Dépannage de l'extrusion plastique : Un guide pratique pour diagnostiquer rapidement les problèmes de ligne
Lede
Le dépannage de l'extrusion plastique devient lent et coûteux lorsque les opérateurs réagissent aux symptômes sans d'abord identifier le type de problème. Un problème de dimension, un problème d'alimentation, une contamination ou une défaillance spécifique à une station peuvent tous sembler urgents, mais ils ne suivent pas la même logique. Le moyen le plus rapide de dépanner une extrudeuse est de classer d'abord le problème, puis de suivre la bonne voie de diagnostic au lieu d'ajuster les paramètres à l'aveuglette.
Dans cet article, vous apprendrez :
- Pourquoi la plupart des dépannages d'extrusion échouent en raison de l'ordre des diagnostics, et non d'un manque d'efforts ?
- Comment classer tout problème de extrudeuse dans l'une des quatre catégories reproductibles avant de toucher aux réglages ?
- Quand utiliser une approche fondée sur les symptômes plutôt qu'une approche fondée sur les stations ?
- Les erreurs les plus courantes qui compliquent le diagnostic d'une ligne au lieu de le faciliter
- Comment reconnaître que plusieurs symptômes indiquent un problème au niveau du système plutôt qu'une cause isolée ?
- L'organisation de cette série de dépannages vous permet d'approfondir votre problème spécifique.
1. Pourquoi le dépannage de l'extrusion plastique devient-il souvent confus ?
La plupart des échecs en matière de dépannage d'extrusion sont dus à un mauvais ordre de diagnostic, et non à un manque d'efforts.
Dans la production réelle, les opérateurs sont rarement confrontés à un seul problème de propreté. Une ligne peut présenter à la fois un rendement instable, une légère dérive de l'épaisseur de la paroi et des défauts de surface occasionnels. Sous la pression de la production, il est naturel de commencer à ajuster les paramètres immédiatement - vitesse de la vis, vitesse de tirage, température ou conditions de refroidissement.
Le problème est qu'un ajustement précoce cache souvent la véritable cause au lieu de la résoudre. Un changement peut améliorer temporairement le symptôme, tandis qu'une autre partie du processus continue à dériver. Après plusieurs ajustements, la ligne devient plus difficile à stabiliser, et non plus facile.
Une autre source de confusion consiste à mélanger le symptôme et la cause. “La ligne est instable” n'est pas un diagnostic. Il s'agit seulement d'une description. Si l'on ne fait pas la distinction entre ce qui se passe et la raison de ce qui se passe, le dépannage se transforme en conjecture.
Une approche structurée réduit cette confusion. Au lieu de se demander “que dois-je changer ?”, il vaut mieux se demander “de quel type de problème s'agit-il ?”.”
2. Commencer par classer le problème, ne pas deviner la cause
La première étape du dépannage consiste à identifier la classe du problème, et non à deviner le réglage de la machine.
La plupart des problèmes d'extrusion se répartissent en un petit nombre de catégories reproductibles. Une fois que la catégorie est claire, l'étape suivante devient beaucoup plus simple.
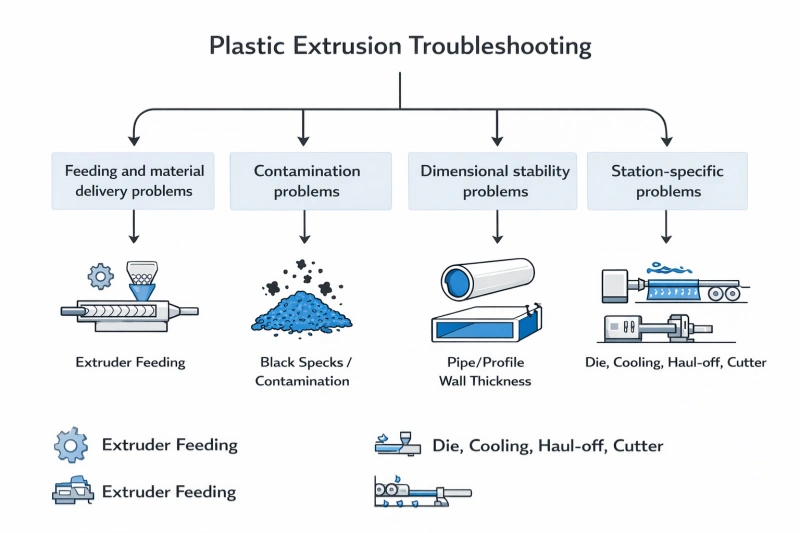
2.1 Problèmes d'alimentation et de livraison des matériaux
Les signes typiques sont les suivants
- l'extrudeuse ne s'alimente pas correctement
- fluctuation de la production
- la formation de ponts dans la trémie
- problèmes de refroidissement de la gorge
Ces problèmes sont liés à la manière dont le matériau entre et se déplace dans l'extrudeuse.
→ Voir [Pourquoi mon extrudeuse n'est-elle pas alimentée ?]
2.2 Problèmes de contamination et de propreté des matériaux
Les signes typiques sont les suivants
- taches noires
- particules brûlées
- sources de contamination inconnues
Ces problèmes sont souvent diagnostiqués à tort comme des “problèmes de matériaux” sans que l'on puisse isoler l'origine de la contamination. Lorsqu'une contamination apparaît, une première vérification rapide consiste à examiner les éléments suivants changeur d'écran - un paquet d'écran chargé est l'une des sources les plus souvent négligées.
→ Voir [Taches noires et contamination dans l'extrusion].
2.3 Problèmes de stabilité dimensionnelle
Les signes typiques sont les suivants
- variation de l'épaisseur de la paroi
- dérive du diamètre extérieur
- instabilité du poids du mètre
- les changements de taille après les ajustements de vitesse
Ces problèmes reflètent généralement un déséquilibre entre la production, le transport et la stabilisation en aval. Pour les produits rigides tels que les tuyaux, les écarts dimensionnels ont des conséquences directes en vertu de normes telles que ISO 4427
→ Voir [Dérive dimensionnelle et variation de l'épaisseur de la paroi dans l'extrusion].
2.4 Problèmes mécaniques ou de processus propres à la station
Les signes typiques sont les suivants
- problèmes localisés au niveau de la filière, de l'étalonnage, du refroidissement, du transport ou de l'outil de coupe
- les problèmes qui proviennent clairement d'une section de la ligne
Dans ce cas, le dépannage doit suivre la configuration physique de la ligne.
→ Voir [Dépannage par station]
3. Dépannage selon le principe "Symptôme d'abord" ou "Station d'abord".
Pour bien dépanner, il faut savoir s'il faut suivre le symptôme ou inspecter d'abord la station.
Dans la pratique, il existe deux façons valables d'aborder un problème, et choisir la mauvaise fait perdre du temps.
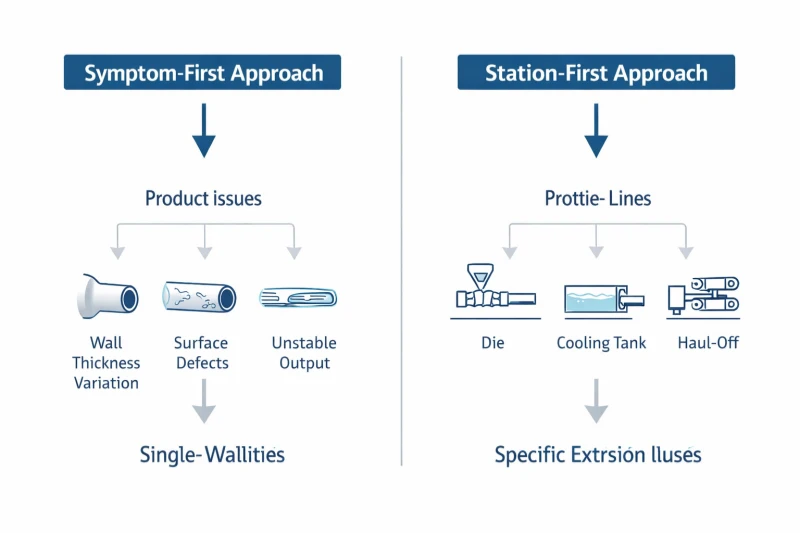
Approche fondée sur les symptômes
A utiliser lorsque le problème est visible dans le produit :
- L'épaisseur de la paroi est incorrecte
- des défauts de surface apparaissent
- la sortie est instable
- la contamination est visible
Dans ce cas, le produit vous dit que quelque chose ne va pas, mais pas où. Vous suivez le symptôme et réduisez la cause.
Approche par station
A utiliser lorsque la localisation du problème est déjà claire :
- problème lié à la filière
- instabilité du réservoir de refroidissement
- incohérence du transport
- dysfonctionnement du cutter
Ici, le problème est lié à une partie spécifique de la ligne. Vous partez de cette station et travaillez vers l'extérieur.
Le choix entre ces deux approches fait souvent la différence entre une solution rapide et un long cycle de dépannage.
4. Ce qu'il ne faut pas faire pendant le dépannage
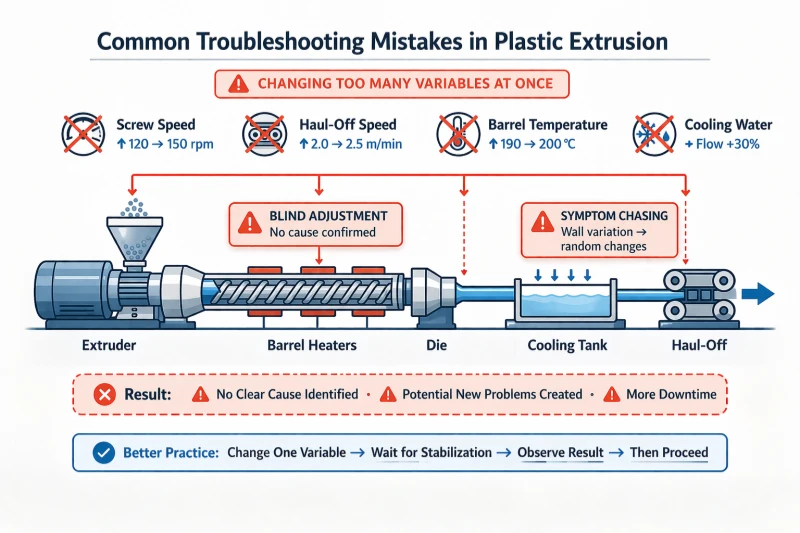
Le moyen le plus rapide de perdre du temps est d'ajuster plusieurs variables avant d'identifier le type de problème.
Les erreurs les plus courantes sont les suivantes :
- changement simultané de la vitesse de la vis, de la vitesse d'extraction et de la température
- supposer que chaque problème de dimension est dû à un seul paramètre
- traiter la contamination comme un simple problème matériel sans en isoler la source
- la correction répétée des symptômes sans vérifier si le système est stable
Ces actions rendent souvent la ligne plus difficile à diagnostiquer car elles introduisent de nouvelles variables plus rapidement que le processus ne peut réagir.
Un processus de dépannage stable exige de la discipline. Identifier d'abord, ajuster ensuite.
5. Quand un problème dépasse un symptôme
Si plusieurs symptômes apparaissent simultanément, la ligne doit être traitée comme un problème de stabilité plus large.
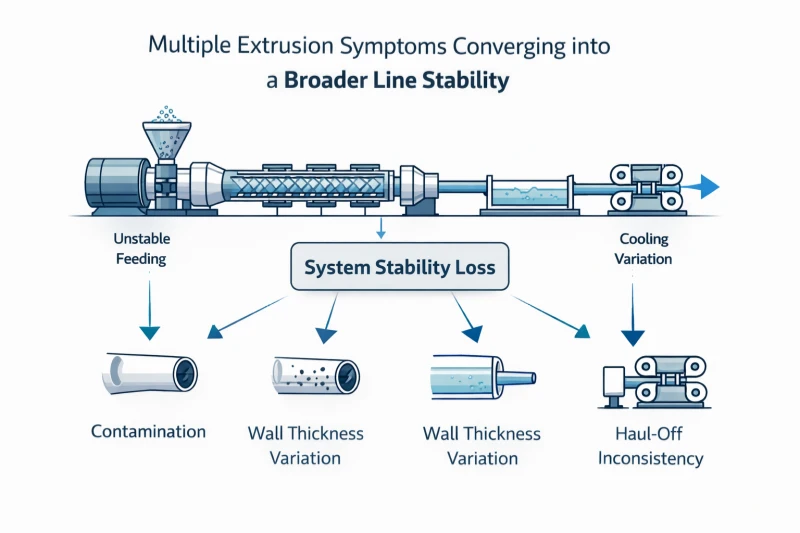
Voici quelques exemples :
- alimentation instable combinée à une dérive dimensionnelle
- contamination apparaissant en même temps que l'instabilité de la température
- les problèmes d'épaisseur des parois et les incohérences en matière de transport
- instabilité du démarrage combinée à une variation du refroidissement
Dans ce cas, le problème est rarement isolé. La ligne perd sa stabilité en plusieurs points à la fois.
Dans ce cas, il est plus efficace de prendre du recul et de suivre un parcours de dépannage structuré plutôt que de se concentrer sur un seul symptôme. Revenez au cadre de classification de la section 2 ci-dessus, puis réduisez votre champ d'action jusqu'à la bonne catégorie.
Ceci est particulièrement important lorsque la ligne présente plus d'un mode de défaillance en même temps. Une ligne qui présente une alimentation instable, une dimension instable et des défauts de surface visibles ne vous donne pas trois problèmes distincts. Il s'agit généralement d'un système qui a perdu sa stabilité à plusieurs endroits à la fois.
Cette distinction permet de gagner du temps. Elle évite aux opérateurs de passer une heure à peaufiner l'épaisseur des parois alors que le véritable problème est une incohérence en amont ou une instabilité en aval qui n'a pas été corrigée.
6. Conclusion
L'objectif du dépannage de l'extrusion n'est pas de réagir plus vite, mais de diagnostiquer dans le bon ordre.
Lorsqu'un problème apparaît, la première étape consiste à le classer correctement. Une fois que le type de problème est clair, les causes probables se réduisent rapidement et l'action corrective devient plus efficace.
L'ajustement aveugle ralentit le processus. Le diagnostic structuré l'accélère.
Une ligne stable n'est pas obtenue par une correction constante, mais en comprenant quelle partie du processus n'est plus adaptée et en rétablissant cet équilibre.
Cette série de dépannage est structurée de manière à vous aider à passer rapidement du symptôme à l'action :
- [Dépannage par station] → respecter la disposition physique des lignes
- [Pourquoi mon extrudeuse n'est-elle pas alimentée ?]→ problèmes d'alimentation et de production
- [Taches noires et contamination dans l'extrusion].→ diagnostic de contamination
- [Dérive dimensionnelle et variation de l'épaisseur de la paroi dans l'extrusion]. → problèmes de taille et de stabilité
Chaque page se concentre sur un type de problème, ce qui vous permet d'approfondir la question sans mélanger les différentes causes.
FAQ
Q1:Quel est le moyen le plus rapide de dépanner une extrudeuse ?
A:Classifier d'abord le problème. La plupart des temps de dépannage sont perdus en réglage aveugle des paramètres. Avant de modifier un réglage, déterminez si le problème est lié à l'alimentation, à la contamination, à la stabilité dimensionnelle ou à une station spécifique. Une fois la catégorie clairement définie, le diagnostic est beaucoup plus rapide.
Q2 : Comment puis-je savoir si mon problème d'extrusion est lié à l'alimentation ou aux dimensions ?
R : Vérifiez où le symptôme se manifeste. Si l'extrudeuse ne tire pas la matière de manière régulière - la production fluctue, la trémie se déverse ou la gorge surchauffe - le problème est lié à l'alimentation. Si la ligne fonctionne et produit de la matière, mais que l'épaisseur de la paroi, le diamètre extérieur ou le poids au mètre s'écartent des tolérances, le problème est d'ordre dimensionnel. Dans certains cas, les deux problèmes apparaissent en même temps, ce qui signale généralement une instabilité plus importante du système.
Q3 : Dois-je procéder à un dépannage par symptôme ou par station ?
R : Cela dépend de ce que vous savez déjà. Si le problème est visible dans le produit - mauvaise épaisseur de paroi, défauts de surface, contamination - mais que vous ne savez pas d'où il vient, suivez le symptôme et réduisez la cause. Si le problème est clairement lié à une partie de la ligne - filière, refroidissement, transport ou coupeur - partez de ce poste et allez vers l'extérieur.
Q4 : Que dois-je éviter lors de la résolution de problèmes sur les lignes d'extrusion ?
R : Évitez de modifier plusieurs paramètres en même temps. Chaque ajustement introduit une réponse différée, et l'empilement des changements rend presque impossible l'identification de celui qui a réellement contribué à l'amélioration de la situation. Évitez également de traiter chaque problème comme s'il s'agissait d'un problème de réglage unique. La plupart des problèmes d'extrusion sont le résultat d'une inadéquation entre plusieurs parties du processus, et non d'une erreur de numérotation.
Besoin d'aide pour diagnostiquer votre ligne ?
Décrivez le principal symptôme que vous observez, le moment où il apparaît et la partie de la ligne que vous soupçonnez en premier. Nous pouvons vous aider à identifier rapidement la catégorie de problème et vous orienter vers la bonne voie corrective.
Explorer les thèmes
Filtrer par spécifications
ABS (1) Support après-vente (1) Mouchetures noires (2) Matrices d'extrusion (1) problèmes d'alimentation (1) Intention : Notions de base (10) Intention : Contrôle (3) Intention : Maintenance (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) Achats (1) PVC (1) Dépannage (5) variation de l'épaisseur de la paroi (2)
Vous avez des questions techniques ?
Notre équipe d'ingénieurs est prête à vous aider dans votre processus d'extrusion ou dans la configuration de votre machine.

Jason Shen
Jason est le fondateur de Extrudeuse Jinxin et un ingénieur chevronné possédant plus de 20 ans d'expérience pratique dans le domaine des machines pour matières plastiques.
En commençant sa carrière dans l'atelier, il a maîtrisé tous les détails techniques, du câblage électrique au dépannage complexe.
Aujourd'hui, il supervise personnellement les inspections finales, s'assurant que chaque machine est construite avec une expertise technique approfondie et une fiabilité éprouvée sur le terrain.
Pour en savoir plus
Devis pour une extrudeuse : Ce qui est inclus et ce qu'il faut vérifier avant d'acheter
Vous comparez des devis de lignes d'extrusion ? Utilisez cette liste de contrôle de l'étendue des fournitures pour voir ce qui est inclus, ce qui est généralement exclu et...Changeur de tamis d'extrusion et filtration de la matière fondue : Comment réduire la contamination et les fluctuations de pression
Un guide pratique sur les changeurs de tamis dans l'extrusion plastique - comment la filtration des matières fondues contrôle la contamination, pourquoi les changements de tamis provoquent des pressions...




