O que é uma extrusora de plástico? Como um sistema de produção completo é construído em torno do seu produto
Uma extrusora de plástico não é uma máquina única. É um sistema de produção completo - desde a alimentação da matéria-prima até à recolha do produto acabado - concebido para produzir continuamente um produto de plástico específico com dimensões estáveis e qualidade consistente.
Se não estiver familiarizado com o processo de extrusão propriamente dito, comece por O que é a extrusão de plástico?. Se quiser compreender a extrusora - a máquina central em qualquer linha - veja O que é uma máquina extrusora de plástico?. Para um olhar mais atento ao equipamento que vem depois da extrusora, ver Equipamento a jusante na extrusão de plásticos.
Este artigo é sobre a linha como um todo - não o que cada componente faz, mas como e porquê uma configuração de linha específica é determinada pelo produto que tem de produzir.

1. Cada linha é objeto de engenharia inversa a partir do produto
Não existe uma extrusora padrão. Cada linha é configurada a partir do que o cliente precisa de produzir: o material, a secção transversal, as tolerâncias dimensionais e a taxa de produção necessária. Cada uma destas decisões conduz à seleção de um componente específico - e esses componentes têm de funcionar em conjunto como um sistema.
O material determina o parafuso
O parafuso da extrusora é o primeiro componente a ser definido, e é determinado principalmente pelo polímero que está a ser processado. Diferentes materiais têm um comportamento de fusão, viscosidade e sensibilidade térmica fundamentalmente diferentes - e o parafuso deve ser projetado para corresponder.
Os parâmetros mais importantes do parafuso são taxa de compressão (a relação entre a profundidade do canal de alimentação e a profundidade do canal de medição) e o relação comprimento/diâmetro (L/D). Estas não são arbitrárias - são ditadas pelas propriedades físicas do polímero:
| Polímero | Taxa de compressão | L/D típico | Porquê |
|---|---|---|---|
| PE (Polietileno) | 3-4 | 24-30:1 | Cristalino, termicamente estável, flui facilmente - tolera uma maior compressão |
| PP (polipropileno) | 3.5-4 | 24-30:1 | Semelhante ao PE - boa estabilidade térmica, necessita de compressão adequada para fundir |
| PVC rígido | ~2.5 | 20-24:1 | Extremamente sensível ao calor - energia de ativação da degradação térmica mais baixa entre os plásticos comuns (20 kcal/mol vs. 46 para o PE, 65 para o PP). Fraca condutividade térmica (0,19 W/mK, um terço do PE). Deve-se utilizar baixa compressão para evitar a degradação |
| PA (Nylon) | 3-3.5 | 18-20:1 | Intervalo de fusão estreito, baixa viscosidade, elevado fluxo - necessita de uma conceção de parafuso de transição rápida. Higroscópico - requer pré-secagem |
| PC (policarbonato) | 2-3 | 20-22:1 | Alta viscosidade, fortemente higroscópico - necessita de compressão controlada e gestão da humidade |
Dados da taxa de compressão: Kalshine, Parafuso Lesun. Propriedades térmicas do PVC: Kanademy. Fundamentos da taxa de compressão: Tecnologia dos plásticos.
Um parafuso concebido para PE não funcionará corretamente para PVC - a compressão é demasiado agressiva para um material sensível ao calor. Um parafuso concebido para PA tem um perfil de transição rápida que causaria uma fusão deficiente em PE. É por esta razão que os parafusos de extrusão são sempre especificados para o material alvo, e não selecionados a partir de um catálogo genérico.
A forma do produto determina a matriz
A matriz de extrusão é concebida para corresponder à secção transversal do produto-alvo. Uma matriz de tubo produz uma forma anular. Uma matriz de perfil produz uma secção transversal personalizada - que pode ser sólida, oca ou com várias câmaras. A geometria da matriz, o desenho do canal de fluxo e o comprimento do terreno são todos projectados para as dimensões específicas do produto.
Os requisitos do produto determinam o processo a jusante
Tudo o que vem depois da matriz - dimensionamento, arrefecimento, transporte, corte e recolha - é selecionado com base nas necessidades do produto:
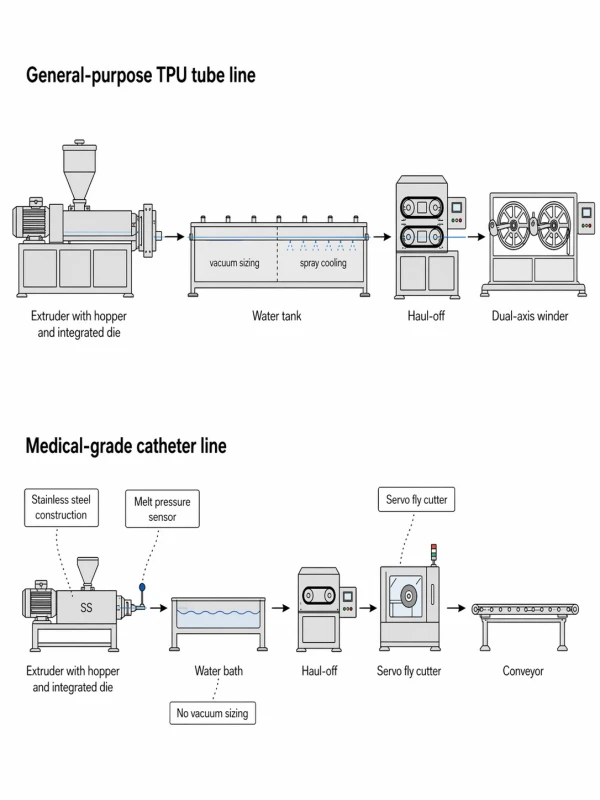
- Um tubo rígido precisa de calibração de vácuo para bloquear o diâmetro exterior enquanto o material ainda está macio. Um tubo flexível pode necessitar apenas de um banho de água - a elasticidade do material proporciona estabilidade dimensional suficiente sem vácuo.
- Um perfil complexo necessita blocos de calibração - múltiplos blocos de aço arrefecidos internamente a água que restringem a forma em todas as direcções à medida que solidifica. Um simples tubo redondo não necessita deste nível de restrição multidirecional.
- Um produto vendido em comprimentos fixos necessita de um cortador de precisão. Um produto vendido em bobinas necessita de um sistema de enrolamento com controlo de tensão.
Não se trata de acessórios adicionados a uma máquina standard. São partes integrantes da linha, cada uma selecionada porque o produto assim o exige.
2. Produtos diferentes, linhas diferentes - mesmo com o mesmo material
A forma mais comum de explicar as diferenças entre as linhas de extrusão é por tipo de produto: linhas de tubos, linhas de perfis, linhas de chapas, linhas de tubos. Isto é válido - o equipamento a jusante de uma linha de tubos e de uma linha de perfis é fundamentalmente diferente.
Mas há uma segunda camada que é frequentemente ignorada: o mesmo material, transformado em produtos diferentes para aplicações diferentes, resulta em configurações de linha completamente diferentes.
Nível 1: O tipo de produto define a estrutura da linha
Linha de tubagem vs. linha de perfil - a secção de dimensionamento é fundamentalmente diferente:
| Linha de tubagem | Linha de perfil | |
|---|---|---|
| Morrer | Matriz anular (secção transversal redonda) | Matriz de perfil personalizado (secção transversal complexa) |
| Dimensionamento | Manga de dimensionamento por vácuo - a pressão negativa mantém o tubo macio contra uma manga metálica, controlando o diâmetro externo e a circularidade | Blocos de calibração - vários blocos de aço arrefecidos a água internamente com portas de vácuo, restringindo a forma em várias direcções |
| Porquê diferente | O tubo é axialmente simétrico - uma única manga proporciona uma restrição uniforme à volta da circunferência | O perfil é assimétrico e muitas vezes multi-câmaras - requer uma restrição multi-direcional durante o arrefecimento |
| Arrefecimento | Tanque de vácuo + calhas de arrefecimento por pulverização | Arrefecimento interno da água nos blocos de calibração + reservatórios de água a jusante |
| Corte | Cortador ou serra sem corte, velocidade da linha de seguimento | Corte de serra, adaptado a secções transversais complexas |
Ambos os tipos utilizam arrefecimento a água - a diferença não é “húmido vs. seco” mas sim a estrutura da secção de calibragem. Os tubos são dimensionados por uma única manga cilíndrica dentro de um tanque de vácuo. Os perfis são dimensionados por uma série de blocos metálicos moldados que correspondem à secção transversal do perfil.
Métodos de dimensionamento de tubagens: Conair - Três tipos principais de ferramentas de calibragem. Calibração do perfil: Tecnologia dos Plásticos - Como dimensionar e calibrar peças de perfil. Seleção de ferramentas para tubos: Tecnologia dos Plásticos - Como selecionar as ferramentas certas para a extrusão de tubos.
3. O desempenho da linha depende da correspondência do sistema
Uma vez selecionados os componentes certos, estes devem funcionar em conjunto. Uma extrusora é um processo contínuo - o material flui da alimentação para o produto acabado sem interrupções. Qualquer instabilidade numa fase propaga-se a jusante.
A cadeia crítica é:
Estabilidade da alimentação → Consistência da massa fundida → Sincronização entre a saída e a recolha → Uniformidade de arrefecimento → Dimensões do produto final
- Se a alimentação for inconsistente, a saída da extrusora flutua - e todas as medições a jusante (espessura da parede, peso por metro, diâmetro externo) se movem com ela.
- Se débito da extrusora e velocidade de arrastamento não estão sincronizados, o rácio de extração muda e a espessura da parede altera-se - mesmo que ninguém tenha tocado numa definição.
- Se o arrefecimento for irregular, o produto pode sair da secção de calibragem em bom estado, mas depois deformar-se ou deformar-se.
Nas linhas de produção de produtos dimensionalmente críticos, os sistemas de circuito fechado ligam estas fases. A sistema de controlo do peso do contador gravimétrico mede o consumo real de material e ajusta a velocidade do parafuso ou o arrastamento para manter o peso pretendido por metro - eliminando da equação o tempo de reação do operador. A Sistema de controlo baseado em PLC coordena temperaturas, velocidades e pressões em toda a linha a partir de uma única interface, com armazenamento de receitas para que as definições validadas possam ser recuperadas para repetições de produção. Para produtos com as tolerâncias mais apertadas, um bomba de fusão fornece uma camada adicional de estabilidade de saída ao dissociar mecanicamente a pressão da matriz do comportamento do parafuso.
A questão não é que todas as linhas necessitem de todos os sistemas de controlo. O que está em causa é o facto de os componentes de uma linha não serem máquinas independentes - são partes de um único sistema cujo desempenho é determinado pela forma como estão ajustados uns aos outros e ao produto.
Para as linhas que utilizam material reciclado ou reciclado, um trocador de tela de extrusão proporciona uma filtragem contínua da massa fundida para proteger a qualidade do produto.
4. Teste de aceitação em fábrica: Verificação da capacidade de produção antes da entrega
Uma linha corretamente configurada é verificada antes de sair da fábrica através de um Teste de Aceitação em Fábrica (FAT). O objetivo do FAT é simples: gerir a linha, produzir o produto e confirmar que a matriz e o equipamento a jusante fornecem as dimensões pretendidas pelo cliente.
A fase de conceção e de cálculo estabelece a configuração teórica. Mas o projeto teórico e a produção real nunca são idênticos - o comportamento do fluxo da matriz, as taxas de arrefecimento e as condições de dimensionamento na prática podem diferir do que foi calculado. É no FAT que estas diferenças são identificadas e corrigidas.
Como funciona na prática
Para materiais standard - PE, PP, PVC e polímeros de base semelhantes - o teste é efectuado utilizando o material do próprio fabricante. Os sistemas globais de aditivos e os rácios de formulação para estes polímeros estão bem estabelecidos e são consistentes entre os fornecedores, pelo que o comportamento de processamento é representativo do que o cliente irá executar na produção.
Para materiais modificados ou compostos - TPE, misturas personalizadas ou formulações especiais em que o comportamento de processamento depende da receita específica do composto - o cliente envia 10-20 kg do seu material de produção real para a fábrica. O FAT é então executado com a resina do cliente para garantir que a linha funciona corretamente com essa formulação específica.
O que está a ser verificado
O principal objetivo da FAT é precisão dimensional da matriz: a matriz, as ferramentas de calibração e o equipamento a jusante podem produzir as dimensões pretendidas pelo cliente para o produto? Isto inclui o diâmetro exterior, a espessura da parede, a geometria da secção transversal e o acabamento da superfície.
Se as dimensões não estiverem dentro das especificações, o molde ou as ferramentas são imediatamente modificados - na fábrica, onde a equipa de engenharia e a capacidade de maquinação estão disponíveis. Este é o valor central da FAT: os problemas são detectados e resolvidos antes de a linha ser expedida e não depois de chegar às instalações do cliente.
5. Antes de avaliar uma linha: Cinco coisas a definir primeiro
Se estiver a especificar uma extrusora - quer esteja a pedir um orçamento, a comparar fornecedores ou a avaliar uma proposta - estes são os cinco aspectos que devem ser definidos antes de a configuração da linha poder ser significativa.
Se estiver a especificar uma extrusora - quer esteja a pedir um orçamento, a comparar fornecedores ou a avaliar uma proposta - estes são os cinco aspectos que devem ser definidos antes de a configuração da linha poder ser significativa.
1. Desenho ou amostra do produto - A geometria exacta da secção transversal com dimensões e tolerâncias. Para os tubos: diâmetro externo, espessura da parede e margem de tolerância. Para os perfis: um desenho completo da secção transversal. Para os tubos: ID, OD e espessura da parede.
Para produtos multicamadas (co-extrusão): a espessura da parede de cada camada individual, não apenas a total. Cada camada é produzida por uma extrusora separada através de um canal de fluxo dedicado na matriz de co-extrusão. As dimensões de cada camada determinam quantas extrusoras são necessárias, como cada uma é dimensionada e como a matriz é projectada.
Para além da geometria, a espessura da camada também afecta as propriedades mecânicas - resistência à pressão, desempenho da barreira e força de ligação entre camadas.
Se não tiver a certeza sobre a distribuição de camadas, um fabricante qualificado pode fornecer recomendações de referência. Mas o ponto de partida é sempre a amostra ou especificação do seu produto alvo, e não a suposição do fabricante.
2. Material - O polímero específico e o grau. O PE100 e o PE80 são diferentes. O PVC rígido e o PVC flexível requerem designs de parafusos diferentes. Um composto de TPE com enchimento 30% processa de forma diferente de um TPU puro. Se estiver a utilizar um material modificado ou especial, tenha a folha de dados pronta.
3. Tolerâncias dimensionais - O intervalo aceitável para as suas dimensões críticas. Isto determina o nível de dimensionamento, monitorização e controlo necessários. Uma tolerância de parede de ±0,1mm requer um equipamento diferente de ±0,5mm.
4. Taxa de saída - Quantos quilogramas por hora ou metros por minuto são necessários. Isto determina o tamanho da extrusora, a potência do motor, o comprimento de arrefecimento e a capacidade de velocidade a jusante.
Seja realista: a taxa de produção é limitada pelo próprio produto. Paredes mais espessas necessitam de um tempo de arrefecimento mais longo. Perfis complexos necessitam de velocidades de linha mais lentas para uma calibração estável. Para produtos de precisão crítica - tais como tubos médicos ou perfis de tolerância apertada - a exatidão dimensional deve ter prioridade sobre a velocidade. Uma produção mais elevada significa geralmente menos tempo para arrefecimento e calibragem, o que reduz a estabilidade dimensional.
Se solicitar uma velocidade que exceda o que a geometria e o material do produto podem suportar fisicamente, a linha necessitará de secções de arrefecimento desproporcionadamente mais longas - ou simplesmente não poderá fornecer uma qualidade estável a essa velocidade. Um fabricante qualificado ajudá-lo-á a encontrar o equilíbrio prático entre produção e precisão para o seu produto específico.
5. Formulário de entrega - Como é que o produto acabado sai da linha: cortado em comprimentos fixos (e quais os comprimentos), enrolado (e qual o tamanho/peso da bobina) ou enrolado em bobinas. Isto determina o equipamento de corte, empilhamento, enrolamento e embalagem no final da linha.
Para um quadro pormenorizado sobre a comparação de orçamentos depois de os ter definido, consulte a nossa Lista de verificação da cotação da extrusora.
FAQ
Qual é a diferença entre uma extrusora e uma extrusora?
Uma extrusora é uma máquina única que derrete e empurra o plástico através de uma matriz. Uma extrusora é o sistema de produção completo - extrusora, matriz, equipamento de calibragem, arrefecimento, transporte, corte ou enrolamento e todo o equipamento auxiliar - necessário para produzir continuamente um produto acabado. A extrusora é um componente da linha.
Porque é que não posso utilizar a mesma extrusora para produtos diferentes?
Porque o parafuso, a matriz, o equipamento de calibragem, o sistema de arrefecimento e o método de corte são todos selecionados para um material e uma geometria de produto específicos. Um parafuso concebido para PE tem a taxa de compressão errada para PVC. Um tanque de calibragem a vácuo concebido para tubos rígidos não consegue calibrar um perfil complexo. Alguns componentes (como a extrusora) podem ser reutilizados em vários produtos com alterações nas ferramentas, mas o equipamento a jusante é normalmente específico para cada produto.
O que determina o custo de uma extrusora?
Os principais factores de custo são a dimensão da extrusora (diâmetro do parafuso e potência do motor), a complexidade da matriz e das ferramentas de dimensionamento, o comprimento e o tipo de equipamento de arrefecimento, o nível de automação e controlo e quaisquer requisitos especiais, tais como servo-accionamentos, medição em linha ou construção compatível com salas limpas. Duas linhas que produzem o mesmo tipo de produto podem diferir significativamente em termos de custo, dependendo das tolerâncias dimensionais, da taxa de produção e dos requisitos da aplicação.
O que é um Teste de Aceitação em Fábrica (FAT) e qual a sua importância?
Um FAT é um teste de produção efectuado na fábrica do fabricante antes de a linha ser expedida. O seu objetivo é verificar se a matriz e o equipamento a jusante produzem as dimensões pretendidas pelo cliente para o produto. Uma vez que os cálculos do projeto e a produção real apresentam sempre algumas diferenças, o FAT identifica e corrige essas diferenças enquanto a equipa de engenharia e as ferramentas de maquinação ainda estão disponíveis - evitando ajustes dispendiosos após a instalação nas instalações do cliente.
Explorar tópicos
Filtrar por especificações
Tem perguntas técnicas?
A nossa equipa de engenharia está pronta a ajudar com o seu processo de extrusão ou configuração da máquina.

Jason Shen
Jason é o fundador da Extrusora Jinxin e um engenheiro veterano com mais de 20 anos de experiência prática em máquinas para plásticos.
Começando a sua carreira no chão de fábrica, dominou todos os pormenores técnicos - desde a cablagem eléctrica à resolução de problemas complexos.
Atualmente, supervisiona pessoalmente as inspecções finais, assegurando que cada máquina é construída com conhecimentos técnicos profundos e fiabilidade testada no terreno.
Ler mais
Cotação da extrusora: O que está incluído e o que deve ser verificado antes de comprar
Comparando cotações de linhas de extrusão? Utilize esta lista de verificação do âmbito de fornecimento para ver o que está incluído, o que é normalmente excluído e...Trocador de tela de extrusão e filtragem de fusão: Como reduzir a contaminação e a flutuação de pressão
Um guia prático para os comutadores de ecrã na extrusão de plásticos - como a filtragem da massa fundida controla a contaminação, porque é que as mudanças de ecrã causam...




