
Черные вкрапления в экструзии: Как отследить реальный источник
Lede
Черные вкрапления в экструзионных изделиях - одна из самых распространенных - и наиболее неправильно диагностируемых - проблем качества на линии экструзии пластмасс.
Когда в продукте появляются темные частицы, подгоревшие пятна или посторонние загрязнения, первая реакция большинства производственных цехов предсказуема: повышение температуры, чтобы вытеснить остатки материала, агрессивная очистка компаундом или остановка линии для полного демонтажа. Иногда все три действия происходят в течение одной смены.
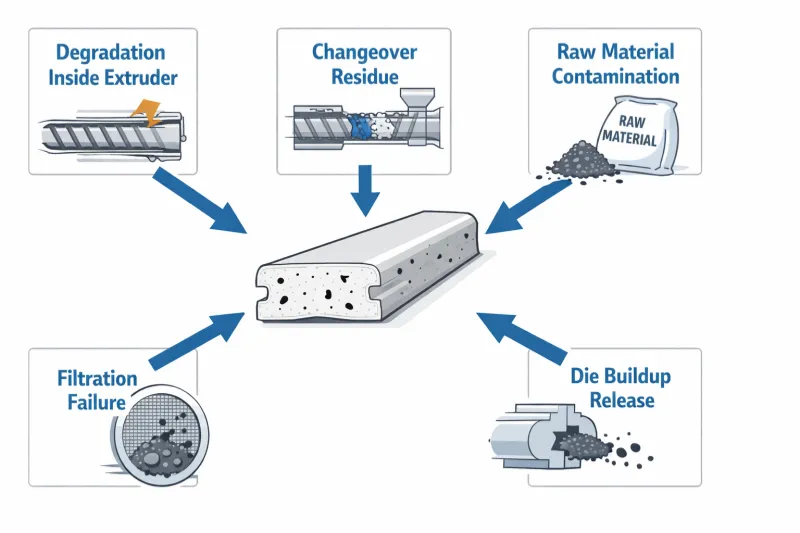
Проблема в том, что черные вкрапления - это не одна проблема. Один и тот же визуальный дефект - темные частицы, вкрапленные в продукт, - может происходить из совершенно разных источников:
- Разлагающийся и карбонизированный материал, образующийся в экструдере
- Остатки материала, оставшиеся после смены цвета или материала
- Посторонние загрязнения, попавшие в сырье, измельчение или систему транспортировки
- Неисправность фильтрации, позволяющая частицам беспрепятственно проходить через него
- Накапливающиеся отложения внутри фильеры или проточного канала, которые периодически высвобождаются
Каждый источник работает по своему механизму. Каждый из них требует различных корректирующих действий. И каждый оставляет свой диагностический след - если вы знаете, что искать.
Полная разборка машины решает все эти проблемы сразу, но при этом требует больше всего времени, потерь в производстве и трудозатрат. Во многих случаях источник загрязнения можно было бы выявить и устранить, вообще не останавливая линию.
В этой статье вы узнаете:
- Почему черные вкрапления в экструзии следует классифицировать по рисунку, прежде чем предпринимать какие-либо корректирующие действия
- Как использовать метод изоляции для отделения внутренней деградации от внешнего загрязнения
- Четыре наиболее распространенных источника загрязнения и то, как каждый из них выглядит на практике
- Какие недорогие проверки необходимо провести перед отключением линии
- Диагностическая таблица с быстрыми ссылками, позволяющая сопоставить характер загрязнения с вероятными источниками
- Как эта статья связана с более широкой [поиск и устранение неисправностей при экструзии пластмасс]. основа
Самый быстрый способ решить проблему черных пятен - это не чистить все подряд, а определить, откуда, скорее всего, исходит загрязнение.
1. Сначала прочитайте схему: Случайный, повторяющийся или связанный с партией?
Прежде чем открывать двери или планировать отключение, первым диагностическим шагом должно быть определение того, как появляются черные вкрапления, а не только их наличие.
Сама по себе модель возникновения является диагностической информацией. Она разделяет причины быстрее, чем любая отдельная точка проверки.
Задайте эти вопросы, прежде чем трогать любые настройки:
- Являются ли пятна непрерывными, или они появляются и исчезают?
- Являются ли они совершенно случайными или повторяются с определенным интервалом?
- Запускаются ли они сразу при запуске или только после некоторого времени работы?
- Связаны ли они с конкретной партией материала или появляются независимо от источника материала?
- Становятся ли они хуже при более высокой скорости линии или остаются такими же?
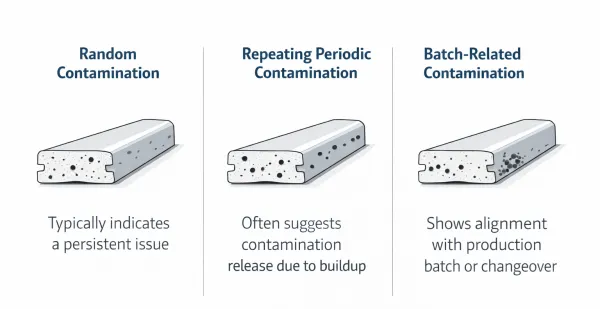
Ответы обычно указывают на один из трех типов шаблонов:
Случайное загрязнение
Пятна появляются без четкого цикла или времени. Одни изделия чистые, другие - нет. Такая картина больше соответствует внешнему загрязнению - инородным частицам из сырья, повторного измельчения, обработки или транспортировки - или небольшим количествам остаточного материала, непредсказуемо высвобождающегося из скрытых зон удержания.
Повторяющиеся или периодические загрязнения
Пятна появляются примерно через равные промежутки времени или постоянно увеличиваются с течением времени работы. Такая картина указывает скорее на накопление матрицы, высвобождающейся во время циклов, накопление мертвых точек внутри проточной части или прогрессирующую деградацию в результате длительного теплового воздействия.
Загрязнения, связанные с партиями
Пятна появляются только при использовании определенной партии материала, определенной партии повторного измельчения или после определенной переналадки. При изменении источника материала загрязнение меняется вместе с ним. Такая картина наиболее соответствует загрязнению сырья или неполной очистке после изменения цвета или рецептуры.
Что в первую очередь замечают опытные операторы: Если черные вкрапления всегда появляются в течение первых 30 минут после запуска, а затем постепенно уменьшаются, наиболее вероятным направлением является сохранившийся деградированный материал, а не загрязнение входящего сырья. Если пятна внезапно появляются в середине работы и соотносятся с новым мешком или партией повторного измельчения, загрязнение при обработке материала становится главным в списке. Схема подскажет вам, где искать, прежде чем что-то открывать.
Эти три категории не охватывают все случаи в полной мере. Но они значительно сужают область диагностики - и наблюдение за ними ничего не стоит.
Прежде чем решить, где проводить очистку, сначала определите, какой вид загрязнения вы наблюдаете на самом деле.
2. Черные вкрапления в экструзии: Как определить источник, прежде чем разрывать линию
Это основной метод статьи. Цель не в том, чтобы перечислить все возможные причины, а в том, чтобы дать операторам структурированную последовательность действий, которая шаг за шагом снижает неопределенность - прежде чем приступить к дорогостоящему вмешательству.
Принцип прост: изолировать перед демонтажем. Сначала недорогое наблюдение, потом дорогостоящая разборка.
Шаг 1: Зафиксируйте картину загрязнения
Прежде чем делать что-либо еще, задокументируйте увиденное:
- Когда впервые появились черные крапинки? (время, сдвиг, дата)
- Являются ли они постоянными или прерывистыми?
- Связаны ли они с запуском, устойчивой работой, переключением или изменением скорости?
- Они появляются во всех выходных данных или только в определенных тиражах или партиях?
Это занимает пять минут. Это предотвращает самую распространенную диагностическую ошибку: рассматривать проблему, связанную с конкретной деталью, как проблему общей чистоты машины.
Шаг 2: Отделите внутреннюю генерацию от внешнего внедрения
Это самая важная развилка на пути диагностики.
Признаки, указывающие на внутреннюю генерацию:
- Загрязнение увеличивается с увеличением времени работы или после длительных остановок
- Пятна выглядят как темные, обугленные или сгоревшие частицы
- Проблема сохраняется даже после перехода на чистый первичный материал
- Хуже после запуска или периодов удержания на низкой скорости
Признаки, указывающие на внешнее внедрение:
- Загрязнение соотносится с конкретной партией, мешком или партией повторного измельчения
- Проблема меняется при изменении источника материала
- К частицам относятся непластичные инородные частицы (волокна, пыль, металлические хлопья)
- Недавно сменили поставщика, степень измельчения или систему транспортировки
Правильная установка вилки позволяет избежать самого дорогостоящего ошибочного диагноза: разрушения экструдера и фильеры, когда загрязнение никогда не возникало внутри машины.
Шаг 3: Проверьте последние события процесса
Спросите у производственной команды:
- Менялся ли недавно материал или цвет?
- Была ли линия остановлена и вновь запущена? Как долго?
- Был ли недавно заменен экранный блок? Правильно ли он был установлен?
- Была ли введена новая партия регринда?
- Проводилось ли обслуживание или открытие систем транспортировки или сушки, расположенных выше по течению?
В большинстве случаев появление черных пятен коррелирует с определенным событием. Выявление этого события значительно сужает круг источников.
Шаг 4: Проверьте малозатратные контрольные точки перед выключением
Эти проверки можно проводить во время работы линии или во время кратковременного перерыва - полный демонтаж не требуется:
- Сырье и повторное измельчение: Возьмите образец из бункера и визуально осмотрите его. Проверьте на наличие обесцвечивания, посторонних частиц, пыли, фрагментов упаковки.
- Траектория транспортировки: Осмотрите загрузчик, линии передачи и внутреннюю часть бункера на предмет скопления загрязнений или остатков предыдущих материалов.
- Пакет с ситом и фильтр: Проверьте время последней смены экрана. Если используется устройство непрерывной смены экранов, проверьте, продвигался ли экран в последнее время. Обратите внимание, не изменилось ли загрязнение после последней смены экрана.
- Область губ: При наличии безопасного доступа визуально проверьте выход из матрицы на наличие налета, слюны или обесцвеченных отложений на кромке кромки.
- Журнал учета рабочего времени и партий: Перекрестные ссылки на случаи загрязнения с записями партий материалов и историей смены.
- Сравнение запуска и стабильной работы: Обратите внимание, ухудшается ли загрязнение при вводе в эксплуатацию (указывает на сохранившийся деградировавший материал) или остается постоянным (указывает на действующий источник загрязнения).
Шаг 5: Определите масштаб вмешательства
Только после шагов 1-4 вы должны принять решение об уровне вмешательства:
- Если признаки указывают на сырье → измените источник материала или партию повторного помола, соблюдайте
- Если улики указывают на остатки от переключения → целевой цикл очистки, а не полное уничтожение
- Если признаки указывают на фильтрацию → замените сетчатый пакет, проверьте герметичность
- Если есть признаки налипания на матрицу → очистите матрицу и адаптер, проверьте путь потока
- Если есть основания говорить о деградации ствола/винта → график [правильная чистка винтов и стволов]. с полной разборкой
Лучший метод устранения черных вкраплений - это не очистка всей линии, а снижение неопределенности.
3. Когда в процессе работы образуются черные вкрапления
Некоторые черные вкрапления не привносятся извне. Они образуются внутри самого экструдера - в результате деградации, перегрева, чрезмерного времени пребывания или карбонизированного материала, скапливающегося в мертвых зонах на пути потока.
Как это происходит
Пластик, подвергающийся длительному воздействию высокой температуры, начинает разрушаться. Полимерные цепи разрушаются, материал темнеет и в конце концов карбонизируется, образуя твердые темные частицы, которые прилипают к металлическим поверхностям внутри ствола, вылетам винтов, адаптерам или каналам матрицы.
Эти частицы накапливаются постепенно. Затем они высвобождаются - иногда в небольших количествах во время стабильного производства, иногда в больших количествах после нарушения технологического процесса, например, при остановке, изменении скорости или регулировке температуры.
Общие триггеры
- Температура бочки или матрицы выше, чем требуется для материала
- Увеличение времени пребывания на рабочем месте во время низкоскоростных операций или производственных пауз
- Мертвые зоны в конструкции шнека, геометрии адаптера или проточных каналов фильеры, где материал может застаиваться, что позволяет небольшому количеству смолы со временем разлагаться и периодически выделяться в виде черных пятен. Этот механизм хорошо задокументирован в области переработки пластмасс; о том, как застой материала в зонах с отрицательным потоком приводит к периодическому загрязнению, см. этот анализ из журнала Plastics Technology.
- Обработка термочувствительных материалов (ПВХ, ПЭТГ, некоторые виды ТПЭ) без надлежащего температурного контроля
- Запуск или повторный запуск после длительного отключения без надлежащей очистки
Как выглядит этот тип загрязнения
- Темные, обугленные частицы - часто более твердые, чем окружающий материал
- Загрязнение, которое усиливается тем сильнее, чем дольше линия работает без перерыва
- Сильнее проявляется после запуска, особенно если во время остановки линия находилась при температуре
- Появляется даже на чистом, девственном материале - потому что источник уже находится внутри машины
- Иногда концентрируется в определенных зонах поперечного сечения продукта, соответствующих "мертвым зонам" на пути потока
Судебная граница
Не все черные вкрапления являются деградацией. Деградация является основным подозреваемым только в том случае, если характер загрязнения четко коррелирует с историей нагрева - продолжительностью работы, остановками, изменениями температуры или временем пребывания.
Если загрязнение не меняется при смене партий материала, но меняется при изменении температурных условий или продолжительности работы, то деградация должна быть исследована до загрязнения сырья или обработки.
Если загрязнение увеличивается при нагреве, остановке или длительном времени выдержки, деградация часто является более серьезным подозрением, чем загрязнение сырья.
4. Когда проблема заключается в старом материале, все еще скрывающемся в линии
После смены материала, изменения цвета или корректировки формулы могут появиться черные вкрапления или загрязнения цвета - не потому, что в линию попала новая грязь, а потому, что старый материал не был полностью удален.
Почему остатки от переключения легко диагностировать неправильно
Остатки после смены не всегда появляются сразу. Старый материал может прятаться в зонах с малым расходом в течение нескольких часов или даже дней, прежде чем постепенно выйдет наружу. Это создает картину загрязнения, которая выглядит непостоянной и непредсказуемой, поэтому часто вместо неполной очистки в ней обвиняют “плохой материал” или “общую чистоту машины”.
Где прячутся остатки
- Задняя часть шнека (зоны низкого давления с плохим прочесыванием)
- Участки стенок бочки с пониженным расходом
- Область адаптера и пластины прерывателя
- Внутри и вокруг устройства смены экрана
- Умерьте внутренние углы, зоны с низкой скоростью и переходные зоны
- Края кромки, на которых может скапливаться и периодически отделяться материал
Как выглядит этот тип загрязнения
- Появляется вскоре после смены цвета, переключения материала или регулировки коэффициента измельчения
- Сначала сильно, затем со временем постепенно уменьшается - но не исчезает полностью
- Очистка помогает на время, но потом пятна возвращаются.
- Цветные загрязнения и черные вкрапления могут появляться вместе
- Одна и та же комбинация линии и штампа, как правило, неоднократно демонстрирует эту проблему после переналадки.
Практическое суждение
Если загрязнение резко возрастает после переналадки, а затем медленно снижается при продолжении производства, это скорее указывает на высвобождение остаточного материала, чем на попадание нового загрязнения в систему.
Правильным ответом обычно является более тщательная или целенаправленная очистка, а не немедленное полное уничтожение. Если очистка не помогает решить проблему, необходимо определить и физически очистить зоны удержания. Полную схему принятия решений по очистке - когда очищать, а когда разбирать - см. [Как правильно очистить шнек и ствол экструдера]..
Когда загрязнение сильно связано с переналадкой, первым подозреваемым часто оказывается не новая грязь, попадающая в линию, а старый материал, высвобождающийся из скрытых зон удержания.
5. Когда загрязнение поступает извне экструдера
Не все черные вкрапления возникают внутри машины. Во многих случаях загрязнение уже присутствовало до того, как материал попал в бочку, - оно было привнесено через качество сырья, содержание вторичного сырья, упаковку, системы транспортировки или саму производственную среду.
Эту категорию чаще всего упускают из виду, когда поиск неисправностей начинается с предположения, что “машина должна быть грязной”.”
Общие источники внешнего загрязнения
- Дефекты сырья: обесцвеченные гранулы, предварительно разложившиеся частицы или посторонние включения, уже присутствующие в мешке или сыпучем материале
- Загрязнение упаковки: Бумажные волокна, фрагменты тканых мешков, пыль или клей для этикеток из поврежденных или неправильно запечатанных мешков
- Восстановить загрязнение: Перемолотый смешанный материал, ухудшенный перемолотый материал из предыдущих партий, металлические хлопья от износа ножей гранулятора или скопление пыли в бункерах для хранения перемолотого материала
- Загрязнение конвейерной системы: Остаточный материал в вакуумных загрузчиках, раздаточных шлангах или распределительных коробках от предыдущих производственных циклов; скопление пыли или влаги в конвейерных линиях
- Загрязнение бункера: Материальная пыль, конденсат или перекрестное загрязнение при ручном добавлении добавок или маточной смеси
- Обстановка в мастерской: Воздушная пыль, металлические частицы от близлежащих операций по обработке или мусор, падающий в открытые бункеры
Как выглядит этот тип загрязнения
- Сильная корреляция с конкретной партией материала, партией повторного измельчения или партией поставщика
- Чаще, когда процент повторного измельчения выше
- Машина была очищена, но загрязнение сохраняется
- Характер загрязнения меняется при изменении источника материала
- Визуальный осмотр сырья или измельченного материала на предмет видимых посторонних частиц, обесцвечивания или пыли
- Не ухудшается с течением времени - остается примерно неизменным, пока используется один и тот же материал
Судебная граница
Если черные вкрапления отслеживают материал - появляются в одной партии, но не появляются в другой, увеличиваются при изменении степени измельчения или исчезают при переходе на чистую первичную смолу - значит, машина не является первым местом для поиска.
Исключите возможность внешнего загрязнения, прежде чем приступать к внутреннему разбору. Возьмите образец материала, осмотрите его визуально и проверьте тракт транспортировки. Эти пятиминутные проверки могут предотвратить четырехчасовую разборку.
Если загрязнение следует за партией, партией повторного измельчения или случаем обработки, источник может находиться вне экструдера, а не внутри него.
6. Когда фильтр промахивается или штамп освобождает его
Даже если источник загрязнения находится выше по течению, два механизма ниже по течению часто определяют, попадут ли черные вкрапления в конечный продукт: эффективность фильтрации и выделение отложений на фильере. Это разные виды неисправностей, и их следует диагностировать отдельно.
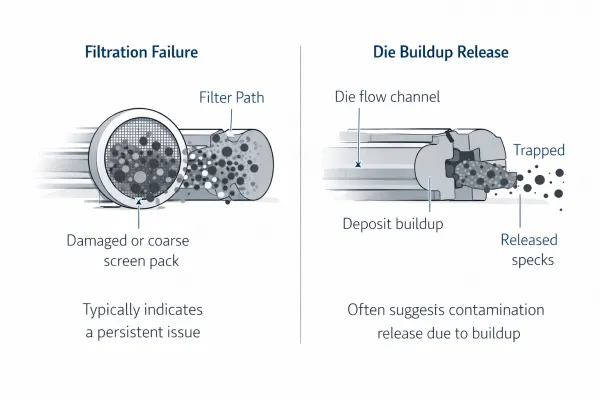
6.1 Проблемы фильтрации
Пакет сит и система фильтров находятся между экструдером и фильерой. Их задача - перехватить загрязнения - разложившиеся частицы, инородные материалы, нерасплавленные гели - до того, как расплав достигнет фильеры и станет частью продукта.
Когда фильтрация не работает, загрязнения, которые в противном случае были бы задержаны, попадают в продукт.
Распространенные режимы отказа фильтрации:
- Слишком крупная сетка сита для размера частиц загрязнения
- Экранный блок поврежден, порван или неправильно установлен во время установки
- Обводка или утечка в районе пакета экранов из-за износа уплотнений или неправильной сборки
- Устройство непрерывной смены сит не продвигается достаточно часто - активная зона сит частично блокируется, снижая эффективность фильтрации
- Само событие смены экрана представляет собой краткий импульс нефильтрованного материала
Как выглядит загрязнение, связанное с фильтрацией:
- Уровень загрязнения заметно меняется после замены сита - либо улучшается (новое сито улавливает больше), либо временно ухудшается (во время замены через него проходит нарушенный материал)
- Размеры и типы частиц разнообразны - нет ни одного одинакового типа частиц.
- Риск загрязнения в верхней части продукта существует (повторное измельчение, разложение), но в нижней части продукта загрязнение выше, чем ожидалось для используемой сетки
- Затягивание сетки (более тонкая фильтрация) заметно уменьшает проблему
6.2 Наращивание матрицы и удаление отложений
Головка пресс-формы, проточные каналы и кромка пресс-формы являются последними контактными поверхностями перед превращением расплава в продукт. Со временем на этих поверхностях могут накапливаться отложения - деградированный материал, карбонизированный остаток или присадки - особенно в зонах с низкой скоростью, резких переходах и местах, где геометрия траектории потока создает застой.
Эти отложения не выделяются непрерывно. Они накапливаются медленно, а затем отделяются фрагментарно, создавая картину загрязнения, которая выглядит периодической или постепенно ухудшается с течением времени.
Как выглядит загрязнение при наращивании штампа:
- Черные вкрапления появляются с заметной периодичностью или постоянно увеличиваются в течение нескольких часов работы
- Очистка матрицы и адаптера приводит к немедленному и значительному улучшению - но проблема возвращается через несколько дней или недель
- Загрязнение не является случайным - оно имеет тенденцию повторяться в аналогичных позициях товара или через одинаковые промежутки времени
- Некоторые конструкции штампов или геометрия изделий более подвержены этой проблеме, чем другие
- При осмотре на кромке штампа видны видимые скопления, слюни или обесцвеченный материал
Критическое различие
Проблемы с фильтрацией - это то, что проходит - фильтр не смог остановить загрязнение, которое уже существовало выше по течению.
Проблемы с нарастанием штампов связаны с что будет выпущено - сам штамп становится источником загрязнения в результате постепенного накопления и периодического сбрасывания.
Это разные механизмы с разными исправлениями. Диагноз “фильера загрязнена” не является полезным. Знание того, в чем заключается проблема - в обходе фильтрации или выделении отложений, - определяет, нужно ли менять сетку, переделывать установку фильтрации, чистить фильеру или решать проблему геометрии проточного тракта.
Проблема загрязнения может начаться выше по течению, но дойдет ли она до продукта, часто зависит от способности фильтра остановить ее и от склонности фильеры к высвобождению накопленных отложений.
7. Одностраничная диагностическая таблица: Характер загрязнения → Вероятный источник → Первая проверка
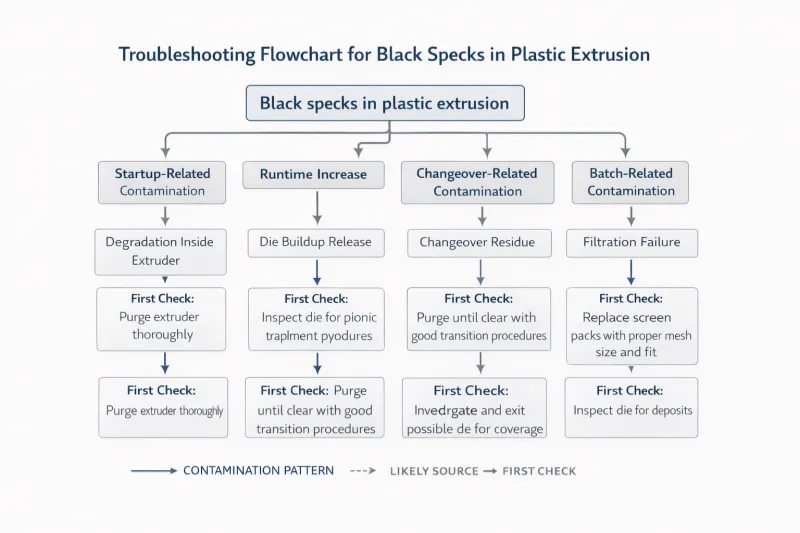
Эта таблица является справочником первой реакции, а не гарантией диагностики одной причины. Используйте ее, чтобы сделать первый шаг быстрее и точнее.
| Характер загрязнения | Наиболее вероятный источник | Первая проверка |
|---|---|---|
| Ухудшение состояния после запуска или перезапуска | Деградация / сохранившийся карбонизированный материал | Просмотр истории нагрева, времени пребывания, продолжительности остановки |
| Постоянно увеличивается с течением времени | Деградация или наращивание матрицы | Проверьте кромку матрицы, осмотрите на предмет скопления мертвых точек |
| Повышается после изменения цвета или материала, затем медленно снижается | Переходный остаток | Оцените эффективность очистки; проверьте скрытые зоны удержания |
| Привязка к конкретной партии материала или партии повторного измельчения | Загрязнение сырья и материалов | Проверьте источник материала, качество повторного измельчения, траекторию транспортировки |
| Заметные изменения после смены экрана | Проблема фильтрации | Проверьте состояние ситового пакета, размер ячеек и уплотнение |
| Периодические вкрапления через примерно равные промежутки времени | Наращивание штампа, высвобождающееся в циклах | Проверьте траекторию движения матрицы, мертвые зоны и область кромки |
| Сохраняется независимо от материала, партии или переналадки | Внутренняя деградация или хроническая проблема с трассой потока | Проверьте состояние ствола/винта, геометрию адаптера, мертвые зоны матрицы |
| Появляется только при высокой скорости линии | Недостаточная фильтрация или деградация, связанная с проживанием | Проверьте, соответствуют ли производительность фильтрации и охлаждение производительности |
Операторы могут распечатать эту таблицу и держать ее рядом с линией. Смысл не в том, чтобы заменить инженерную оценку, а в том, чтобы ускорить первый диагностический шаг.
8. Заключение: Не относитесь ко всем черным пятнам одинаково
Черные вкрапления в экструзионных изделиях выглядят одинаково, но их причины могут быть принципиально разными. Сложность заключается не в том, что существует множество возможных источников, а в том, что разные источники приводят к появлению визуально схожих дефектов.
Четыре основных источника загрязнения работают по разным механизмам:
- Внутренняя деградация - карбонизированный материал, образующийся под воздействием тепла, времени и застоя потока внутри экструдера
- Переходный остаток - старый материал задерживается в зонах удержания, постепенно высвобождаясь после смены материала или цвета
- Загрязнение сырья и погрузочно-разгрузочных работ - посторонние частицы, деградированная перемолотая масса или загрязнения окружающей среды, попавшие до того, как материал попал в бочку
- Неисправность фильтрации или скопление пыли - загрязнения, проходящие через некачественный фильтр, или отложения, которые накапливаются внутри матрицы и периодически высвобождаются
Метод изоляции, описанный в этой статье, следует одному принципу: сузить источник, прежде чем прибегать к максимальным мерам воздействия.
- Определите характер загрязнения - случайный, повторяющийся или связанный с партией.
- Отделите внутреннюю генерацию от внешнего внедрения
- Проверьте недавние события процесса на предмет корреляции
- Проверьте малозатратные контрольные точки перед планированием отключения
- Затем выберите вмешательство, которое соответствует наиболее вероятному источнику.
Не каждая проблема с черными вкраплениями требует полного разбора линии. Многие из них можно решить - или, по крайней мере, правильно диагностировать - с помощью наблюдения, отбора образцов и целенаправленных проверок, которые занимают минуты, а не часы.
Общую схему классификации и подхода к решению любой проблемы экструзионной линии, включая загрязнение, см. [Поиск и устранение неисправностей при экструзии пластмасс: Практическое руководство по диагностике проблем на линии].
Когда появляются черные вкрапления, задача состоит не в том, чтобы сначала очистить большинство деталей, а в том, чтобы сначала определить наиболее вероятный источник.
Часто задаваемые вопросы о черных вкраплениях в экструзии
Вопрос 1: Какой самый быстрый способ найти источник черных вкраплений в экструзии?
Сначала прочитайте схему загрязнения. Определите, являются ли пятна случайными, повторяющимися или связанными с партией. Затем определите, какой источник загрязнения более вероятен - внутренний (деградация, задержка) или внешний (материал, обработка). Такая двухступенчатая классификация - до проведения физического осмотра - обычно позволяет исключить как минимум половину возможных причин и определить, что нужно проверить в первую очередь.
Вопрос 2: Как определить, являются ли черные вкрапления следствием деградации или загрязнения сырья?
Проверьте, меняется ли загрязнение при смене материала. Если пятна сохраняются в разных партиях чистой первичной смолы, то источник загрязнения, скорее всего, внутренний - деградация, карбонизированное отстаивание или накопление матрицы. Если пятна появляются только в определенной партии или партии повторного измельчения, то более вероятным является внешнее загрязнение материала.
Q3: Должен ли я немедленно отключить линию при появлении черных вкраплений?
Не обязательно. Многие источники загрязнения можно выявить или даже подтвердить, не останавливая линию. Запишите схему, проверьте недавние события технологического процесса, визуально осмотрите сырье и повторное измельчение, просмотрите историю смены сит и сравните уровни загрязнения при запуске с уровнями загрязнения при стабильной работе. Эти малозатратные проверки часто позволяют выявить направление движения еще до того, как потребуется демонтаж.
Вопрос 4: Почему после очистки экструдера снова появляются черные вкрапления?
Если после очистки загрязнения возвращаются, их источником могут быть не ствол и шнек. К распространенным причинам относятся: мертвые зоны в проточной части фильеры, в которых вновь накапливаются отложения, неполная продувка, в результате которой материал остается в скрытых зонах удержания, постоянное загрязнение сырья или повторное измельчение, в результате чего частицы вновь попадают в систему после каждой очистки, или система фильтрации, которая неэффективно улавливает загрязнения, находящиеся выше по потоку. Повторяющаяся картина - как быстро и при каких условиях возвращаются частицы - является ключом к определению того, что именно является причиной.
Q5: Возможно ли, чтобы черные крапинки появлялись одновременно из нескольких источников?
Да. Линия может иметь легкую деградацию в мертвой точке, а также работать в режиме реграйнда с незначительным качеством и иметь слишком грубый пакет сит. Когда несколько источников накладываются друг на друга, картину загрязнения сложнее прочесть, поскольку она не укладывается в одну категорию. В таких случаях сначала устраните самые простые для проверки источники (материал, сито), а затем работайте в направлении деградации и наращивания фильеры.
Нужна помощь в поиске загрязнений на вашей линии?
Если черные вкрапления или загрязнения продолжают появляться, а их источник неясен, отправьте нам:
- Тип и марка материала
- Соотношение цельного и измельченного сырья
- Когда впервые появилось загрязнение и является ли оно постоянным или периодическим
- Является ли проблема проблемой при запуске, при переналадке или при постоянном режиме работы
- Фотографии загрязненного продукта и, по возможности, крупные планы пятен
- Влияют ли изменения на экране на уровень загрязнения
- Проявляется ли проблема во всей продукции или только в определенных партиях
Чем больше информации вы предоставите о характере загрязнения, тем быстрее мы сможем определить, что является его источником: деградация, остаточный материал, загрязнение сырья, сбой фильтрации или нарастание матрицы - и порекомендовать правильный путь исправления.
Изучить темы
Фильтр по характеристикам
ABS (1) Послепродажная поддержка (1) Черные пятна (2) Экструзионные фильеры (1) проблемы с кормлением (1) Намерение: Основы (10) Намерение: Контроль (3) Намерение: Техническое обслуживание (6) PA (1) ПК (1) PE (1) ПММА (1) PP (1) покупка (1) ПВХ (1) Устранение неполадок (5) изменение толщины стенки (2)
У вас есть технические вопросы?
Наша команда инженеров готова помочь вам с выбором процесса экструзии или конфигурации машины.

Джейсон Шен
Джейсон - основатель компании Jinxin Extruder и инженер-ветеран с более чем 20-летним практическим опытом работы с пластиковым оборудованием.
Начав свою карьеру в цеху, он освоил все технические детали - от электропроводки до устранения сложных неисправностей.
Сегодня он лично контролирует окончательные проверки, гарантируя, что каждая машина создана с учетом глубоких технических знаний и проверенной на практике надежности.
Дальнейшее чтение
Котировка экструзионной линии: Что входит в комплект и что нужно проверить перед покупкой
Сравниваете расценки на экструзионные линии? Воспользуйтесь этим контрольным перечнем объемов поставок, чтобы узнать, что в них входит, что обычно исключается, и...Экструзионный ситоизмельчитель и фильтрация расплава: Как уменьшить загрязнение и колебания давления
Практическое руководство по устройствам смены сит в экструзии пластмасс - как фильтрация расплава контролирует загрязнение, почему смена сит вызывает давление...




