'à ce que vous trouviez l'endroit où le défaut a été introduit pour la première fois. Corrigez d'abord cette station. Puis revérifiez en aval.
Les stations interagissent, mais le diagnostic a toujours besoin d'une première station. Reconnaître que la ligne est un système ne signifie pas qu'il faille tout ajuster en même temps. Cela signifie qu'il faut trouver le premier point de défaillance et le corriger avant de passer au suivant. Le diagnostic séquentiel est plus lent par étape mais beaucoup plus rapide dans l'ensemble que le diagnostic parallèle.
9. Diagnostiquer d'abord la station, puis régler le paramètre
La logique de ce guide tient en cinq points :
- Tous les symptômes ne commencent pas à l'extrudeuse. La plupart des problèmes de production les plus tenaces trouvent leur origine dans une seule station en aval.
- Chaque station en aval - filière, calibrage, refroidissement, transport, coupeur - laisse des symptômes reconnaissables.
- La première question qui se pose est la suivante : où le défaut devient-il visible pour la première fois ?
- La deuxième question est la suivante : à quelle station appartient ce motif de symptôme ?
- Ce n'est qu'à ce moment-là que les paramètres doivent être ajustés - et seulement les paramètres qui appartiennent à cette station.
Le moyen le plus rapide de dépanner une extrudeuse n'est pas de procéder à des ajustements globaux, mais d'identifier d'abord la station à l'origine du symptôme, puis de ne modifier que les paramètres appartenant à cette station.
Cette page est une carte de dépannage et non une encyclopédie des défauts. Pour un diagnostic plus approfondi de types de problèmes spécifiques, utilisez le reste de cette série de dépannage :
- Dépannage de l'extrusion plastique : Comment diagnostiquer rapidement les problèmes de ligne → le cadre de diagnostic de haut niveau
- [Pourquoi mon extrudeuse n'est-elle pas alimentée ?] → problèmes d'alimentation et de livraison des matériaux
- [Taches noires et contamination dans l'extrusion]. → isolement de la source de contamination
- Variation de l'épaisseur de la paroi d'extrusion Problèmes de stabilité → dimensionnels
Dans une équipe de dépannage stable, le gain de temps le plus important n'est souvent pas une meilleure estimation, mais une règle disciplinée : identifiez d'abord la station, puis modifiez le paramètre qui appartient réellement à cette station.
FAQ
Comment savoir quelle station de ma extrudeuse est à l'origine du problème ?
Marchez de la sortie de la filière vers l'aval et trouvez l'endroit où le défaut devient visible pour la première fois. Si le produit est déjà incorrect à la sortie de la filière, le problème est lié à la filière. S'il semble acceptable à la sortie de la filière mais qu'il change pendant le calibrage, vérifiez d'abord la station de calibrage. Suivez cette logique poste par poste jusqu'à ce que vous trouviez l'endroit où le défaut est introduit.
Dois-je procéder à un dépannage par station ou par symptôme ?
Les deux méthodes fonctionnent, mais dans des situations différentes. Utilisez l'approche par station lorsque vous avez déjà des doutes sur une section spécifique de la chaîne ou que vous souhaitez procéder à une inspection systématique. Utilisez la méthode du symptôme d'abord lorsque vous constatez un défaut de produit mais que vous n'avez aucune idée de son origine. Ce guide traite de la méthode "station d'abord". Pour le cadre du symptôme d'abord, voir Dépannage de l'extrusion plastique : Comment diagnostiquer rapidement les problèmes de ligne.
Un problème de refroidissement peut-il ressembler à un problème de transport ?
Oui. Si le produit n'est pas complètement refroidi avant d'atteindre le point de tirage, il peut se déformer sous l'effet de la force de traction normale - marques superficielles, changement de dimensions ou aplatissement. Vérifiez toujours la température du produit à l'entrée de la zone de traction avant d'ajuster la force ou la vitesse de serrage.
Que faire si le problème semble provenir de plusieurs stations ?
Commencez par l'extrémité amont. Vérifiez d'abord la sortie de la filière. Si le produit est déjà défectueux à cet endroit, il ne servira à rien de réparer les stations en aval. Progressez vers l'aval jusqu'à ce que vous trouviez l'endroit où le défaut est introduit. Corrigez le premier point de défaillance avant de passer au suivant.
À quelle fréquence les stations en aval doivent-elles être contrôlées dans le cadre d'une production normale ?
La matrice et l'étalonnage doivent être vérifiés au démarrage et après tout changement d'outillage. La température et le niveau de l'eau de refroidissement doivent être contrôlés en permanence ou à intervalles réguliers. La vitesse de traction et l'adhérence doivent être vérifiées au démarrage et après tout changement de vitesse. L'état des lames de coupe doit être vérifié quotidiennement ou par équipe, en fonction de l'abrasivité du matériau et du volume de production.
Besoin d'aide pour identifier la station à l'origine du problème ?
Décrivez le principal symptôme que vous observez, le moment où il apparaît et l'endroit de la ligne où vous le remarquez pour la première fois. Nous pourrons vous aider à réduire le nombre de stations et vous orienter vers le premier contrôle adéquat.
Si la ligne présente une instabilité plus large que celle d'une seule station, voir Dépannage de l'extrusion plastique : Comment diagnostiquer rapidement les problèmes de ligne.
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Achats (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Extrudeuse Jinxin et un ingénieur chevronné possédant plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une extrudeuse : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...




