
Почему мой экструдер не подается? Распространенные причины и способы их устранения
Lede
Когда Экструдер не подается, Естественная реакция - увеличить скорость шнека, повысить температуру бочки или попытаться прогнать материал. В большинстве случаев это усугубляет проблему.
Если шнек вращается, но материал продвигается мало или вообще не продвигается, реальная проблема, как правило, заключается не в недостатке усилия. Дело в том, что нормальный процесс транспортировки твердых материалов нарушился где-то между бункером и секцией подачи.
Именно поэтому экструдер не подается Проблемы следует диагностировать по порядку, а не по догадкам. Начните с внешней части машины, затем двигайтесь вглубь: сначала бункер, затем загрузочная горловина, затем материал, затем механические причины.
В этой статье вы узнаете:
- Как на самом деле выглядит отказ питания и чем он отличается от низкой производительности или скачков напряжения
- Как убедиться в том, что это действительно проблема с питанием, прежде чем трогать какие-либо настройки
- Три внешних проверки бункера, которые исключают самые простые причины менее чем за минуту
- Почему перегрев горловины кормушки является самой распространенной причиной неудачного кормления - и как это подтвердить
- Как свойства материала - влажность, форма, добавки - могут сделать правильно работающий винт неспособным тянуть
- Когда следует подозревать механический износ, а не проблему с процессом или материалом
- Что никогда не следует делать, если экструдер не подает материал
- Повторяющаяся последовательность диагностики и профилактические привычки, которые уменьшают количество отказов при кормлении
1. Как на самом деле выглядит сообщение “Экструдер не подается”
Прежде чем приступить к устранению неполадок, необходимо четко сформулировать проблему.
На практике операторы могут описывать один и тот же вопрос по-разному:
- Винт вращается, но расплав не выходит
- слабый или прерывистый выход
- машина запускается, затем теряет подачу
- винт вращается без натяжения материала
- экструдер “работает вхолостую”
Все эти симптомы указывают на одно основное условие: материал не поступает или не перемещается через секцию подачи должным образом.
Настоящая проблема с питанием часто проявляется вместе с низкой или нестабильной производительностью, падением давления расплава, снижением нагрузки на двигатель, скачкообразной разгрузкой или бункером, который выглядит полным сверху, в то время как горловина под ним на самом деле голодна.
Это различие имеет значение. Если проблема действительно заключается в сбое подачи, регулировка температуры фильеры или скорости протяжки не поможет. Первопричина находится выше по течению - в бункере, горловине подачи или в самом материале, - и именно с нее следует начинать диагностику.
Правильное разграничение позволяет сэкономить время. Если производительность есть, но низкая, или давление расплава высокое, а не низкое, проблема может заключаться в ограничении на выходе, а не в сбое подачи. Сначала проверьте производительность, давление расплава и нагрузку на двигатель. Убедитесь, что проблема действительно в том, что материал не поступает в шнек, а не в том, что что-то блокирует выход.
2. Начните с внешнего мира: Сначала исключите самые простые причины
Прежде чем предположить, что речь идет о серьезной внутренней проблеме машины, проверьте наиболее очевидные внешние причины. Они ответственны за большую часть сбоев в подаче и требуют меньше минуты для проверки.
2.1 Достаточно ли материала в бункере?
Это звучит просто, но это всегда должно быть первой проверкой. Низкий уровень материала, непостоянное пополнение или прерывание подачи материала вверх по потоку - все это может привести к временному голоданию. При длительных производственных циклах - особенно при использовании непрозрачных бункеров или автоматических загрузчиков - операторы иногда не замечают, что запас материала закончился.
Смотрите не только на верхнюю часть бункера. Убедитесь, что материал действительно поступает в зону выпуска.
2.2 Открыта ли задвижка или запорный клапан?
Если в бункере есть задвижка, запорная пластина или клапан, убедитесь, что они полностью открыты. Во время чистки, смены материала или технического обслуживания эта задвижка закрывается. Частично закрытый затвор может пропускать некоторое количество материала, что может вызвать непонятные симптомы, такие как прерывистая производительность, а не полная остановка.
Не полагайтесь на память. Физически проверьте положение ворот.
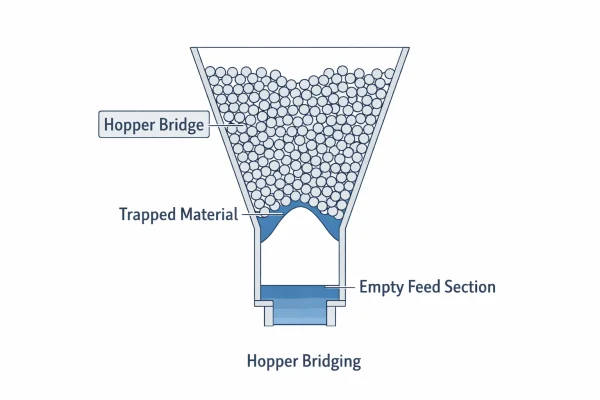
2.3 Стыкуется ли бункер?
Перекрытие бункера - одна из самых распространенных причин прекращения подачи материала экструдером. Материал образует арку или “мост” в конической части бункера, поэтому смола остается в бункере, но не попадает в шнек.
Это особенно характерно для неравномерного измельчения, тонких хлопьев, смесей с большим содержанием порошка, пылевидных материалов и сырья с низкой плотностью.
Типичные признаки включают:
- В бункере появляется материал, но производительность резко падает
- поток возвращается на короткое время после нарушения работы бункера
- подача становится нестабильной при увеличении коэффициента измельчения
- голодание происходит неоднократно, даже если бункер не пуст
Быстрое решение: Разбейте мост вручную с помощью чистого стержня. Не используйте металлические инструменты, которые могут повредить бункер или загрязнить материал.
Долгосрочное исправление: Уменьшите содержание мелких частиц, улучшите консистенцию материала, оптимизируйте геометрию бункера (более крутой угол конуса или большее отверстие горловины) или установите вибратор или мешалку, если это необходимо для конкретного применения.
Что мы видим на производстве: При вводе в эксплуатацию проблемы с перекрытием практически никогда не возникают при использовании свежих первичных окатышей. Они проявляются спустя несколько недель, когда клиент начинает смешивать регринды или переходит на другую геометрию гранул. Если вы планируете регулярно использовать регриндинг, проверьте соотношение смеси в бункере при первоначальной настройке, а не после того, как производственные цели уже достигнуты.
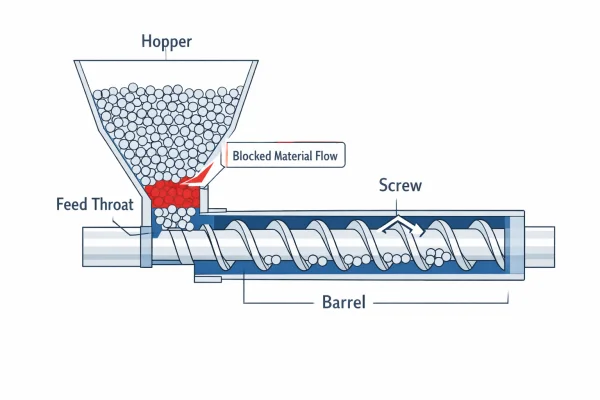
3. Кормовая глотка: Где на самом деле происходит большинство неудач при кормлении
Если бункер не пуст, затвор открыт, а материал не имеет явных засоров, следующим местом, которое следует проверить, является загрузочная горловина - переходная зона, где гранулы падают из бункера в канал шнека. Во многих случаях проблемы возникают при одношнековой экструзии, Это самая важная зона.
Секция подачи работает правильно только тогда, когда гранулы остаются в твердом состоянии достаточно долго, чтобы быть захваченными и перемещенными вперед шнеком. Одношнековые экструдеры транспортируют материал за счет трения: шнек опирается на разницу в трении между гранулами и стенками ствола и гранулами и корнем шнека. Этот механизм фрикционного сопротивления лежит в основе одношнековой транспортировки твердых материалов - для подробного технического описания см. это исследование в открытом доступе, посвященное поведению твердых материалов при транспортировке в одношнековых экструдерах. Если материал размягчается слишком рано, этот механизм трения разрушается - гранулы перестают вести себя как свободно текущее твердое вещество и начинают слипаться.
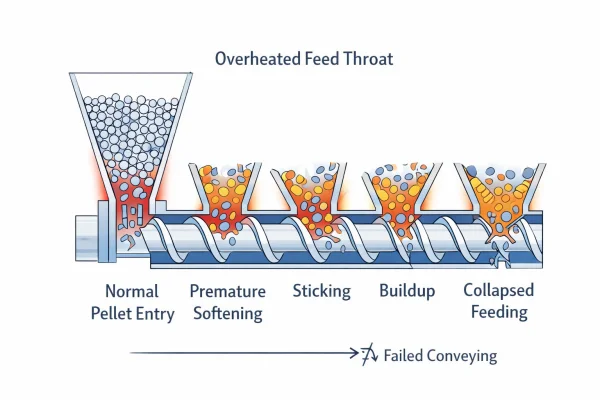
3.1 Перегревается ли горловина подачи?
Это одна из самых распространенных и не замечаемых причин отсутствия кормления.
Загрузочная горловина - это единственная часть ствола экструдера, которая требует активное охлаждение. Она предназначена для того, чтобы оставаться достаточно холодной, чтобы гранулы оставались твердыми при входе в шнек. Если охлаждающая вода недостаточна, заблокирована, слишком теплая или нестабильна, материал может начать размягчаться или частично плавиться в области горла.
Как только это произойдет, кормление может быстро выйти из строя. Механизм прост:
- Материал достигает перегретой горловины или корневой зоны шнека
- Гранулы начинают размягчаться слишком рано
- Размягченный материал прилипает к поверхности металла, а не выталкивается вперед
- Образуется слой полурасплавленного пластика, который эффективно запечатывает отверстие подачи.
- Свежий материал больше не может попадать внутрь - шнек вращается, но эффективная транспортировка разрушается
Часто это выглядит следующим образом: экструдер подает нормально при запуске, затем постепенно глохнет; подача становится нестабильной при длительной работе; перезапуск после короткой остановки затруднен; повышение температуры усугубляет проблему, а не улучшает ее.
Если причина в этом, первое действие - не повышать температуру. Необходимо немедленно проверить систему охлаждения горла.
К распространенным неисправностям системы охлаждения относятся:
- Клапан подачи охлаждающей воды частично закрыт или случайно перекрыт
- Скопление накипи или водорослей в каналах охлаждающей воды (особенно часто встречается летом или в регионах с жесткой водой)
- Отказ насоса охлаждающей воды или снижение расхода из общей системы
- Неисправность термостата или электромагнитного клапана
Распространенной ошибкой является предположение, что “подключен к воде” означает “работает охлаждение”. Это не одно и то же. Проверьте фактическую скорость потока воды, состояние шланга, температуру воды на входе и то, действительно ли охлаждение достигает корпуса горловины.
Что мы проверяем во время FAT: Перед каждой поставкой мы проверяем расход и температуру охлаждающей жидкости в подающей горловине во время производственного испытания с полной нагрузкой. Мы фиксируем базовую температуру и расход охлаждающей воды в наборе параметров, поставляемых вместе с линией. Если спустя несколько месяцев охлаждение горловины выйдет из строя, заказчик может сравнить текущие условия с этими задокументированными значениями и быстро определить отклонение.
3.2 Физически ли заблокирована кормовая горловина?
Реже, чем перегрев, но проверить стоит: физическое препятствие в отверстии подачи.
Горловина может быть заблокирована разложившимся материалом предыдущего цикла, карбонизированными комками, посторонними загрязнениями, уплотненными частицами, остатками продувочного материала или металлическими фрагментами.
Если есть физическая блокировка, не продолжайте форсировать машину. Безопасно выключите машину, охладите ее в соответствии с процедурой и осмотрите участок должным образом. Повторные попытки пробиться через засор часто затрудняют очистку и повышают риск повреждения.
Установка магнитной ловушки над загрузочной горловиной - хорошая профилактическая мера против металлических загрязнений.
При очистке старого налета или остатков продувки см. [Как правильно очистить шнек и ствол экструдера]..
4. Когда проблема в материале, а не в машине
Если бункер и горловина чистые, а охлаждение в норме, проблема может быть вовсе не механической. Возможно, дело в материале.
4.1 Материал слишком влажный?
Влажный материал не всегда приводит к полному отсутствию подачи, но он абсолютно точно может способствовать нестабильной подаче, всплытию, налипанию и плохому поведению конвейера - особенно при работе с чувствительными к влаге смолами.
Влага на поверхности окатышей снижает эффективное трение между окатышами и металлом. При экструзии влага может вызвать не только дефекты поверхности. Она также может изменить поведение материала на участке подачи, особенно если смола должна быть высушена, но поступает в машину в несоответствующем состоянии.
Это более вероятно, когда:
- гигроскопичность смолы (ПК, ПММА, нейлон, ТПУ)
- условия сушки нестабильны или время сушки слишком мало
- после сушки материал подвергается воздействию окружающего воздуха
- измельчение смешивается без контроля влажности
Если материал требует сушки, не относитесь к этому как к незначительной проблеме качества. Это часть стабильного управления процессом. Практический обзор параметров сушки, включая температуру, поток воздуха, точку росы и время, см. Основы сушки смолы от Plastics Technology.
Когда проблема заключается в материале, а не в машине: Клиент, работающий с полиэтиленовыми трубами, сообщил о периодических сбоях в подаче материала каждое утро во время сезона муссонов. Экструдер был в порядке. Проблема заключалась в том, что за ночь гранулы в открытом бункере впитывали достаточно влаги из влажного воздуха, чтобы снизить трение на участке подачи. Решение было простым: накрыть бункер и предварительно высушить материал перед утренней сменой. Механический ремонт не потребовался.
Более подробное объяснение см. [Почему сушка смолы имеет значение].
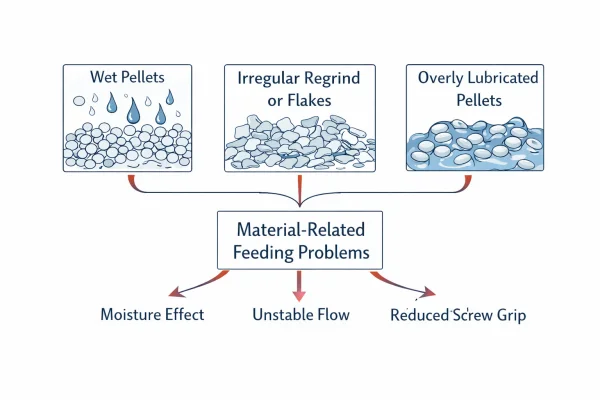
4.2 Сложно ли передать форму материала?
Одношнековые экструдеры работают лучше всего, когда форма материала соответствует той, на которую рассчитаны шнек и система бункеров. Подающая часть шнека геометрически рассчитана на определенный диапазон размеров и форм гранул.
Проблемы становятся более вероятными при переходе от стандартных цилиндрических гранул к цилиндрическим:
- Пушистая перемолка или крупные неравномерные куски
- Очень легкие хлопья пленки с низкой насыпной плотностью
- Смеси с высоким содержанием порошка, которые аэрируются, а не стекают
- Переработанное сырье смешанного размера
Такое сырье может падать неравномерно, уплотняться неравномерно или образовывать стабильный твердый слой в канале шнека. Экструдер может продолжать работать, но подача становится нестабильной и гораздо более чувствительной к небольшим изменениям.
Фикс: Для периодического повторного измельчения смешивание с первичными гранулами (обычно 70/30 или 80/20) часто восстанавливает стабильную подачу. Для постоянного перехода на порошок или хлопья может потребоваться изменение геометрии шнека - более глубокая подающая секция или рифленая облицовка подающего барабана. Проконсультируйтесь с поставщиком оборудования, прежде чем вносить такие изменения.
4.3 Не слишком ли скользкий материал?
Одношнековая подача зависит от баланса трения. Если материал содержит избыточное количество внешней смазки (воски, стеараты), имеет необычное состояние поверхности или слишком скользкий в зоне подачи, шнек может вращаться, не обеспечивая сильного поступательного движения.
Это случается реже, чем образование мостиков или перегрев горла, но все же случается - особенно после изменения рецептуры.
Полезная подсказка: Материал вроде бы поступает в шнек, но выход остается слабым и нестабильным без явного засорения. Гранулы могут выглядеть маслянистыми или восковыми на поверхности.
Фикс: Пересмотрите рецептуру. По возможности уменьшите дозировку внешнего смазочного материала. Если материал приобретен в готовом виде, свяжитесь с поставщиком - возможно, проблема заключается в изменении партии.
5. Когда следует заподозрить проблемы с винтом или механической частью
Механические причины должны быть рассмотрены, но не слишком рано. Их часто обвиняют до того, как будут должным образом проверены более простые причины.
5.1 Изношен ли винт?
Изношенный шнек может потерять способность захватывать, уплотнять и эффективно перемещать материал. За тысячи часов работы абразивные материалы (стеклонаполненные компаунды, ПВХ с минеральным наполнителем, переработанные материалы с загрязнениями) постепенно изнашивают лопасти шнека. По мере уменьшения наружного диаметра витков зазор между витками и стенками ствола увеличивается, и материал, который должен проталкиваться вперед, вместо этого просачивается назад по виткам.
Износ шнека обычно вызывает постепенное снижение, а не внезапное прекращение подачи. Это важное различие.
Признаки, указывающие на износ, включают в себя:
- пропускная способность снижается с течением времени
- машину стало труднее стабильно запускать
- небольшие колебания материала вызывают более значительные изменения производительности, чем раньше
- сила тока двигателя ниже, чем в прошлом при одинаковом числе оборотов.
- линия, используемая для более легкой обработки одного и того же материала
Что делать: Измерьте наружный диаметр вылета винта и внутренний диаметр отверстия ствола. Сравните с оригинальными техническими характеристиками (они должны быть задокументированы в документации на оборудование). Если зазор превышает рекомендованный производителем предел, необходима замена винта и/или ствола.
Механический износ - это медленный процесс. Если сбой в подаче возникает внезапно на линии, которая еще вчера работала нормально, износ почти наверняка не является причиной. Сначала посмотрите на более простые объяснения.
5.2 Есть ли несоответствие между винтом и материалом?
Иногда шнек не поврежден. Он просто плохо соответствует используемому сырью.
Шнек, предназначенный для работы с обычными гранулами, может испытывать трудности при работе с материалом с очень низкой насыпной плотностью, составами, содержащими порошок, или нерегулярным поступлением вторичного сырья. В этом случае проблема заключается не в ошибке оператора. Дело в том, что геометрия шнека больше не соответствует поведению материала.
Это следует заподозрить, когда:
- Проблемы с подачей начались после смены типа материала
- машина хорошо обрабатывает некоторые материалы, но не другие
- проверки бункера и горловины в норме, но транспортировка по-прежнему нестабильна
- процесс работает только после чрезмерного ручного вмешательства
В этот момент может потребоваться пересмотреть конструкцию шнека с производителем оборудования или инженером-технологом.
6. Чего не следует делать
Когда экструдер не подает материал, несколько распространенных реакций ухудшают ситуацию вместо того, чтобы улучшать ее.
Не увеличивайте температуру бочки вслепую. Если проблема заключается в раннем размягчении горла, большее количество тепла увеличивает прилипание и еще больше снижает подачу.
Не увеличивайте скорость вращения шнека. Винт, испытывающий голодание, не становится здоровым только потому, что вращается быстрее. В некоторых случаях повышение скорости ухудшает нестабильность.
Не думайте, что основной проблемой является штамп или нижний участок. Если шнек неправильно принимает материал, последующие регулировки лишь отвлекают от истинной причины.
Не переходите сразу к фразе “винт плохой”.” Такой вывод часто оказывается дорогостоящим и зачастую преждевременным. Сначала исключите проблемы с бункером, горловиной и материалом.
7. Практическая последовательность устранения неполадок
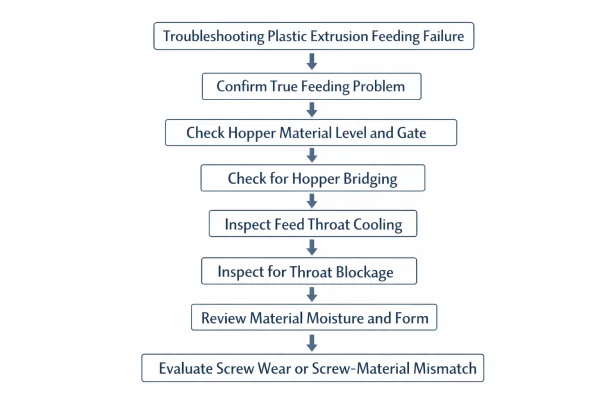
Если экструдер не подается, используйте этот порядок:
Шаг 1: Убедитесь, что это действительно проблема с кормлением. Проверьте производительность, давление расплава и нагрузку на двигатель. Убедитесь, что это не связано с ограничением потока.
Шаг 2: Проверьте основы бункера. Проверьте уровень материала, положение затвора и наличие перемычек.
Шаг 3: Проверьте горловину подачи. Сосредоточьтесь на охлаждении, смягчении, застревании и физической блокировке.
Шаг 4: Проверьте материал. Проанализируйте влажность, степень измельчения, содержание мелких частиц, форму материала и свойства поверхности.
Шаг 5: Проверьте механическую часть. Только после этих действий следует переходить к изучению износа винта, истории засорения или несоответствия винта материалу.
Этот порядок практичен, поскольку начинается с наиболее распространенных и легко устранимых причин. На каждом этапе, если ответ положительный, исправьте его и протестируйте. Если нет, переходите к следующему шагу. Не переходите к следующему шагу.
8. Как предотвратить проблемы с кормлением до того, как они остановят производство
Лучший способ уменьшить количество отказов при кормлении - рассматривать их как системную проблему, а не как случайное невезение.
Полезные профилактические меры включают:
- Контролируйте эффективность охлаждения подающей горловины в рамках ежедневной проверки запуска - проверяйте поток воды, а не только подключение. [Ежедневный, еженедельный и ежемесячный контрольный список технического обслуживания экструзионных машин].
- Содержите бункер и горловину в чистоте; проверяйте после каждой смены материала
- Уменьшение количества мелких фракций в регринде перед смешиванием
- Строго контролируйте сушку смолы для гигроскопичных материалов - относитесь к этому как к контролю процесса, а не как к предпочтению качества
- Запишите, какие материалы склонны к образованию мостов или всплесков, и в каких соотношениях.
- Отслеживайте постепенное снижение производительности, которое может указывать на износ
- Избегайте неконтролируемых изменений соотношения измельчения или формы материала в процессе производства
Линия, которая иногда не подается, обычно имеет повторяющуюся причину. Проблема часто заключается в том, что никто не документировал условия достаточно четко, чтобы увидеть закономерность.
То, что мы рекомендуем всем новым клиентам: Во время ввода в эксплуатацию мы регистрируем полный набор исходных параметров, включая температуру охлаждающей воды в горловине, расход и силу тока двигателя в установившемся режиме. Эти показатели становятся точкой отсчета. Когда спустя несколько месяцев возникают проблемы с подачей, сравнение текущих условий с базовыми показателями обычно позволяет выявить отклонение в течение нескольких минут.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Q1: Почему мой шнек экструдера вращается, но не вытягивает материал?
Наиболее распространенными причинами являются засорение бункера, перегрев загрузочной горловины, засорение горловины, влажный или несовместимый материал или плохое соответствие шнека материалу. Прежде чем предполагать внутреннюю механическую неисправность, проверьте бункер и загрузочную горловину.
Вопрос 2: Может ли температура загрузочной горловины остановить подачу экструдера?
Да. Если горловина подачи слишком сильно нагревается, гранулы могут размягчиться слишком рано и прилипнуть вместо того, чтобы свободно двигаться в шнек. Это одна из самых распространенных и наиболее часто игнорируемых причин отказа подачи.
Q3: Может ли влажный пластик вызвать проблемы с подачей экструзии?
Да. Влажный материал может привести к нестабильной транспортировке, всплытию, прилипанию и нестабильной обработке, особенно при работе с чувствительными к влаге смолами, такими как ПК, ПММА, нейлон и ТПУ.
Вопрос 4: Нужно ли увеличивать скорость вращения шнека, если экструдер не подает материал?
Обычно нет. Если материал поступает или транспортируется неправильно, увеличение скорости шнека часто ухудшает нестабильность, а не устраняет основную причину.
Q5: Когда следует подозревать износ винта?
Подозревайте износ шнека, если его производительность постепенно снижается с течением времени, особенно при работе с абразивными или загрязненными материалами. Внезапный отказ подачи чаще всего вызван проблемами с бункером, горловиной или материалом.
Нужна помощь в диагностике вашей линии?
Если вы выполнили эту последовательность действий, а проблема с питанием не исчезла, возможно, дело в более глубоком процессе или несоответствии оборудования, которое требует практического изучения. Опишите основной симптом, время его появления и какие проверки вы уже выполнили. Мы поможем вам выявить причину и определить правильный путь исправления.
Если линия демонстрирует более широкую нестабильность, чем просто кормление, см. [Устранение неполадок при экструзии пластмасс: как быстро диагностировать проблемы с линией].
Изучить темы
Фильтр по характеристикам
ABS (1) Послепродажная поддержка (1) Черные пятна (2) Экструзионные фильеры (1) проблемы с кормлением (1) Намерение: Основы (10) Намерение: Контроль (3) Намерение: Техническое обслуживание (6) PA (1) ПК (1) PE (1) ПММА (1) PP (1) покупка (1) ПВХ (1) Устранение неполадок (5) изменение толщины стенки (2)
У вас есть технические вопросы?
Наша команда инженеров готова помочь вам с выбором процесса экструзии или конфигурации машины.

Джейсон Шен
Джейсон - основатель компании Jinxin Extruder и инженер-ветеран с более чем 20-летним практическим опытом работы с пластиковым оборудованием.
Начав свою карьеру в цеху, он освоил все технические детали - от электропроводки до устранения сложных неисправностей.
Сегодня он лично контролирует окончательные проверки, гарантируя, что каждая машина создана с учетом глубоких технических знаний и проверенной на практике надежности.
Дальнейшее чтение
Котировка экструзионной линии: Что входит в комплект и что нужно проверить перед покупкой
Сравниваете расценки на экструзионные линии? Воспользуйтесь этим контрольным перечнем объемов поставок, чтобы узнать, что в них входит, что обычно исключается, и...Экструзионный ситоизмельчитель и фильтрация расплава: Как уменьшить загрязнение и колебания давления
Практическое руководство по устройствам смены сит в экструзии пластмасс - как фильтрация расплава контролирует загрязнение, почему смена сит вызывает давление...




