Les taches noires dans l'extrusion : Comment remonter à la source réelle
Lede
Les points noirs dans les produits d'extrusion sont l'un des problèmes de qualité les plus courants - et les plus mal diagnostiqués - sur une extrudeuse plastique.
Lorsque des particules sombres, des taches brûlées ou une contamination étrangère apparaissent dans le produit, la première réaction dans la plupart des ateliers de production est prévisible : augmenter la température pour expulser la matière résiduelle, utiliser un composé de purge de manière agressive ou arrêter la ligne pour un démontage complet. Parfois, ces trois réactions se produisent au cours d'une même période de travail.
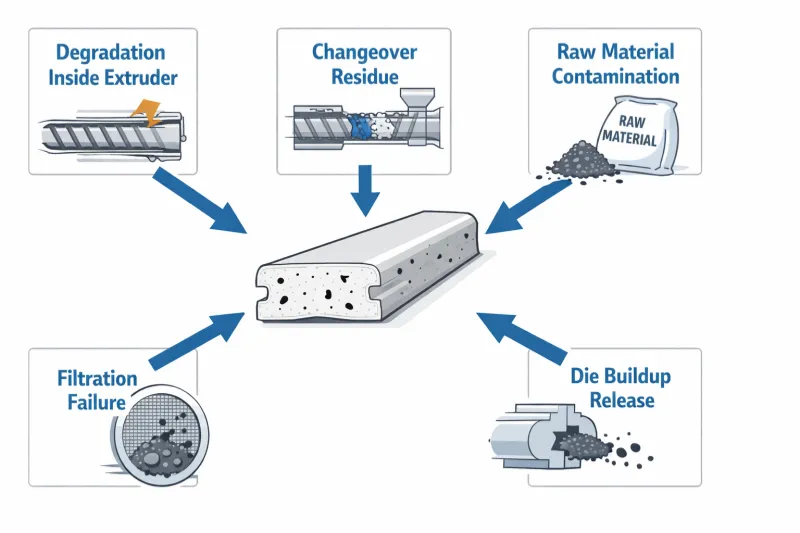
Le problème est que les taches noires ne constituent pas un seul problème. Le même défaut visuel - des particules sombres incrustées dans le produit - peut avoir des origines complètement différentes :
- Matière dégradée et carbonisée générée à l'intérieur de l'extrudeuse
- Matière résiduelle laissée après un changement de couleur ou de matériau
- Contamination étrangère introduite par la matière première, le rebroyé ou le système de transport
- Défaut de filtration qui permet aux particules de passer sans être contrôlées
- Dépôts accumulés à l'intérieur de la filière ou du canal d'écoulement qui se libèrent périodiquement
Chaque source suit un mécanisme différent. Chacune nécessite une action corrective différente. Et chaque source laisse un schéma de diagnostic différent - si vous savez ce qu'il faut chercher.
Un démontage complet de la machine permet de résoudre tous ces problèmes à la fois, mais c'est aussi celui qui coûte le plus de temps, le plus de pertes de production et le plus de main-d'œuvre. Dans de nombreux cas, la source de contamination aurait pu être identifiée - et corrigée - sans arrêter la ligne.
Dans cet article, vous apprendrez :
- Pourquoi les taches noires dans l'extrusion doivent-elles être classées par motif avant toute action corrective ?
- Comment utiliser une méthode d'isolement pour séparer la dégradation interne de la contamination externe ?
- Les quatre sources de contamination les plus courantes et ce à quoi chacune d'entre elles ressemble dans la pratique
- Quels sont les contrôles peu coûteux à effectuer avant de mettre la ligne hors service ?
- Un tableau de diagnostic de référence rapide permettant d'établir une correspondance entre les modèles de contamination et les sources probables.
- Comment cet article s'inscrit-il dans un contexte plus large ? [dépannage extrusion plastique] cadre
Le moyen le plus rapide de résoudre un problème de taches noires n'est généralement pas de tout nettoyer en premier lieu, mais de déterminer l'origine la plus probable de la contamination.
1. Lisez d'abord le modèle : Aléatoire, répétitif ou lié à un lot ?
Avant d'ouvrir les portes d'accès ou de programmer un arrêt, la première étape du diagnostic consiste à déterminer comment les taches noires apparaissent - et pas seulement si elles existent.
Le modèle de l'événement lui-même est une information diagnostique. Il permet de distinguer les causes plus rapidement que n'importe quel point d'inspection.
Posez les questions suivantes avant de modifier les paramètres :
- Les taches sont-elles continues ou apparaissent-elles et disparaissent-elles ?
- Sont-ils complètement aléatoires ou se répètent-ils à un intervalle reconnaissable ?
- Ont-ils démarré immédiatement au démarrage, ou seulement après avoir fonctionné pendant un certain temps ?
- Sont-ils liés à un lot spécifique de matériel ou apparaissent-ils indépendamment de la source du matériel ?
- Se détériorent-ils lorsque la vitesse de la ligne est plus élevée, ou restent-ils inchangés ?
Les réponses s'orientent généralement vers l'un des trois types de modèles :
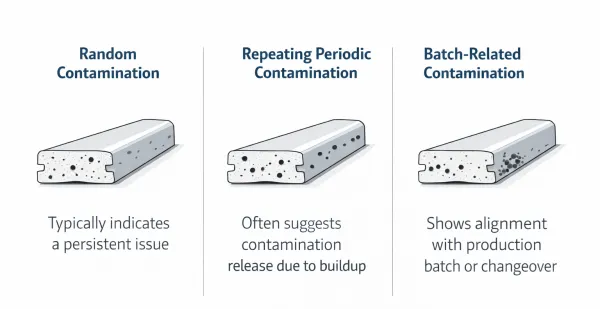
Contamination aléatoire
Des taches apparaissent sans cycle ni moment précis. Certains produits sont propres, d'autres non. Ce schéma correspond davantage à une contamination externe - particules étrangères provenant de la matière première, du rebroyage, de la manutention ou du transport - ou à de petites quantités de matière résiduelle s'échappant de manière imprévisible de zones de rétention cachées.
Contamination répétée ou périodique
Les taches apparaissent à intervalles à peu près réguliers ou augmentent régulièrement avec le temps de fonctionnement. Ce schéma indique plutôt une accumulation de dé libérant des cycles, une accumulation de points morts à l'intérieur du circuit d'écoulement ou une dégradation progressive due à une exposition prolongée à la chaleur.
Contamination liée au lot
Les taches n'apparaissent qu'avec un lot de matériaux spécifique, un lot de rebroyage spécifique ou après un changement spécifique. Lorsque la source du matériau change, la contamination change également. Ce schéma correspond le plus souvent à une contamination des matières premières ou à une purge incomplète après un changement de couleur ou de formule.
Ce que les opérateurs expérimentés remarquent en premier : Si les taches noires sont toujours plus importantes au cours des 30 premières minutes suivant le démarrage et qu'elles diminuent ensuite progressivement, la direction la plus probable est celle d'une matière dégradée retenue - et non celle d'une contamination de la matière première entrante. Si les taches apparaissent soudainement au milieu de la production et correspondent à un nouveau sac ou à un nouveau lot de matière rebroyée, la contamination due à la manipulation des matières passe en tête de liste. Le modèle vous indique où chercher avant d'ouvrir quoi que ce soit.
Ces trois catégories ne couvrent pas parfaitement tous les cas. Mais elles réduisent considérablement l'orientation du diagnostic - et leur observation ne coûte rien.
Avant de décider où nettoyer, il faut d'abord déterminer le type de contamination que l'on observe.
2. Taches noires dans l'extrusion : Comment isoler la source avant de démanteler la ligne
C'est la méthode principale de l'article. L'objectif n'est pas d'énumérer toutes les causes possibles, mais de donner aux opérateurs une séquence structurée qui réduit l'incertitude étape par étape - avant de s'engager dans une intervention coûteuse.
Le principe est simple : isoler avant le démontage. L'observation à faible coût d'abord, le démontage à coût élevé ensuite.
Étape 1 : Enregistrer le modèle de contamination
Avant de faire quoi que ce soit d'autre, documentez ce que vous voyez :
- Quand les taches noires sont-elles apparues pour la première fois ? (heure, décalage, date)
- Sont-ils continus ou intermittents ?
- Sont-ils liés au démarrage, à la marche régulière, à la commutation ou au changement de vitesse ?
- Apparaissent-ils dans tous les résultats, ou seulement dans certaines séries ou certains lots ?
Cette opération prend cinq minutes. Elle permet d'éviter l'erreur de diagnostic la plus courante : traiter un problème spécifique à un modèle comme un problème général de propreté de la machine.
Étape 2 : Séparer la génération interne de l'introduction externe
Il s'agit de la bifurcation la plus importante dans le processus de diagnostic.
Signes indiquant une génération interne :
- La contamination augmente avec la durée de fonctionnement ou après de longs arrêts
- Les taches ressemblent à des particules sombres, carbonisées ou brûlées.
- Le problème persiste même après le passage à un matériau vierge propre
- Pire après le démarrage ou les périodes de maintien à faible vitesse
Signes indiquant une introduction externe :
- La contamination est liée à un lot, un sac ou un lot de rebroyage spécifique.
- Le problème change lorsque la source du matériau change
- Les taches comprennent des particules étrangères non plastiques (fibres, poussières, paillettes métalliques).
- Changement récent de fournisseur, de taux de rebroyage ou d'installation de transport
En procédant correctement, on évite l'erreur de diagnostic la plus coûteuse : le démontage de l'extrudeuse et de la filière alors que la contamination n'a jamais été générée à l'intérieur de la machine.
Étape 3 : Vérifier les événements récents du processus
Demandez à l'équipe de production :
- Y a-t-il eu récemment un changement de matériau ou de couleur ?
- La ligne a-t-elle été arrêtée et redémarrée ? Pendant combien de temps ?
- Le pack d'écran a-t-il été changé récemment ? A-t-il été installé correctement ?
- Un nouveau lot de rebroyé a-t-il été introduit ?
- Des systèmes de transport ou de séchage en amont ont-ils été entretenus ou ouverts ?
Dans la plupart des cas, l'apparition de taches noires est corrélée à un événement spécifique. L'identification de cet événement permet de réduire considérablement la source.
Étape 4 : Inspecter les points de contrôle à faible coût avant l'arrêt de l'exploitation
Ces contrôles peuvent être effectués pendant que la ligne fonctionne encore ou pendant une brève pause - aucun démontage complet n'est nécessaire :
- Matières premières et rebroyées : Prélever un échantillon dans la trémie et l'inspecter visuellement. Vérifiez qu'il n'y a pas de décoloration, de particules étrangères, de poussière ou de fragments d'emballage.
- Chemin de transport : Inspecter le chargeur, les lignes de transfert et l'intérieur de la trémie pour vérifier qu'il n'y a pas d'accumulation de contamination ou de résidus de matériaux précédents.
- Paquet de tamis et filtre : Vérifiez l'heure du dernier changement d'écran. Si un changeur d'écran en continu est utilisé, vérifiez si l'écran a été avancé récemment. Notez si la contamination a changé après le dernier changement d'écran.
- Zone de la lèvre de la matrice : Si elle est accessible en toute sécurité, inspectez visuellement la sortie de la filière pour vérifier qu'il n'y a pas d'accumulation, de bave ou de dépôts décolorés sur le bord de la lèvre.
- Journal des temps et des lots : Recouper les cas de contamination avec les dossiers de lots de matériaux et l'historique des changements.
- Comparaison entre le démarrage et la marche régulière : Notez si la contamination est plus importante lors du démarrage (indique la présence de matériaux dégradés retenus) ou si elle est constante (indique une source de contamination permanente).
Étape 5 : Décider de la portée de l'intervention
Ce n'est qu'après les étapes 1 à 4 que vous devez décider du niveau d'intervention :
- Si les éléments de preuve indiquent une matière première → changer de source de matière ou de lot de rebroyage, observer
- Si des éléments indiquent la présence de résidus de conversion → cycle de purge ciblé, pas de démontage complet
- Si la filtration est en cause → remplacer le tamis, vérifier l'étanchéité
- Si des éléments indiquent une accumulation dans la filière → nettoyer la filière et l'adaptateur, inspecter le circuit d'écoulement
- Si des éléments indiquent une dégradation du canon/de la vis → calendrier [nettoyage correct de la vis et du canon] avec démontage complet
La meilleure méthode de dépannage pour les taches noires n'est pas de nettoyer d'abord toute la ligne, mais de réduire d'abord l'incertitude.
3. Lorsque des taches noires sont créées à l'intérieur du processus
Certains points noirs ne proviennent pas de l'extérieur. Ils sont générés à l'intérieur de l'extrudeuse elle-même - par la dégradation, la surchauffe, un temps de séjour excessif ou l'accumulation de matière carbonisée dans les zones mortes de la voie d'écoulement.
Comment cela se passe-t-il ?
Le plastique exposé à des températures élevées pendant trop longtemps commence à se dégrader. Les chaînes de polymères se décomposent, le matériau s'assombrit et finit par se carboniser, formant des particules dures et sombres qui s'accrochent aux surfaces métalliques à l'intérieur du canon, des vis, de l'adaptateur ou des canaux de l'outil.
Ces particules s'accumulent progressivement. Elles sont ensuite libérées - parfois en petites quantités au cours d'une production régulière, parfois en plus grandes quantités après une perturbation du processus, comme un cycle d'arrêt-démarrage, un changement de vitesse ou un ajustement de la température.
Déclencheurs courants
- Températures du tonneau ou de la filière plus élevées que le matériau ne l'exige
- Temps de séjour prolongé en cas de fonctionnement à faible vitesse ou de pauses de production
- Les points morts dans la conception de la vis, la géométrie de l'adaptateur ou les canaux d'écoulement de la filière où la matière peut stagner - permettant à de petites quantités de résine de se dégrader au fil du temps et de se libérer par intermittence sous forme de taches noires. Ce mécanisme est bien documenté dans l'ensemble de la transformation des matières plastiques ; pour une explication connexe sur la façon dont la matière piégée dans les zones de flux négatif crée une contamination intermittente, voir cette analyse de Plastics Technology.
- Traitement de matériaux sensibles à la chaleur (PVC, PETG, certains TPE) sans contrôle adéquat de la température.
- Démarrage ou redémarrage après un arrêt prolongé sans purge appropriée
A quoi ressemble ce type de contamination
- Particules sombres, d'aspect charbonneux - souvent plus dures que le matériau environnant
- Contamination qui s'aggrave au fur et à mesure que la ligne fonctionne sans interruption
- Plus grave après le démarrage, en particulier lorsque la ligne a été maintenue à température pendant un arrêt.
- Apparaît même avec des matériaux propres et vierges, car la source se trouve déjà à l'intérieur de la machine.
- Parfois concentrés dans des zones spécifiques de la section transversale du produit, correspondant à des points morts de la voie d'écoulement
La limite de l'arrêt
Toutes les taches noires ne sont pas des dégradations. La dégradation n'est le principal suspect que lorsque le schéma de contamination est en corrélation évidente avec l'historique de la chaleur - durée de fonctionnement, arrêts-démarrages, changements de température ou temps de séjour.
Si la contamination ne change pas lorsque vous changez de lot de matériaux, mais qu'elle change lorsque vous modifiez les conditions thermiques ou la durée de l'essai, la dégradation doit être examinée avant la contamination des matières premières ou de la manipulation.
Si la contamination augmente avec l'historique de la chaleur, l'arrêt ou un long temps de séjour, la dégradation est souvent plus suspecte que la contamination des matières premières.
4. Quand le problème vient d'un ancien matériau encore caché dans la ligne de production
Après un changement de matériau, un changement de couleur ou un ajustement de formule, des taches noires ou une contamination de la couleur peuvent apparaître, non pas parce que de nouvelles saletés ont pénétré dans la ligne, mais parce que l'ancien matériau n'a jamais été complètement éliminé.
Pourquoi les résidus de conversion peuvent-ils facilement être mal diagnostiqués ?
Les résidus du passage à l'euro n'apparaissent pas toujours immédiatement. Les anciennes matières peuvent se cacher dans les zones à faible débit pendant des heures, voire des jours, avant d'être progressivement libérées. Cela crée un schéma de contamination qui semble intermittent et imprévisible - c'est pourquoi il est souvent imputé à un “mauvais matériau” ou à la “propreté générale de la machine” plutôt qu'à une purge incomplète.
Là où les résidus se cachent
- Partie arrière de la vis (zones de basse pression avec mauvais balayage)
- Zones de la paroi du tonneau où le débit est réduit
- Région de l'adaptateur et de la plaque de rupture
- A l'intérieur et autour du changeur d'écran
- Découper les angles internes, les zones à faible vélocité et les zones de transition.
- Bords des lèvres de la matrice où le matériau peut s'accumuler et se détacher périodiquement
A quoi ressemble ce type de contamination
- Apparaît peu après un changement de couleur, un changement de matériau ou un ajustement du taux de rebroyage.
- Forte au début, puis diminution progressive au fil du temps - sans toutefois disparaître complètement
- La purge semble aider temporairement, puis les taches réapparaissent.
- Des contaminations colorées et des taches noires peuvent apparaître en même temps
- La même ligne et la même combinaison de matrices ont tendance à présenter ce problème de manière répétée après les changements.
Le jugement pratique
Si la contamination atteint un pic après un changement, puis diminue lentement avec la poursuite de la production, cela indique davantage la libération de matières résiduelles que l'entrée d'une nouvelle contamination dans le système.
La bonne réponse est généralement une purge plus approfondie ou ciblée - et non un démontage complet immédiat. Si la purge ne suffit pas à résoudre le problème, les zones de rétention doivent être identifiées et physiquement nettoyées. Pour connaître le cadre décisionnel complet en matière de nettoyage - quand purger et quand démonter - voir [Comment nettoyer correctement une vis et un cylindre d'extrudeuse]..
Lorsque la contamination est fortement liée aux changements, le premier suspect n'est souvent pas une nouvelle saleté entrant dans la chaîne, mais un ancien matériau libéré de zones de rétention cachées.
5. Lorsque la contamination provient de l'extérieur de l'extrudeuse
Toutes les taches noires ne proviennent pas de la machine. Dans de nombreux cas, la contamination était déjà présente avant que le matériau n'entre dans le tonneau - introduite par la qualité de la matière première, la teneur en matière rebroyée, l'emballage, les systèmes de transport ou l'environnement de production lui-même.
Cette catégorie est celle qui est le plus souvent négligée lorsque le dépannage part du principe que “la machine doit être sale”.”
Sources de contamination externes courantes
- Défauts des matières premières : Granulés décolorés, particules pré-dégradées ou inclusions étrangères déjà présentes dans le sac ou la livraison en vrac.
- Contamination de l'emballage : Fibres de papier, fragments de sacs tissés, poussière ou adhésif d'étiquettes provenant de sacs endommagés ou mal fermés
- Regrind contamination : Broyage de matériaux mélangés, broyat dégradé provenant de cycles précédents, paillettes métalliques provenant de l'usure des lames du broyeur ou accumulation de poussières dans les silos de stockage du broyat.
- Contamination du système de transport : Matières résiduelles dans les chargeurs à vide, les tuyaux de transfert ou les boîtes de distribution provenant de cycles de production antérieurs ; accumulation de poussière ou d'humidité à l'intérieur des lignes de transport
- Contamination de la trémie : Poussière, condensation ou contamination croisée provenant de l'ajout manuel d'additifs ou de mélanges-maîtres
- Environnement de l'atelier : Poussières en suspension dans l'air, particules métalliques provenant d'opérations d'usinage à proximité ou débris tombant dans des trémies ouvertes
A quoi ressemble ce type de contamination
- Forte corrélation avec un lot de matériaux spécifique, un lot de rebroyage ou une expédition du fournisseur
- Plus fréquente lorsque le pourcentage de rebroyage est plus élevé
- La machine a été nettoyée mais la contamination persiste
- Le modèle de contamination change lorsque la source du matériau change
- L'inspection visuelle de la matière première ou de la matière rebroyée révèle la présence de particules étrangères, de décolorations ou de poussières visibles.
- Ne s'aggrave pas avec le temps - reste à peu près constant tant que le même matériau est utilisé.
La limite de l'arrêt
Si des taches noires suivent le matériau - elles apparaissent dans un lot mais pas dans un autre, augmentent avec le taux de rebroyage ou disparaissent lorsque vous passez à une résine vierge propre - la machine n'est pas le premier élément à prendre en compte.
Éliminez toute possibilité de contamination externe avant de procéder à un démontage interne. Prélevez un échantillon de matériau, inspectez-le visuellement et vérifiez le chemin de transport. Ce sont des contrôles de cinq minutes qui peuvent éviter un démontage de quatre heures.
Si la contamination fait suite à un lot, à un lot de rebroyage ou à une manipulation, la source peut se trouver à l'extérieur de l'extrudeuse plutôt qu'à l'intérieur.
6. Lorsque le filtre le manque ou que le dé le libère
Même lorsque la source de contamination est en amont, deux mécanismes en aval déterminent souvent si les points noirs atteignent effectivement le produit final : l'efficacité de la filtration et la libération de dépôts dans la filière. Il s'agit de modes de défaillance différents qui doivent être diagnostiqués séparément.
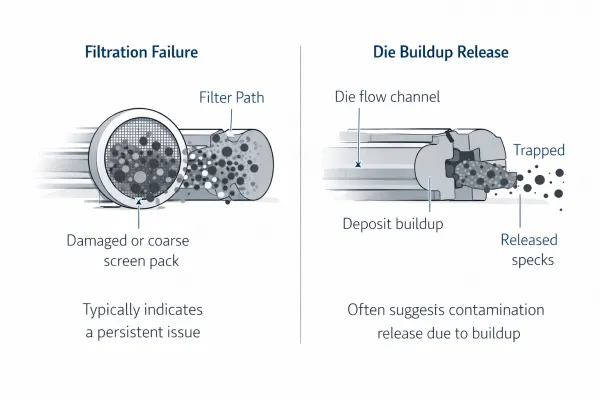
6.1 Problèmes de filtration
Les changeur d'écran d'extrusion Le système de filtration et de contrôle de la qualité se trouve entre l'extrudeuse et la filière. Leur rôle est d'intercepter la contamination - particules dégradées, matières étrangères, gels non fondus - avant que la matière fondue n'atteigne la filière et n'entre dans la composition du produit.
En cas d'échec de la filtration, la contamination qui aurait autrement été retenue passe dans le produit.
Modes de défaillance courants de la filtration :
- Maille du paquet de tamis trop grossière pour la taille des particules de contamination
- Le paquet d'écrans est endommagé, déchiré ou mal placé lors de l'installation.
- Dérivation ou fuite autour du paquet de tamisage en raison de joints usés ou d'un assemblage incorrect
- Le changeur de crible en continu n'est pas avancé assez fréquemment - la zone active du crible est partiellement bloquée, ce qui réduit l'efficacité de la filtration.
- Le changement d'écran lui-même introduit une brève impulsion de matériel non filtré.
A quoi ressemble la contamination liée à la filtration :
- Le niveau de contamination change sensiblement après un changement de crible - soit en s'améliorant (le nouveau crible capte davantage), soit en s'aggravant temporairement (des matières perturbées passent au travers pendant l'échange).
- Les tailles et les types de particules sont variés - il n'y a pas un seul type de particules homogène.
- Le risque de contamination en amont existe (rebroyage, dégradation), mais le produit en aval présente une contamination supérieure à celle attendue pour le tamis utilisé.
- Le resserrement des mailles du tamis (filtration plus fine) réduit sensiblement le problème
6.2 Formation des matrices et libération des dépôts
La tête de filière, les canaux d'écoulement et la zone des lèvres de la filière sont les dernières surfaces de contact avant que la matière fondue ne devienne un produit. Au fil du temps, ces surfaces peuvent accumuler des dépôts - matériaux dégradés, résidus carbonisés ou accumulation d'additifs - en particulier dans les zones à faible vitesse, les transitions brusques et les zones où la géométrie de l'écoulement crée une stagnation.
Ces dépôts ne se libèrent pas de manière continue. Ils s'accumulent lentement, puis se détachent par fragments - créant un schéma de contamination qui semble périodique ou qui s'aggrave progressivement avec le temps.
A quoi ressemble la contamination par accumulation de matrice :
- Les taches noires apparaissent avec une périodicité reconnaissable ou augmentent régulièrement au fil des heures de production.
- Le nettoyage de la matrice et de l'adaptateur entraîne une amélioration immédiate et significative, mais le problème réapparaît au bout de quelques jours ou de quelques semaines.
- La contamination n'est pas aléatoire - elle a tendance à se reproduire dans des positions de produits similaires ou à des intervalles similaires.
- Certaines conceptions de filières ou géométries de produits sont plus sujettes à ce problème que d'autres
- La lèvre de la matrice présente une accumulation visible, de la bave ou des matières décolorées lorsqu'elle est inspectée.
La distinction critique
Les problèmes de filtration concernent ce qui passe - le filtre n'a pas réussi à arrêter la contamination qui existait déjà en amont.
Les problèmes d'accumulation de matrices concernent ce qui est publié - la filière elle-même devient une source de contamination par l'accumulation progressive et le détachement périodique.
Il s'agit de mécanismes différents avec des solutions différentes. “Dire que la filière est sale n'est pas un diagnostic utile. Savoir si le problème vient d'une dérivation de la filtration ou d'une libération de dépôts permet de déterminer s'il faut changer le tamis, revoir la configuration de la filtration, nettoyer la filière ou résoudre un problème de géométrie de la voie d'écoulement.
Un problème de contamination peut commencer en amont, mais le fait qu'il atteigne le produit dépend souvent de la capacité du filtre à l'arrêter et de la tendance de la filière à libérer les dépôts accumulés.
7. Tableau de diagnostic d'une page : Mode de contamination → Source probable → Première vérification
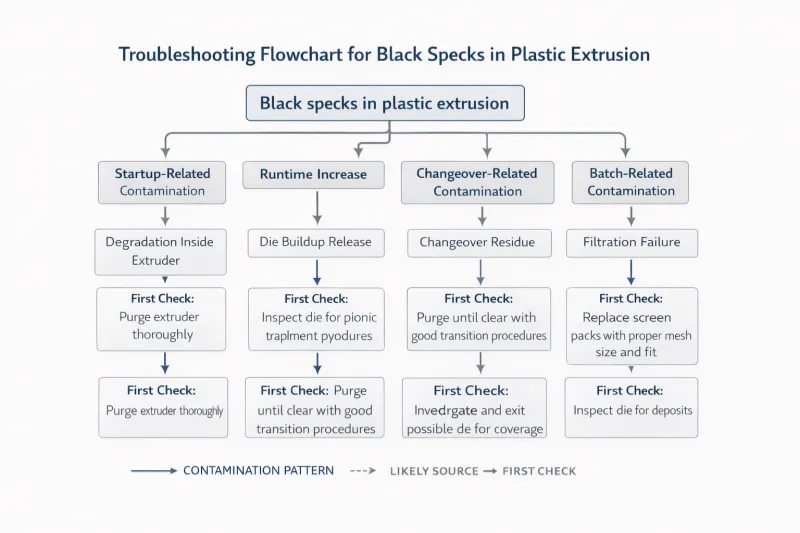
Ce tableau est une référence de première réponse - il ne garantit pas le diagnostic d'une cause unique. Il permet d'accélérer et d'affiner le premier geste.
| Schéma de contamination | Source la plus probable | Premier contrôle |
|---|---|---|
| Pire après le démarrage ou le redémarrage | Dégradation / matériaux carbonisés retenus | Examen de l'historique de la chaleur, du temps de séjour et de la durée d'arrêt |
| Augmente régulièrement avec la durée d'utilisation | Dégradation ou accumulation de matrices | Contrôler la lèvre de la filière, vérifier qu'il n'y a pas d'accumulation de points morts |
| Pics après un changement de couleur ou de matériau, puis diminution lente | Résidu de basculement | Évaluer l'efficacité de la purge ; vérifier les zones de rétention cachées |
| Lié à un lot de matériaux spécifique ou à un lot de rebroyage | Contamination des matières premières / de la manutention | Inspecter la source du matériau, la qualité du rebroyage, le chemin de transport |
| Changements notables après un changement d'écran | Problème de filtration | Vérifier l'état du paquet de tamis, la taille des mailles et l'étanchéité. |
| Taches périodiques à intervalles à peu près réguliers | Le montage des matrices se libère par cycles | Inspecter le parcours de la filière, les zones mortes et la zone des lèvres. |
| Persiste quel que soit le matériau, le lot ou le changement. | Dégradation interne ou problème chronique de cheminement de l'eau | Vérifier l'état du canon/de la vis, la géométrie de l'adaptateur, les zones mortes de la matrice. |
| Apparaît uniquement lorsque la vitesse de la ligne est élevée | Filtration insuffisante ou dégradation liée à la résidence | Vérifier si la capacité de filtration et le refroidissement sont adaptés au débit. |
Les opérateurs peuvent imprimer ce tableau et le conserver à proximité de la ligne. Il ne s'agit pas de remplacer le jugement des ingénieurs, mais d'accélérer la première étape du diagnostic.
8. Conclusion : Ne pas traiter toutes les taches noires de la même manière
Les taches noires dans les produits d'extrusion se ressemblent, mais leurs causes peuvent être fondamentalement différentes. La difficulté ne réside pas dans le fait qu'il existe de nombreuses sources possibles, mais dans le fait que des sources différentes produisent des défauts visuellement similaires.
Les quatre principales sources de contamination suivent chacune un mécanisme différent :
- Dégradation interne - la matière carbonisée générée par la chaleur, le temps et la stagnation du chemin d'écoulement à l'intérieur de l'extrudeuse
- Résidu de basculement - les anciens matériaux piégés dans des zones de rétention, libérés progressivement après un changement de matériau ou de couleur
- Contamination des matières premières et des manipulations - les particules étrangères, le rebroyé dégradé ou la contamination environnementale introduits avant que la matière n'entre dans le tonneau
- Défaillance de la filtration ou accumulation de poussières - la contamination qui passe à travers un filtre inadéquat, ou les dépôts qui s'accumulent à l'intérieur de la filière et qui se libèrent périodiquement
La méthode d'isolement décrite dans cet article suit un principe : réduire la source avant de s'engager dans une intervention maximale.
- Lire le schéma de contamination - aléatoire, répétitif ou lié à un lot
- Séparer la génération interne de l'introduction externe
- Vérifier la corrélation entre les événements récents du processus
- Inspecter les points de contrôle à faible coût avant de programmer l'arrêt de l'exploitation
- Choisissez ensuite l'intervention qui correspond à la source la plus probable
Tous les problèmes de taches noires ne nécessitent pas un démontage complet de la ligne. Nombre d'entre eux peuvent être résolus - ou du moins correctement diagnostiqués - par l'observation, l'échantillonnage et des contrôles ciblés qui prennent quelques minutes au lieu de plusieurs heures.
Pour un cadre général de classification et d'approche de tout problème de extrudeuse - y compris la contamination - voir [Dépannage de l'extrusion plastique : Un guide pratique pour diagnostiquer les problèmes de ligne Fast].
Lorsque des taches noires apparaissent, l'objectif n'est pas de nettoyer d'abord le plus grand nombre de pièces, mais d'identifier d'abord la source la plus probable.
FAQ sur les taches noires dans l'extrusion
Q1 : Quel est le moyen le plus rapide de trouver la source des taches noires dans l'extrusion ?
Lisez d'abord le modèle de contamination. Déterminez si les taches sont aléatoires, répétitives ou liées à un lot. Déterminez ensuite si la source est plutôt interne (dégradation, rétention) ou externe (matériau, manipulation). Cette classification en deux étapes - avant toute inspection physique - permet généralement d'éliminer au moins la moitié des causes possibles et de déterminer les points à vérifier en priorité.
Q2 : Comment puis-je savoir si les taches noires sont dues à la dégradation ou à la contamination des matières premières ?
Vérifiez si la contamination change lorsque vous changez de matériau. Si les taches persistent dans différents lots de résine vierge propre, la source est plus probablement interne - dégradation, rétention carbonisée ou accumulation dans la matrice. Si les taches n'apparaissent qu'avec un lot spécifique ou un lot de rebroyage, la contamination externe du matériau est le principal suspect.
Q3 : Dois-je arrêter la ligne immédiatement lorsque des points noirs apparaissent ?
Pas nécessairement. De nombreuses sources de contamination peuvent être identifiées, voire confirmées, sans arrêter la ligne. Enregistrez le schéma, vérifiez les événements récents du processus, inspectez visuellement les matières premières et le rebroyé, examinez l'historique des changements de tamis et comparez les niveaux de contamination au démarrage et en régime permanent. Ces contrôles peu coûteux permettent souvent d'identifier la direction à prendre avant qu'un démontage ne soit nécessaire.
Q4 : Pourquoi les taches noires reviennent-elles après le nettoyage de l'extrudeuse ?
Si la contamination réapparaît après le nettoyage, la source peut ne pas être le barillet et la vis. Les raisons les plus courantes sont les suivantes : les points morts de la filière qui ré-accumulent les dépôts, une purge incomplète qui laisse des matières dans des zones de rétention cachées, une contamination permanente des matières premières ou du rebroyage qui réintroduit des particules après chaque nettoyage, ou un système de filtration qui ne capte pas efficacement les contaminations en amont. Le modèle de récurrence - la rapidité et les conditions de réapparition des taches - est la clé qui permet d'identifier le responsable.
Q5 : Est-il possible que les taches noires proviennent de plusieurs sources à la fois ?
Oui. Une ligne peut présenter une légère dégradation dans un point mort ET utiliser du rebroyé de qualité marginale ET avoir un paquet de tamis légèrement trop grossier. Lorsque plusieurs sources se chevauchent, le schéma de contamination est plus difficile à lire parce qu'il n'entre pas clairement dans une catégorie. Dans ce cas, il convient d'éliminer d'abord les sources les plus faciles à contrôler (matériau, tamis), puis de remonter vers la dégradation et l'accumulation de la matrice.
Besoin d'aide pour retracer une contamination sur votre ligne ?
Si des taches noires ou des contaminations continuent d'apparaître et que la source n'est pas claire, envoyez-nous un message :
- Type et qualité du matériau
- Rapport vierge/broyé
- La date d'apparition de la contamination et son caractère continu ou intermittent.
- Si le problème est lié au démarrage, au changement de régime ou à la régularité du fonctionnement
- Photos du produit contaminé et, si possible, gros plans des taches.
- Si les changements d'écran affectent le niveau de contamination
- Le problème apparaît-il sur l'ensemble de la production ou seulement sur des lots spécifiques ?
Plus vous fournirez de détails sur le schéma de contamination, plus vite nous pourrons déterminer si la source est la dégradation, les matières résiduelles, la contamination des matières premières, une défaillance de la filtration ou une accumulation dans la filière - et recommander la bonne voie corrective.
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Achats (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Extrudeuse Jinxin et un ingénieur chevronné possédant plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une extrudeuse : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...




