Variation de l'épaisseur des parois d'extrusion : Causes, diagnostic et solutions rapides
Lede
La variation de l'épaisseur de la paroi de l'extrusion est généralement le symptôme d'un déséquilibre de la ligne, et non d'un problème de réglage unique. Lorsque les dimensions commencent à dériver - paroi de plus en plus mince, diamètre extérieur sortant de la tolérance ou poids du compteur changeant - la cause est rarement un seul paramètre.
Cet article vous propose une méthode structurée pour identifier le modèle, trouver la cause et rétablir une production stable.
Dans cet article, vous apprendrez :
- À quoi ressemble la dérive dimensionnelle dans la production réelle et pourquoi elle est importante sur le plan commercial ?
- Pourquoi la variation de l'épaisseur de la paroi est généralement le premier signe d'alerte ?
- Un cadre de diagnostic en trois questions pour identifier les dérives, les fluctuations ou les changements de direction avant de toucher aux paramètres.
- Les quatre causes principales de l'instabilité dimensionnelle et la manière de les distinguer
- Mesures de correction pratiques pour les parois plus minces, les parois plus épaisses et les tailles fluctuantes
- Quand cesser de traiter le symptôme et passer au dépannage au niveau du système ?
- Comment réduire le nombre d'incidents répétés grâce à une discipline opérationnelle
1. Les dérives dimensionnelles dans l'extrusion
Dans la production réelle, l'instabilité dimensionnelle ne se manifeste pas toujours par une défaillance spectaculaire. Le plus souvent, elle se manifeste sous la forme d'une ligne qui fonctionne toujours, mais qui ne parvient plus à maintenir la taille cible de manière cohérente. Les opérateurs peuvent d'abord remarquer que l'épaisseur de la paroi s'amincit lentement, que le diamètre extérieur commence à se rapprocher de la limite de tolérance ou que le poids au compteur ne correspond plus à la valeur attendue. Pour savoir comment fonctionne le contrôle du poids du compteur dans la pratique, consultez notre guide sur le contrôle du poids du compteur. [contrôle du poids au mètre dans l'extrusion plastique]. Sur certaines lignes, le problème est évident lors du démarrage. Sur d'autres, il ne devient visible qu'après une augmentation de la vitesse, un changement de matériau ou un long cycle de production.
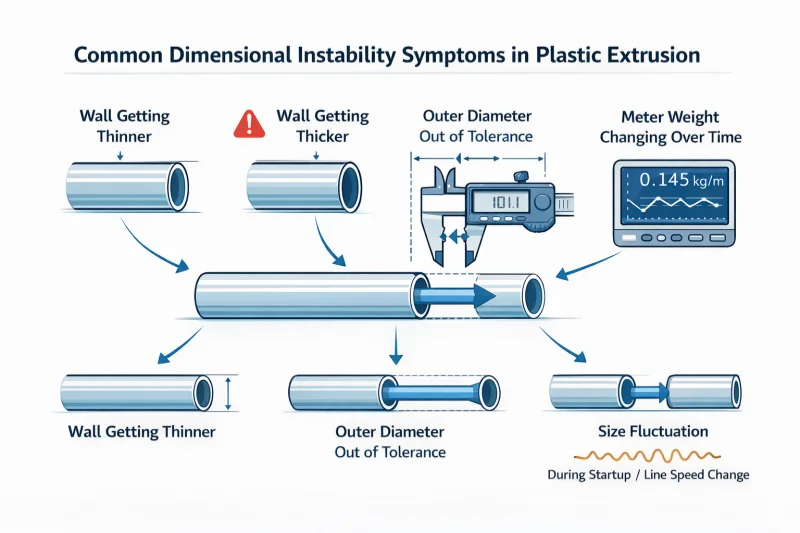
Les signes les plus courants sont les suivants
- l'épaisseur de la paroi s'amincit progressivement
- l'épaisseur de la paroi s'accroît progressivement
- Dérive de l'OD hors tolérance
- le poids du compteur évolue dans le temps
- fluctuation de la taille du produit lors du démarrage ou des changements de vitesse de la ligne
Cela est important car un problème dimensionnel est généralement le résultat visible d'une inadéquation plus profonde à un endroit quelconque du processus. Le produit vous montre que le matériau par unité de longueur ne reste plus là où il devrait être.
Pour les produits rigides tels que les tuyaux et les profilés, la situation devient très vite grave sur le plan commercial. Ces produits sont acceptés en fonction de leur dimension, de leur paroi et de leur consistance. Dans le cadre de normes dimensionnelles telles que ISO 4427-1, Une réduction des parois, même modeste, peut avoir des conséquences directes sur la conformité. Une ligne peut encore sembler “productive”, mais si la taille dérive, il en résulte un gaspillage de matériaux, une qualité instable et des litiges évitables lors de l'inspection.
2. La variation de l'épaisseur de la paroi est souvent le premier signe d'alerte
La variation de l'épaisseur de la paroi est généralement le premier signal visible indiquant que la ligne n'est plus adaptée à la production.
Parmi tous les problèmes dimensionnels, la variation de l'épaisseur de la paroi est généralement le premier que les opérateurs remarquent clairement. Sur les lignes de tuyauterie, il est facile de comprendre pourquoi : l'épaisseur de la paroi est directement liée à l'utilisation du matériau, à la performance de la pression et à l'acceptation de l'inspection. Sur les lignes de profilés, la variation de l'épaisseur peut se manifester par une faiblesse locale, un mauvais ajustement ou un comportement incohérent de la pièce avant même que la section transversale complète ne semble manifestement déformée.
L'épaisseur de la paroi tend également à se manifester plus tôt que l'affaissement en taille réelle, car elle réagit immédiatement aux changements de matériau par unité de longueur. Si la ligne commence à déborder, la paroi le révèle généralement avant que le reste du produit ne semble manifestement défectueux. Si la ligne commence à se suralimenter, la paroi peut s'accumuler avant que les opérateurs ne remarquent une instabilité dimensionnelle plus importante.
C'est l'une des raisons pour lesquelles les problèmes d'épaisseur de paroi attirent tant l'attention dans le domaine de l'extrusion. La ligne peut encore fonctionner, la surface peut encore être acceptable et le produit peut encore sembler droit, mais la paroi vous indique déjà que le processus n'est plus stable.
En termes pratiques, l'épaisseur de la paroi n'est souvent pas le seul problème, mais c'est souvent le premier signe clair qu'un problème dimensionnel plus important est en train de se développer.
3. Diagnostic rapide : Dérive, fluctuation ou changement de direction ?
Un diagnostic correct commence par l'identification du modèle, et non par l'ajustement des paramètres.
Avant de modifier les paramètres, la première tâche consiste à identifier le type de problème dimensionnel que vous rencontrez. De nombreux opérateurs perdent du temps parce qu'ils réagissent trop rapidement au symptôme sans en reconnaître d'abord le schéma. Un diagnostic stable commence par trois questions simples.
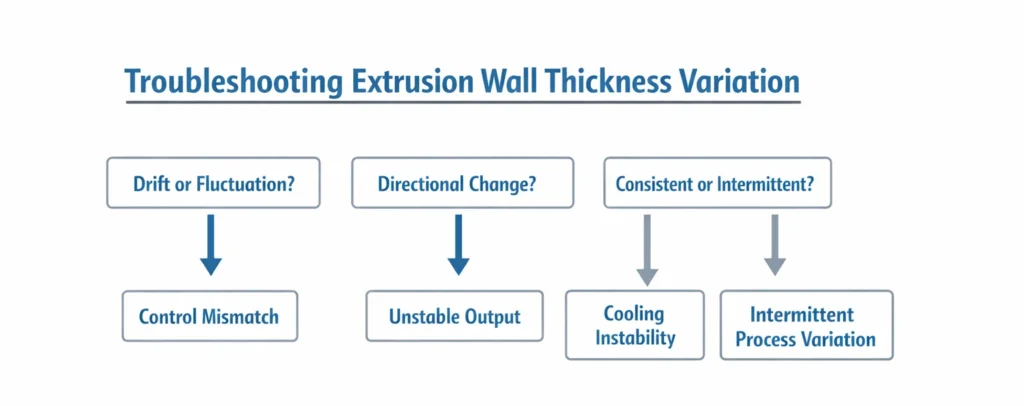
3.1 S'agit-il d'une dérive ou d'une fluctuation ?
Un problème de dérive évolue progressivement dans une direction. Par exemple, l'épaisseur de la paroi diminue lentement avec le temps, ou le diamètre extérieur augmente progressivement au cours d'une longue période. Cela indique souvent une inadéquation du contrôle, un décalage thermique, un changement des conditions en aval ou une instabilité lente du processus.
Un problème fluctuant se déplace vers le haut et vers le bas de manière répétée. L'épaisseur de la paroi peut varier autour de la cible, ou le poids du compteur peut osciller au lieu de se déplacer dans une direction précise. Cela indique généralement une alimentation instable, une production de matière fondue incohérente, une réponse variable à l'extraction ou une instabilité du refroidissement.
3.2 Le changement est-il directionnel ?
Si la paroi s'amincit principalement, il est probable que la ligne soit surdimensionnée ou que le débit effectif de matériau par unité de longueur diminue.
Si la paroi s'épaissit principalement, il se peut que la ligne suralimente le produit ou que l'enlèvement en aval ne suive plus le rythme des matériaux livrés.
Le changement de direction est utile car il vous indique si la ligne se comporte comme si elle recevait trop ou trop peu de matériel pour la condition de traction actuelle.
3.3 Est-il constant ou intermittent ?
Un problème constant a tendance à se répéter de la même manière. Il s'agit souvent d'un problème de configuration, d'un problème de correspondance des états ou d'une condition de fonctionnement stable mais incorrecte.
Un problème intermittent n'apparaît que parfois - au démarrage, après un changement de vitesse, après le remplissage de la trémie ou dans certaines conditions de température. Cela indique généralement qu'il s'agit d'une variation plutôt que d'une erreur de réglage fixe.
Ce cadre simple permet d'éviter les ajustements à l'aveuglette. Une fois que l'on sait s'il s'agit d'une dérive, d'une fluctuation ou d'un changement de direction, l'étape suivante devient beaucoup plus évidente.
4. Les principales causes de dérive dimensionnelle
La plupart des problèmes dimensionnels proviennent d'une inadéquation, d'une livraison instable ou d'un contrôle en aval instable.
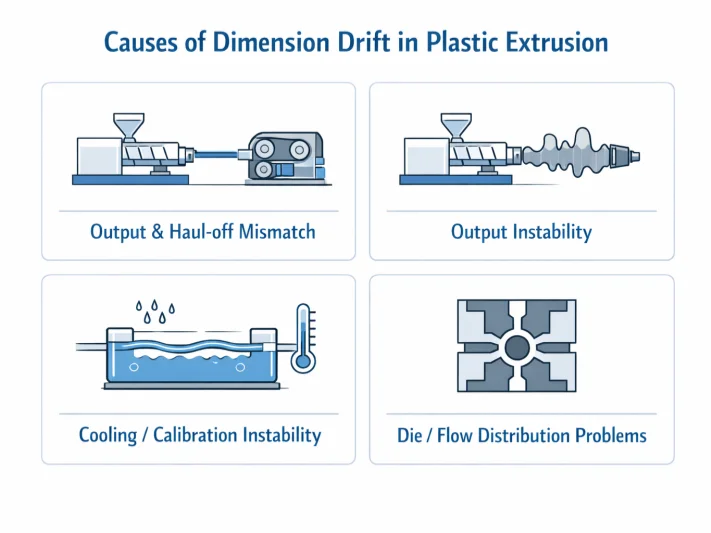
Lorsque les dimensions d'extrusion sortent de la plage, la cause n'est généralement pas aléatoire. Dans la plupart des situations de production, le problème provient de l'un des quatre domaines suivants : inadéquation de la ligne, production instable, stabilisation instable en aval ou distribution inégale du flux.
4.1 Inadéquation entre la production et le transport
C'est l'une des causes les plus courantes et les plus négligées de la dérive des dimensions.
Si le transporteur tire plus vite que la ligne ne délivre un matériau stable, le produit entre dans une condition de surtraction. Il en résulte généralement une paroi plus fine, une section transversale réduite ou une perte dimensionnelle progressive. Si la ligne fournit plus de matériau que le transporteur n'en enlève au même rythme, il en résulte une paroi plus épaisse, un produit plus lourd et un contrôle dimensionnel instable.
Le point important est que les changements de vitesse de la ligne ne sont pas neutres dans l'extrusion. Elles modifient directement le matériau par unité de longueur. Lorsque les opérateurs tentent de récupérer la taille en modifiant un seul côté de la ligne, le résultat peut sembler meilleur pendant un court laps de temps, mais la condition appariée s'aggrave souvent.
Pour une explication plus complète de ce mécanisme - y compris le fonctionnement du ratio de réduction et l'importance d'un contrôle coordonné - voir notre guide du [synchronisation de la sortie de l'extrudeuse et de la vitesse de tirage].
4.2 Instabilité de la sortie
Même si les paramètres cibles sont corrects, une sortie instable peut toujours créer une dérive dimensionnelle.
Cela peut provenir d'une alimentation incohérente, d'un pontage, de problèmes d'état de la gorge, d'une variation de la densité apparente du matériau, d'une instabilité de la température de la matière fondue ou d'une fluctuation du débit de la vis. Dans ces cas, la ligne peut ne pas être manifestement “mauvaise” dans sa configuration, mais la quantité de matière atteignant la filière n'est plus assez stable pour supporter une géométrie régulière.
Lorsque la fluctuation du débit de la vis est la cause principale confirmée et que les tolérances sont suffisamment étroites pour que le contrôle en boucle fermée ne puisse pas maintenir la spécification, un système de contrôle en boucle fermée peut être utilisé. pompe à matière fondue pour l'extrusion isole mécaniquement la pression de la matrice du comportement de la vis.
Si l'on soupçonne une instabilité de l'alimentation, voir [Pourquoi mon extrudeuse n'est-elle pas alimentée ?] pour un diagnostic étape par étape.
4.3 Instabilité du refroidissement ou de l'étalonnage
Une ligne peut aussi dériver dimensionnellement parce que la stabilisation en aval n'est plus reproductible.
Sur les lignes de tubes, les changements de calibrage du vide, l'incohérence du refroidissement ou l'instabilité de la charge de calibrage peuvent tous affecter la forme et la dimension finales. Sur les lignes de profilés, un déséquilibre du refroidissement ou des conditions de support changeantes peuvent entraîner un comportement différent de la section, même si la livraison en amont semble normale.
Ce type de problème apparaît souvent après des changements de vitesse, lors de longues séries, ou lorsque les opérateurs essaient d'augmenter le débit sans laisser à la section en aval suffisamment de temps pour se stabiliser.
4.4 Problèmes de répartition de la matrice ou du flux
Tous les problèmes dimensionnels ne sont pas dus à une inadéquation des contrôles.
Une distribution inégale du flux, une contamination dans la filière, l'usure ou un déséquilibre géométrique peuvent tous créer des différences d'épaisseur locales ou des biais dimensionnels récurrents. Si un côté d'un profil est systématiquement plus lourd, ou si une partie de la paroi présente régulièrement des mesures différentes du reste, le problème n'est peut-être pas du tout un décalage général des lignes. Il peut s'agir d'un problème de distribution du flux.
C'est ici que le dépannage doit rester honnête. Certains problèmes de dimension sont liés à la correspondance des lignes. D'autres sont dus à l'état du matériel. Un bon diagnostic dépend de la distinction entre ces deux types de problèmes.
En cas de suspicion de contamination de la filière, voir [Taches noires et contamination dans l'extrusion]. pour isoler la source avant le démontage.
5. Comment réparer rapidement
La correction doit rétablir l'équilibre, et non pas simplement forcer temporairement le symptôme à revenir à la tolérance.
Une fois que le schéma est clair, l'action corrective doit se concentrer sur le rétablissement d'un état stable de concordance. L'objectif n'est pas de “chasser le nombre” pendant quelques minutes. L'objectif est de remettre la ligne dans un état qui lui permette de conserver sa dimension de façon constante.
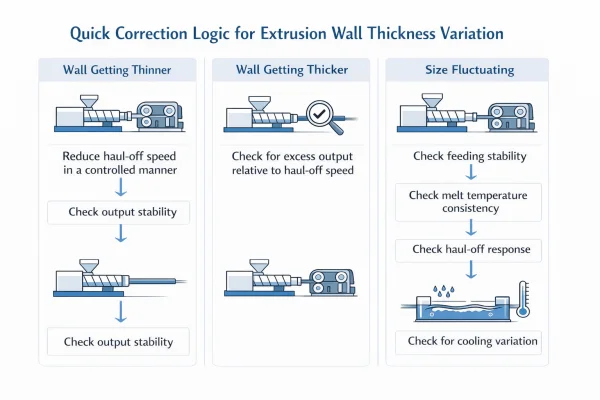
Cas A - Le mur s'amincit
Si l'épaisseur de la paroi diminue, il faut d'abord vérifier si le système de transport fonctionne efficacement pour assurer la stabilité de la livraison des matériaux. Confirmez si la vitesse de la ligne a été récemment augmentée, si la production est stable et si la section en aval supporte toujours la géométrie cible du produit.
Actions typiques :
- réduire légèrement la vitesse de traction en cas de suspicion de retrait excessif
- confirmer que la sortie de l'extrudeuse est stable, et non pas simplement réglée de manière nominale
- éviter une correction agressive sur un seul paramètre
- laisser le temps à la réponse du processus de se propager avant de procéder à un autre changement
Une erreur fréquente de l'opérateur est de réagir à une paroi mince en effectuant plusieurs corrections rapides à la suite. Cela crée souvent une oscillation plutôt qu'une stabilité.
Cas B - Le mur s'épaissit
Si l'épaisseur de la paroi augmente, vérifiez si la ligne suralimente effectivement le produit. Il se peut que trop de matière entre dans la section de formage pour le taux d'enlèvement actuel en aval.
Actions typiques :
- vérifier si le débit est trop élevé par rapport à la vitesse de traction
- vérifier si la charge d'étalonnage ou de dimensionnement a augmenté
- n'augmenter l'élimination en aval que de manière contrôlée
- réduire l'excès de matériau par unité de longueur sans créer de surépaisseur
Il ne s'agit pas simplement de “tirer plus vite”. Si le système est déjà instable, une augmentation agressive de l'extraction peut remplacer un problème par un autre.
Cas C - La taille fluctue à la hausse et à la baisse
Si l'épaisseur de la paroi, le diamètre extérieur ou le poids au mètre évoluent dans les deux sens plutôt que de dériver dans une direction, la ligne est probablement confrontée à une variation plutôt qu'à une inadéquation fixe.
Actions typiques :
- vérifier la stabilité de l'alimentation et le comportement de la trémie
- vérifier la cohérence de la température de fusion
- vérification de la stabilité de la réponse à la traction
- vérifier le refroidissement ou la variation du vide
- vérifier si les changements récents ont été effectués trop rapidement pour que la ligne se stabilise
La fluctuation de la taille signifie généralement que le processus n'est pas encore suffisamment reproductible. Dans ce cas, la bonne solution consiste souvent à stabiliser la ligne avant d'augmenter la production.
La règle pratique dans les trois cas est simple : une correction coordonnée est toujours préférable à une chasse aux paramètres isolée.
6. Quand il s'agit vraiment d'un problème de système plus important
Si plusieurs symptômes apparaissent simultanément, le problème se situe généralement au niveau du système.
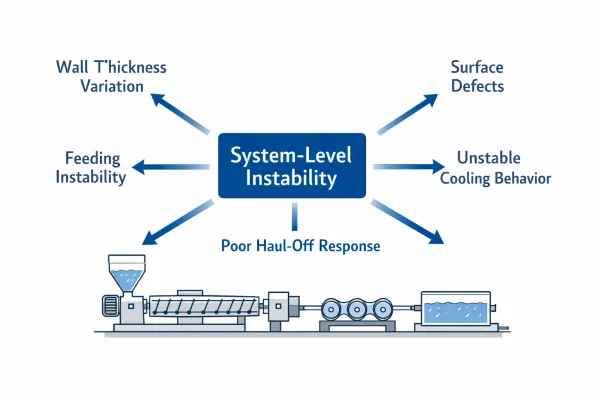
La dérive dimensionnelle ressemble parfois à un problème de taille, mais elle fait en réalité partie d'un schéma d'instabilité plus large. Si la variation de l'épaisseur de paroi s'accompagne de problèmes d'alimentation, de défauts de surface, d'un comportement de refroidissement instable, d'une mauvaise réponse de l'extracteur ou de symptômes de contamination, le véritable problème est probablement plus important que l'épaisseur de paroi seule.
Dans ce cas, l'opérateur doit cesser de traiter le symptôme dimensionnel comme un problème isolé et prendre du recul pour établir un diagnostic plus large. Commencer par l'ensemble de la dépannage de l'extrusion plastique puis de circonscrire le problème de manière systématique à partir de là.
Ceci est particulièrement important lorsque la ligne présente plus d'un mode de défaillance en même temps. Une ligne qui présente une alimentation instable, une dimension instable et des défauts de surface visibles ne vous donne pas trois problèmes distincts. Il s'agit généralement d'un système qui a perdu sa stabilité à plusieurs endroits à la fois.
Cette distinction permet de gagner du temps. Elle évite aux opérateurs de passer une heure à peaufiner l'épaisseur des parois alors que le véritable problème est une incohérence en amont ou une instabilité en aval qui n'a pas été corrigée.
7. Comment réduire les récidives
Une production stable est le résultat de conditions répétées, et non de corrections répétées.
Une fois la dérive dimensionnelle corrigée, il convient de se demander pourquoi la ligne est devenue vulnérable. La réponse n'est généralement pas “l'opérateur n'a pas réagi assez vite”. Dans la plupart des cas, les problèmes dimensionnels récurrents sont dus au fait que les conditions d'exploitation elles-mêmes ne sont pas suffisamment reproductibles.
Quelques habitudes pratiques permettent de réduire considérablement le nombre de répétitions :
- suivre les tendances, et pas seulement les relevés ponctuels
- éviter de corriger la dimension en modifiant un seul paramètre à plusieurs reprises
- contrôler régulièrement la stabilité de l'alimentation et le refroidissement en aval
- normaliser la stabilisation du démarrage avant de pousser la vitesse de production
- enregistrer les conditions qui existaient avant l'apparition de la dérive
C'est ici que le dépannage commence à être lié au travail préventif. Une ligne qui sort régulièrement de sa dimension vous indique généralement que sa fenêtre de fonctionnement normale n'a pas encore été suffisamment stabilisée.
Pour une prévention à plus long terme, connectez-le à votre [liste de contrôle de l'entretien préventif] et la discipline opérationnelle plutôt que de s'appuyer uniquement sur la lutte répétée contre les incendies.
FAQ
Q1 : Quelle est la cause de l'amincissement de l'épaisseur de la paroi pendant l'extrusion ?
R : La cause la plus fréquente est l'excès de tirage - le tirage tire le produit plus vite que l'extrudeuse ne peut fournir un matériau stable. Cela peut se produire après une augmentation de la vitesse de la ligne, lorsque la production de l'extrudeuse diminue en raison de changements d'alimentation ou de température, ou lorsque la vitesse de traction augmente sans que l'opérateur s'en aperçoive. Il en résulte une diminution de la quantité de matière par unité de longueur, ce qui se traduit par une paroi plus fine.
Q2 : Comment savoir si ma extrudeuse est à découvert ?
Vérifiez si l'épaisseur de la paroi et le poids au mètre ont tous deux tendance à diminuer. Si le produit s'amincit et s'allège simultanément, la ligne est très probablement en état de surcharge - le tirage enlève le produit plus rapidement que l'extrudeuse n'en fournit. Confirmez en réduisant légèrement la vitesse de tirage : si la paroi commence immédiatement à se redresser, c'est que l'emboutissage était en cause.
Q3 : Pourquoi la dimension fluctue-t-elle alors que je n'ai modifié aucun paramètre ?
Car les réglages ne sont pas la seule variable. La densité apparente du matériau peut varier d'un lot à l'autre, la température de fusion peut dériver en fonction des conditions ambiantes et de la réponse au chauffage du tonneau, l'alimentation peut devenir incohérente en raison de la formation de ponts ou du comportement de la trémie, et la température de l'eau de refroidissement peut changer. Tous ces éléments affectent les conditions réelles du processus, même lorsque les points de consigne restent inchangés.
Q4 : Dois-je ajuster la vitesse de tirage ou la vitesse de la vis pour fixer l'épaisseur de la paroi ?
Cela dépend du côté qui provoque le déséquilibre. Si le rendement est stable et que le tirage est trop rapide, réduire la vitesse de tirage. Si la traction est réglée correctement mais que l'extrudeuse ne fournit pas assez de matière, augmentez la vitesse de la vis ou recherchez ce qui limite la production. L'essentiel est d'identifier d'abord le côté instable, puis de le corriger - et non d'ajuster le paramètre le plus proche.
Q5 : Quand dois-je cesser d'examiner l'épaisseur de la paroi et considérer l'ensemble de la ligne ?
Lorsque des problèmes dimensionnels apparaissent en même temps que d'autres symptômes - instabilité de l'alimentation, défauts de surface, incohérence de la température ou problèmes de refroidissement - le problème se situe généralement au niveau du système. Cessez de considérer l'épaisseur de la paroi comme un problème isolé et prenez du recul pour adopter une approche diagnostique plus large. Un seul symptôme peut être corrigé localement ; plusieurs symptômes simultanés indiquent généralement que la ligne a perdu sa stabilité à un niveau plus profond.
Besoin d'aide pour diagnostiquer votre ligne ?
Indiquez-nous le type de produit, l'épaisseur ou la taille de paroi visée, le modèle de fluctuation que vous observez et le moment où le problème apparaît au cours de la production. Nous pouvons vous aider à déterminer si le problème principal est une inadéquation de la production, un comportement de tirage, une instabilité du refroidissement ou un problème plus général de contrôle de la ligne.
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Achats (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Extrudeuse Jinxin et un ingénieur chevronné possédant plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une extrudeuse : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...




