
Variación del espesor de la pared de extrusión: Causas, diagnóstico y soluciones rápidas
Lede
La variación del grosor de la pared de extrusión suele ser un síntoma de desequilibrio de la línea, no un problema de un solo ajuste. Cuando las dimensiones empiezan a desviarse -la pared se vuelve más fina, el diámetro exterior se sale de la tolerancia o el peso del medidor cambia-, la causa rara vez es un único parámetro.
Este artículo le ofrece una forma estructurada de identificar el patrón, localizar la causa y restablecer una producción estable.
En este artículo aprenderá:
- Cómo es la deriva dimensional en la producción real y por qué es importante desde el punto de vista comercial.
- Por qué la variación del grosor de la pared suele ser la primera señal de alarma
- Un marco de diagnóstico de tres preguntas para identificar la deriva, la fluctuación o el cambio direccional antes de tocar cualquier ajuste.
- Las cuatro causas principales de la inestabilidad dimensional y cómo separarlas
- Pasos prácticos de corrección para pared más fina, pared más gruesa y tamaño fluctuante
- Cuándo dejar de tratar el síntoma y pasar a la solución de problemas a nivel del sistema
- Cómo reducir la reincidencia mediante la disciplina operativa
1. Cómo es la deriva dimensional en la extrusión
En la producción real, la inestabilidad dimensional no siempre aparece como un fallo dramático. Más a menudo, aparece como una línea que sigue funcionando, pero que ya no mantiene el tamaño objetivo de forma constante. Los operarios pueden darse cuenta primero de que el grosor de la pared disminuye lentamente, de que el diámetro exterior empieza a acercarse al límite de tolerancia o de que el peso del medidor ya no coincide con el valor esperado. Para saber cómo funciona en la práctica el control del peso del medidor, consulte nuestra guía sobre [control del peso por metro en la extrusión de plásticos]. En algunas líneas, el problema es evidente durante la puesta en marcha. En otras, solo se hace visible tras un aumento de la velocidad, un cambio de material o una larga tirada de producción.
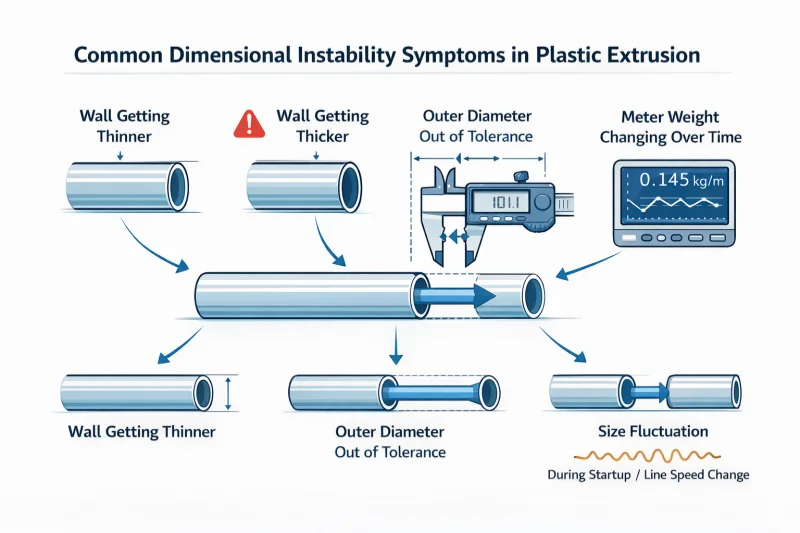
Los signos comunes incluyen:
- espesor de pared cada vez más fino
- el grosor de la pared aumenta gradualmente
- OD fuera de tolerancia
- el peso del metro cambia con el tiempo
- fluctuación del tamaño del producto durante el arranque o los cambios de velocidad de la línea
Esto es importante porque un problema dimensional suele ser el resultado visible de un desajuste más profundo en algún punto del proceso. El producto le indica que el material por unidad de longitud ya no está donde debería.
En el caso de los productos rígidos, como los tubos y los perfiles, la situación se agrava rápidamente desde el punto de vista comercial. Estos productos se aceptan por dimensión, pared y consistencia. Según normas dimensionales como ISO 4427-1, Incluso una modesta reducción de la pared puede tener consecuencias directas sobre el cumplimiento. Una línea puede seguir pareciendo “productiva”, pero si el tamaño se desvía, el resultado es material desperdiciado, calidad inestable y disputas evitables durante la inspección.
2. La variación del grosor de la pared suele ser la primera señal de advertencia
La variación del espesor de la pared suele ser la primera señal visible de que la línea ya no mantiene una condición de producción ajustada.
Entre todos los problemas dimensionales, la variación del espesor de pared suele ser el primero que los operarios perciben con claridad. En las líneas de tuberías, es fácil entender por qué: el espesor de pared está directamente relacionado con el uso del material, el rendimiento de la presión y la aceptación de la inspección. En las líneas de perfiles, la variación del espesor puede manifestarse como una debilidad local, un mal ajuste o un comportamiento incoherente de la pieza, incluso antes de que la sección transversal completa presente una distorsión evidente.
El grosor de la pared también tiende a mostrarse antes que el colapso del tamaño completo porque reacciona inmediatamente a los cambios de material por unidad de longitud. Si la línea empieza a sobretraerse, la pared suele revelarlo antes de que el resto del producto parezca obviamente incorrecto. Si la línea empieza a sobrealimentarse, la pared puede acumularse antes de que los operarios noten una inestabilidad dimensional más amplia.
Esta es una de las razones por las que los problemas de espesor de pared atraen tanta atención en la extrusión. Puede que la línea siga funcionando, que la superficie siga teniendo un aspecto aceptable y que el producto siga pareciendo recto, pero la pared ya le está indicando que el proceso ha dejado de ser estable.
En la práctica, el grosor de la pared no suele ser todo el problema, pero a menudo es la primera señal clara de que se está desarrollando un problema dimensional mayor.
3. Diagnóstico rápido: ¿Deriva, fluctuación o cambio de dirección?
Un diagnóstico correcto empieza por identificar el patrón, no por ajustar los parámetros.
Antes de cambiar los ajustes, la primera tarea es identificar qué tipo de problema dimensional se está viendo realmente. Muchos operarios pierden tiempo porque reaccionan al síntoma con demasiada rapidez sin reconocer primero su patrón. Un diagnóstico estable comienza con tres sencillas preguntas.
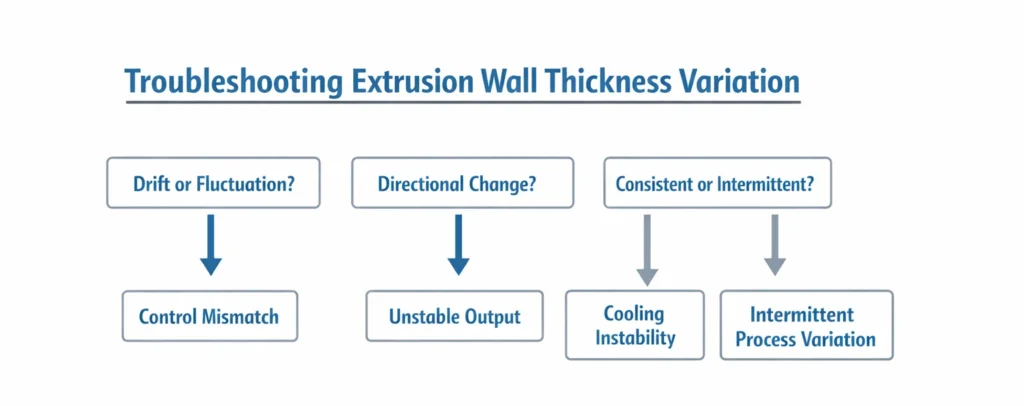
3.1 ¿Es deriva o fluctuación?
Un problema de deriva se mueve gradualmente en una dirección. Por ejemplo, el grosor de la pared disminuye lentamente con el tiempo, o el diámetro exterior se desplaza gradualmente hacia arriba durante un proceso largo. Esto suele indicar un desajuste de control, un cambio térmico, un cambio de las condiciones aguas abajo o una lenta inestabilidad del proceso.
Un problema fluctuante se mueve hacia arriba y hacia abajo repetidamente. El espesor de la pared puede variar en torno al objetivo, o el peso del medidor puede oscilar en lugar de moverse en una dirección clara. Esto suele apuntar a una alimentación inestable, una producción de masa fundida incoherente, una respuesta de arrastre variable o una inestabilidad en el enfriamiento.
3.2 ¿Es el cambio direccional?
Si la pared es cada vez más fina, es probable que la línea se esté sobredimensionando o que el suministro efectivo de material por unidad de longitud esté disminuyendo.
Si el grosor de la pared aumenta principalmente, es posible que la línea esté sobrealimentando el producto o que la extracción aguas abajo ya no siga el ritmo del material suministrado.
El cambio direccional es útil porque le indica si la línea se está comportando como si estuviera recibiendo muy poco o demasiado material para la condición de tiro actual.
3.3 ¿Es constante o intermitente?
Un problema constante tiende a repetirse de la misma manera. Esto a menudo sugiere un problema de configuración, un problema de estado emparejado o una condición de funcionamiento estable pero incorrecta.
Un problema intermitente aparece sólo a veces: durante el arranque, después de cambios de velocidad, después de rellenar la tolva o en determinadas condiciones de temperatura. Esto suele indicar una variación y no un error de configuración fijo.
Este sencillo marco evita el ajuste a ciegas. Una vez que se sabe si el problema es la deriva, la fluctuación o el cambio de dirección, el siguiente paso es mucho más obvio.
4. Las principales causas de la deriva dimensional
La mayoría de los problemas dimensionales proceden de un desajuste, una entrega inestable o un control descendente inestable.
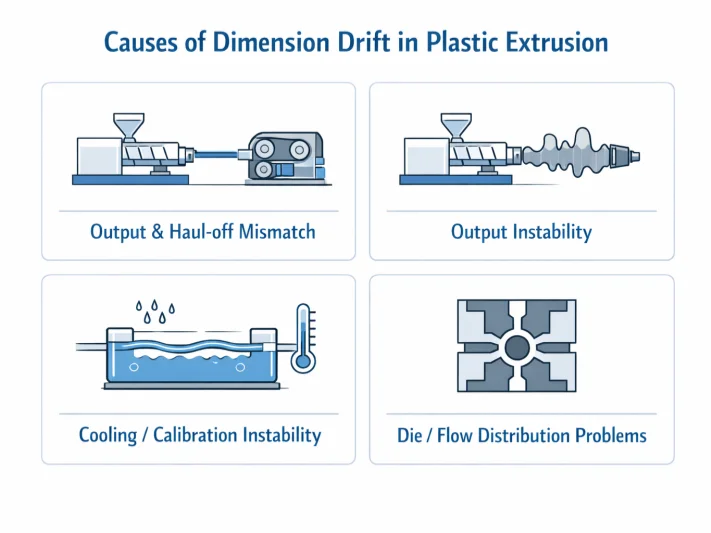
Cuando las dimensiones de extrusión se salen de rango, la causa no suele ser aleatoria. En la mayoría de las situaciones de producción, el problema procede de una de estas cuatro áreas: desajuste de la línea, salida inestable, estabilización descendente inestable o distribución desigual del flujo.
4.1 Desajuste entre salida y arrastre
Esta es una de las causas más comunes y que más se pasan por alto de la deriva dimensional.
Si el arrastre tira más rápido de lo que la línea suministra material estable, el producto entra en una condición de exceso de arrastre. El resultado suele ser una pared más fina, una sección transversal reducida o una pérdida dimensional gradual. Si la línea suministra más material del que el remolcador retira al mismo ritmo, el resultado es una pared más gruesa, un producto más pesado y un control inestable del tamaño.
Lo importante es que los cambios de velocidad de la línea no son neutros en la extrusión. Cambian directamente el material por unidad de longitud. Cuando los operarios intentan recuperar el tamaño cambiando sólo un lado de la línea, el resultado puede parecer mejor durante un breve espacio de tiempo, pero el estado igualado suele empeorar.
Para una explicación más completa de este mecanismo -incluido cómo funciona el ratio de detracción y por qué es importante el control coordinado- consulte nuestra guía de [sincronización de la salida del extrusor y de la velocidad de arrastre].
4.2 Inestabilidad de salida
Incluso si los ajustes del objetivo son correctos, una salida inestable puede crear una deriva dimensional.
Esto puede deberse a inconsistencias en la alimentación, formación de puentes, problemas en el estado de la garganta, variación de la densidad aparente del material, inestabilidad de la temperatura de la masa fundida o fluctuación en el suministro del husillo. En estos casos, puede que la línea no esté obviamente “mal” configurada, pero la cantidad de material que llega a la matriz ya no es lo suficientemente estable como para soportar una geometría estable.
Esta es la razón por la que algunas líneas muestran una fluctuación de dimensiones incluso cuando los ajustes de arrastre parecen no haber cambiado. El extractor responde a un flujo de producto que ya no es constante.
Si la causa sospechada es la inestabilidad alimentaria, véase [¿Por qué no se alimenta mi extrusora?] para un diagnóstico paso a paso.
4.3 Inestabilidad de refrigeración o calibración
Una línea también puede desviarse dimensionalmente porque la estabilización aguas abajo ya no es repetible.
En las líneas de tubos, los cambios de calibración del vacío, la inconsistencia del enfriamiento o la inestabilidad de la carga de dimensionamiento pueden afectar a la forma y dimensión finales. En las líneas de perfiles, un desequilibrio en el enfriamiento o unas condiciones de soporte cambiantes pueden hacer que la sección se comporte de forma diferente incluso cuando la entrega aguas arriba parece normal.
Este tipo de problema suele aparecer tras cambios de velocidad, durante tiradas largas o cuando los operarios intentan aumentar el rendimiento sin dar tiempo suficiente a que la sección descendente se estabilice.
4.4 Problemas de distribución de troqueles o caudales
No todos los problemas dimensionales se deben a un desajuste de los controles.
La distribución desigual del flujo, la contaminación en la matriz, el desgaste o el desequilibrio geométrico pueden crear diferencias locales de espesor o un sesgo dimensional recurrente. Si un lado de un perfil es sistemáticamente más pesado, o una parte de la pared mide repetidamente diferente del resto, puede que el problema no sea en absoluto un desajuste general de la línea. Puede tratarse de un problema de distribución del flujo.
Aquí es donde la resolución de problemas debe ser honesta. Algunos problemas de dimensión tienen que ver con la coincidencia de líneas. Otros se deben al estado del hardware. Un buen diagnóstico depende de la separación de ambos.
Si se sospecha de contaminación en el troquel, véase [Manchas negras y contaminación en la extrusión] para aislar la fuente antes del desmontaje.
5. Cómo solucionarlo rápidamente
La corrección debe restablecer el equilibrio, no sólo forzar temporalmente la vuelta del síntoma a la tolerancia.
Una vez que el patrón está claro, la acción correctiva debe centrarse en restablecer una condición igualada estable. El objetivo no es “perseguir el número” durante unos minutos. El objetivo es devolver la línea a una condición que pueda mantener la dimensión de forma consistente.
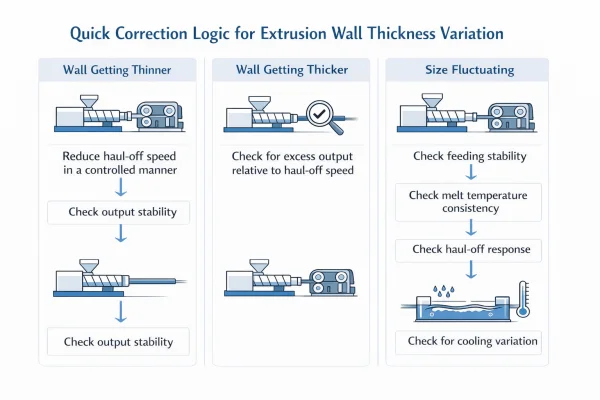
Caso A - El muro es cada vez más delgado
Si el grosor de la pared es cada vez más fino, compruebe en primer lugar si el arrastre está funcionando eficazmente antes de que se produzca un suministro estable de material. Confirme si la velocidad de la línea se ha incrementado recientemente, si la producción es estable y si la sección posterior sigue soportando la geometría del producto objetivo.
Acciones típicas:
- reducir ligeramente la velocidad de arrastre si se sospecha que se ha producido un rebasamiento
- confirmar que la salida del extrusor es estable, no sólo nominalmente ajustada
- evitar una corrección agresiva en un solo parámetro
- dar tiempo a que se propague la respuesta del proceso antes de realizar otro cambio
Un error común del operario es reaccionar ante una pared delgada realizando múltiples correcciones rápidas en secuencia. Esto a menudo crea oscilación en lugar de estabilidad.
Caso B - El muro se hace más grueso
Si el espesor de pared aumenta, compruebe si la línea está sobrealimentando el producto. Es posible que esté entrando demasiado material en la sección de conformado para la tasa actual de eliminación aguas abajo.
Acciones típicas:
- comprobar si la potencia es demasiado elevada en relación con la velocidad de arrastre
- verificar si ha aumentado la carga de calibración o dimensionamiento
- aumentar la eliminación aguas abajo sólo de forma controlada
- reducir el exceso de material por unidad de longitud sin crear sobretracción
La clave no es simplemente “tirar más rápido”. Si el sistema ya es inestable, un aumento agresivo del arrastre puede sustituir un problema por otro.
Caso C - El tamaño fluctúa al alza y a la baja
Si el grosor de la pared, el diámetro exterior o el peso del metro se mueven en ambos sentidos en lugar de ir a la deriva en una dirección, es probable que la línea esté tratando con una variación en lugar de un desajuste fijo.
Acciones típicas:
- comprobar la estabilidad de la alimentación y el comportamiento de la tolva
- comprobar la consistencia de la temperatura de fusión
- comprobar la estabilidad de la respuesta al arrastre
- comprobar refrigeración o variación de vacío
- revisar si los cambios recientes se hicieron demasiado rápido para que la línea se estabilizara
Un tamaño fluctuante suele significar que el proceso aún no es lo bastante repetible. En estos casos, lo correcto suele ser estabilizar la línea antes de impulsar la salida.
La regla práctica en los tres casos es sencilla: la corrección coordinada siempre es mejor que la búsqueda aislada de parámetros.
6. Cuándo se trata realmente de un problema mayor del sistema
Si aparecen varios síntomas a la vez, el problema suele ser a nivel del sistema.
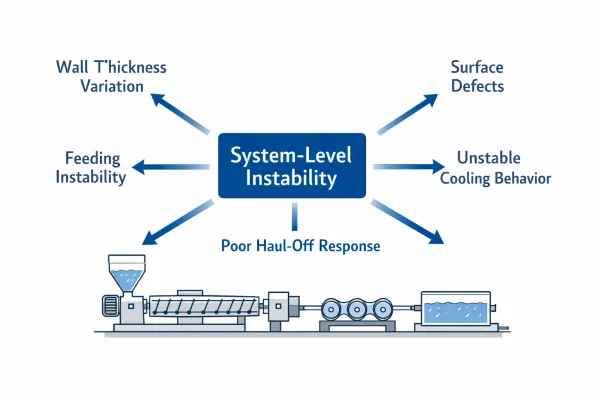
La desviación dimensional a veces parece un problema de tamaño, pero en realidad forma parte de un patrón de inestabilidad más amplio. Si la variación del espesor de pared aparece junto con problemas de alimentación, defectos superficiales, comportamiento inestable del enfriamiento, respuesta deficiente del extractor o síntomas de contaminación, es probable que el problema real sea mayor que el espesor de pared por sí solo.
En esos casos, el operario debe dejar de tratar el síntoma dimensional como un problema aislado y dar un paso atrás hacia una ruta de diagnóstico más amplia. Empezar por el solución de problemas de extrusión de plásticos marco, y a partir de ahí acotar el problema sistemáticamente.
Esto es especialmente importante cuando la línea muestra más de un modo de fallo al mismo tiempo. Una línea que presenta un avance inestable, una dimensión inestable y defectos visibles en la superficie no está mostrando tres problemas distintos. Normalmente muestra un sistema que ha perdido estabilidad en varios lugares a la vez.
Esta distinción ahorra tiempo. Evita que los operarios pasen una hora ajustando el grosor de la pared cuando el verdadero problema es una incoherencia aguas arriba o una inestabilidad aguas abajo que no se ha corregido.
7. Cómo reducir la reincidencia
La producción estable procede de condiciones repetibles, no de correcciones repetidas.
Una vez corregida la desviación dimensional, la siguiente pregunta debería ser por qué la línea se volvió vulnerable en primer lugar. La respuesta no suele ser “el operario no reaccionó con suficiente rapidez”. En la mayoría de los casos, los problemas dimensionales recurrentes se producen porque la propia condición de funcionamiento no es lo suficientemente repetible.
Unos cuantos hábitos prácticos reducen considerablemente la reincidencia:
- controlar las tendencias, no sólo las lecturas puntuales
- evitar corregir la dimensión cambiando repetidamente un solo parámetro
- mantener la estabilidad de la alimentación y la refrigeración aguas abajo bajo control rutinario
- normalizar la estabilización de la puesta en marcha antes de forzar la velocidad de producción
- registrar qué condiciones existían antes de que apareciera la deriva
Aquí es donde la localización de averías empieza a conectar con el trabajo preventivo. Una línea que se sale repetidamente de su dimensión suele indicar que su ventana de funcionamiento normal aún no se ha estabilizado lo suficientemente bien.
Para una prevención a más largo plazo, conéctalo a tu [lista de comprobación de mantenimiento preventivo] y disciplina operativa en lugar de confiar únicamente en la lucha contra incendios repetida.
PREGUNTAS FRECUENTES
Q1: ¿Cuál es la causa de que el grosor de la pared disminuya durante la extrusión?
R: La causa más común es el exceso de arrastre, es decir, que el arrastre arrastre el producto más rápido de lo que la extrusora puede suministrar material estable. Esto puede ocurrir tras un aumento de la velocidad de la línea, cuando el rendimiento de la extrusora disminuye debido a cambios en la alimentación o en la temperatura, o cuando la velocidad de arrastre aumenta sin que el operario se dé cuenta. El resultado es menos material por unidad de longitud, lo que se traduce en una pared más fina.
Q2: ¿Cómo sé si mi línea de extrusión está sobregirada?
Compruebe si el grosor de la pared y el peso del metro tienden a la baja. Si el producto es cada vez más fino y más ligero al mismo tiempo, lo más probable es que la línea se encuentre en una situación de sobretracción: el arrastre está retirando producto más rápidamente de lo que la extrusora está suministrando material. Confírmelo reduciendo temporalmente la velocidad de arrastre: si la pared empieza a recuperarse inmediatamente, la causa es una sobrecarga.
Q3: ¿Por qué fluctúa la dimensión aunque no haya cambiado ningún ajuste?
Porque los ajustes no son la única variable. La densidad aparente del material puede variar de un lote a otro, la temperatura de la masa fundida puede variar en función de las condiciones ambientales y de la respuesta de calentamiento del tambor, la alimentación puede ser irregular debido a la formación de puentes o al comportamiento de la tolva, y la temperatura del agua de refrigeración puede variar. Todo ello afecta a las condiciones reales del proceso, incluso cuando los valores de consigna permanecen invariables.
Q4: ¿Debo ajustar la velocidad de arrastre o la velocidad del husillo para fijar el grosor de la pared?
Depende de qué lado esté causando el desequilibrio. Si la salida es estable y el arrastre es demasiado rápido, reduzca la velocidad de arrastre. Si el arrastre está correctamente ajustado pero la extrusora no suministra suficiente material, aumente la velocidad del husillo o investigue qué está limitando la producción. La clave es identificar primero el lado inestable y luego corregirlo, no ajustar el parámetro que esté más cerca.
Q5: ¿Cuándo debo dejar de solucionar el problema del grosor de la pared y examinar toda la línea?
Cuando los problemas dimensionales aparecen junto con otros síntomas (inestabilidad de la alimentación, defectos superficiales, incoherencia de la temperatura o problemas de refrigeración), el problema suele estar a nivel del sistema. Deje de tratar el grosor de las paredes como un problema aislado y adopte un enfoque de diagnóstico más amplio. Un solo síntoma puede corregirse localmente; varios síntomas simultáneos suelen indicar que la línea ha perdido estabilidad a un nivel más profundo.
¿Necesita ayuda para diagnosticar su línea?
Díganos su tipo de producto, el espesor o tamaño de pared objetivo, el patrón de fluctuación que observa y cuándo aparece el problema durante la producción. Podemos ayudarle a determinar si el problema principal es el desajuste de la producción, el comportamiento de arrastre, la inestabilidad de la refrigeración o un problema más amplio de control de la línea.
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Jinxin Extruder y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la línea de extrusión: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...




