
Solución de problemas de extrusión por estación: Un mapa de diagnóstico rápido (troquel → calibración → enfriamiento → evacuación → cortadora)
Resolución de problemas de extrusión por estación: Un mapa de diagnóstico rápido
Cuando una línea de extrusión empieza a producir productos defectuosos -dimensiones inestables, distorsión de la forma, marcas superficiales o cortes incoherentes- la forma más rápida de encontrar la causa es resolución de problemas de extrusión por estación, no un ajuste aleatorio.
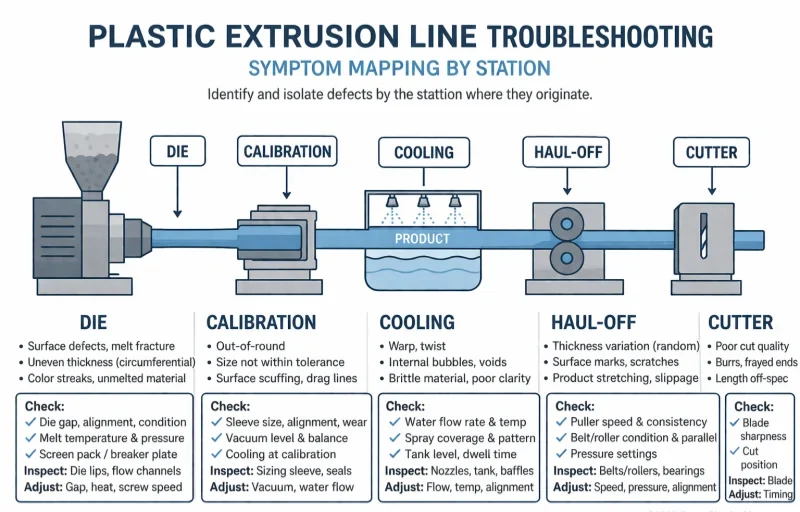
La idea central es sencilla. Una línea de extrusión es una serie de estaciones en orden: matriz, calibrado, refrigeración, arrastre y cortadora. Cada estación realiza un trabajo en el producto. Cada estación, cuando falla, crea un patrón de síntomas reconocible. Si puede hacer coincidir el síntoma con la estación en menos de dos minutos, se ahorrará dos horas de cambios ciegos de parámetros.
La mayor parte de la resolución de problemas de extrusión se vuelve lenta porque los operarios reaccionan al síntoma de forma global en lugar de hacer una pregunta primero: ¿a qué estación de esta línea pertenece probablemente este síntoma? Una persona aumenta la temperatura del barril. Otro cambia la velocidad de transporte. Un tercero ajusta el vacío. En cuestión de minutos, tres variables han cambiado, la línea no se ha estabilizado y nadie sabe qué cambio ha ayudado o perjudicado realmente.
Cambiar la velocidad de arrastre por un problema de dimensionamiento es como corregir un error de corte cambiando la temperatura de fusión: puede cambiar el síntoma, pero no soluciona la causa. Además, introduce una nueva variable que dificulta el siguiente diagnóstico.
No todos los problemas de línea empiezan en la extrusora. Muchos de los problemas de producción más frustrantes se originan en una única estación posterior que nunca se ha revisado correctamente.
En este artículo aprenderá:
- Cómo leer el síntoma de un producto y localizar la cadena que probablemente lo posea
- Qué hace cada estación posterior con el producto y qué ocurre cuando falla
- La primera comprobación significativa que hay que realizar en cada estación antes de cambiar cualquier parámetro
- Una tabla de diagnóstico de referencia rápida: síntoma → estación más probable → primera comprobación.
- Cómo gestionar los problemas que afectan a más de una estación
- Errores comunes que envían a los operadores a la estación equivocada y hacen perder tiempo de diagnóstico
El método más rápido para solucionar problemas no suele ser sólo más experiencia, sino un hábito disciplinado: identificar la estación antes de ajustar la línea.
1. Empiece por el patrón del síntoma, no por el último ajuste que alguien haya cambiado.
Antes de dirigirse a cualquier estación, el operario debe primero leer correctamente el síntoma. Un mapa de estaciones sólo funciona cuando el problema se describe en términos de producción - no en un lenguaje vago como “tiene mal aspecto” o “la línea se siente inestable”.”
Esta guía está diseñada para clasificar seis tipos de síntomas descendentes:
- Espesor de pared inestable - la dimensión se desplaza o cicla
- OD o deriva de dimensionamiento - el producto es sistemáticamente demasiado grande, demasiado pequeño o fluctuante
- Distorsión de la forma - arqueamiento, alabeo, ovalidad o hundimiento del perfil
- Marcas superficiales tras el conformado - líneas de arrastre, marcas de agua o asperezas relacionadas con la refrigeración
- Deslizamiento o inestabilidad del producto - marcas de agarre, vibraciones o tensión incoherente
- Mala calidad o longitud del corte - cortes en ángulo, caras rugosas o longitudes incoherentes
1.1 ¿Dónde se hace visible el síntoma por primera vez?
El primer paso del diagnóstico consiste en localizar el síntoma a lo largo de la línea:
- Inmediatamente a la salida del troquel → probable problema de troquel/herramienta.
- Durante el dimensionamiento o la calibración → probable problema de calibración.
- Después del recorrido de enfriamiento → probable problema de enfriamiento
- Durante o después del arrastre → probable problema de arrastre.
- En el corte o bobinado → probable problema de la cortadora/bobinadora.
Un defecto que se detecta por primera vez en la guillotina no está necesariamente causado por la guillotina. Sin embargo, la primera estación en la que se puede medir el problema sigue siendo el mejor punto de partida. No diagnostique sólo de memoria. Recorra la línea y observe.
Qué hacen realmente los equipos experimentados: En las líneas con tiempos de diagnóstico constantemente cortos, lo primero que comprueban los operarios no es una pantalla de parámetros. Se dirigen a la salida de la matriz y observan el producto a medida que sale. A continuación, siguen el producto en sentido descendente, estación por estación, hasta que encuentran el lugar donde aparece el defecto por primera vez. Esa observación por sí sola elimina la mayoría de las conjeturas erróneas.
Una vez que el síntoma se describe claramente y se localiza a lo largo de la línea, suele ser mucho más fácil identificar la estación correcta que hay que comprobar primero.
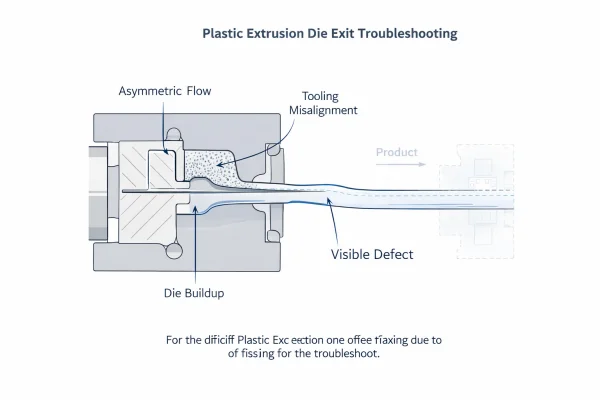
2. Matrices y utillajes: Cuando el problema empieza en el punto de salida
Si la inestabilidad ya es visible en el momento en que el material sale de la matriz, la estación de troquel y utillaje es el primer lugar que hay que comprobar. Nada posterior puede arreglar una forma que ya es incorrecta antes de que comience el calibrado.
2.1 Qué controla esta estación
El cabezal de la matriz y el utillaje convierten el flujo de material fundido en la sección transversal deseada: tubo, perfil, chapa o tubería. Esta estación determina la geometría inicial del producto, la distribución del flujo, la simetría del espesor de pared y el estado de la superficie en el momento de la salida.
2.2 Síntomas que suelen corresponder a esta estación
- Una cara del producto es más gruesa que la otra desde el principio (distribución asimétrica del flujo)
- Líneas de troquelado: rayas o arañazos longitudinales continuos en la superficie.
- Fractura de la masa fundida o piel de tiburón: rugosidad regular de la superficie debido a una tensión de cizallamiento excesiva.
- Forma inicial inestable incluso antes de que el producto entre en calibración
- La masa fundida sale de la matriz de forma desigual: una parte de la circunferencia o del perfil se mueve más rápido que la otra.
- Acumulación visible, decoloración o material degradado en el labio de la matriz.
2.3 Primeras comprobaciones antes de cambiar cualquier configuración
- Mira directamente a la salida del troquel. Antes de que el producto entre en calibración o toque el agua, ¿la forma ya es asimétrica? ¿Un lado ya es más pesado? En caso afirmativo, el problema empezó aquí.
- Inspeccione si hay acumulación de troqueles. El material degradado acumulado en el labio puede desviar el flujo y crear marcas. Limpie el labio y observe si cambia el síntoma. Para conocer el procedimiento completo de limpieza y almacenamiento de troqueles, consulte [Mejores prácticas de mantenimiento y almacenamiento de matrices de extrusión].
- Verificar la alineación del utillaje. Para tubos, comprobar el centrado del mandril/pasador. En el caso de los perfiles, compruebe si la separación de la matriz es uniforme. Incluso una pequeña desviación en la matriz se convierte en una gran desviación aguas abajo.
- Comprobar las temperaturas de la zona de troquelado. Confirme que todas las zonas de calentamiento funcionan y están ajustadas correctamente. Un calentador averiado en un lado del troquel crea un desequilibrio de flujo localizado.
Una lección sobre comisiones que vemos repetidamente: Durante la puesta en marcha de una nueva línea de tuberías, un cliente informa de que la pared es sistemáticamente más gruesa en un lado. La primera reacción es siempre ajustar el vacío en el tanque de calibración. Pero cuando les pedimos que midan la pared a la salida de la matriz, antes del calibrado, la asimetría ya está ahí. Hay que ajustar los pernos de centrado de la matriz, no el vacío. Muchas de las quejas “aguas abajo” son en realidad problemas de geometría que nacen en la matriz.
2.4 Tubo vs Perfil: Distinto utillaje, misma lógica
En las líneas de tubos, el centrado de la matriz controla directamente la excentricidad. En las líneas de perfiles, el equilibrio del canal de flujo a través de múltiples cavidades o secciones es más crítico. La lógica del diagnóstico es la misma -comprobar primero la salida de la matriz-, pero la comprobación específica del utillaje depende del tipo de producto.
Si el producto ya está mal antes de llegar a la siguiente estación, la primera comprobación correcta es casi siempre la matriz y el utillaje, no los ajustes posteriores.
3. Calibrado y dimensionado: Cuando la forma existe pero no se mantiene
La estación de calibrado o dimensionado suele tener problemas cuando el producto sale de la matriz con una forma más o menos correcta, pero no puede mantener unas dimensiones o geometría estables una vez que entra en el dispositivo de dimensionado.
3.1 Qué controla esta estación
El calibrado no crea flujo de masa fundida. Su función es bloquear la geometría del producto inmediatamente después de la salida de la matriz. En el caso de los tubos, se trata normalmente de un manguito de calibrado al vacío. En el caso de los perfiles, puede tratarse de un conjunto de placas de conformado, un depósito de calibrado al vacío o un sistema de calibrado por contacto. Esta estación determina si la forma inicial de la matriz se convierte en una dimensión estable y repetible, o si se desvía.
3.2 Síntomas que suelen corresponder a esta estación
- Desviación del diámetro exterior incluso cuando la salida de la matriz parece aproximadamente centrada
- Las esquinas del perfil se redondean, se hunden o no se rellenan correctamente.
- Resultado incoherente del dimensionado por vacío: las dimensiones cambian cíclicamente sin una causa clara.
- El producto se pega, se arrastra o hace marcas de contacto dentro del calibrador.
- Las dimensiones cambian notablemente en cuanto el producto entra en el dispositivo de calibrado.
- Marcas de arrastre superficiales o arañazos longitudinales originados en el interior del manguito.
3.3 Primeras comprobaciones antes de modificar cualquier ajuste
- Lea el vacuómetro. ¿Está el vacío al nivel establecido? ¿Fluctúa? Una fuga en el sistema -anillos de estanqueidad desgastados, manguera agrietada, conexión suelta- puede causar una inestabilidad en el dimensionado que parece una “deriva general de la línea”.”
- Compruebe el estado del sello de vacío. Los anillos de estanqueidad de goma a la entrada y salida del manguito de calibrado se desgastan con el tiempo. Si tienen fugas, el aumento del vacío sólo compensa temporalmente mientras la junta sigue degradándose. Compruebe primero la junta y luego ajuste el vacío.
- Verifique la alineación de la entrada. ¿El producto entra centrado en el dispositivo de calibrado? Si el producto entra en ángulo, un lado entra en contacto con la pared del manguito con más fuerza que el otro, lo que crea un encolado desigual y marcas en la superficie.
- Inspeccione el interior del calibrador. La acumulación de material degradado, las incrustaciones del agua de refrigeración o el desgaste de la superficie interior pueden crear un contacto irregular e inestabilidad dimensional.
Donde más se equivocan los nuevos operadores: Ven una tubería subdimensionada e inmediatamente aumentan el vacío. Eso puede funcionar durante unas horas. Pero si la causa real es un anillo de sellado desgastado que pierde aire en la entrada del manguito, más vacío sólo enmascara el problema mientras el sellado sigue deteriorándose. Pronto la bomba de vacío funciona a pleno rendimiento y la tubería sigue a la deriva. La solución tarda dos minutos: sustituir el anillo de estanqueidad.
3.4 Por qué es fácil diagnosticar mal los problemas de calibración
La calibración se sitúa en medio de la línea. Amplifica tanto los errores anteriores (mal centrado del troquel) como los efectos posteriores (arrastre incoherente). Cuando la línea “parece inestable” sin una causa única clara, la estación de calibrado suele estar implicada, y a menudo se pasa por alto.
No corrija un problema de dimensión sólo cambiando la velocidad de arrastre. Si la dimensión es incorrecta a la salida del calibrador, el ajuste del arrastre está compensando, no arreglando.
Cuando el producto tiene un aspecto aceptable en el troquel pero pierde dimensión o forma en cuanto entra en calibrado, debe comprobarse la estación de calibrado antes que cualquier otra cosa.
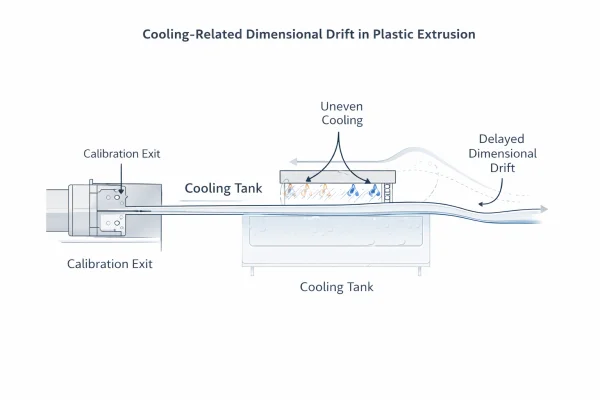
4. Enfriamiento: Cuando las dimensiones se desvían posteriormente o el producto se endurece de forma irregular
El enfriamiento suele poseer síntomas que aparecen después de inicialmente se ha dado forma y tamaño al producto, pero antes de es totalmente rígida. Sus fallos son más lentos, menos evidentes y más comúnmente confundidos con la inestabilidad general de la línea que cualquier otra estación.
4.1 Qué controla esta estación
El sistema de refrigeración elimina el calor del producto de forma suficientemente uniforme como para que se solidifique sin alabeos, distorsiones residuales ni movimientos dimensionales de última fase. Esto suele hacerse mediante baños de agua -inmersión o pulverización- y la variable clave no es sólo la temperatura sino uniformidadde arriba abajo, de izquierda a derecha y a lo largo de todo el recorrido.
4.2 Síntomas que suelen corresponder a esta estación
- El producto sale de la calibración aceptablemente pero las dimensiones se desvían más aguas abajo
- El arqueamiento, la deformación o la torsión aparecen sólo después de que el producto sale de la sección de enfriamiento.
- Ovalidad que no estaba presente en la fase de calibrado
- Blanqueamiento de la superficie, marcas de tensión o rugosidades relacionadas con el enfriamiento.
- Las medidas difieren significativamente según el punto del depósito que se mida
- La inestabilidad empeora a mayor velocidad de la línea: la línea funciona bien a un rendimiento moderado, pero empieza a desviarse cuando se empuja más rápido.
4.3 Primeras comprobaciones antes de modificar cualquier ajuste
- Medir la temperatura del agua a la entrada y a la salida. ¿Están dentro del rango objetivo? ¿Hay un aumento significativo de la temperatura entre el primer depósito y el último?
- Comprobar la uniformidad de la distribución del agua. ¿Funcionan todas las boquillas de pulverización? ¿Es constante el nivel de agua? ¿Está un lado del depósito más frío que el otro?
- Compruebe el soporte del producto a través de la vía de refrigeración. ¿Están bien colocados los rodillos guía o los elementos de apoyo? Un producto que se hunde o se desplaza dentro de la cuba se enfriará de forma desigual.
- Medir la temperatura de la superficie del producto en la salida de refrigeración. ¿Es lo suficientemente bajo como para mantener su forma durante el arrastre y el corte?
Una línea de base que siempre registramos durante la puesta en marcha: En las líneas de tuberías, marcamos la temperatura del agua a la entrada y salida de cada sección de refrigeración como parte del conjunto de parámetros de puesta en marcha. Cuando, meses después, aparecen curvaturas u ovalidades, el cliente puede comparar las temperaturas actuales con la línea de referencia y ver inmediatamente si el rendimiento de la refrigeración se ha desviado, a menudo debido a la acumulación de incrustaciones en las boquillas de pulverización, a un fallo de la bomba de circulación o a cambios estacionales en la temperatura del agua de suministro.
4.4 El problema de la reserva de refrigeración
Una línea que funciona de forma estable a una capacidad de 60% puede empezar a mostrar desviaciones a 80%, no porque haya cambiado nada mecánicamente, sino porque el sistema de refrigeración ya no tiene reservas suficientes para eliminar el calor a mayor rendimiento. El producto pasa menos tiempo en el tanque y sale más caliente. Se trata de un problema de capacidad de refrigeración, no de un problema de matriz o calibración.
Para obtener una explicación técnica detallada de cómo la capacidad de refrigeración limita el rendimiento de la línea de extrusión -incluido el cálculo de la carga térmica, el flujo turbulento frente al laminar y los efectos del número de Reynolds en la transferencia de calor-, consulte Maximice la capacidad de refrigeración de su línea de extrusión por Jim Frankland el Tecnología de los plásticos.
4.5 Los errores de diagnóstico más frecuentes
A menudo se achaca el arqueamiento del producto a la matriz o al arrastre. Pero la causa más común es simplemente un enfriamiento desigual. Si la parte superior del producto se enfría más rápido que la inferior, la contracción diferencial crea un arco. Compruebe primero la uniformidad del enfriamiento.
Si el producto comienza correctamente pero pierde estabilidad dimensional más adelante en la línea, el enfriamiento debe tratarse como una estación primaria a inspeccionar y no como una condición pasiva de fondo.
5. Haul-Off: Cuando el producto se retira mal
La estación de arrastre suele poseer síntomas relacionados con la inestabilidad de la tracción, el desajuste de la velocidad y los cambios dimensionales que aparecen específicamente cuando cambia la fuerza de tracción o la velocidad.
5.1 Qué controla esta estación
El arrastre no genera la producción, eso lo hace la extrusora. Sin embargo, el arrastre determina la forma en que el producto formado pasa por todas las estaciones posteriores. La relación entre la velocidad de salida de la extrusora y la velocidad de arrastre -la relación de arrastre- controla directamente el grosor de la pared y el diámetro exterior. Si esa relación es incorrecta o inestable, las dimensiones se desviarán independientemente de lo bien que funcionen las demás estaciones.
5.2 Síntomas que suelen corresponder a esta estación
- El grosor de la pared cambia cuando cambia la velocidad de la línea (demasiado fina a alta velocidad, demasiado gruesa a baja velocidad).
- Dimensiones que eran estables se desvían repentinamente tras un ajuste de la velocidad de arrastre
- El producto resbala, castañea o muestra marcas de agarre de correas o almohadillas
- La tensión es visiblemente inestable: el producto vibra u oscila entre las estaciones.
- La longitud de corte se vuelve incoherente porque la velocidad real de la línea no es estable
- La forma del producto se estira o comprime tras salir del enfriamiento
5.3 Primeras comprobaciones antes de modificar cualquier ajuste
- Verifique la velocidad de arrastre real, no sólo la consigna. Utilice un medidor de velocidad externo (tacómetro o rueda de velocidad de superficie) para confirmar que la velocidad real de la correa/carretera coincide con la indicada en la pantalla. La desviación del codificador, el deslizamiento de la correa y el retardo en la respuesta del accionamiento pueden crear un desfase entre la velocidad ajustada y la velocidad real.
- Compruebe el estado de la tracción. ¿Están desgastadas las correas, las orugas o las pastillas? Las correas desgastadas patinan intermitentemente, creando una variación de velocidad que parece “inestabilidad de línea”.”
- Compruebe la presión de contacto. ¿La fuerza de apriete es uniforme en toda la anchura del producto? Demasiada presión crea marcas en la superficie. Demasiada poca provoca deslizamientos. Una presión desigual hace que un lado tire más rápido que el otro.
- Comprobar la sincronización con la salida del extrusor. Cuando el operario cambia la velocidad de arrastre, ¿responde el espesor de la pared de forma proporcional y predecible? Si la respuesta es errática o tardía, es posible que haya que prestar atención al sistema de accionamiento o control.
5.4 Cómo separar los síntomas de arrastre de los síntomas de troquelado o calibrado
Si el producto es estable a la salida del enfriador, pero cambia después de pasar por la descarga, la causa más probable es la descarga. Si el producto ya es incorrecto antes de llegar a la descarga, el problema está aguas arriba.
La regla de oro del grosor de las paredes: Espesor de la pared = f(rendimiento del extrusor ÷ velocidad de arrastre). Si el espesor de pared se desvía, determine primero cuál de estas dos variables está cambiando realmente. No ajuste ambas al mismo tiempo.
Productos diferentes, sensibilidad diferente: Los tubos y los perfiles rígidos son relativamente indulgentes porque el producto está parcialmente solidificado cuando llega al extractor. Sin embargo, los tubos flexibles y las mangueras de pared delgada son mucho más sensibles a la inestabilidad del arrastre: incluso pequeñas fluctuaciones de velocidad pueden provocar variaciones visibles del grosor de las paredes. La resolución de problemas debe centrarse en el tipo de producto y la disposición de la línea.
Si el grosor de la pared varía principalmente cuando cambia la velocidad de arrastre -y la salida de la extrusora en sí es estable-, es probable que el problema sea un problema de sincronización entre la velocidad de salida y la velocidad de arrastre. Para una explicación más detallada de cómo interactúan estas dos variables y cómo equilibrarlas, véase [Cómo el rendimiento de la extrusora y la velocidad de arrastre controlan el grosor de la pared].
Cuando el producto se está formando correctamente pero cambia bajo tracción, la estación de arrastre se convierte en la primera estación a verificar, especialmente su estabilidad de velocidad real y su estado de tracción.
6. Cortadora o bobinadora: Cuando el producto es fino hasta el último paso de manipulación
La cortadora o bobinadora suele presentar síntomas de final de línea: mala calidad de corte, longitud de corte incoherente, deformación de los extremos o problemas de bobinado. Se trata de la estación final de manipulación, y su trabajo consiste en convertir un producto continuo en piezas acabadas y enviables, sin introducir nuevos defectos.
6.1 Qué controla esta estación
- Cortador (tubo, perfil, producto rígido): corta a medida con una sierra, una cuchilla o un cortador planetario. Debe sincronizar su acción de corte con la velocidad real de la línea.
- Enrollador/enrollador (tubo flexible, manguera, cable): enrolla el producto en bobinas o tambores con tensión controlada y colocación de capas.
6.2 Síntomas que suelen corresponder a esta estación
- La cara de corte es rugosa, angular o no perpendicular al eje del producto.
- La longitud de corte no es uniforme: algunas piezas son demasiado largas y otras demasiado cortas.
- El producto se deforma en el punto de corte: el tubo se aplana, el perfil se aplasta
- Rebabas o restos en el borde de corte
- El enrollado es irregular: capas sueltas, solapamientos o marcas de tensión en el producto flexible.
- Problemas de tensión de la bobina: el producto se sale de la bobina o llega al cliente doblado.
6.3 Primeras comprobaciones antes de modificar cualquier ajuste
- Compruebe el estado de las cuchillas. Una cuchilla desafilada provoca cortes ásperos, rebabas y una mayor fuerza de corte que puede deformar el producto.
- Compruebe la sincronización del corte. ¿El codificador o la señal de velocidad leen correctamente la velocidad real de la línea? Un desajuste entre la señal de disparo y la velocidad real del producto es la causa más común de una longitud de corte inconsistente.
- Comprobar sujeción y apoyo. Si se sujeta el producto durante el corte, ¿es adecuada la fuerza de sujeción? Una fuerza excesiva aplasta el tubo. Una fuerza insuficiente deja que el producto se desplace durante el corte.
- Para bobinadoras: compruebe el control de tensión. ¿Es correcto el punto de ajuste de la tensión para el producto? ¿Funciona correctamente el mecanismo de desplazamiento? ¿Está el producto suficientemente frío cuando llega a la bobinadora?
6.4 Un límite crítico
Si el producto ya es inestable desde el punto de vista dimensional antes de llega a la cortadora, la cortadora no es la causa principal, aunque sea ahí donde el defecto se hace más visible. Un tubo que aún está ligeramente caliente y blando se aplanará en la abrazadera. Es un problema de refrigeración, no de la cortadora.
Una situación de producción habitual: La cara de corte es rugosa sólo cuando la línea circula por encima de cierta velocidad. El operario sospecha de la calidad de la masa fundida o del desgaste de la cuchilla. Pero el verdadero problema es el desfase entre la señal de velocidad de arrastre y el disparo de la cuchilla. A velocidad moderada, el error de sincronización es demasiado pequeño. A alta velocidad, el producto se ha movido más entre el disparo y el corte, creando una cara angulosa o rugosa. Se soluciona ajustando el retardo de la señal de la cortadora o la calibración del codificador.
En el caso de los productos flexibles, un mal bobinado suele reflejar conjuntamente el control de la tensión y la temperatura del producto. Compruebe que el producto está frío y es estable dimensionalmente antes de culpar únicamente a la bobinadora.
Si el producto sigue siendo aceptable hasta el último paso de manipulación, debe comprobarse primero la cortadora o la bobinadora antes de cambiar innecesariamente los ajustes previos.
7. Mapa de diagnóstico de una página: Síntoma → Estación probable → Primera comprobación.
Esta tabla no garantiza el diagnóstico de una única causa. Se trata de una referencia de primera respuesta, una forma de dar el primer paso de forma más rápida y precisa antes de iniciar la resolución de problemas más profundos.
| Síntoma | Estación más probable | Primer control |
|---|---|---|
| Forma asimétrica o pared irregular a la salida de la matriz | Matricería | Comprobar el centrado de la matriz, la distribución del flujo, la acumulación en el labio |
| Líneas de troquelado (rayas longitudinales en la superficie) | Matricería | Inspeccionar la superficie de la matriz en busca de arañazos o contaminación. |
| Fractura por fusión o piel de tiburón | Matricería | Comprobar la temperatura de fusión; reducir la velocidad de la línea |
| Desviación del diámetro exterior durante el calibrado (la salida de la matriz parece correcta) | Calibración | Lectura del vacuómetro; comprobación de las fugas de vacío y del estado de las juntas |
| Las esquinas del perfil se hunden o no se rellenan | Calibración | Comprobar el nivel de vacío, la distribución del agua y la alineación de la entrada del calibrador. |
| Marcas de arrastre superficiales del interior del manguito de encolado | Calibración | Inspeccionar el interior del manguito; comprobar la alineación de la entrada del producto |
| Tubo ovalado/desviado tras el dimensionado | Calibración | Comprobar el estado del manguito de calibrado, su soporte y su alineación con la matriz. |
| Arqueo, deformación o torsión del producto tras el enfriamiento | Refrigeración | Comprobar la temperatura del agua y la uniformidad del caudal en el depósito |
| Blanqueamiento de la superficie o marcas de tensión | Refrigeración | Reducir la intensidad de la refrigeración; aumentar la temperatura del agua |
| Las dimensiones descienden más por el tanque de refrigeración | Refrigeración | Comparar las mediciones del tanque cercano y del tanque lejano; comprobar la distribución del caudal. |
| Producto aún blando tras la salida por enfriamiento | Refrigeración | Compruebe el nivel de agua, la cobertura de pulverización y la velocidad de la línea frente a la capacidad de refrigeración |
| La inestabilidad sólo aparece a mayor potencia | Refrigeración | Evaluar la reserva de refrigeración: ¿es el depósito lo suficientemente largo para la velocidad actual? |
| El grosor de la pared cambia al variar la velocidad de arrastre | Descarga | Verificar la estabilidad de la velocidad real; comprobar el agarre de la correa/vía |
| Pared uniformemente demasiado fina o demasiado gruesa | Descarga | Ajuste la velocidad de arrastre en función de la salida del extrusor (no ambas a la vez) |
| El producto resbala, castañetea o muestra marcas de agarre | Descarga | Comprobar el estado de la tracción; ajustar la presión de contacto |
| Cara de corte rugosa o en ángulo | Cortador | Comprobar el afilado de la cuchilla; comprobar la señal de sincronización de corte |
| Longitud de corte incoherente | Cortador | Comprobar la señal del codificador y la calibración del contador de longitudes |
| El producto se deforma en el corte (el tubo se aplana) | Refrigeración → Cortador | Compruebe si el producto se ha enfriado completamente antes de cortarlo; a continuación, compruebe la fuerza de sujeción |
| Bobinado irregular o marcas de tensión en el producto flexible | Enrollador | Compruebe el control de tensión; verifique que el producto esté frío antes de enrollarlo |
Los operadores pueden imprimir esta tabla y mantenerla cerca de la línea como referencia de primera respuesta.
El objetivo del mapa no es sustituir el juicio de los ingenieros. Se trata de que el primer paso del diagnóstico sea más preciso y mucho más rápido.
8. Cuando el problema afecta a más de una estación
No todos los síntomas se asignan claramente a una sola estación. Las estaciones interactúan. Un error aguas arriba puede propagarse aguas abajo y amplificarse en cada paso.
8.1 Patrones comunes de estaciones múltiples
Patrón A - error aguas arriba, amplificación aguas abajo:
- La salida del troquel muestra un ligero desequilibrio en el grosor de la pared - lo suficientemente pequeño como para parecer aceptable
- La calibración no puede compensar totalmente: el desequilibrio se bloquea
- La refrigeración fija el producto con el desequilibrio incorporado
- El arrastre estira más el lado fino que el grueso
- En el cúter, el problema es obvio - pero empezó en el Paso 1
Patrón B - enfriamiento insuficiente, deformación aguas abajo:
- La refrigeración es insuficiente: el producto sale del depósito aún caliente.
- El producto se arrastra con normalidad, pero el producto caliente se deforma bajo la fuerza de arrastre normal
- En la cortadora, el tubo se aplana cuando se sujeta
En ambos casos, el síntoma visible está al final de la línea, pero la causa raíz está aguas arriba.
8.2 La regla de los problemas multipuesto
Empiece siempre por el extremo aguas arriba. Compruebe primero la salida del troquel. Si el producto es aceptable allí, pasar a la calibración. Si la calibración está bien, compruebe la refrigeración. Continúe en sentido descendente hasta que encuentre la primera estación en la que se introduce el defecto. Arregle primero esa estación. A continuación, vuelva a comprobar el flujo descendente.
Las estaciones interactúan, pero el diagnóstico sigue necesitando una primera estación. Reconocer que la línea es un sistema no significa que haya que ajustarlo todo a la vez. Significa que hay que encontrar el primer punto de fallo y arreglarlo antes de pasar al siguiente. El diagnóstico secuencial es más lento en cada paso, pero mucho más rápido en conjunto que el diagnóstico paralelo.
9. Diagnostique primero la estación y ajuste después el parámetro
Toda la lógica de esta guía cabe en cinco afirmaciones:
- No todos los síntomas empiezan en la extrusora. Muchos de los problemas de producción más persistentes se originan en una única estación posterior.
- Cada estación posterior - troquel, calibrado, refrigeración, arrastre, cortadora - deja un patrón de síntomas reconocible.
- La primera pregunta es: ¿dónde se hace visible el defecto por primera vez?
- La segunda pregunta es: ¿a qué emisora pertenece ese patrón sintomático?
- Sólo entonces deben ajustarse los parámetros - y sólo los parámetros que pertenecen a esa estación.
Esta página es un mapa de solución de problemas, no una enciclopedia de defectos. Para un diagnóstico más profundo de tipos de problemas específicos, utilice el resto de esta serie de solución de problemas:
- Resolución de problemas de extrusión de plástico: Cómo diagnosticar problemas en la línea rápidamente → el marco de diagnóstico de alto nivel
- [¿Por qué no se alimenta mi extrusora?] → problemas de alimentación y entrega de material
- [Manchas negras y contaminación en la extrusión] → aislamiento de la fuente de contaminación
- Variación del grosor de la pared de extrusión → problemas de estabilidad dimensional
En un equipo de solución de problemas estable, el mayor ahorro de tiempo no suele ser adivinar mejor, sino una regla disciplinada: primero identificar la estación y luego cambiar el ajuste que realmente pertenece a esa estación.
PREGUNTAS FRECUENTES
¿Cómo puedo saber qué estación de mi línea de extrusión está causando el problema?
Camine desde la salida de la matriz hacia abajo y busque el lugar donde el defecto se hace visible por primera vez. Si el producto ya está mal en la matriz, el problema está relacionado con la matriz. Si parece aceptable a la salida del troquel pero cambia durante el calibrado, compruebe primero la estación de calibrado. Siga esta lógica estación por estación hasta localizar dónde se introduce el defecto.
¿Debo solucionar los problemas por estaciones o por síntomas?
Ambos funcionan, pero en situaciones diferentes. Utilice primero la estación cuando ya sospeche de una sección concreta de la línea o quiera hacer un recorrido sistemático. Utilice primero los síntomas cuando observe un defecto en el producto pero no tenga ni idea de dónde se origina. En esta guía se describe el método "primero los síntomas". Si desea más información sobre el marco "primero los síntomas", consulte Resolución de problemas de extrusión de plástico: Cómo diagnosticar problemas en la línea rápidamente.
¿Puede un problema de refrigeración parecer un problema de transporte?
Sí. Si el producto no se enfría completamente antes de llegar a la salida de arrastre, puede deformarse bajo la fuerza de arrastre normal: marcas superficiales, cambio dimensional o aplanamiento. Compruebe siempre la temperatura del producto en la entrada de arrastre antes de ajustar la fuerza de sujeción o la velocidad.
¿Y si el problema parece provenir de más de una estación?
Empezar por el extremo aguas arriba. Compruebe primero la salida de la matriz. Si el producto ya es defectuoso allí, no servirá de nada reparar las estaciones situadas aguas abajo. Vaya descendiendo hasta encontrar el punto en el que se introduce el defecto. Repare el primer punto de fallo antes de pasar al siguiente.
¿Con qué frecuencia deben revisarse las estaciones aguas abajo durante la producción normal?
El troquel y la calibración deben comprobarse en el momento de la puesta en marcha y después de cualquier cambio de utillaje. La temperatura y el nivel del agua de refrigeración deben controlarse continuamente o a intervalos regulares. La velocidad de arrastre y el agarre deben verificarse en la puesta en marcha y después de los cambios de velocidad. El estado de las cuchillas debe comprobarse diariamente o por turno, dependiendo de la abrasividad del material y del volumen de producción.
¿Necesita ayuda para identificar la estación que causa el problema?
Describa el síntoma principal que observa, cuándo aparece y en qué punto de la línea lo nota por primera vez. Podemos ayudarle a reducir la estación y guiarle hacia la primera comprobación correcta.
Si la línea muestra una mayor inestabilidad más allá de una única estación, consulte Resolución de problemas de extrusión de plástico: Cómo diagnosticar problemas en la línea rápidamente.
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Jinxin Extruder y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la línea de extrusión: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...




