
Manchas negras en la extrusión: Cómo rastrear el origen real
Lede
Las motas negras en los productos de extrusión son uno de los problemas de calidad más comunes -y más mal diagnosticados- en una línea de extrusión de plástico.
Cuando aparecen partículas oscuras, puntos quemados o contaminación extraña en el producto, la primera reacción en la mayoría de las plantas de producción es predecible: aumentar la temperatura para expulsar el material residual, utilizar un compuesto de purga de forma agresiva o detener la línea para un desmontaje completo. A veces, las tres cosas ocurren en el mismo turno.
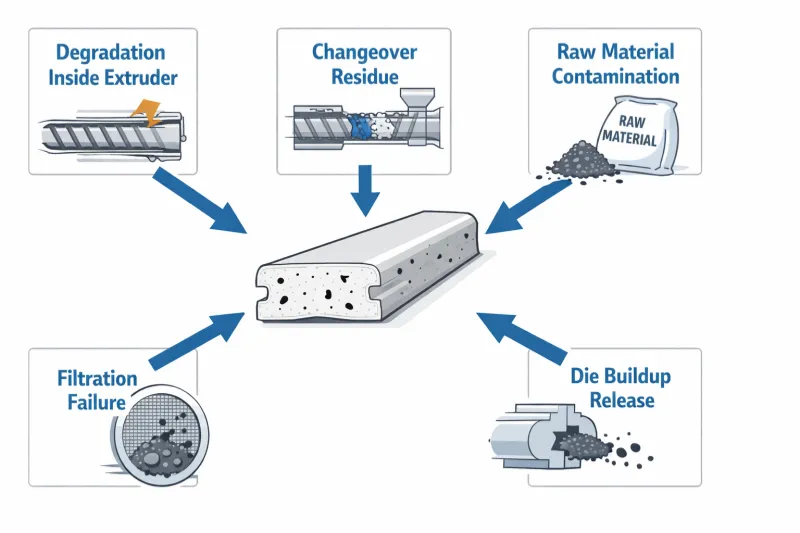
El problema es que las motas negras no son un único problema. El mismo defecto visual -partículas oscuras incrustadas en el producto- puede tener orígenes completamente distintos:
- Material degradado y carbonizado generado en el interior de la extrusora
- Material residual tras un cambio de color o material
- Contaminación extraña introducida a través de la materia prima, el remolido o el sistema de transporte.
- Fallo de filtración que permite el paso de partículas sin control
- Depósitos acumulados en el interior de la matriz o del canal de flujo que se liberan periódicamente.
Cada fuente sigue un mecanismo diferente. Cada una requiere una acción correctiva diferente. Y cada una deja un patrón de diagnóstico diferente - si sabes qué buscar.
Un desmontaje completo de la máquina aborda todos estos problemas a la vez, pero también es el que cuesta más tiempo, más pérdidas de producción y más mano de obra. En muchos casos, la fuente de contaminación podría haberse identificado -y corregido- sin necesidad de parar la línea.
En este artículo aprenderá:
- Por qué las motas negras en la extrusión deben clasificarse por patrón antes de cualquier acción correctiva
- Cómo utilizar un método de aislamiento para separar la degradación interna de la contaminación externa
- Las cuatro fuentes de contaminación más comunes y cómo es cada una en la práctica
- Qué comprobaciones de bajo coste hay que hacer antes de cerrar la línea
- Una tabla de diagnóstico de referencia rápida para relacionar los patrones de contaminación con las fuentes probables.
- Conexión de este artículo con el [solución de problemas de extrusión de plásticos] marco
La forma más rápida de resolver un problema de puntos negros no suele ser limpiarlo todo primero, sino determinar de dónde procede probablemente la contaminación.
1. Lea primero el patrón: ¿Aleatorio, repetitivo o por lotes?
Antes de abrir cualquier puerta de acceso o programar un apagado, el primer paso de diagnóstico es leer cómo aparecen las motas negras, no sólo si existen.
El patrón de aparición en sí es información de diagnóstico. Separa las causas más rápidamente que cualquier punto de inspección.
Hazte estas preguntas antes de tocar ningún ajuste:
- ¿Las manchas son continuas o aparecen y desaparecen?
- ¿Son completamente aleatorios o se repiten con un intervalo reconocible?
- ¿Se inician inmediatamente al arrancar, o sólo después de funcionar durante algún tiempo?
- ¿Están vinculadas a un lote específico de material o aparecen independientemente de la fuente del material?
- ¿Empeoran a mayor velocidad de línea o permanecen igual?
Las respuestas suelen apuntar hacia uno de los tres tipos de patrones:
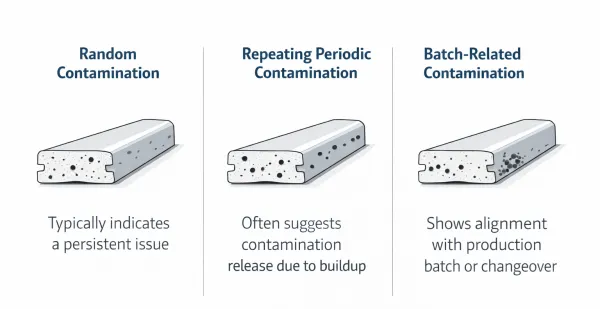
Contaminación aleatoria
Las manchas aparecen sin un ciclo ni un momento claros. Algunos productos están limpios, otros no. Este patrón es más coherente con la contaminación externa -partículas extrañas procedentes de la materia prima, el triturado, la manipulación o el transporte- o con pequeñas cantidades de material residual que se desprenden de forma impredecible de zonas de retención ocultas.
Contaminación repetida o periódica
Las motas aparecen a intervalos aproximadamente regulares o aumentan de forma constante con el tiempo de funcionamiento. Este patrón apunta más a la acumulación de troqueles que se liberan en los ciclos, a la acumulación de puntos muertos en el interior de la vía de flujo o a la degradación progresiva por la exposición prolongada al calor.
Contaminación por lotes
Las motas sólo aparecen con un lote de material específico, un lote de rectificado específico o después de un cambio específico. Cuando cambia el origen del material, la contaminación cambia con él. Este patrón es más coherente con la contaminación de la materia prima o la purga incompleta después de un cambio de color o fórmula.
Lo primero que notan los operadores experimentados: Si las motas negras empeoran siempre durante los primeros 30 minutos tras la puesta en marcha y luego se reducen gradualmente, lo más probable es que se trate de material degradado retenido, no de contaminación de la materia prima entrante. Si las motas aparecen de repente a mitad del proceso y se correlacionan con una nueva bolsa o lote de material triturado, la contaminación por manipulación de material pasa a encabezar la lista. El patrón le indica dónde buscar antes de abrir nada.
Estas tres categorías no cubren todos los casos a la perfección. Pero reducen significativamente la dirección del diagnóstico, y su observación no cuesta nada.
Antes de decidir dónde limpiar, primero decida qué tipo de patrón de contaminación está viendo realmente.
2. Manchas negras en la extrusión: Cómo aislar el origen antes de desmontar la línea
Este es el método central del artículo. El objetivo no es enumerar todas las causas posibles, sino ofrecer a los operadores una secuencia estructurada que reduzca la incertidumbre paso a paso, antes de comprometerse a una intervención costosa.
El principio es sencillo: aislar antes de desmontar. Observación de bajo coste primero, desmontaje de alto coste después.
Paso 1: Registrar el patrón de contaminación
Antes de hacer nada, documente lo que ve:
- ¿Cuándo aparecieron por primera vez las manchas negras? (hora, turno, fecha)
- ¿Son continuas o intermitentes?
- ¿Están vinculadas al arranque, al funcionamiento continuo, al cambio o al cambio de velocidad?
- ¿Aparecen en toda la salida o sólo en determinadas tiradas o lotes?
Se tarda cinco minutos. Evita el error de diagnóstico más común: tratar un problema específico de un patrón como un problema general de limpieza de la máquina.
Paso 2: Separar la generación interna de la introducción externa
Esta es la bifurcación más importante en el camino del diagnóstico.
Señales que apuntan a una generación interna:
- La contaminación aumenta con el tiempo de funcionamiento o tras paradas prolongadas
- Las manchas parecen partículas oscuras, carbonizadas o quemadas
- El problema persiste incluso después de cambiar a material virgen limpio
- Empeora tras el arranque o los periodos de mantenimiento a baja velocidad
Señales que apuntan a una introducción externa:
- La contaminación se correlaciona con un lote específico, bolsa o lote de remolido
- El problema cambia cuando cambia la fuente del material
- Las motas incluyen partículas extrañas no plásticas (fibras, polvo, escamas metálicas)
- Cambio reciente de proveedor, relación de trituración o configuración de transporte
Acertar con esta bifurcación evita el diagnóstico erróneo más caro: desmontar la extrusora y la matriz cuando la contaminación nunca se generó dentro de la máquina.
Paso 3: Comprobar los eventos recientes del proceso
Pregunte al equipo de producción:
- ¿Ha habido un cambio reciente de material o de color?
- ¿Se paró y se volvió a poner en marcha la línea? ¿Durante cuánto tiempo?
- ¿Se ha cambiado recientemente el paquete de pantalla? ¿Se ha instalado correctamente?
- ¿Se ha introducido un nuevo lote de remolido?
- ¿Se ha revisado o abierto algún sistema de transporte o secado aguas arriba?
En la mayoría de los casos, la aparición de la mancha negra está relacionada con un proceso específico. La identificación de ese evento reduce drásticamente la fuente.
Paso 4: Inspeccionar los puntos de control de bajo coste antes del cierre
Estas comprobaciones pueden realizarse con la línea en marcha o durante una breve pausa, sin necesidad de desmontarla por completo:
- Materia prima y remolido: Extraiga una muestra de la tolva e inspecciónela visualmente. Compruebe si hay decoloración, partículas extrañas, polvo o fragmentos de envases.
- Recorrido de transporte: Inspeccione el cargador, las líneas de transferencia y el interior de la tolva en busca de acumulación de contaminación o residuos de materiales anteriores.
- Paquete de malla y filtro: Revise la temporización del último cambio de pantalla. Si se utiliza un cambiador de pantalla continuo, compruebe si la pantalla ha avanzado recientemente. Observe si la contaminación ha cambiado después del último cambio de pantalla.
- Zona del labio del troquel: Si se puede acceder con seguridad, inspeccione visualmente la salida del troquel en busca de acumulaciones, babas o depósitos descoloridos en el borde del labio.
- Registro de tiempos y lotes: Cruzar los casos de contaminación con los registros de lotes de material y el historial de cambios.
- Comparación entre el arranque y el funcionamiento continuo: Observe si la contaminación empeora durante la puesta en marcha (indica material degradado retenido) o es constante (indica una fuente de contaminación continua).
Paso 5: Decidir el alcance de la intervención
Sólo después de los pasos 1-4 debe decidir el nivel de intervención:
- Si las pruebas apuntan a materia prima → cambie la fuente de material o vuelva a moler el lote, observe
- Si las pruebas apuntan a residuos de cambio → ciclo de purga selectivo, no desmontaje completo.
- Si las pruebas apuntan a la filtración → sustituya el paquete de rejillas, compruebe la estanqueidad.
- Si la evidencia apunta a la acumulación del troquel → limpie el troquel y el adaptador, inspeccione el paso del flujo.
- If evidence points to barrel/screw degradation → schedule [proper screw and barrel cleaning] with full disassembly
El mejor método para solucionar el problema de las motas negras no es limpiar primero toda la línea, sino reducir primero la incertidumbre.
3. Cuando se crean manchas negras dentro del proceso
Algunas motas negras no proceden del exterior. Se generan dentro de la propia extrusora: por degradación, sobrecalentamiento, tiempo de residencia excesivo o material carbonizado que se acumula en puntos muertos dentro del recorrido del flujo.
Cómo se produce
El plástico expuesto a altas temperaturas durante demasiado tiempo comienza a degradarse. Las cadenas de polímero se rompen, el material se oscurece y, finalmente, se carboniza, formando partículas duras y oscuras que se adhieren a las superficies metálicas del interior del cañón, los husillos, el adaptador o los canales de la matriz.
Estas partículas se acumulan gradualmente. Luego se liberan, a veces en pequeñas cantidades durante la producción constante, a veces en mayores cantidades tras una interrupción del proceso, como un ciclo de parada-arranque, un cambio de velocidad o un ajuste de temperatura.
Desencadenantes comunes
- Temperaturas del barril o de la matriz superiores a las requeridas por el material
- Tiempo de permanencia prolongado durante el funcionamiento a baja velocidad o las pausas de producción
- Puntos muertos en el diseño del tornillo, la geometría del adaptador o los canales de flujo de la matriz donde el material puede estancarse, permitiendo que pequeñas cantidades de resina se degraden con el tiempo y se liberen intermitentemente en forma de puntos negros. Este mecanismo está bien documentado en el procesado de plásticos; para una explicación relacionada de cómo el material atrapado en zonas de flujo negativo crea contaminación intermitente, véase este análisis de Plastics Technology.
- Procesar materiales sensibles al calor (PVC, PETG, determinados TPE) sin un control adecuado de la temperatura.
- Arranque o reinicio tras una parada prolongada sin purga adecuada
Cómo es este tipo de contaminación
- Partículas oscuras de aspecto carbonizado, a menudo más duras que el material circundante.
- Contaminación que empeora cuanto más tiempo pasa la línea sin interrupción
- Más grave tras el arranque, especialmente cuando la línea se mantuvo a temperatura durante una parada.
- Aparece incluso con material limpio y virgen, porque la fuente ya está dentro de la máquina
- A veces se concentran en zonas específicas de la sección transversal del producto, correspondientes a puntos muertos de la trayectoria del flujo.
El límite de la sentencia
No todas las manchas negras son degradación. La degradación es el principal sospechoso sólo cuando el patrón de contaminación se correlaciona claramente con la historia de calor - duración del tiempo de funcionamiento, eventos de parada-arranque, cambios de temperatura, o el tiempo de residencia.
Si la contaminación no cambia cuando se cambia de lote de material pero sí cuando se alteran las condiciones térmicas o la duración de la ejecución, debe investigarse la degradación antes que la contaminación de la materia prima o la manipulación.
Si la contaminación aumenta con el historial térmico, la parada o el tiempo de residencia prolongado, la degradación suele ser más sospechosa que la contaminación de la materia prima.
4. Cuando el problema es material antiguo que sigue oculto en la línea
Tras un cambio de material, un cambio de color o un ajuste de la fórmula, pueden aparecer motas negras o contaminación del color, no porque haya entrado suciedad nueva en la línea, sino porque el material antiguo nunca se eliminó por completo.
Por qué es fácil diagnosticar mal los residuos del cambio
Los residuos del cambio no siempre aparecen inmediatamente. El material viejo puede esconderse en zonas de flujo bajo durante horas o incluso días antes de liberarse gradualmente. Esto crea un patrón de contaminación que parece intermitente e impredecible, por lo que a menudo se achaca al “material en mal estado” o a la “limpieza general de la máquina” en lugar de a una purga incompleta.
Donde se esconden los residuos
- Sección trasera del tornillo (zonas de baja presión con barrido deficiente)
- Zonas de la pared del barril con flujo reducido
- Región del adaptador y de la placa de ruptura
- Dentro y alrededor del cambiador de pantallas
- Troquelar esquinas internas, zonas de baja velocidad y zonas de transición.
- Bordes del labio del troquel donde puede acumularse material y desprenderse periódicamente
Cómo es este tipo de contaminación
- Aparece poco después de un cambio de color, un cambio de material o un ajuste de la relación de remolido.
- Fuerte al principio, luego disminuye gradualmente con el tiempo, pero no desaparece por completo.
- La purga parece ayudar temporalmente, luego vuelven las motas
- La contaminación por color y las motas negras pueden aparecer juntas
- La misma combinación de línea y troquel tiende a mostrar este problema repetidamente después de los cambios.
El juicio práctico
Si la contaminación aumenta después de un cambio y luego disminuye lentamente con la producción continuada, esto apunta más a la liberación de material residual que a la entrada de nueva contaminación en el sistema.
The correct response is usually a more thorough or targeted purge — not an immediate full teardown. If purging alone does not resolve it, the retention zones need to be identified and physically cleaned. For the full cleaning decision framework — when to purge and when to disassemble — see [Cómo limpiar correctamente el husillo y el cilindro de una extrusora].
Cuando la contaminación está fuertemente ligada a los cambios, el primer sospechoso no suele ser la suciedad nueva que entra en la línea, sino el material viejo que se libera de zonas de retención ocultas.
5. Cuando la contaminación procede del exterior de la extrusora
No todas las motas negras se originan en el interior de la máquina. En muchos casos, la contaminación ya estaba presente antes de que el material entrara en el tambor, introducida por la calidad de la materia prima, el contenido de triturado, el envasado, los sistemas de transporte o el propio entorno de producción.
Esta categoría es la que más a menudo se pasa por alto cuando la localización de averías parte de la suposición de que “la máquina debe estar sucia”.”
Fuentes habituales de contaminación externa
- Defectos de la materia prima: Pellets descoloridos, partículas predegradadas o inclusiones extrañas ya presentes en la bolsa o en la entrega a granel.
- Contaminación del embalaje: Fibras de papel, fragmentos de bolsas tejidas, polvo o adhesivo de etiquetas de bolsas dañadas o mal cerradas.
- Contaminación de la corteza: Material triturado mezclado, material triturado degradado de ciclos anteriores, escamas metálicas procedentes del desgaste de las cuchillas del granulador o acumulación de polvo en los depósitos de almacenamiento de material triturado.
- Contaminación del sistema de transporte: Material residual en los cargadores de vacío, mangueras de transferencia o cajas de distribución de producciones anteriores; acumulación de polvo o humedad en el interior de las líneas de transporte.
- Contaminación de la tolva: Polvo de material, condensación o contaminación cruzada por adición manual de aditivos o masterbatch.
- Entorno del taller: Polvo en suspensión en el aire, partículas metálicas procedentes de operaciones de mecanizado cercanas o residuos que caen en tolvas abiertas.
Cómo es este tipo de contaminación
- Estrechamente correlacionado con un lote de material específico, un lote de rectificado o un envío del proveedor.
- Más frecuente cuando el porcentaje de remolido es mayor
- La máquina se ha limpiado pero la contaminación persiste
- El patrón de contaminación cambia cuando cambia la fuente del material
- La inspección visual de la materia prima o del triturado revela la presencia de partículas extrañas visibles, decoloración o polvo.
- No empeora con el tiempo de funcionamiento: se mantiene más o menos constante mientras se utilice el mismo material.
El límite de la sentencia
Si las manchas negras siguen la pista del material -aparecen en un lote pero no en otro, aumentan con la proporción de remolido o desaparecen cuando se cambia a resina virgen limpia-, la máquina no es el primer lugar en el que hay que fijarse.
Elimine la posibilidad de contaminación externa antes de proceder a un desmontaje interno. Extraiga una muestra de material, inspecciónela visualmente y compruebe la ruta de transporte. Son comprobaciones de cinco minutos que pueden evitar un desmontaje de cuatro horas.
Si la contaminación se produce después de un lote, un lote de triturado o una manipulación, la fuente puede estar fuera de la extrusora y no dentro de ella.
6. Cuando el filtro falla o el troquel lo suelta
Incluso cuando la fuente de contaminación se encuentra aguas arriba, hay dos mecanismos aguas abajo que a menudo determinan si las motas negras llegan realmente al producto final: la eficacia de la filtración y el desprendimiento de depósitos de la matriz. Se trata de modos de fallo diferentes y deben diagnosticarse por separado.
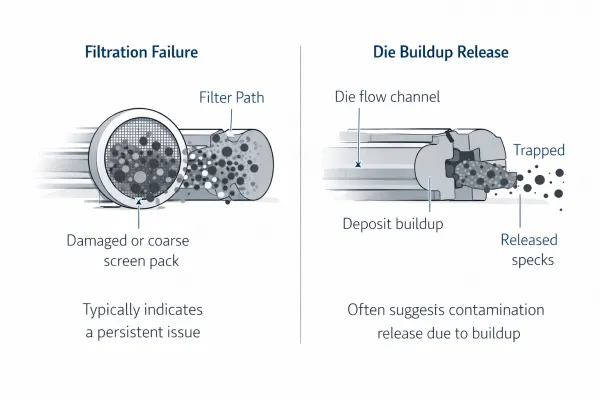
6.1 Problemas de filtración
El paquete de pantallas y el sistema de filtrado se sitúan entre la extrusora y la matriz. Su función es interceptar la contaminación -partículas degradadas, materiales extraños, geles no fundidos- antes de que la masa fundida llegue a la matriz y pase a formar parte del producto.
Cuando falla la filtración, la contaminación que de otro modo habría quedado atrapada pasa al producto.
Modos habituales de fallo de la filtración:
- Malla del paquete de cribas demasiado gruesa para la granulometría de la contaminación
- Paquete de pantalla dañado, roto o mal colocado durante la instalación.
- Derivación o fuga alrededor del paquete de pantallas debido al desgaste de las juntas o a un montaje incorrecto.
- El cambiador de tamiz continuo no avanza con la frecuencia suficiente: la zona de tamiz activa se bloquea parcialmente, lo que reduce la eficacia de la filtración.
- El propio evento de cambio de pantalla introduce un breve pulso de material no filtrado
Qué aspecto tiene la contaminación relacionada con la filtración:
- El nivel de contaminación cambia notablemente después de un cambio de tamiz, ya sea mejorando (el nuevo tamiz atrapa más) o empeorando temporalmente (material alterado que pasa durante el cambio).
- Los tamaños y tipos de partículas son variados: no hay un único tipo de partícula homogéneo.
- Existe riesgo de contaminación previa (remolido, degradación), pero el producto posterior presenta más contaminación de la esperada para la malla utilizada.
- Si se aprieta la malla del tamiz (filtración más fina), el problema se reduce notablemente.
6.2 Formación de la matriz y liberación de depósitos
El cabezal de la matriz, los canales de flujo y la zona del labio de la matriz son las superficies de contacto finales antes de que la masa fundida se convierta en producto. Con el tiempo, estas superficies pueden acumular depósitos -material degradado, residuos carbonizados o acumulación de aditivos-, especialmente en zonas de baja velocidad, transiciones bruscas y áreas donde la geometría de la trayectoria del flujo crea estancamiento.
Estos depósitos no se desprenden continuamente. Se acumulan lentamente y luego se desprenden en fragmentos, creando un patrón de contaminación que parece periódico o que empeora gradualmente con el tiempo de funcionamiento.
Qué aspecto tiene la contaminación por acumulación de troqueles:
- Las motas negras aparecen con una periodicidad reconocible o aumentan de forma constante a lo largo de las horas de producción
- La limpieza de la matriz y el adaptador produce una mejora inmediata y significativa, pero el problema reaparece al cabo de días o semanas.
- La contaminación no es aleatoria: tiende a repetirse en posiciones similares de los productos o a intervalos similares.
- Ciertos diseños de troqueles o geometrías de producto son más propensos a este problema que otros
- El labio del troquel muestra acumulación visible, baba o material descolorido al inspeccionarlo
La distinción crítica
Los problemas de filtración son lo que llega - el filtro no detuvo la contaminación que ya existía aguas arriba.
Los problemas de acumulación de troqueles son lo que se publica - el propio troquel se convierte en una fuente de contaminación por acumulación progresiva y desprendimiento periódico.
Se trata de mecanismos diferentes con soluciones diferentes. “El troquel está sucio” no es un diagnóstico útil. Saber si el problema es la desviación de la filtración o la liberación de depósitos determina si es necesario cambiar la pantalla, rediseñar la configuración de la filtración, limpiar el troquel o solucionar un problema de geometría de la vía de flujo.
Un problema de contaminación puede comenzar aguas arriba, pero que llegue al producto depende a menudo de la capacidad del filtro para detenerlo y de la tendencia de la matriz a liberar los depósitos acumulados.
7. Tabla de diagnóstico de una página: Patrón de contaminación → Fuente probable → Primera comprobación.
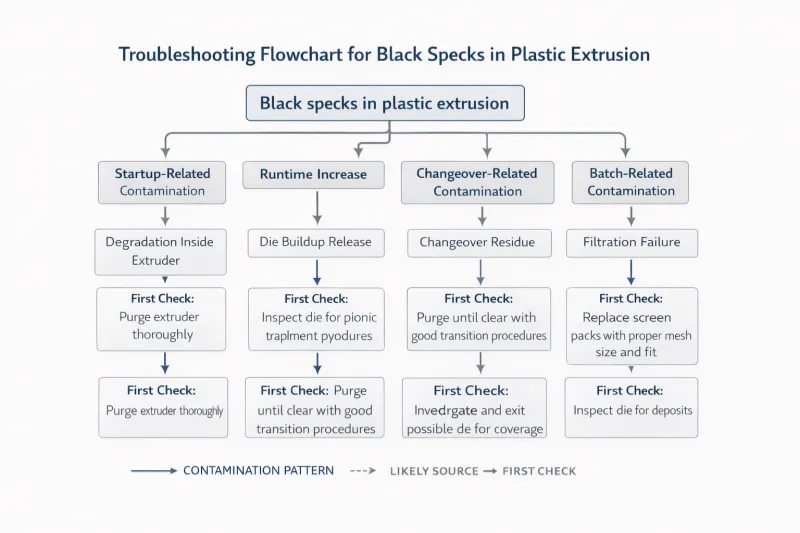
Esta tabla es una referencia de primera respuesta, no una garantía de diagnóstico de causa única. Utilícela para que el primer paso sea más rápido y preciso.
| Patrón de contaminación | Fuente más probable | Primer control |
|---|---|---|
| Empeora tras el arranque o el reinicio | Degradación / material carbonizado retenido | Revisar el historial térmico, el tiempo de residencia y la duración de la parada |
| Aumenta constantemente con el tiempo de funcionamiento | Degradación o acumulación de troqueles | Comprobar el labio de la matriz, inspeccionar la acumulación de puntos muertos |
| Picos tras el cambio de color o material, luego disminuye lentamente. | Residuo de cambio | Evaluar la eficacia de la purga; comprobar las zonas de retención ocultas |
| Vinculado a un lote de material específico o a un lote de rectificado | Contaminación de materias primas / manipulación | Inspeccionar el origen del material, la calidad del triturado y el recorrido de transporte |
| Cambia notablemente tras el cambio de pantalla | Problema de filtración | Comprobar el estado del paquete de cribas, el tamaño de la malla y el sellado. |
| Motas periódicas a intervalos más o menos regulares. | Liberación por ciclos de la acumulación de troqueles | Inspeccionar el paso del troquel, los puntos muertos y la zona del labio |
| Persiste independientemente del material, el lote o el cambio | Degradación interna o problema crónico de flujo | Comprobar el estado del cañón/tornillo, la geometría del adaptador, las zonas muertas de la matriz. |
| Sólo aparece a alta velocidad de línea | Filtración insuficiente o degradación relacionada con la residencia | Comprobar si la capacidad de filtración y refrigeración se ajustan al rendimiento |
Los operarios pueden imprimir esta tabla y guardarla cerca de la línea. No se trata de sustituir el criterio técnico, sino de agilizar el primer paso del diagnóstico.
8. Conclusión: No trate a todos los puntos negros por igual
Las motas negras en los productos de extrusión tienen un aspecto similar, pero sus causas pueden ser fundamentalmente distintas. La dificultad no estriba en que haya muchas fuentes posibles, sino en que diferentes fuentes producen defectos visualmente similares.
Cada una de las cuatro principales fuentes de contaminación sigue un mecanismo diferente:
- Degradación interna - material carbonizado generado por el calor, el tiempo y el estancamiento del flujo en el interior de la extrusora
- Residuo de cambio - material antiguo atrapado en zonas de retención, liberado gradualmente tras un cambio de material o color
- Contaminación de materias primas y manipulación - partículas extrañas, remolido degradado o contaminación ambiental introducida antes de que el material entre en el barril
- Fallo de filtración o acumulación de troqueles - contaminación que pasa a través de un filtro inadecuado, o depósitos que se acumulan en el interior de la matriz y se liberan periódicamente
El método de aislamiento descrito en este artículo sigue un principio: acotar la fuente antes de comprometerse a una intervención máxima.
- Leer el patrón de contaminación: aleatoria, repetitiva o por lotes.
- Separar la generación interna de la introducción externa
- Comprobación de la correlación de eventos de proceso recientes
- Inspeccionar los puntos de control de bajo coste antes de programar el cierre
- A continuación, elija la intervención que corresponda a la fuente más probable
No todos los problemas de puntos negros requieren un desmontaje completo de la línea. Muchos pueden resolverse -o al menos diagnosticarse correctamente- con observación, muestreo y comprobaciones específicas que llevan minutos en lugar de horas.
Para conocer el marco general de cómo clasificar y abordar cualquier problema de la línea de extrusión -incluida la contaminación-, consulte [Resolución de problemas de extrusión de plásticos: Guía práctica para el diagnóstico rápido de problemas en la línea]..
Cuando aparecen motas negras, el objetivo no es limpiar primero la mayoría de las piezas, sino identificar primero la fuente más probable.
Preguntas frecuentes sobre las manchas negras en la extrusión
P1: ¿Cuál es la forma más rápida de encontrar el origen de las manchas negras en la extrusión?
Lea primero el patrón de contaminación. Determine si las motas son aleatorias, se repiten o están relacionadas con el lote. A continuación, separe si es más probable que el origen sea interno (degradación, retención) o externo (material, manipulación). Esta clasificación en dos pasos -antes de cualquier inspección física- suele eliminar al menos la mitad de las posibles causas y le indica dónde debe comprobar primero.
P2: ¿Cómo puedo saber si las motas negras se deben a la degradación o a la contaminación de la materia prima?
Compruebe si la contaminación cambia al cambiar de material. Si las motas persisten en diferentes lotes de resina virgen limpia, es más probable que el origen sea interno: degradación, retención carbonizada o acumulación en el troquel. Si las motas sólo aparecen en un lote específico, la contaminación externa del material es el principal sospechoso.
P3: ¿Debo apagar la línea inmediatamente cuando aparezcan motas negras?
No necesariamente. Muchas fuentes de contaminación pueden reducirse, o incluso confirmarse, sin detener la línea. Registre el patrón, compruebe los procesos recientes, inspeccione visualmente la materia prima y el material triturado, revise el historial de cambios de tamiz y compare los niveles de contaminación al arranque con los de funcionamiento continuo. Estas comprobaciones de bajo coste suelen identificar la dirección antes de que sea necesario desmontar la línea.
P4: ¿Por qué vuelven a aparecer manchas negras después de limpiar el extrusor?
Si la contaminación reaparece después de la limpieza, es posible que el origen no sea el cilindro ni el husillo. Las razones más comunes son: puntos muertos en la trayectoria de flujo de la matriz que vuelven a acumular depósitos, purgas incompletas que dejan material en zonas de retención ocultas, contaminación continua de la materia prima o el triturado que reintroduce partículas después de cada limpieza, o un sistema de filtración que no atrapa eficazmente la contaminación aguas arriba. El patrón de recurrencia -con qué rapidez y en qué condiciones vuelven las motas- es la clave para identificar cuál de estos factores es el responsable.
P5: ¿Es posible que las motas negras procedan de más de una fuente al mismo tiempo?
Sí. Una línea puede tener una degradación leve en un punto muerto Y estar utilizando remolido con una calidad marginal Y tener un paquete de tamizado ligeramente demasiado grueso. Cuando se solapan varias fuentes, el patrón de contaminación es más difícil de leer porque no encaja claramente en una categoría. En estos casos, elimine primero las fuentes más fáciles de comprobar (material, paquete de tamices) y, a continuación, trabaje hacia el interior, hacia la degradación y la acumulación de troqueles.
¿Necesita ayuda para rastrear la contaminación en su línea?
Si siguen apareciendo motas negras o contaminación y el origen no está claro, envíenoslo:
- Tipo y calidad del material
- Relación virgen/molido
- Cuándo apareció la contaminación por primera vez y si es continua o intermitente.
- Si el problema está relacionado con el arranque, con el cambio o con el funcionamiento continuo.
- Fotos del producto contaminado y, si es posible, primeros planos de las motas
- Si los cambios de pantalla afectan al nivel de contaminación
- Si el problema aparece en toda la producción o sólo en lotes específicos.
Cuanto más contexto nos proporcione sobre el patrón de contaminación, más rápido podremos ayudarle a determinar si el origen es la degradación, el material residual, la contaminación de las materias primas, un fallo de filtración o la acumulación de troqueles, y recomendarle la solución adecuada.
Explorar temas
Filtrar por especificaciones
ABS (1) Asistencia posventa (1) Puntos negros (2) Matrices de extrusión (1) problemas de alimentación (1) Intención: Conceptos básicos (10) Intención: Controlar (3) Intención: Mantenimiento (6) PA (1) PC (1) PE (1) PMMA (1) PP (1) compras (1) PVC (1) Solución de problemas (5) variación del espesor de pared (2)
¿Tiene preguntas técnicas?
Nuestro equipo de ingenieros está preparado para ayudarle con su proceso de extrusión o la configuración de su máquina.

Jason Shen
Jason es el fundador de Jinxin Extruder y un veterano ingeniero con más de 20 años de experiencia práctica en maquinaria para plásticos.
Empezó su carrera en el taller, donde dominaba todos los detalles técnicos, desde el cableado eléctrico hasta la resolución de problemas complejos.
En la actualidad, supervisa personalmente las inspecciones finales, garantizando que cada máquina se construya con una profunda experiencia técnica y una fiabilidad probada sobre el terreno.
Lecturas complementarias
Presupuesto de la línea de extrusión: Qué incluye y qué comprobar antes de comprar
¿Está comparando ofertas de líneas de extrusión? Utilice esta lista de comprobación del alcance del suministro para ver qué incluye, qué suele excluir y...Cambiador de filtros de extrusión y filtración de masa fundida: Cómo reducir la contaminación y las fluctuaciones de presión
Guía práctica sobre los cambiadores de malla en la extrusión de plásticos: cómo controla la contaminación la filtración de la masa fundida, por qué los cambios de malla causan presión...




