
Отклонение толщины стенок при экструзии: Причины, диагностика и способы устранения
Lede
Отклонение толщины стенок экструзии обычно является симптомом дисбаланса линии, а не проблемой одной установки. Когда размеры начинают смещаться - стенка становится тоньше, наружный диаметр выходит за пределы допуска или вес измерительного прибора смещается, - причина редко заключается только в одном параметре.
В этой статье вы найдете структурированный способ выявить закономерность, найти причину и восстановить стабильное производство.
В этой статье вы узнаете:
- Как выглядит дрейф размеров в реальном производстве и почему он имеет коммерческое значение
- Почему изменение толщины стенки обычно является самым ранним предупреждающим признаком
- Диагностическая система из трех вопросов, позволяющая выявить дрейф, колебания или изменение направления движения, прежде чем приступать к настройкам
- Четыре основные причины нестабильности размеров и способы их устранения
- Практические шаги по коррекции для тонких, толстых стенок и колеблющегося размера
- Когда следует прекратить лечение симптома и перейти к устранению неполадок на уровне системы
- Как сократить количество повторных случаев с помощью операционной дисциплины
1. Как выглядит дрейф размеров при экструзии
В реальном производстве нестабильность размеров не всегда проявляется как драматический сбой. Чаще всего она проявляется в виде линии, которая все еще работает, но уже не может стабильно выдерживать заданный размер. Операторы могут сначала заметить, что толщина стенки постепенно становится тоньше, наружный диаметр начинает двигаться к границе допуска, или вес измерителя больше не соответствует ожидаемому значению. О том, как контроль веса счетчика работает на практике, читайте в нашем руководстве [контроль веса измерительных приборов при экструзии пластмасс].. На некоторых линиях проблема очевидна во время запуска. На других она становится заметной только после увеличения скорости, смены материала или длительного производственного цикла.
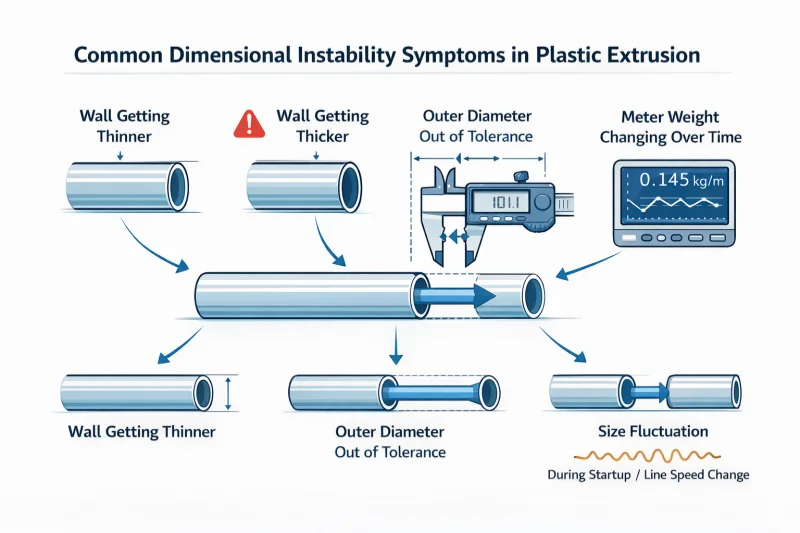
Общие признаки включают:
- Толщина стенок постепенно уменьшается
- Толщина стенок постепенно увеличивается
- Дрейф ОД за пределы допуска
- Вес метра меняется с течением времени
- колебания размера продукта при запуске или изменении скорости линии
Это важно, потому что проблема с размерами обычно является видимым результатом более глубокого несоответствия где-то в процессе. Изделие показывает вам, что материал на единицу длины больше не находится там, где должен.
Для жестких изделий, таких как трубы и профили, это очень быстро становится коммерчески серьезным. Эти изделия принимаются по размерам, стенкам и консистенции. В соответствии со стандартами на размеры, такими как ISO 4427-1, Даже скромное уменьшение стенки может иметь прямые последствия для соблюдения требований. Линия может по-прежнему выглядеть “производительной”, но если ее размеры смещаются, это приведет к напрасной трате материала, нестабильному качеству и спорам, которых можно избежать при проверке.
2. Изменение толщины стенки часто является первым предупреждающим признаком
Изменение толщины стенки обычно является самым ранним видимым сигналом того, что линия больше не соответствует условиям производства.
Среди всех проблем, связанных с размерами, изменение толщины стенки обычно является первой, на которую операторы обращают особое внимание. На трубопроводных линиях легко понять, почему: толщина стенки напрямую связана с использованием материала, характеристиками давления и приемкой при контроле. На профильных линиях изменение толщины может проявляться как локальная слабость, плохая посадка или несоответствующее поведение детали еще до того, как полное сечение будет выглядеть явно деформированным.
Толщина стенки также имеет тенденцию проявляться раньше, чем полноразмерное разрушение, потому что она немедленно реагирует на изменения в материале на единицу длины. Если линия начинает перетягивать, стенка обычно обнаруживает это раньше, чем остальная часть продукта выглядит явно неправильно. Если линия начинает перекармливать, стенка может нарастать до того, как операторы заметят более серьезную нестабильность размеров.
Именно поэтому проблемам толщины стенок уделяется так много внимания в экструзии. Линия может продолжать работать, поверхность может выглядеть приемлемо, а изделие - ровным, но стенка уже говорит о том, что процесс перестал быть стабильным.
С практической точки зрения, толщина стенки часто не является всей проблемой - но она часто является первым явным признаком того, что развивается более серьезная проблема с размерами.
3. Быстрая диагностика: Дрейф, флуктуация или изменение направления?
Правильная диагностика начинается с выявления закономерности, а не с регулировки параметров.
Прежде чем изменять настройки, сначала нужно определить, какую проблему с размерами вы наблюдаете на самом деле. Многие операторы теряют время, потому что слишком быстро реагируют на симптом, не распознав его закономерность. Стабильная диагностика начинается с трех простых вопросов.
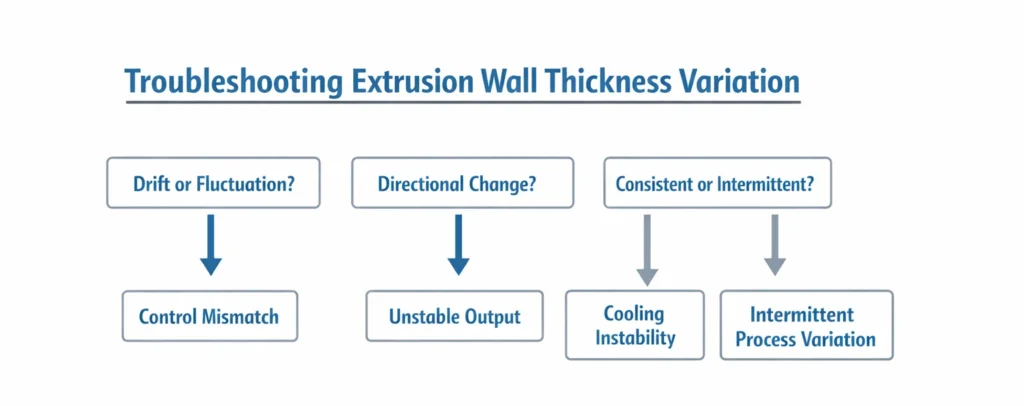
3.1 Что это - дрейф или колебания?
Проблема дрейфа постепенно перемещается в одном направлении. Например, толщина стенки медленно уменьшается с течением времени или наружный диаметр постепенно увеличивается в течение длительного времени. Это часто указывает на несоответствие управления, тепловой сдвиг, изменение условий в нижнем течении или медленную нестабильность процесса.
Колеблющаяся проблема неоднократно перемещается вверх и вниз. Толщина стенки может колебаться вокруг целевого значения, или вес измерительного прибора может колебаться, а не двигаться в одном четком направлении. Обычно это указывает на нестабильную подачу, непостоянный выход расплава, переменную реакцию на отвод или нестабильность охлаждения.
3.2 Направлены ли изменения?
Если стенка в основном становится тоньше, вероятно, линия перегружена, или эффективная подача материала на единицу длины снижается.
Если стенка в основном становится толще, возможно, линия перекармливает продукт, или удаление материала на выходе не успевает за его доставкой.
Изменение направления полезно тем, что позволяет определить, ведет ли линия себя так, как будто получает слишком мало или слишком много материала для текущего состояния тяги.
3.3 Последовательный или прерывистый?
Последовательная проблема имеет тенденцию повторяться одним и тем же образом. Это часто говорит о проблемах с настройками, проблемах с сопоставленным состоянием или о стабильном, но неправильном режиме работы.
Прерывистая проблема возникает лишь иногда - при запуске, после изменения скорости, после заполнения бункера или при определенных температурных условиях. Обычно это указывает на вариативность, а не на фиксированную ошибку в настройках.
Эта простая схема предотвращает слепую настройку. Как только вы узнаете, в чем заключается проблема - в дрейфе, колебаниях или изменении направления, следующий шаг станет гораздо более очевидным.
4. Основные причины дрейфа размеров
Большинство проблем с размерами возникает из-за несоответствия, нестабильной доставки или нестабильного контроля на выходе.
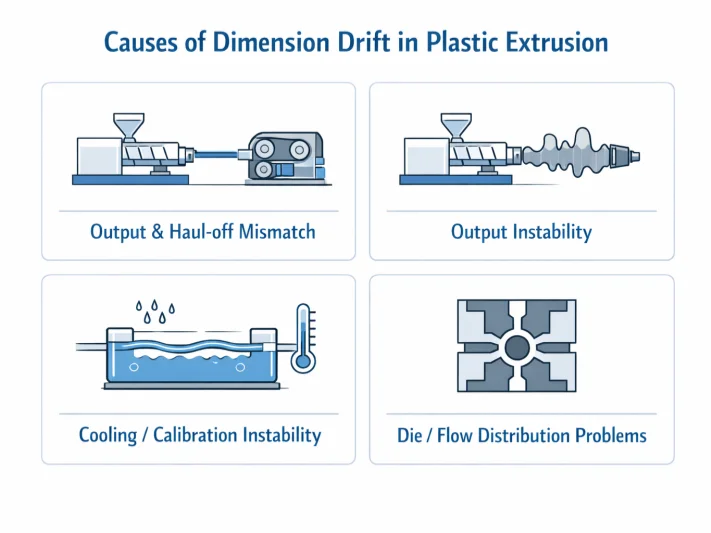
Когда размеры экструзии выходят за пределы диапазона, причина обычно не случайна. В большинстве производственных ситуаций проблема возникает в одной из четырех областей: несоответствие линии, нестабильная производительность, нестабильная стабилизация нисходящего потока или неравномерное распределение потока.
4.1 Несоответствие производительности и грузоподъемности
Это одна из самых распространенных и наиболее часто упускаемых из виду причин смещения размеров.
Если тягач тянет быстрее, чем линия подает стабильный материал, продукт переходит в состояние перегрузки. Результатом обычно является утончение стенок, уменьшение поперечного сечения или постепенная потеря размеров. Если линия подает больше материала, чем тягач удаляет с соответствующей скоростью, результатом будет более толстая стенка, более тяжелый продукт и нестабильный контроль размеров.
Важным моментом является то, что изменение скорости линии не является нейтральным в экструзии. Они напрямую изменяют количество материала на единицу длины. Когда операторы пытаются восстановить размер, изменяя только одну сторону линии, результат может выглядеть лучше в течение короткого времени, но состояние сопряжения часто становится хуже.
Более подробное объяснение этого механизма, включая то, как работает коэффициент заимствования и почему важен согласованный контроль, вы найдете в нашем руководстве [синхронизация производительности экструдера и скорости перетяжки].
4.2 Нестабильность выходного сигнала
Даже если целевые настройки верны, нестабильный вывод все равно может привести к смещению размеров.
Это может происходить из-за несогласованности подачи, перекрытия, проблем с состоянием горла, изменения насыпной плотности материала, нестабильности температуры расплава или колебаний подачи шнека. В этих случаях линия может быть не совсем “неправильной” по настройке, но количество материала, поступающего в фильеру, уже недостаточно стабильно для поддержания устойчивой геометрии.
Вот почему на некоторых линиях наблюдаются колебания размеров даже при неизменных настройках тянущего устройства. Тянущее устройство реагирует на поток продукции, который больше не является постоянным.
Если предполагаемой причиной является нестабильность питания, см. [Почему мой экструдер не подается?] для пошаговой диагностики.
4.3 Охлаждение или нестабильность калибровки
Линия также может дрейфовать в размерах, поскольку стабилизация ниже по течению перестает быть повторяемой.
На трубопроводных линиях изменения калибровки вакуума, несоответствие охлаждения или нестабильная нагрузка могут повлиять на конечную форму и размеры. На профильных линиях дисбаланс охлаждения или изменение условий поддержки могут заставить профиль вести себя по-другому даже в том случае, если подача на входной линии выглядит нормально.
Подобные проблемы часто возникают после изменения скорости, во время длительных перегонов или когда операторы пытаются увеличить производительность, не давая нисходящей секции достаточно времени для стабилизации.
4.4 Проблемы с распределением потока
Не все проблемы с размерами вызваны несоответствием управления.
Неравномерное распределение потока, загрязнения в фильере, износ или дисбаланс геометрии - все это может создавать локальные различия в толщине или повторяющиеся отклонения в размерах. Если одна сторона профиля постоянно тяжелее или одна часть стенки постоянно отличается по размерам от остальных, проблема может заключаться вовсе не в общем несовпадении линий. Это может быть проблема распределения потока.
Здесь поиск неисправностей должен быть честным. Некоторые проблемы с размерами связаны с согласованием линий. Другие возникают из-за состояния оборудования. Правильная диагностика зависит от разделения этих двух факторов.
При подозрении на загрязнение матрицы см. [Черные пятна и загрязнения при экструзии]. чтобы изолировать источник перед разборкой.
5. Как быстро исправить ситуацию
Коррекция должна восстановить равновесие, а не просто временно вернуть симптом в состояние толерантности.
Как только закономерность станет ясна, корректирующие действия должны быть направлены на восстановление стабильного состояния совпадения. Цель не в том, чтобы “гнаться за числом” в течение нескольких минут. Цель - вернуть линию в состояние, способное стабильно удерживать размер.
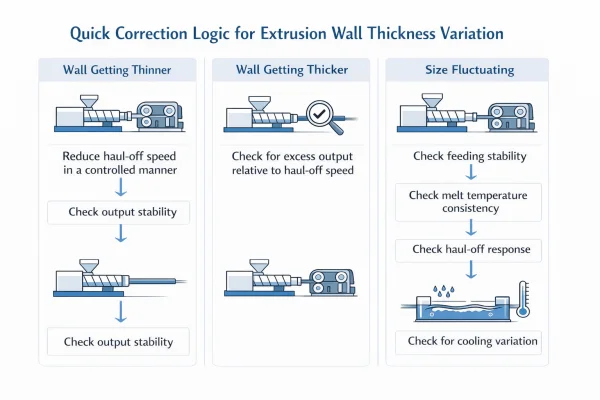
Случай A - стена становится тоньше
Если толщина стенки уменьшается, сначала проверьте, эффективно ли работает отвод, обеспечивая стабильную доставку материала. Проверьте, была ли недавно увеличена скорость линии, стабильна ли производительность и поддерживает ли участок нисходящего потока заданную геометрию продукта.
Типичные действия:
- при подозрении на перегрузку немного уменьшите скорость транспортировки
- убедитесь, что производительность экструдера стабильна, а не просто номинально задана
- избегайте агрессивной коррекции только по одному параметру
- дать время на распространение реакции процесса, прежде чем вносить новое изменение
Распространенная ошибка оператора - реагировать на тонкую стенку путем последовательного выполнения нескольких быстрых коррекций. Это часто приводит к колебаниям, а не к стабильности.
Случай B - Стена становится толще
Если толщина стенки увеличивается, проверьте, не перекармливает ли линия продукт. Возможно, в секцию формования поступает слишком много материала для текущей скорости съема.
Типичные действия:
- проверьте, не слишком ли высока производительность по отношению к скорости транспортировки
- проверьте, увеличилась ли нагрузка при калибровке или определении размеров
- увеличивать удаление воды вниз по течению только контролируемым способом
- уменьшение избытка материала на единицу длины без перерасхода
Главное - не просто “тянуть быстрее”. Если система уже нестабильна, агрессивное увеличение объемов вывозки может заменить одну проблему другой.
Случай C - размер колеблется вверх и вниз
Если толщина стенки, наружный диаметр или вес измерительного прибора изменяются в обе стороны, а не дрейфуют в одном направлении, то, скорее всего, линия имеет дело с вариациями, а не с фиксированным несоответствием.
Типичные действия:
- проверьте стабильность подачи и поведение бункера
- проверьте постоянство температуры расплава
- проверка стабильности срабатывания оттяжки
- проверьте охлаждение или изменение вакуума
- проанализируйте, не были ли последние изменения внесены слишком быстро, чтобы линия успела стабилизироваться
Колебания размера обычно означают, что процесс еще недостаточно повторяем. В таких случаях правильным действием часто является стабилизация линии перед тем, как начать выпуск продукции.
Практическое правило для всех трех случаев простое: скоординированная коррекция всегда лучше, чем изолированная погоня за параметрами.
6. Когда это действительно большая системная проблема
Если несколько симптомов проявляются вместе, проблема обычно носит системный характер.
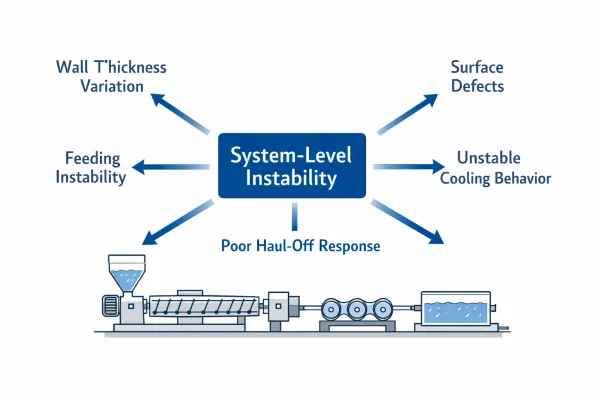
Дрейф размеров иногда выглядит как проблема с размерами, но на самом деле он является частью более широкой картины нестабильности. Если изменение толщины стенки проявляется вместе с проблемами подачи, дефектами поверхности, нестабильным охлаждением, плохой реакцией съемника или симптомами загрязнения, то реальная проблема, скорее всего, больше, чем просто толщина стенки.
В таких случаях оператору следует перестать рассматривать размерный симптом как изолированную проблему и вернуться к более широкому пути диагностики. Начните с общего устранение неисправностей при экструзии пластмасс и затем систематически сужайте круг проблем, исходя из этого.
Это особенно важно, когда линия демонстрирует более одного режима отказа одновременно. Линия с нестабильной подачей, нестабильными размерами и видимыми дефектами поверхности - это не три отдельные проблемы. Обычно это одна система, которая потеряла стабильность сразу в нескольких местах.
Это различие экономит время. Это позволяет операторам не тратить час на точную настройку толщины стенки, когда реальная проблема заключается в несоответствии или нестабильности потока выше по течению, которые не были устранены.
7. Как уменьшить количество повторных случаев
Стабильное производство обеспечивается повторяющимися условиями, а не повторяющимися исправлениями.
После устранения дрейфа габаритов следующий вопрос должен заключаться в том, почему линия стала уязвимой в первую очередь. Ответ обычно не заключается в том, что “оператор недостаточно быстро отреагировал”. В большинстве случаев повторяющиеся проблемы с размерами возникают потому, что сами условия эксплуатации недостаточно повторяемы.
Несколько практических привычек значительно сокращают количество повторных случаев:
- отслеживайте тенденции, а не только одномоментные показания
- избежать корректировки размеров путем многократного изменения только одного параметра
- постоянный контроль стабильности подачи и охлаждения в нижнем течении
- стандартизировать стабилизацию запуска перед увеличением скорости производства
- зафиксируйте, какие условия существовали до появления дрейфа
Именно здесь поиск и устранение неисправностей начинают соединяться с профилактической работой. Линия, которая постоянно выходит за пределы измерений, обычно говорит о том, что ее нормальное рабочее окно еще недостаточно хорошо стабилизировано.
Для долгосрочной профилактики подключите его к вашему [контрольный список профилактического обслуживания] и эксплуатационной дисциплины, а не полагаться только на повторное тушение пожара.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Q1: Что приводит к уменьшению толщины стенок во время экструзии?
О: Наиболее распространенной причиной является перетяжка - тянущее устройство вытягивает продукт быстрее, чем экструдер может обеспечить стабильную подачу материала. Это может произойти после увеличения скорости линии, когда производительность экструдера падает из-за изменения подачи или температуры, или когда скорость перетяжки увеличивается незаметно для оператора. В результате на единицу длины приходится меньше материала, что проявляется в виде более тонких стенок.
Q2: Как узнать, не переполнена ли моя экструзионная линия?
Проверьте, имеют ли тенденцию к снижению толщина стенки и вес метра. Если продукт одновременно становится тоньше и легче, то, скорее всего, линия находится в состоянии перетяжки - тяга удаляет продукт быстрее, чем экструдер подает материал. Убедитесь в этом, временно немного снизив скорость перетяжки: если стенка сразу же начнет восстанавливаться, значит, причиной была перетяжка.
Q3: Почему размер колеблется, хотя я не менял никаких настроек?
Потому что настройки - не единственная переменная. Насыпная плотность материала может меняться между партиями, температура расплава может изменяться в зависимости от условий окружающей среды и реакции нагревателя бочки, подача может стать непоследовательной из-за образования перемычек или поведения бункера, а температура охлаждающей воды может меняться. Все это влияет на фактическое состояние процесса, даже если уставки остаются неизменными.
Q4: Нужно ли регулировать скорость протяжки или скорость вращения шнека, чтобы исправить толщину стенки?
Это зависит от того, какая сторона вызывает дисбаланс. Если производительность стабильна, но тяга происходит слишком быстро, уменьшите скорость тяги. Если оттяжка настроена правильно, но экструдер не выдает достаточно материала, увеличьте скорость шнека или выясните, что ограничивает выход. Главное - сначала определить нестабильную сторону, а затем исправить ее, а не регулировать тот параметр, который ближе всего.
Q5: Когда следует прекратить поиск толщины стенки и посмотреть на всю линию?
Если проблемы с размерами проявляются вместе с другими симптомами - нестабильностью подачи, дефектами поверхности, несоответствием температуры или проблемами с охлаждением, - проблема обычно носит системный характер. Перестаньте рассматривать толщину стенки как изолированную проблему и перейдите к более широкому диагностическому подходу. Одиночный симптом можно устранить локально; несколько одновременных симптомов обычно указывают на то, что линия потеряла стабильность на более глубоком уровне.
Нужна помощь в диагностике вашей линии?
Сообщите нам тип вашего изделия, целевую толщину или размер стенок, характер колебаний и время возникновения проблемы в процессе производства. Мы поможем вам определить, в чем заключается основная проблема - в несоответствии производительности, поведении при транспортировке, нестабильности охлаждения или в более широкой проблеме управления линией.
Изучить темы
Фильтр по характеристикам
ABS (1) Послепродажная поддержка (1) Черные пятна (2) Экструзионные фильеры (1) проблемы с кормлением (1) Намерение: Основы (10) Намерение: Контроль (3) Намерение: Техническое обслуживание (6) PA (1) ПК (1) PE (1) ПММА (1) PP (1) покупка (1) ПВХ (1) Устранение неполадок (5) изменение толщины стенки (2)
У вас есть технические вопросы?
Наша команда инженеров готова помочь вам с выбором процесса экструзии или конфигурации машины.

Джейсон Шен
Джейсон - основатель компании Jinxin Extruder и инженер-ветеран с более чем 20-летним практическим опытом работы с пластиковым оборудованием.
Начав свою карьеру в цеху, он освоил все технические детали - от электропроводки до устранения сложных неисправностей.
Сегодня он лично контролирует окончательные проверки, гарантируя, что каждая машина создана с учетом глубоких технических знаний и проверенной на практике надежности.
Дальнейшее чтение
Котировка экструзионной линии: Что входит в комплект и что нужно проверить перед покупкой
Сравниваете расценки на экструзионные линии? Воспользуйтесь этим контрольным перечнем объемов поставок, чтобы узнать, что в них входит, что обычно исключается, и...Экструзионный ситоизмельчитель и фильтрация расплава: Как уменьшить загрязнение и колебания давления
Практическое руководство по устройствам смены сит в экструзии пластмасс - как фильтрация расплава контролирует загрязнение, почему смена сит вызывает давление...




